Спосіб розрізання та пристрій
Формула / Реферат
1. Спосіб виготовлення складеного з двох частин предмета з чашки, яка має бокову стінку та цілісну основу, сформовані з однієї заготовки листа металу, який відрізняється тим, що поміщають чашку на дискове різальне кільце, яке має гостру периферійну кромку; та натискають та прокатують п'ятку, що має викривлену поверхню, впритул і навколо зовнішньої поверхні, щоб спричинити проникнення кромки різального кільця в бокову стінку чашки для утворення безперервного кільцевого V-подібного жолобка.
2. Спосіб за п. 1, який відрізняється тим, що на етапі натискання та прокатування формують загин або "розширення" всередину або назовні.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що також обмежують осьовий рух чашки.
4. Спосіб за одним з пунктів 1-3, який відрізняється тим, що глибина жолобка складає щонайменше дві третини від товщини стінки, і кут проникнення складає між приблизно 45 градусами і 90 градусами, переважно, між приблизно 50 градусами і 75 градусами, за допомогою чого матеріал у основи жолобка розколюється.
5. Спосіб за одним з пунктів 1-3, який відрізняється тим, що глибина жолобка складає від приблизно половини до трьох четвертей товщини стінки, і кут проникнення складає між приблизно 45 градусами і 90 градусами, переважно, приблизно 50 градусами і 75 градусами, за допомогою чого матеріал у основи жолобка формує "залишкову товщину після надрізу".
6. Спосіб за п. 5, який відрізняється тим, що містить також другий етап, на якому поміщають чашку на профільне кільце, яке має жолобковий профіль; спрямовують профіль навпроти V-подібного жолобка; натискають та прокатують розділювальний інструмент впритул до зовнішньої поверхні чашки навпроти жолобка, при цьому проникнення розділювального інструмента у стінку чашки спричиняє розкол матеріалу на дні жолобка і загинання або "розширення" матеріалу всередину по обидві сторони розколу.
7. Спосіб за п. 5, який відрізняється тим, що містить також другий етап, на якому поступово прокатують та "стискають" чашку між двома рейками або між рейкою та круглим диском, кожен з яких має кромку, таким чином спричиняючи розкол матеріалу на дні жолобка і загинання або "розширення" матеріалу всередину по обидві сторони розколу.
8. Спосіб за одним з пунктів 1-7, який відрізняється тим, що етап формування жолобка здійснюють на зовнішній стінці, а на етапі розриву матеріалу проникають або зсередини, або ззовні.
9. Пристрій для здійснення способу за будь-яким з пунктів 1-8, який відрізняється тим, що одне або більше різальні кільця розташовані для обертання навколо центральної осі, а п'ятка є концентричною відносно до цієї осі.
10. Пристрій за п. 9, який відрізняється тим, що вісь центрального різального кільця є нерухомою, а п'ятка обертається, при цьому п'ятка має частину з постійним радіусом для контакту з чашкою.
11. Пристрій за п. 9 або п. 10, який відрізняється тим, що також містить напрямні поверхні для контрольованого осьового ковзання чашки.
12. Пристрій за одним з пунктів 9-11, який відрізняється тим, що кожна зі сторін жолобка у профільному кільці є асиметричною, при цьому на відрізаному кільці формується інше розширення, ніж розширення на відрізаній кінцевій частині.
Текст
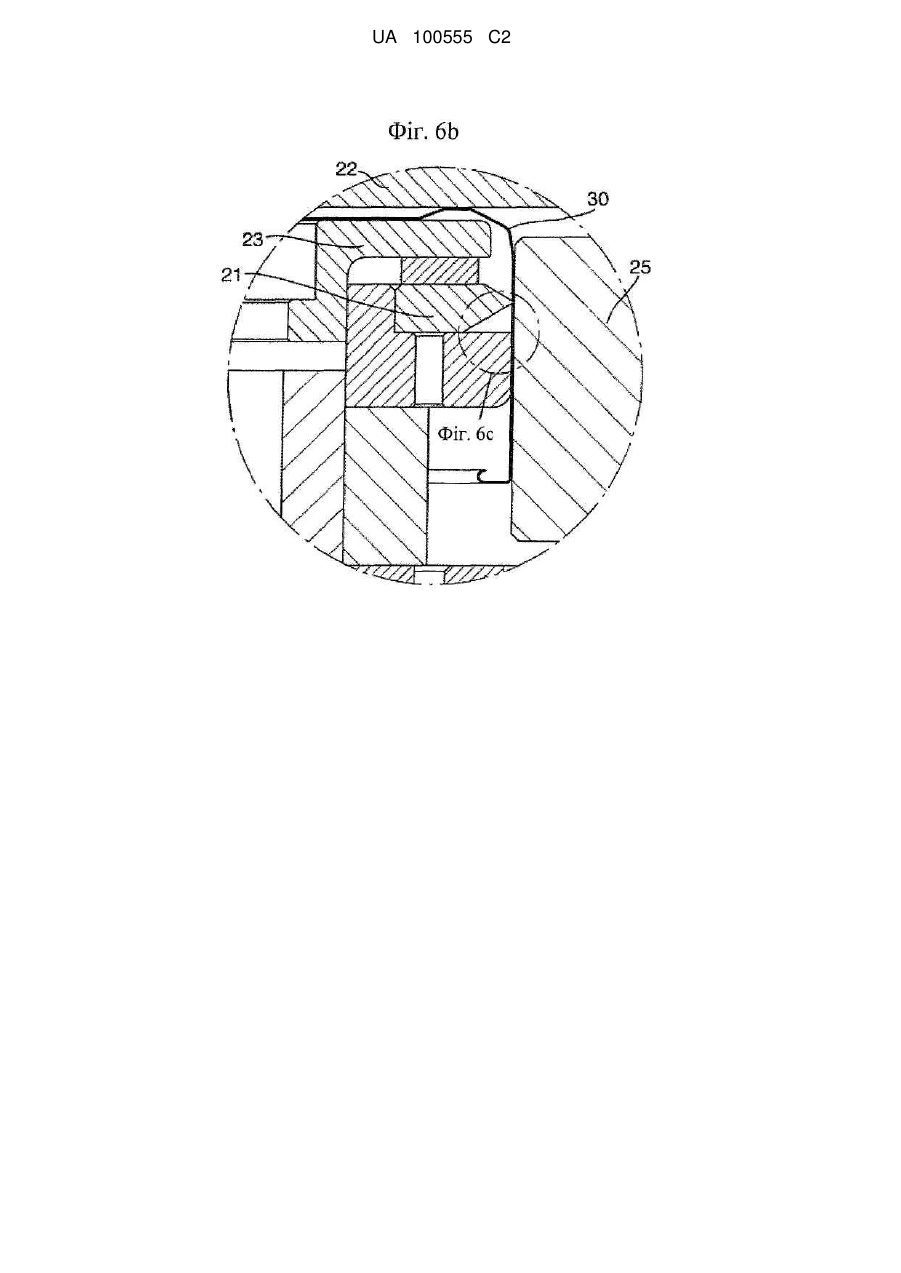
Реферат: Спосіб та пристрій для виготовлення складеного з двох частин предмета з чашки (1), що формуються з однієї заготовки листа металу. При способі формують V-подібний жолобок (15) натисканням та прокатуванням п'ятки (25) на одній стороні бокової стінки чашки (3) впритул до одного чи більше різальних кілець (21) на протилежній стороні бокової стінки. Звичайно, за цим етапом іде другий етап, на якому чашку (1) розрізають на окреме кільце (11) та більш плитку чашку (10). Цей другий етап дає змогу профільним кромкам (17, 18) формувати такі легкі загини або розширення, які є сприятливими, коли в подальшому потребується загинання або закрутка кромок. UA 100555 C2 (12) UA 100555 C2 UA 100555 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої відноситься винахід Даний винахід має відношення до розрізання бокової стінки чашкоподібного виготовленого з листа металу корпусу банки, кришки або подібного предмета. Зокрема він пов'язаний з розрізанням корпусу витягнутої чашкоподібної кришки, що має виступаючий всередину елемент або елементи на своєму ободі, на окреме кільце та більш плиткий чашкоподібний предмет. Рівень техніки Відомо декілька способів розрізання (підрізання) корпусу банок до бажаної висоти для вироблення окремого кільця. Ці способи використовуються на обертальних верстаках, які звичайно постачаються, наприклад, Belvac Production Machinery та CarnaudMetalbox Engineering, і добре підходять для підрізання, при якому кільце, звичайно, викидають, і при якому висота відрізаного кільця, звичайно, значно менша, ніж висота підрізаного корпусу банки. WO 08053013 A (CROWN PACKAGING TECHNOLOGY, INC.) і неопублікована заявка на патент ЕР-08153134.5 описують способи виготовлення складеної з двох частин кришки та готових складених з двох частин кришок відповідно. Вироблення таких кришок потребує розрізання витягнутого чашкоподібного предмета близько до кінцевої панелі так, що висота відрізаної кільцевої частини більша, ніж висота відрізаної кінцевої частини. Для виготовлення описаних в цих патентах кришок було б доцільним, щоб чашкоподібний предмет вже мав сформований на ободі до розрізання виступаючий всередину закруток. Було б ще краще мати змогу розрізати чашкоподібний предмет, який також має виступаючі всередину виступи. Відомі способи розрізання є важкими у використанні для розрізання таких кришок через те, що закрита кінцева частина чашки знаходиться близько до різальних інструментів. Більшість традиційних процесів розрізання використовують пару ножів для розрізання металу обертальною дією ножиців та можуть залишати небажані задирки на зворотних сторонах кромок розрізу. Якщо схожі процеси розрізання використовуються на металі з покриттям, тоді під час розрізання і/або наступного формування кромок розрізу з матеріалу покриття можуть утворюватися голки. Залишкові напруження у витягнутих виготовлених з листа металу частинах можуть призвести до перекошування відрізаних частин під час розрізання. Це може викликати те, що кромки розрізу кільця та кінцевих частин відхилятимуться від кругового шляху по мірі того, як розрізання просувається по периферії, так, що можуть утворюватися небажані гострі розщепи. Кромки розрізу, виготовлені відомими способами колової обробки різанням, створюють мало, або не створюють „розширень" назовні або всередину кромки розрізу, таким чином значно не збільшуючи і не зменшуючи діаметр стінки кромки розрізу. Однак, при бажанні в подальшому загнути або закрутити будь-яку з двох або обидві кромки розрізу всередину або назовні, як у випадку виготовлення кришок, описаних у WO 08053013 A (CROWN PACKAGING TECHNOLOGY, INC.) та ЕР-08153134, було б корисним, якби кромки розрізу після розрізання вже мали розширення у тому ж напрямку. Більшість відомих різальних пристроїв не можуть бути використаними для розрізання корпусу банки, що має будь-який виступаючий всередину обід. Інші відомі способи розрізання також мають недоліки. Лазерне розрізання призводить до випаровування обрізків, що може забруднювати готовий предмет. Підрізання з затиском, як воно описане у WO 08053013 A (CROWN PACKAGING TECHNOLOGY, INC.) може бути здійснене на предметі, який не має виступаючих всередину елементів на боковій стінці. При виготовленні двох циліндрів з відкритими кінцевими частинами з одного циліндра з відкритими кінцевими частинами відомі процеси „розмічування‖ та „розділення‖. Це містить, поперше, створення лінійного заглиблення, або „розмічувальної зарубки‖ на плоскій, частіш за все прямокутній, заготовці з листа металу. Потім заготовка згортається у циліндр з відкритими кінцями, так, що розмічувальна зарубка стає периферичною частиною назовні циліндра, і потім суміжні кромки заготовки з'єднуються зварюванням. Потім циліндр розділяють прокатуванням дискового різця навколо внутрішньої поверхні циліндра, суміжної з розмічувальною зарубкою, при цьому зовнішня поверхня циліндра підтримується парою вигнутих рейок, розташованих по обидві сторони від розмічувальної зарубки. Однак, цей спосіб можна використовувати тільки на заготовці з плоского листа металу для виготовлення відкритих з обох кінців циліндрів. Розкриття винаходу Згідно з даним винаходом надається спосіб виготовлення складеного з двох частин предмета з чашки, сформованої з виробленої з одного листа металу заготовки, при цьому спосіб містить: вставлення дискового різального кільця, що має гостру периферійну кромку, всередину чашки; та натиснення і прокатування п'ятки, що має викривлену поверхню всупереч зовнішній поверхні, щоб примусити гостру кромку різального кільця проникнути в стінку чашки з утворенням V- подібного жолобка. 1 UA 100555 C2 5 10 15 20 25 30 35 40 45 50 55 60 Таке рентабельне виготовлення, наприклад, деяких, складених з двох частин кришок, або корпусу банки та комбінацій кінцевої деталі з однієї витягнутої виробленої з листа металу заготовки використовує спосіб обертання (та додатковий пристрій) для розрізання в основному циліндричної частини бокової стінки чашкоподібного предмета („чашки‖) на однакову висоту. Процес розрізання даного винаходу підходить для розрізання чашкоподібного предмета, що має виступаючий всередину елемент або елементи, вже сформовані на його ободі до розрізання. Переважно, процес розрізання може виробити легкі загини або „розширення‖ всередину (або назовні), що допомагає наступному формуванню елементів, таких як закрутки, для того, щоб сховати або захистити кромку розрізу. Спосіб винаходу також забезпечує, щоб кінець розрізу співпадав з початком розрізу для запобігання утворенню розщепів. У ідеальному випадку процес розрізання так орієнтує будь-які задирки або послаблені покриття, які утворюються під час процесу відрізання, щоб запобігти їх зміщенню наступними формуючими операціями. Діаметр різального кільця є меншим за внутрішній діаметр будь-якої закрутки або відстані між будь-якими виступаючими всередину виступами або іншими елементами нижче розташування розрізу, щоб забезпечити можливість розміщення чашки над різальним кільцем та забезпечити знімання різального кільця. У верстаку обертального типу одне або більше дискові або профільні кільця можна змонтувати так, що їх індивідуальні осі обертатимуться навколо центральної осі, при цьому поверхня п'ятки або розділювального інструменту є концентричною по відношенню до цієї центральної осі. У верстаках ручної та автоматичної подачі вісь дискового або профільного різального кільця може бути нерухомою, а п'ятка або розділювальний інструмент може обертатися. У цьому випадку п'ятка або розділювальний інструмент мали б частину з постійним радіусом, що контактуватиме з чашкою, та частину із зменшеним радіусом, щоб дати місце для розміщення та зняття чашки над різальним диском. При тому чи іншому типі верстаків цільна чашка може утримуватися у осьовому напрямі для ковзання між двома щільно прилеглими плоскими (напрямними) поверхнями, або закритий кінець чашки може утримуватися для ковзання між зовнішньою напрямною поверхнею та напрямною поверхнею на верхівці різального кільця. Альтернативно або додатково, ту чи іншу, або обидві сторони закритої кінцевої частини чашки можна примусити ковзати впритул до плоскої поверхні, застосовуючи стиснуте повітря, вакуум або магніти. Одна з напрямних поверхонь може утримуватися впритул до чашки пружинним механізмом. Кути V-подібного різального кільця можуть бути рівними або можуть бути нерівними, так, що вони примушують чашку ковзати впритул до однієї з напрямних поверхонь відносно іншої. Нерівні кути різального кільця можуть також використовуватися для переважного стискання і/або наклепування матеріалу на одній стороні V- подібного жолобка, або для створення жолобка або форми розрізу, що відповідає наступним процесам виготовлення. У одному з варіантів здійснення винахід передбачає одноетапний процес, при якому глибина утвореного різальним кільцем жолобка (найчастіше, більша за дві третини товщини стінки) та сили, що створюються кутом проникнення (загальний кут між кожною зі сторін різального кільця, який найчастіше знаходиться між 45 градусами та 90 градусами, а переважно, між 50 градусами та 75 градусами) є достатніми, щоб викликати розколення матеріалу на дні жолобка. Розколення відбудеться, тому що форма різального кільця діє як клин. Повний круговий розріз утворюється, коли п'ятка обкотилась навколо всієї периферії чашки. Одноетапний процес утворить мале розширення або не утворить розширення. Можна запобігти випадковому контактуванню гострої кромки різального кільця з п'яткою під час розрізання і можна ретельно контролювати глибину жолобка, забезпечивши другу кільцеву частину з трохи меншим діаметром, ніж гостра кромка, суміжна з нею. Чашку можна утримувати у одній площині, і обмеження осьового руху чашки запобігатиме утворенню розщепів. При умові обмеження осьового руху чашки до значення менше половини ширини V- подібного жолобка, кінець розрізу повинен зустріти початок розрізу та буде уникнуто утворення розщепів. Деформації чашки та ризику формування розщепів можна надалі уникнути, якщо поверхня п'ятки обертатиме чашку більше одного разу, так, що поступово утворюватиметься жолобок перед тим, як відбувається розколення. Можна виробити розширення на кромках розрізу, якщо забезпечити жолобок навколо п'ятки для згинання стінки під час розрізання. 2 UA 100555 C2 5 10 15 20 25 30 35 40 45 50 55 В інших переважних варіантах здійснення винаходу спосіб являє собою двохетапний процес для відрізання кільця від чашкоподібного предмета. У двохетапному процесі перший етап такий самий, як і у одноетапному процесі, окрім того, що глибина жолобка (найчастіше, між половиною та трьома четвертями товщини стінки) і сили, утворені кутом проникнення (найчастіше, між 45 градусами та 90 градусами, та переважно між 50 градусами та 75 градусами) не є достатніми для спричинення розколення матеріалу на дні жолобка. Кут проникнення можна зменшити від цих кутів, якщо потрібно користуватися різальним кільцем з нерівними кутами. В цьому процесі зменшена товщина бокової стінки на дні жолобка описується як „залишкова товщина після надрізу‖. Другий етап двохетапного процесу може містити вставлення профільного кільця, що має жолобковий профіль, яке вставляють усередину чашки, при цьому центр жолобкового профілю є протилежним V- подібному жолобку у чашці, та натискання і прокатування розділювального інструменту, який має гостру кромку або маленький радіус кромки, впритул до зовнішньої поверхні чашки навпроти V- подібного жолобка у чашці. Проникнення розділювального інструменту у стінку чашки спричиняє розкол матеріалу на дні жолобка та загинання або „розширення‖ матеріалу всередину по обидві сторони розколу або „кромки розрізу‖. Діаметр профільного кільця є меншим за внутрішній діаметр будь-якої закрутки або відстані між будь-якими виступаючими всередину виступами, або іншими елементами нижче місця розрізу, щоб надати можливість розташувати чашку над профільним кільцем та надати можливість знімати різальне кільце. Для відповідності наступним процесам довжину загнутої всередину стінки і відстань, на яку вона загинається, можна оптимізувати варіюванням будь-якої комбінації жолобкового профілю профільного кільця, радіусу кромки розділювального інструменту, глибини проникнення різального кільця на першому етапі для зміни „залишкової товщини після надрізу‖ або проникнення розділювального інструменту у профільне кільце на другому етапі. Повний коловий розріз утворюється, коли розділювальний інструмент обкотився навколо всієї периферії чашки. Розмір „розширення‖ може зберігатися навіть по периферії кожної відрізаної частини обмеженням осьового руху чашки. Розмір розширення можна надалі зберегти, навіть якщо розділювальний інструмент обертає чашку більше одного разу, так, що розширення поступово утворюється перед тим, як відбувається розкол. Кожна зі сторін жолобка у профільному кільці може бути симетричною або може бути асиметричною так, що це примушує чашку ковзати впритул до однієї з напрямних поверхонь, відносно іншої, або створити інше розширення на різальному кільці по відношенню до розширення на відрізаній кінцевій частині. Таким же чином жолобок у профільному кільці можна розміщувати центрально або зміщено по відношенню до V- подібного жолобка у чашці. Профіль розділювального інструменту може також бути симетричним або асиметричним. У альтернативному двохетапному процесі чашку можна поступово прокочувати та „здавлювати‖ між двома рейками або між рейкою та круглим диском, обидва з яких мають проникаючу гостру кромку або кромку малого радіусу. Проникнення кромок у стінку чашки спричиняє розколення матеріалу на дні жолобка і загинання або „розширення‖ матеріалу всередину по кожній зі сторін розколу або „кромки розрізу‖. У ще одному варіанті здійснення кільце вставляється всередину чашки на одну сторону Vподібного жолобка, і розділювальний інструмент натискається або прокочується впритул до зовнішньої поверхні чашки до другої сторони V-подібного жолобка. Проникнення розділювального інструменту у стінку чашки спричиняє розколення матеріалу на дні жолобка і загинання або „розширення‖ матеріалу всередину по одній або по обидві сторони розколу або „кромки розрізу‖. Діаметр кільця є меншим за внутрішній діаметр будь-якої закрутки або відстані між будьякими виступаючими всередину виступами або іншими елементами нижче положення розрізу, щоб забезпечити можливість розташування чашки над кільцем та забезпечити знімання різального кільця. Для відповідності наступним процесам довжину загнутої всередину стінки і відстань, на яку вона загинається, можна оптимізувати варіюванням будь-якої комбінації профільного кільця, профілю розділювального інструменту, глибини проникнення різального кільця на першому етапі для зміни „залишкової товщини після надрізу‖, проникнення розділювального інструменту у кільце на другому етапі або осьових відстаней кільця та розділювального інструменту від Vподібного жолобка. 3 UA 100555 C2 5 10 15 20 25 30 35 40 45 50 55 Повний коловий розріз утворюється, коли розділювальний інструмент обкотився навколо всієї периферії чашки. Розмір „розширення‖ може зберігатися навіть по периферії кожної відрізаної частини обмеженням осьового руху чашки. Розмір розширення можна надалі зберегти, навіть якщо розділювальний інструмент обертає чашку більш одного разу, так, що розширення поступово утворюється перед тим, як відбувається розкол. У ще одному варіанті здійснення другий етап є повтором першого етапу, але з різальним кільцем або п'яткою іншого профілю для завершення розрізу. У будь-якому двохетапному варіанті здійснення не є необхідним здійснювати другий етап одразу ж після першого етапу, і інші стадії виготовлення, якщо необхідно, можна здійснити між кожним з етапів. Інші деталі конструкції, такі як закрутки, борти або чеканення можна виконати прокатуванням або формуванням, або під час виконання першого етапу або другого етапу, можна примінити до чашки такі матеріали, як мастила або корозійно стійкі матеріали. Протягом дії пристрою мастила або інші матеріали можна доставляти або примінити до частин пристрою і переносити до чашки. Мастила або інші матеріали можна примінити до Vподібного жолобка між першим та другим етапом. Був описаний винахід, який є переважним на цей час для виготовлення металевої кришки з двох частин, що має сформований на внутрішній поверхні стінки чашки жолобок і стінку чашки, в яку ззовні проникають розділювальний інструмент або рейки. Однак також є можливим сформувати жолобок на зовнішній поверхні стінки та розколоти матеріал на дні жолобка проникненням або зсередини або ззовні в порядку відповідності наступним процесам формування для інших виробів. Інші вироби, що можуть виготовлятись з використанням описаних способів, містять витягнуту банку та комбінації кінцевої частини, витягнуту банку та комбінації кільця, та витягнуту кінцеву частину та комбінації кільця, але не обмежуються цим. Корпуси банок також можна підрізати з використанням описаних способів. Описаний для будь-яких варіантів здійснення пристрій може містити засоби приводу робочих поверхонь різального кільця та п'ятки або кільця та розділювального інструменту при конкретних відносних швидкостях. Альтернативно або додатково пристрій може включати засоби відсмоктування і/або видування будь-яких обрізків з кромок розрізу. Це є особливо корисним у випадку, якщо чашки зроблені з матеріалу з покриттям, де голкоподібні куски покриття можуть відділятися під час розрізання або формування V- подібного жолобка. Якість виробів, виготовлених за допомогою описаних способів розрізання, покращується, тому що наступні операції формування можна здійснювати з меншою кількістю дефектів, та збільшується здатність використовувати більш тонкі та більш рентабельні матеріали без спричинення дефектів. Короткий опис фігур Зараз описуватимуться тільки за допомогою прикладів переважні варіанти здійснення винаходу, з посиланням на фігури, на яких: Фігури 1a, 1b, 1с та 1d - це боковий, верхній, вид в розрізі та загальний види чашки; Фігури 2а, 2b, 2с та 2d — це вид в розрізі відрізаної кінцевої частини, вид в розрізі відрізаного кільця та збільшені детальні часткові види в розрізі їх відповідних кромок розрізу; Фігури 3а та 3b - це вид в розрізі та збільшений детальний частковий вид в розрізі розміченої чашки; Фігури 4а, 4b, 4с та 4d — це вид в розрізі відділеної кінцевої частини, вид в розрізі відділеного кільця та збільшені детальні часткові види в розрізі їх відповідних відділених кромок; Фігури 5а та 5b — це загальний та боковий види пристрою з ручним приводом, що використовується для розмічування чашки; Фігури 6а, 6b, 6с та 6d - це вид в розрізі пристрою з ручним приводом, що використовується для розмічування чашки, збільшені детальні часткові види в розрізі розмічувальних інструментів та вид в розрізі пристрою з ручним приводом, що використовується для розмічування чашки, з розрізом у площині розмічувальної зарубки; Фігури 7а, 7b та 7с — це вид у розрізі пристрою з ручним приводом, що використовується для розділення чашки і збільшені детальні часткові види в розрізі розділювальних інструментів; Фігура 8 - це схематичний вид альтернативного пристосування для розмічування чашок; Фігури 9а, 9b, 9с та 9d - це загальний, верхній, вид в розрізі та збільшені детальні види в розрізі альтернативного пристосування для розділення чашок; 4 UA 100555 C2 5 10 15 20 25 30 35 40 45 50 55 Фігури 10а, 10b та 10с - це вид у розрізі пристрою з ручним приводом, що використовується для розмічування чашки, і збільшені детальні часткові види у розрізі розмічувальних інструментів; і Фігури 11а, 11b та 11с-це вид у розрізі пристрою з ручним приводом, що використовується для розділення чашки та збільшені детальні часткові види у розрізі розділювальних інструментів. Варіант(и) здійснення винаходу Фігури 1а - 1d показують чашку 1, що містить кінцеву частину 2 та цілісну бокову стінку 3. Кінцева частина 2 є профільованою у борти 4 та центральну панель 5 під час процесу виготовлення чашки (дивися фігуру 1b та розріз по А-А на фігурі 1с). Бокова стінка 3 закінчується внутрішнім закрутком 6, який найкраще видно на фігурі 1с. Фігура 2 показує відрізану кінцеву частину 10 (фігура 2а) та відрізане кільце 11 (фігура 2b) з одноетапного процесу. Їх відповідні кромки розрізу 12 та 13 показані на фігурах 2с та 2d. У двохетапному варіанті на фігурах 3 і 4, по-перше, формується розмічувальна зарубка 15 на боковій стінці 3 у напрямку кінцевої частини 2 з V- подібним надрізом між половиною та трьома четвертями товщини стінки, що має загальний внутрішній кут 16 близько 60°(градусів). Коли кінцева частина 2 фігури 4а відділяється від бокової стінки (кільця) 3, відділенні кромки 17 та 18 розширюють всередину. Ручний різальний або розмічувальний пристрій 20 показаний у загальному та боковому видах на відповідних фігурах 5а та 5b. Пристрій містить різальне кільце 21, розташоване нижче вирізу верхньої пластини 22. Нижче верхньої пластини 22, на боковому виді фігури 5b, можна бачити п'ятку 25. Форму п'ятки 25 можна краще побачити на фігурі 6d. П'ятка 25 має частину з постійним радіусом, а також частину зі зменшеним радіусом, що співпадає з вирізом верхньої пластини 22. Довжина частини з постійним радіусом п'ятки 25 є більшою за коло чашки 30. Ручка 26 приєднана болтами до п'ятки 25, що обертається, та верхньої пластини 22. На виді у розрізі розмічувального пристрою на фігурах 6а, 6b та 6с чашка 30 була розміщена над нижньою напрямною поверхнею 23, а верхня напрямна поверхня верхньої пластини 22 утримує чашку 30 у положенні над різальним кільцем 21. По мірі обертання ручки п'ятка 25 повертається, доки вона не підтисне чашку 30 впритул до кромки 24 різального кільця 21. о Кромка різального кільця має кут 60 -70°(градусів), який формує відповідний жолобок у чашці 30. Обертання частини п'ятки 25 з постійним радіусом обертає чашку 30 і різальне кільце 21 навколо їх відповідних осей таким чином, що чашка 30 обертається, по меншій мірі, на один повний оберт. Хоча верхня пластина 22 приєднана та обертається разом з п'яткою 25, заради зручності закладання чашки крізь виріз верхня напрямна поверхня 22 може забезпечуватися будь-якою частиною з плоскою поверхнею, що приєднана до пристрою суміжно з чашкою у положенні, показаному на фігурі 6b. Глибина жолобка може контролюватися регулюванням відстані між валами 27 і 27', на які встановлюються різальне кільце та п'ятка. На пристрої фіг. 6а ці вали рухаються у підшипниках 28, які встановлюються у гнізда 29, одне або обидва з яких можуть мати внутрішні діаметри, що є ексцентричними по відношенню до їх зовнішніх діаметрів. Обертання такого ексцентричного гнізда змінюватиме відстань між валами. Глибину жолобка можна надалі контролювати радіусом кільця 27, що встановлює глибину, по відношенню до радіусу різального кільця 21. Якщо глибина жолобка є достатньою, дно жолобка розколюватиметься кромкою 24 різального кільця, а розрізання буде завершене у один етап. Якщо глибина жолобка є плиткою, і є достатня залишкова товщина металу, тоді розрізання завершується з використанням розділювального пристрою 40 на фігурі 7. У іншій версії цього варіанту здійснення п'ятка може мати дві частини з постійним радіусом, кожна з яких має достатню хордову довжину, щоб провести чашку через, по меншій мірі, один оберт. Частина, що першою контактує з чашкою, матиме трохи менший радіус, ніж друга, так, що першою частиною формуватиметься плиткий жолобок, а друга частина його поглиблюватиме. У цій версії викривлення чашки під час формування плиткого жолобка було б зменшено, а цей жолобок надавав би спрямування чашці до різального кільця під час поглиблення другою частиною. Такий пристрій можна було б також використовувати для завершення розрізання чашки, якщо друга частина п'ятки поглибила надріз, спричинивши його розкол. На етапі розмічування виробляється жолобок, який потім розділяється пристроєм на фігурі 7. Різальна кромка 24 фігури 6с виробляє коловий жолобок на внутрішній частині бокової стінки 32 чашки 30. У розділювальному пристрої 40 розділювальний інструмент 42 натискає та 5 UA 100555 C2 5 10 15 20 25 30 35 40 45 50 55 60 проникає в зовнішню поверхню бокової стінки 34 чашки 30, суміжної з жолобком 15, для розколювання дна жолобка та вироблення легкого загину або розширення 36 всередину. Відстань проникнення розділювального інструменту 42 у стінку чашки може контролюватися регулюванням відстані між валами 68, 68', на яких встановлюються опорні кільця 44 та розділювальний інструмент 42. У пристрої фіг. 7а ці вали обертаються у підшипниках 68, які встановлюються у гніздах 69, те чи інше, або обидва з яких можуть мати внутрішні діаметри, які є ексцентричними по відношенню до їх зовнішніх діаметрів. Обертання такого ексцентричного гнізда змінюватиме відстань між валами. Опорні кільця 44 дають змогу формуванню металу навколо закруглень при кожній з верхівок 45 під час того, як розділювальний інструмент 42 рухається радіально всередину. Це сприяє будь-яким подальшим формуючим операціям, які проводяться зовні на розрізаній чашці або кільці, такі як операції створення закруток, швів, фланців. З використанням цього пристрою формується цілком круговий розріз, при цьому кінець розрізу точно розташовується так, що він співпадає з початком розрізу. Це забезпечує уникнення формування розщепів металу. У іншій версії цього варіанту здійснення розділювальний інструмент 42 може мати дві частини з постійним радіусом, кожна з яких має достатню хордову довжину, щоб провести чашку через, по меншій мірі, один оберт. Частина, що контактує з чашкою першою, матиме трохи менший радіус, ніж друга, так, що першою частиною утворюватиметься плитке заглиблення, а поглиблюватиметься другою частиною, спричиняючи розкол дна жолобка. У цій версії розширення утворюватиметься більш рівно по периферії обрізаних кромок, особливо там, де починається та закінчується розкол. Альтернативний механізм розмічування для обертального руху чашки 1 може нести групу чашок, що підтримуються розмічувальною або різальною оправкою 46, що прокочує чашки вздовж вигнутої рейки 47, яка виступає у ролі п'ятки. Цей механізм показаний на фігурі 8. Схожий механізм може бути використаний для розділення. Альтернативний розділювальний пристрій 50 фігури 9 містить нижню пластину 51 та напрямну рейку 52, фіксовану зовнішню розділювальну рейку 53, що має кромку 54, та обертальний розділювальний ролик 55, що має кромку 56. Чашка 30 вставляється між рейкою 53 та роликом 55. Чашка утримується у одній площині завдяки щільній посадці нижньої пластини 51 та напрямної рейки 52. Діаметр чашки 30 є трохи меншим, ніж різниця у відстані між закругленнями кромок 54 та 56, і, таким чином, і чашка проводиться навколо пристрою, як показано стрілкою, і бокова стінка поступово надрізається для формування розширення 36 і розколюється для формування відрізаної кінцевої частини 10 та відрізаного кільця 11. Для контакту та щоб допомогти проведенню чашки навколо пристрою під час розділення можна прикріпити додаткове підтримуюче кільце або кільця до однієї або обох зі сторін розділювального ролика, і додаткові підтримуючі рейки можна прикріпити до однієї або обох сторін зовнішньої розділювальної рейки. Розмічувальний пристрій на фігурах 10а, 10b та 10с показує додаткові та альтернативні елементи для розмічувального пристрою на фігурах 6а, 6b та 6с. На фігурі 10 обід (70) чашки (30) утримується впритул до плоскої поверхні (71) застосуванням відсмоктування до внутрішньої поверхні чашки через канал (72). Обертання ручки (26) рухає обидва вали (27 і 27') через ролики (73 і 73'). Цей механізм запобігає ковзанню чашки та забезпечує повне формування V-подібного жолобка навколо чашки. Застосування мастила до різальних кілець до кожної з фігури 6 або фігури 10 перед тим, як чашка розміщується у пристрої, може покращити строк служби різального кільця та сприятиме подальшим експлуатаційним властивостям у виробництві та користуванні. Розділювальний пристрій фігур 11а, 11b та 11с показує додаткові та альтернативні елементи розмічувального апарату фігур 7а, 7b та 7с. На фігурі 11 розмічена чашка (30) може обертатися та ковзати між плоскими поверхнями (81 і 82). Висмоктування застосовується через з'єднані між собою канали (85, 86), яке притягує обід чашки (30) впритул до плоскої поверхні (81). Обертання ручки (26) приводить розділювальний інструмент (83) у контакт із зовнішньою боковою стінкою чашки над V- подібним жолобком, та натискає внутрішню бокову стінку чашки проти кільця (84), а саме під V- подібним жолобком. Дія зсуву розділювального інструменту і кільця розколює чашку (30) на відрізану кінцеву частину (10) та відрізане кільце (11). Обертання ручки (26) обертає розділювальний інструмент (83) та обертає кільце (84), чашку (30) та поверхню (81) через вали (27 і 27') та ролики (73 і 73'). Цей механізм запобігає ковзанню чашки та забезпечує повне розрізання навколо чашки. Повітря, що всмоктується через проміжок, який утворюється між відрізаною кінцевою частиною (10) та відрізаним кільцем (11), відводить будьякі обрізки, що утворюються під час розрізання, через з'єднані між собою канали (85, 86). Хоча 6 UA 100555 C2 5 фігура 11 показує кільце всередині чашки нижче розділювального інструменту ззовні чашки, так само можливе розташування кільця всередині чашки над розрізувальним інструментом ззовні чашки. Пристрій фігури 6 або фігури 10 можна було б використати двічі у будь-якій комбінації - поперше, для формування жолобка, використовуючи одне різальне кільце, і, по-друге, для завершення розрізу розколюванням вздовж жолобка, використовуючи інше різальне кільце. У об'ємі винаходу є можливими інші способи досягнення рівного розрізання без ризику розривання матеріалу, включаючи, наприклад, комбінації будь-яких з описаних способів і пристрою. 10 ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 1. Спосіб виготовлення складеного з двох частин предмета з чашки, яка має бокову стінку та цілісну основу, сформовані з однієї заготовки листа металу, який відрізняється тим, що поміщають чашку на дискове різальне кільце, яке має гостру периферійну кромку; та натискають та прокатують п'ятку, що має викривлену поверхню, впритул і навколо зовнішньої поверхні, щоб спричинити проникнення кромки різального кільця в бокову стінку чашки для утворення безперервного кільцевого V-подібного жолобка. 2. Спосіб за п. 1, який відрізняється тим, що на етапі натискання та прокатування формують загин або "розширення" всередину або назовні. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що також обмежують осьовий рух чашки. 4. Спосіб за одним з пунктів 1-3, який відрізняється тим, що глибина жолобка складає щонайменше дві третини від товщини стінки, і кут проникнення складає між приблизно 45 градусами і 90 градусами, переважно, між приблизно 50 градусами і 75 градусами, за допомогою чого матеріал у основи жолобка розколюється. 5. Спосіб за одним з пунктів 1-3, який відрізняється тим, що глибина жолобка складає від приблизно половини до трьох четвертей товщини стінки, і кут проникнення складає між приблизно 45 градусами і 90 градусами, переважно, приблизно 50 градусами і 75 градусами, за допомогою чого матеріал у основи жолобка формує "залишкову товщину після надрізу". 6. Спосіб за п. 5, який відрізняється тим, що містить також другий етап, на якому поміщають чашку на профільне кільце, яке має жолобковий профіль; спрямовують профіль навпроти Vподібного жолобка; натискають та прокатують розділювальний інструмент впритул до зовнішньої поверхні чашки навпроти жолобка, при цьому проникнення розділювального інструмента у стінку чашки спричиняє розкол матеріалу на дні жолобка і загинання або "розширення" матеріалу всередину по обидві сторони розколу. 7. Спосіб за п. 5, який відрізняється тим, що містить також другий етап, на якому поступово прокатують та "стискають" чашку між двома рейками або між рейкоюта круглим диском, кожен з яких має кромку, таким чином спричиняючи розкол матеріалу на дні жолобка і загинання або "розширення" матеріалу всередину по обидві сторони розколу. 8. Спосіб за одним з пунктів 1-7, який відрізняється тим, що етап формування жолобка здійснюють на зовнішній стінці, а на етапі розриву матеріалу проникають або зсередини, або ззовні. 9. Пристрій для здійснення способу за будь-яким з пунктів 1-8, який відрізняється тим, що одне або більше різальні кільця розташовані для обертання навколо центральної осі, а п'ятка є концентричною відносно до цієї осі. 10. Пристрій за п. 9, який відрізняється тим, що вісь центрального різального кільця є нерухомою, а п'ятка обертається, при цьому п'ятка має частину з постійним радіусом для контакту з чашкою. 11. Пристрій за п. 9 або п. 10, який відрізняється тим, що також містить напрямні поверхні для контрольованого осьового ковзання чашки. 12. Пристрій за одним з пунктів 9-11, який відрізняється тим, що кожна зі сторін жолобка у профільному кільці є асиметричною, при цьому на відрізаному кільці формується інше розширення, ніж розширення на відрізаній кінцевій частині. 7 UA 100555 C2 8 UA 100555 C2 9 UA 100555 C2 10 UA 100555 C2 11 UA 100555 C2 12 UA 100555 C2 13 UA 100555 C2 14 UA 100555 C2 15 UA 100555 C2 16 UA 100555 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601 17
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for cutting
Автори англійськоюDunwoody, Paul, Robert
Назва патенту російськоюСпособ разрезания и устройство
Автори російськоюДанвуди Пол Роберт
МПК / Мітки
МПК: B23D 21/00, B23D 31/00
Мітки: розрізання, спосіб, пристрій
Код посилання
<a href="https://ua.patents.su/19-100555-sposib-rozrizannya-ta-pristrijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб розрізання та пристрій</a>
Спосіб швидкісного розрізання прокату та пристрій для його здійснення
Номер патенту: 85249
Опубліковано: 12.01.2009
Автори: Кирієнко Петро Григорович, Кирієнко Андрій Петрович
МПК: B23D 15/00, B23D 23/00
Мітки: прокату, пристрій, швидкісного, розрізання, здійснення, спосіб
Формула / Реферат:
1. Спосіб швидкісного розрізання прокату на заготовки, що включає розміщення прокату в робочій зоні пристрою для розрізання, створення швидкісного зусилля розрізання верхнім ножем та двостороннє проникнення верхнього і нижнього ножів у прокат, який відрізняється тим, що при проникненні ножів у прокат здійснюють відгинання прокату в межах його пружної деформації до опори, яка встановлена на відстані Δt від переднього нижнього кінця...
Пристрій для розрізання полімерних матеріалів
Номер патенту: 938
Опубліковано: 16.07.2001
Автори: Литовченко Петро Григорович, Свентицька Людмила Павлівна
МПК: B26D 1/01
Мітки: матеріалів, полімерних, пристрій, розрізання
Формула / Реферат:
Пристрій для розрізання полімерних матеріалів, який мая станину, гідравлічний циліндр, головку з пластинчатим ножем та кнопки управління, який відрізняється тим, що ножова головка встановлена з можливістю коливання відносно своєї осі.
Пристрій для швидкісного розрізання прокату на заготовки
Номер патенту: 93279
Опубліковано: 25.01.2011
Автори: Кирієнко Андрій Петрович, Карпов Яків Семенович, Кирієнко Петро Григорович
МПК: B23D 15/00, B23D 23/00, B23D 35/00, B23D 33/00
Мітки: швидкісного, розрізання, пристрій, заготовки, прокату
Формула / Реферат:
Пристрій для швидкісного розрізання прокату на заготовки, що містить станину з упором та опорою, виконаною з можливістю руху паралельно осі розрізуваного прокату, нижній ніж, який встановлений на рухомому шаботі в станині опозитно упору, та верхній ніж, який встановлений на рухомому ударнику енерговузла, встановленого на станині, при цьому шабот з нижнім ножем встановлені в станині з можливістю просідання на величину Dt, a опора встановлена...
Пристрій поперечного розрізання трубчастих виробів

Номер патенту: 12156
Опубліковано: 16.01.2006
Автор: Войтенко Юрій Вікторович
МПК: B23D 21/00
Мітки: виробів, поперечного, пристрій, розрізання, трубчастих
Формула / Реферат:
1. Пристрій поперечного розрізання трубчастих виробів, що містить втулку, привідну ручку, з'єднану з втулкою, і різальний елемент, який встановлено на привідній ручці з можливістю переміщення в зону різання, який відрізняється тим, що привідна ручка з'єднана з втулкою шарнірно з утворенням двоплечого важеля з можливістю фіксації робочого положення, різальний елемент жорстко закріплений на робочому плечі важеля, при цьому довжина робочого...
Пристрій для розрізання корпусу фільтра очистки масла
Номер патенту: 69023
Опубліковано: 16.08.2004
Автор: Марченко Сергій Леонідович
МПК: B26D 7/00
Мітки: корпусу, масла, фільтра, очистки, пристрій, розрізання
Формула / Реферат:
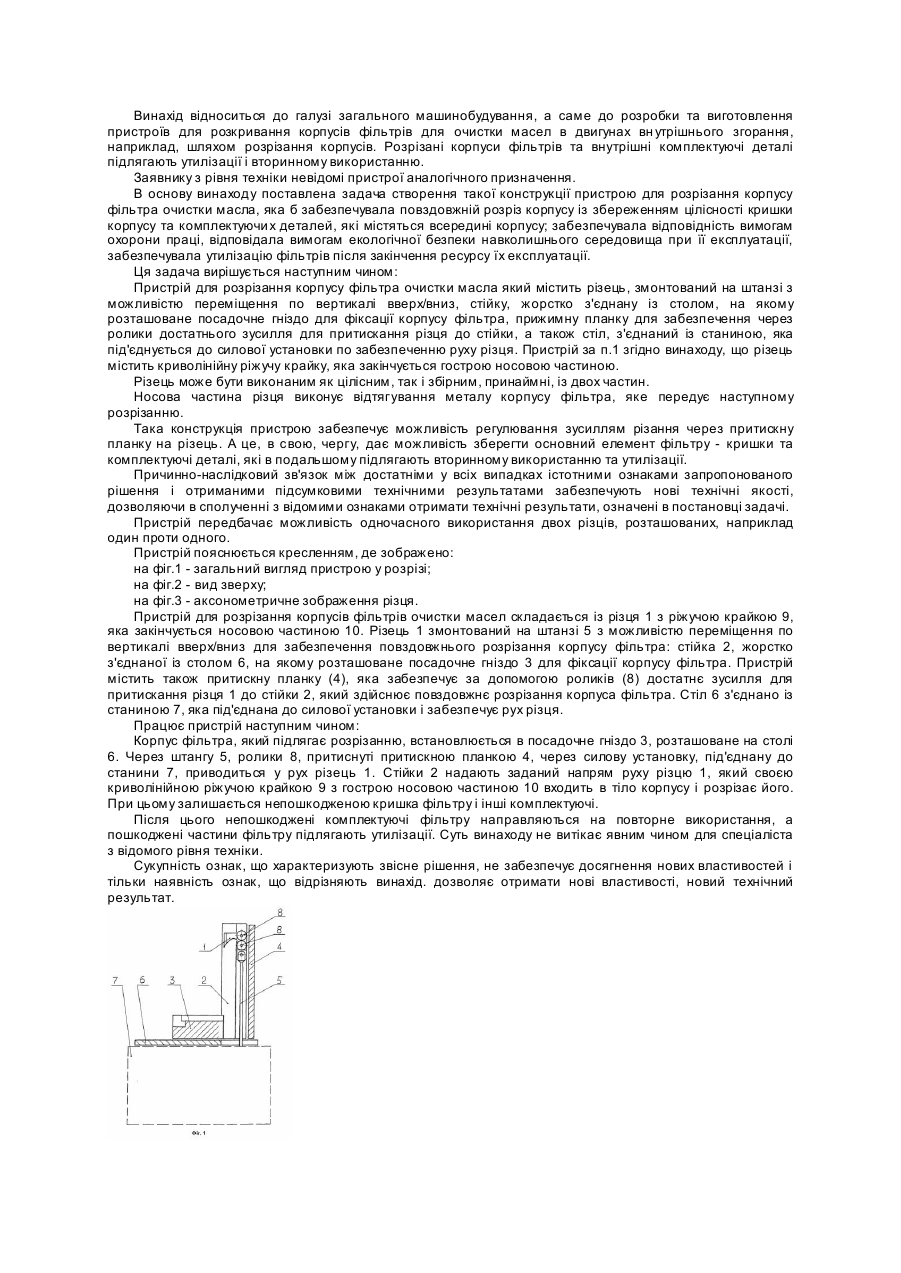
1. Пристрій для розрізання корпусу фільтра очистки масла, який містить різець, змонтований на штанзі з можливістю переміщення по вертикалі вверх/вниз, стійку, жорстко з'єднану зі столом, на якому розташовано посадочне гніздо для фіксації корпусу фільтра, притискну планку для забезпечення через ролики достатнього зусилля для притискання різця до стійки, а також стіл, з'єднаний зі станиною, яка під'єднана до силової установки по забезпеченню...
Попередній патент: Пристрій і спосіб для термічної обробки заготівок, насамперед за допомогою конвективного теплообміну
Наступний патент: Спосіб і пристрій для регулювання подачі потужності
Випадковий патент: Стенд для дослідження роботи колеса з пневматичною шиною