Мастильна композиція та спосіб її приготування
Номер патенту: 103896
Опубліковано: 10.12.2013
Автори: Зозуля Сергій Леонідович, Александров Сергій Миколайович, Зозуля Володимир Леонідович

Формула / Реферат
1. Мастильна композиція, що включає мастильне середовище і продукт дегідратації гідратів природних мінералів або синтезованих мінералів, або суміші природних мінералів, в якій продукт дегідратації включає оксиди MgO і/або SiO2, і/або Аl2О3, і/або СаО, і/або Fe2O3, і/або K2О, і/або Na2O, який отриманий після видалення конституційної води і руйнування кристалічної решітки при температурі від 350 до 900 °C, яка відрізняється тим, що продукт дегідратації отриманий після видалення конституційної води і руйнування кристалічної решітки має структурно-безповоротну форму, одержану при температурній витримці в діапазоні 900-1200 °C і часовій витримці протягом 1-3 годин до забезпечення наноструктури продукту дегідратації в діапазоні 100-100000 нм.
2. Спосіб приготування мастильної композиції, який включає етап дегідратації гідратів природних або синтезованих мінералів, або суміші природних мінералів при температурі від 350 до 900 °C, етап перемішування отриманого продукту дегідратації з мастильним середовищем, де продукт дегідратації включає оксиди MgO і/або SiO2, і/або Аl2О3, і/або СаО, і/або Fe2O3, і/або K2О, і/або Na2O, який відрізняється тим, що після етапу дегідратації, спосіб додатково включає етап структурно-безповоротної стабілізації продукту дегідратації, який здійснюють шляхом проведення узгоджених між собою температурної витримки від 900 до 1200 °C і часової витримки протягом 1-3 годин.
Текст
Реферат: Винахід належить до галузі машинобудування, зокрема до мастильних композицій, що використовуються при обробці вузлів тертя машин і механізмів. Мастильна композиція включає мастильне середовище і продукт дегідратації гідратів природних або синтезованих мінералів або суміші природних мінералів, що містить оксиди MgO та/або SiO2, та/ або А12О3, та/або СаО, та/або Fe2O3, та/або K2О, та/або Na2O, який отриманий після видалення конституційної води і руйнування кристалічної решітки при температурі від 350 до 900 °C. Продукт дегідратації має структурно-безповоротну форму, одержану при температурній витримці в діапазоні 900-1200 °C і часовій витримці протягом 1-3 годин до забезпечення наноструктури продукту дегідратації в діапазоні 100-100000 нм. Спосіб приготування мастильної композиції включає етап дегідратації гідратів природних або синтезованих мінералів або суміші природних мінералів при температурі від 350 до 900 °C, етап стабілізації продукту дегідратації шляхом проведення узгоджених між собою температурної витримки від 900 до 1200 °C і часової витримки протягом 1-3 годин, етап перемішування отриманого продукту з мастильним середовищем. Використання даного винаходу забезпечує модифікацію структури тертьових поверхонь деталей і механізмів, UA 103896 C2 (12) UA 103896 C2 а саме їх зміцнення, зниження шорсткості, утворення структурованого покриття на поверхнях, що веде до їх відновлення, захисту від зносу, збільшення ресурсу тощо. UA 103896 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі машинобудування, зокрема до мастильної композиції та способу її приготування. Відомо багато різних мастильних складів, які можуть бути використані, як при первинній обробці вузлів тертя машин і механізмів, а також у процесі їх експлуатації, для продовження міжремонтного ресурсу або під час ремонтно-відновлювальних операцій. Відомо ряд технічних рішень, які спрямовані на вирішення технічних завдань, щодо зниження тертя у вузлах тертя машин і механізмів, наприклад: - "Склад для створення захисних та антифрикційних поверхонь рухомих металевих деталей" (патент GB499338A), згідно з яким композиція для створення захисних і антифрикційних поверхонь на всіх рухомих металевих деталях складається з оксиду цинку, оксиду кадмію, мастила та вермикуліту. - "Магнійвмісні дисперсії" (патент US4229309A), в якому описаний процес підготовки стабільної рідини оксиду магнію, що містить дисперсію, який полягає в нагріванні композиції, що містить Mg(OH)2 і диспергатори, до температури зневоднення Mg(OH) 2, поки вся вода не була вилучена, зазначена енергонезалежна технологічна рідина здатна нагріватися до температури дегідратації Mg(OH)2, і зазначені диспергатори здатні утримувати сполуки магнію, які утворюються шляхом дегідратації, в стабільній суспензії. - "Мастильний склад і спосіб" (заявка WO9640849A1), згідно з якою мастильний склад, що включає суперабсорбуючі полімери в поєднанні з матеріалом для зменшення тертя між рухомими поверхнями. Відомо так само досить багато мастильних складів, які включають оксиди металів і неметалів, які в стійкій фазі містять оксиди магнію (MgO), кремнію (SiO 2), алюмінію (Аl2О3), кальцію (СаО), заліза (Fe2O3), які є хімічному складі серпентину або тальку. Крім цього, відоме технічне рішення "Поверхневе мастило для об'єктів, які контактують з формами води, і спосіб його отримання" (патент США № 5409622), згідно з яким, у мастилі для місцевого застосування на поверхнях рекреаційного устаткування, призначених для контакту з різними формами води, для зменшення тертя між зазначеними поверхнями і зазначеними формами води, мастильний склад містить однорідну суміш, що містить не менше 50 % дрібно розділеного порошку гексагонального нітриду бору, води і сполучного, вибраного з групи, що складається з целюлози, бентоніту, гекториту, колоїдних оксидів, лужних силікатів і окису алюмінію, зазначений оксид алюмінію, отриманий з групи, що складається з водної основи колоїдних оксиду алюмінію, пептизованого оксиду алюмінію та водного розчину солі алюмінію, які можуть бути перетворені на оксид алюмінію шляхом нагрівання до температури близько 500900 °C, причому зазначена однорідна суміш перебуває у вигляді пасти. Згідно з даним технічним рішенням одержують склад мастила для місцевого застосування на поверхні рекреаційного обладнання, призначеного для контакту з різними формами води для зменшення тертя між зазначеними поверхнями і зазначеними формами води, одержують вказане тіло мастила в складі продукції, виробленої такою послідовністю кроків: формування однорідної суміші дрібно розділеного порошку гексагонального нітриду бору, води і сполучного обраного з групи, що складається з целюлози, бентоніту, колоїдних оксидів, лужних силікатів, гекториту та оксиду алюмінію, зазначений оксид алюмінію, отриманий з групи, що складається з водної основи колоїдного оксиду алюмінію, пептизованого оксиду алюмінію і водного розчину солі алюмінію, які можуть бути перетворені на оксид алюмінію шляхом нагрівання до температури близько 500-900 °C, формування зазначеної однорідної суміші у вказане тіло; та сушіння для істотного видалення всієї води, зазначене висушене тіло містить гексагональний нітрид бору в діапазоні від 36 до 95 ваг. %. Однак, запропоноване за патентом США № 5409622, технічне рішення має деякі недоліки. Нагрівання водної основи колоїдного оксиду алюмінію, пептизованого оксиду алюмінію та водного розчину солі алюмінію, до температури 500-900 °C, призводить до видалення тільки конституційної води і руйнування кристалічної решітки, що забезпечує видалення лише гідроскопічної вологи і частини води, яка є слабозв'язаною в кристалічній решітці. При цьому, як було сказано вище при попаданні продукту розпаду, тобто продукту отриманого в результаті термообробки в інтервалі 500-900 °C, у робоче середовище, наприклад мастильний склад, отриманий продукт сприяє отриманню часткового технічного результату, а саме "змащення для місцевого застосування на поверхні рекреаційного обладнання, призначеного для контакту з різними формами води для зменшення тертя між зазначеними поверхнями і зазначеними формами води". Крім цього, відомі склади для відновлення пар тертя, в яких використовуються продукти деградації таких гідратів, які в стабільному стані містять оксиди з ряду MgO, SiO 2, Аl2О3, CaO, Fe2O3, K2О, Na2О ("Склад для обробки пар тертя і спосіб його отримання", патент США № 1 UA 103896 C2 5 10 15 20 25 30 35 40 45 50 55 60 6423669). Однак на практиці, подібні склади, як правило, одночасно не містять всі оксиди з пропонованої по даному технічному рішенню оксидного ряду. Відоме, наприклад, технічне рішення "Матеріал для відновлення зчеплення фрикційних накладок" (патент Франції № FR 2891333 від 30.03.2007), згідно з яким, зчеплення фрикційних накладок, в тому числі і матеріал для відновлення, принаймні частково, покриті органічним і неорганічним гібридним матеріалом. Відоме технічне рішення, "Спосіб формування покриття на тертьових поверхнях" (патент РФ № 2057257), який включає механоактивацію дрібнодисперсної суміші мінералів із зв'язуючим, розміщення отриманого складу між поверхнями, які труться, і подальше його припрацювання, в якому для забезпечення дифузійного проникнення одержуваного покриття в поверхню тертьових деталей суміш мінералів використовують з дисперсністю 0,01-1,0 мкм, механоактивації складу з суміші мінералів і сполучного здійснюють аперіодичними коливаннями, при цьому розміщений між поверхнями, які труться, склад містить (мас. %): суміш мінералів - 3,3; зв'язуюче - 96,7, інгредіентний вміст вказаного складу включає такі, компоненти (мас. %) SiO2-30-40; MgO-20-35; Fe2O3-10-15; FeO-4-6; Al2O3-3-8; S-2-6; супутні домішки - 5-30, причому припрацювання проводять при тиску не менше 10 МПа і температурі в мікрооб'ємах не менше 300 °C. Відоме технічне рішення, "Спосіб формування сервовітної плівки на поверхнях, що труться" (патент РФ № 2059121 від 27.04.1996), де метою винаходу є підвищення якості сервовітної плівки в парах тертя з різною твердістю, яка досягається тим, що здійснюють контакт елемента оброблюваної пари тертя більшої твердості з технологічним елементом, що має відповідну або підвищену твердість, розміщують між ними активовану суміш, що містить такі компоненти, мас.: абразивоподібний порошок природного серпентиніту 0,5-40, Сірка 0,1-5, ПАР 1-40, органічне сполучне - решта, при цьому оброблюваний елемент пари намагнічують і приєднують до негативного полюса джерела постійного струму, а технологічну деталь до позитивного і приробляють до утворення сервовітної плівки, після чого технологічну деталь замінюють елементом пари і приробляють в цій же суміші. Однак, запропоноване за патентом РФ № 2059121 від 27.04.1996 технічне рішення, має ряд істотних недоліків. Основним компонентом пропонованого складу є природний серпентиніт Печенгівського родовища, приготований таким способом. Спочатку його (природний серпентиніт) диспергують до 500 мкм і менше, потім відсепаровують на металевій сітці під кутом 7° до горизонтальної площини і з частотою 50 Гц і амплітудою 2,5 мм коливань під кутом 30° до горизонтальної площини і з осередком 200 мкм, що забезпечує освітлення та крупністьне більше 40 мкм. Потім повторно дисперговані до великої не більше 5 мкм, відсепаровані постійним магнітом, що дозволило підвищити освітлення і знизити крупність до 2 мкм. Як видно з опису способу отримання основного компонента - серпентиніту, спосіб отримання наноструктури включає механічний і магнітний вплив на природний мінерал, що на думку авторів цього технічного вирішення приводить до можливості отримання розміру наноструктури від 5 до 2 мкм (5000-2000 нм). Автори даного технічного вирішення не використовують залежну температурну та часову витримку природного мінералу, що не дозволяє отримати розмір наноструктур менше 2000 нм. і головне досягти при цьому безповоротну фазу такої структури, що в кінцевому рахунку призводить до того, що в силу природних особливостей своєї кристалічної решітки і при попаданні в середовище, наприклад мастило, за рахунок зворотного відбору води з навколишнього середовища серпентиніт утворює міцні, невизначеної/хаотичної форми, утворення, які при експлуатаційних навантаженнях працюють як абразиви, що в процесі експлуатації тертьових поверхонь, призводить до зворотного від процесу відновлення ефекту для тертьових поверхонь. Відоме технічне рішення "Трибокерамічне з'єднання" (заявка США № 20101844585), згідно з яким, трибокерамічне покриття містить оксиди - оксид магнію (MgO), оксид кремнію (SiO 2), оксид алюмінію (Аl2О3), оксид кальцію (СаО), оксид заліза (Fe2O3), які у хімічному складі серпентину і тальку, яке відрізняється тим, що з метою розширення сфери застосування природні та/або синтезовані необроблені теплом і/або зневоднені мінерали - серпентин, тальк, клінохлор, магнезит, кварц і гідроксид алюмінію будуть введені в трибокерамічне з'єднання, забезпечуючи формування трибокерамічного з'єднання у наступному складі оксидів в масових %: SiO2-46-54, MgO-26-32, Аl2О3-2-5, Fe2O3-1,0-1,5, CaO-0,1-0,3, H2O-5 або менше. Відоме технічне рішення "Присадки для додавання в паливо механізмів, застосування присадки і процеси обробки робочих частин механізмів (патент Німеччини DE102004058276 (WO2006058768), згідно з яким "присадки" додаються в мастило або паливо двигуна внутрішнього згоряння. Надалі вони (присадки) вживаються у складі мастильного речовини і палива, призначеного для двигуна внутрішнього згоряння. Пропоноване за патентом 2 UA 103896 C2 5 10 15 20 25 30 35 40 45 50 55 60 DE102004058276 (WO 2006058768) технічне рішення, включає силікатно-залізо-магнієвий гідроксид. Крім того, в ній містяться такі особливо активні компоненти, як полімери силікатів та/або гідросилікати металів (солі кремнієвої кислоти) штучного або природного походження, що складаються з одного або декількох силікатів кремнекисневої кристалічної решітки, у волокнистих, смугастих, багатошарових або трубчастих структурах, зокрема відображених у формулі {(Mg, Fe)3k[Si2kO5k](OH)4}n, де k=1 до 5, n=1 до 10 000 000. Автори пропонованого технічного рішення вважають, що слід переважно використовувати серпентин, згідно з хімічною формулою Mg6[Si4O10](OH)8 та/або тальк, згідно з хімічною формулою Mg3[Si4O10](OH)2. При додатковій або альтернативній ефективній розробці присадок використовується, згідно з хімічною формулою Na2Mg4Si6O16(OH)2, силікатний магнієвонатрієвий гідроксид. Відповідно до пропонованого рішення, поверхні з металокерамічним покриттям (тобто поверхні оброблені складом відповідно до даного патенту), відрізняються високою корозійною стійкістю, помітною по збільшеному електричному опору поверхонь, високою температурною стійкістю (температура руйнування покриття - близько 1600 °C), збільшеною на 30 відсотків 2 мікротвердістю, а також високою стійкістю до тиску - до 2500 Н/мм при контактній напрузі стиснення. Однак, використання серпентину Mg6[Si4O10](OH)8 та/або тальку Mg3[Si4O10](OH)2 призводить до зворотного ефекту, як це показано за адресою http://5koleso.ru/articles/1517 Найбільш близьким до технічного рішення, яке заявляється, за технічною сутністю та передбачуваним технічним результатом, є "Склад для обробки пар тертя і спосіб його отримання" (патент США № 6423669). згідно з яким, склад для обробки пар тертя, включає оксиди металів і неметалів, в якому як зазначені оксиди він містить продукти деградації гідратів з температурою видалення конституційної води і руйнування кристалічної решітки в інтервалі 350-900 °C, які в стійкій фазі містять оксиди з ряду MgO, SiO 2, Аl2О3, CaO, Fe2O3, K2О, Na2О. Пропоноване технічне рішення належить до композиції консистентного мастила, зокрема, композиції для відновлення пар тертя, і може бути використане в машинобудуванні для обробки вузлів тертя. Суть пропонованого винаходу є поліпшення складу для відновлення пар тертя, в якому використовуються продукти деградації таких гідратів, які в стабільному стані містять оксиди з ряду MgO, SiO2, Аl2О3, CaO, Fe2O3, K2О, Na2О, формування стабільного стану складу, здійснюється зі структур нанодисперсних оксидів, які мінімізують опір переміщенню і площу контакту поверхонь пар тертя, і передачу в будь-якій формі тертя в тертя кочення, і за рахунок цього, відбувається зміцнення пари тертя поверхонь і досягається зниження коефіцієнта тертя. Однак пропоноване технічне рішення має деякі суттєві недоліки. Температурний режим для видалення конституційної води і руйнування кристалічної решітки, який знаходиться в інтервалі 350-900 °C, що забезпечує видалення лише гідроскопічної вологи і частини води, яка є слабо пов'язаною в кристалічній решітці, а так само видалення хімічно зв'язаної води, при цьому, в отриманих продуктах розпаду, зростає вогнева усадка і пористість, знижується щільність вихідного матеріалу і руйнуються ковалентні зв'язки між шарами. При попаданні продукту розпаду, тобто продукту, отриманого в результаті термообробки в інтервалі 350-900 °C, у робоче середовище, наприклад мастильний склад, який зазвичай складається з певної кількості компонентів, в основі яких перебуває "масляна база" і різні добавки, відбувається формування утворень (поєднань), які при взаємодії з робочим середовищем (масляна база + добавки), за рахунок зворотного відбору води з робочого середовища, утворюють міцні, невизначеної та/або хаотичної форми утворення, які при експлуатаційних навантаженнях у вузлах або поверхнях тертя працюють, як абразиви, тобто вони (утворення/поєднання) виконують зворотний ефект, а саме збільшують знос поверхні тертя, утворюють "задирки", "подряпини" і відповідно зменшується міжремонтний ресурс вузлів тертя. В основу технічного рішення, яке заявляється, поставлено задачу, отримання мастильного складу, який згідно з винаходом, включає мастильне середовище і продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів в якому, продукт дегідратації включає оксиди MgO та/або SiO2, та/або Аl2О3, та/або CaO, та/або Fe2O3, та/або K2О, та/або Na2О, які отримані після видалення конституційної води і руйнування кристалічної решітки при температурі від 350 до 900 °C, в якому згідно з винаходом, що заявляється, продукт дегідратації отриманий після видалення конституційної води і руйнування кристалічної решітки при температурі не вище 900 °C, і який досягає стійкої та/або безповоротної фази, при температурній витримці в діапазоні 900-1200 °C, протягом 1-3 годин, що забезпечує одержання наноструктур продукту дегідратації, в діапазоні 100-100000 н. м. При взаємодії запропонованого мастильного складу з матеріалами поверхонь, відбувається утворення модифікованого покриття, яке можна визначити, як металокерамічне, і яке в 3 UA 103896 C2 5 10 15 20 25 30 35 40 45 50 55 основному складається з карбідів металу. У результаті експериментальних досліджень встановлено, що мастильний склад забезпечує ефект механічної взаємодії наноструктур, отриманих після розкладання оксидів металів, з поверхнею металу. Технічний ефект, при використанні мастильного складу, заснований на тому, що первісний розмір наноструктур ревіталізанту, за масштабом, можна порівняти з розмірами дефектів поверхні (зернистість, мікрошершавість). Така взаємодія призводить до пластичної деформації металу в нанооб'ємах і переведення в активний наноструктурований стан поверхневого шару. При цьому відбувається інтенсивне дроблення зерен металу, збільшення щільності їх границь, і відповідно поліпшуються умови для дифузії вуглецю вглиб поверхні (по вертикалі) і всередину зерен (по горизонталі). При комплексному здійсненні запропонованого технічного рішення "Мастильний склад та спосіб його приготування" автори використовують спосіб видалення з деяких природних мінералів зв'язаної води, яка як відомо буває конституційна, кристалізаційна, цеолітна і адсорбційна. Відомо, що конституційна вода знаходиться в кристалічній решітці мінералу у вигляді іонів ОН1-, рідше Н1 + і оксонію Н3О1 +. Так само відомо, що вона переходить в молекулярний стан лише при руйнуванні структури мінералу, а саме: при нагріванні, в результаті чого, виділення конституційної води у кожного мінералу відбувається у певному температурному інтервалі від 350 до 900 °C. Крім цього, Авторами даного технічного рішення, брався до уваги ефект видалення гідратної вологи, тобто вологи, яка хімічно пов'язана з мінеральними домішками і утворює кристалогідрати типу Al2O3•2SiO2•2Н2О, Fe2O3•2SiO2•2Н2О, CaSO4•2H2O, MgSO4•2H2O та інші. Ця волога виділяється тільки при нагріванні до температури 600 °C і вище, а летючі залишки гідратної вологи повністю видаляються тільки при режимі температурної витримки. З урахуванням цього, експериментальним шляхом встановлено, що температурного інтервалу від 350-900 °C, без витримки у часі, не завжди достатньо для видалення летючих залишків гідратної вологи з продуктів дегідратації, які включають наприклад суміш оксидів: MgO і SiO 2, і Al2О3. Таким чином Авторами встановлено, що видалення летючих залишків гідратної вологи та отримання безповоротного стану з продуктів дегідратації, які включають сукупність оксидів MgO та/або SiO2, та/або Аl2О3, та/або CaO, та/або Fe2O3, та/або K2О, та/або Na2О, можливо при більш високій температурній витримці, а саме від 900 до 1200 °C. Винахідницький рівень пропонованого мастильного складу полягає в наступному. Відомі мастильні засоби для обробки пар тертя (патент США № 6423669), які включають оксиди металів і неметалів, які як зазначені оксиди містять продукти деградації гідратів з температурою видалення конституційної води і руйнування кристалічної решітки в інтервалі 350-900 °C, які в стійкій фазі містять оксиди з ряду MgO, SiO 2, Аl2О3, CaO, Fe2O3, K2О, Na2О. При зазначеному температурному режимі (350-900 °C) відбувається видалення тільки гідроскопічної вологи і частини води, яка є слабкозв'язана в кристалічній решітці, а так само видалення хімічно зв'язаної води в кристалічній решітці, окрім цього зростає вогнева усадка, пористість і знижується щільність вихідного матеріалу, руйнуються ковалентні зв'язки між шарами. Однак пропонований температурний інтервал сприяє формуванню утворень (з'єднань), які при попаданні в середовище/мастильне середовище, наприклад - мастило, за рахунок зворотного відбору води з цього середовища утворюють міцні, невизначеної/хаотичної форми, утворення, які при навантаженнях на поверхні тертя здійснюють зворотній ефект - тобто працюють як абразиви. Наприклад, згідно з технічним рішенням "Присадки для додавання в паливо механізмів, застосування присадки і процеси обробки робочих частин механізмів" (патенту Німеччини DE102004058276 (WO2006058768), передбачається, що "Присадки", які включають силікатнозалізо-магнієвий гідроксид, переважно серпентин Mg6[Si4O10](OH)8 та/або тальк Mg3[Si4O10](OH)2, формують металокерамічне покриття з температурною стійкістю руйнування покриття - близько 1600 °C, тобто фактично температурний режим формування покриття знаходиться в цьому ж інтервалі (близько 1600 °C). Однак, недоліком запропонованого технічного рішення, є те, що матеріал (склад) для формування металокерамічного покриття, який включає силікатний залізо-магнієвий гідроксид, ; переважно серпентин Mg6[Si4O10](OH)8 та або тальк Mg3[Si4O10](OH)2, фактично остаточну термічну обробку проходить безпосередньо у вузлах тертя в процесі експлуатації, що не дає можливість сформувати "стабільні частинки" розпаду (серпентин Mg6[Si4O10](OH)8 та/або тальк Mg3[Si4O10](OH)2, а формування таких частинок відбувається хаотично, що в кінцевому рахунку призводить до утворення частинок неконтрольованих за розміром, що призводить до утворення "задирок", подряпин і інших пошкоджень, показаних за адресою http://5koleso.ru/articles/1517 4 UA 103896 C2 5 10 15 20 25 30 35 40 45 50 55 Таким чином, згідно з запропонованим технічним рішенням, мастильний склад включає продукти розпаду оксидів металів і неметалів при температурі дегідратації 350-900 °C і температурі стабілізації 900-1200 °C, за рахунок руйнування ковалентних зв'язків усередині шару/пластини вихідного матеріалу (продукту розпаду оксидів металів і неметалів) і виникнення реакції мулітоутворення, отримано аморфні наноутворень або наноструктури, наприклад: аморфний силікат алюмінію, які, із-за зруйнованих внутрішньошарових зв'язків, не тільки переходять в безповоротний стан, тобто не здатні проводити відбір молекул води з навколишнього середовища (масло, мастило або інше середовище), а крім цього в результаті взаємодії з поверхнями, які труться, здатні формуватися в нові наноутворення (форми кочення), що призводить не тільки до зменшення тертя в зонах тертя, а й відновлення тертьових поверхонь або вузлів тертя в процесі їх експлуатації. Отримані наноутворення мають стійку аморфну гранатоподібну форму, розмір якої знаходиться в діапазоні 100-100000 н. м. а формування стійкої форми цих наноутворень включає етап отримання структурно-безповоротної форми (етап стабілізації), що включає стабілізацію продукту дегідратації при температурі від 900 до 1200 °C протягом 1-3 годин, при якому наноструктура ревіталізанту стабілізується в діапазоні від 100 до 100000 нм, і етап стійко безповоротної стабілізації, коли утворюється стійка геометрична форма (форма кочення), який відбувається після подачі стабілізованого продукту дегідратації на поверхні, що труться, або зону тертя, і який залежить від режиму змащення або режиму тертя, при якому: hRa розміру стабілізованої наноструктури ревіталізанту, де h - товщина мастильного шару або відстань між поверхнями тертя, Ra - шорсткість поверхні. В основу технічного рішення, так само поставлено задачу, удосконалення способу приготування мастильного складу. Відомий "Склад для обробки пар тертя і спосіб його отримання" (патент CШA № 6423669), згідно з яким "Спосіб приготування мастильного складу" включає підігрів гідратів оксидів металів і неметалів при температурі дегідратації в діапазоні від 350 до 900 °C на час, достатній для отримання стабільного продукту дегідратації зазначеного гідрату оксиду і перемішують зазначений продукт з мастильним середовищем для виробництва мастильного складу, в якому зазначені оксиди, вибрані з групи, що складається з MgO, SiO 2, Аl2О3, CaO, Fe2O3, K2О, Na2О. Однак, недоліком запропонованого способу є температурний режим "підігріву гідратів оксидів металів і неметалів при температурі дегідратації в діапазоні від 350 до 900 °C". На думку Авторів, технічною рішення, яке заявляється, запропонований температурний режим від 350 до 900 °C при будь-якому терміну витримки, не може призвести до виникнення утворень, які є стійкими до безповоротного гідратного стану, що в кінцевому рахунку, за рахунок зворотного відбору води з робочого середовища, призведе до утворення міцних, невизначеної та/або хаотичної форми утворень (конгломератів), які при експлуатаційних навантаженнях у вузлах або поверхнях тертя працюють як абразиви, тобто виконують зворотний ефект, збільшують знос поверхні тертя і зменшують міжремонтний ресурс вузлів тертя. Задачею пропонованого технічного рішення, є поліпшення способу приготування мастильного складу, в результаті здійснення якого, будуть отримані триботехнічні склади, здатні не тільки тимчасово зменшити коефіцієнт тертя і відновити пошкоджені або зношені поверхні, але і підтримувати встановлені технічні характеристики протягом усього міжремонтного ресурсу. Згідно з технічним рішенням, що заявляється, пропонований спосіб приготування мастильного складу, включає, етап дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів при температурі від 350 до 900 °C, етап перемішування отриманого продукту дегідратації з мастильної середовищем, де зазначені оксиди вибрані з груп, які включають MgO та/або SiO2, та/або Аl2О3, та/або CaO, та/або Fe2O3, та/або K2О, та/або Na2О, у якому, згідно з винаходом, після етапу дегідратації, спосіб додатково включає етап структурно-безповоротної стабілізації продукту дегідратації, який здійснюється шляхом проведення узгодженої між собою температурної витримки від 900 до 1200 °C і тимчасової витримки від 1 години до 3 годин, і при цьому, вирішується технічна задача, отримання мастильного складу, який сприяє не тільки зменшенню навантажень на поверхнях, що труться, а крім цього, мастильний склад, отриманий таким способом, здатний виконувати функцію зміцнення тертьових поверхонь за рахунок пластичної деформації металу в нанооб'ємах і переведення в активний наноструктурований стан поверхневого шару, який зміцнюється. При цьому відбувається інтенсивне дроблення зерен металу, збільшення щільності їх границь, поліпшуються умови для дифузії вуглецю вглиб поверхні (по вертикалі) і всередину зерен (по горизонталі). 5 UA 103896 C2 5 10 15 20 25 30 35 40 45 50 55 60 Технічний ефект, пропонованого способу, заснований на формуванні стійкої форми наноструктур мастильного складу, які отримані не тільки шляхом видалення конституційної води, дегідратації гідратів з ряду MgO та/або SiO2, та/або Аl2О3, та/або CaO, та/або Fe2O3, та/або K2О, та/або Na2О, при температурах 350-900 °C, а так само за рахунок температурної і тимчасової витримки продуктів розпаду і одержання на їх основі - продукту розкладання, тобто безповоротної форми наноструктури ревіталізанту (мастильного складу), одержання якої здійснюється не тільки за рахунок видалення конституційної води при температурі 350-900 °C, а за рахунок того, що отриманий продукт дегідратації стабілізують при температурі 900-1200 °C, в результаті чого твердість наноструктури складає - 7-10 од. за шкалою Мооса. Наприклад встановлено, що видалення конституційної води шляхом дегідратації гідратів з ряду MgO та/або SiO2, та/або Аl2О3, та/або CaO, та/або Fe2O3, та/або K2О, та/або Na2О, є не тільки складним фізико-хімічним процесом, а крім того є процесом не стійким та не однорідним. Заявниками встановлено, що температурний режим дегідратації при температурі 350-900 °C та температурний режим стабілізації при температурі 900-1200 °C для гідратів з ряду MgO та/або SiO2, та/або Аl2О3, та/або CaO, та/або Fe2O3, та/або K2О, та/або Na2О, має перехідний режим, який становить приблизно 600 900 °C, або режим часткової стабілізації, який досить часто призводить до зворотного ефекту, тобто отримані наноутворення не мають стійку форму і розміри утворених конгломератів можуть перевищувати 100000 нм, а при потраплянні таких утворень в зону тертя відбувається нестійкий триботехнічний ефект, який називають "тимчасовий". З допомогою використання, наприклад, термогравіометричного методу дослідження відомо, що втрата ваги при нагріванні у деяких гідратів з ряду MgO та/або SiO 2, та/або Аl2О3, та/або CaO, та/або Fe2O3, та/або K2О, та/або Na2О, в температурному інтервалі від 300 до 700 °C, становить приблизно 32-10 ΔH, мм, а суттєво зменшується, хоча також відбувається при температурі більше ніж 600 °C і становить приблизно 2-1 ΔН, мм, де ΔН, мм пропорційне Δ Маси, і при цьому носить стабільний характер. У фактичному застосуванні, часткова стабілізація наноутворень, працює наступним чином. При застосуванні змащувального складу, тобто при потраплянні нестабілізованої форми наноутворень у зону тертя або на поверхню тертя, можна отримати ефект зниження коефіцієнта тертя, який може тривати деякий час при стабільному та нормальному режимі експлуатації, однак, коли на поверхню тертя, тимчасово, впливають перевищені або нерівномірні навантаження, а після цього знову поверхня тертя експлуатується у звичайному режимі, то досягнуті знижки коефіцієнта тертя зникають і відбувається різке підвищення тертя, що призводить до зворотного ефекту. Наприклад, згідно з технічним рішенням (патент Німеччини DE102004058276. WO2006058768). формують металокерамічне покриття з температурною стійкістю руйнування покриття - близько 1600 °C, тобто фактично температурний режим формування покриття знаходиться в цьому ж інтервалі, близько 1600 °C. Однак, фактично термічний вплив на частки (серпентину Mg 6[Si4O10](OH)8 та/або тальку Mg3[Si4O10](OH)2, відбувається в хаотичному і безсистемному температурному та часовому режимі, що в кінцевому рахунку, призводить до утворення частинок неконтрольованих за розміром, складу (структурної конструкції частки), що впливає на їх (часток) мікротвердість і нездатність стабільно брати участь у формуванні покриття на поверхні тертя, що призводить до утворення "задирок", подряпин та інших пошкоджень, показаних за адресою http://5koleso.ru/articles/1517 Таким чином, згідно із запропонованим технічним рішенням, наноструктури ревіталізанту, стабілізовані при температурі 900 С - 1200 °C, є не тільки матеріалом для формування поверхні в вузлах тертя, а крім цього виступають концентраторами тиску. Як скорочений оригінальний технічний термін "мастильний склад" заявник використовує назву "ревіталізант" (revitalizant), яке використовується компанією ХАДО (Україна, м. Харків), починаючи з 1998 року, а процес відновлення тертьових вузлів або тертьових поверхонь, відповідно, називається - "ревіталізація" (revitalization). Технічне рішення, що заявляється, фактично належить до складу ревіталізанту та способу його отримання, а так само до форм його практичного застосування, а саме до процесу ревіталізації. За технічним змістом або технічною суттю ревіталізант та ревіталізація - це склад, за допомогою якого відбувається активація або відновлення початкових технічних параметрів або властивостей тертьових поверхонь або вузлів і спосіб застосування або використання даного складу з метою отримання спланованого технічного результату. Тиск наноструктур ревіталізанту в місцях контакту з поверхнею досягає високих значень, оскільки його величина обернено пропорційна квадрату розміру частки (2-2000 нм), тобто в 6 UA 103896 C2 5 10 15 20 25 30 35 наноструктурованому стані ревіталізант, формує особливі P, T умови (Р - тиск, Т - температура) для інтенсивної дифузії атомів вуглецю всередину поверхні. Ці умови визначають легке утворення карбідів з розчину вуглецю в залізі (низькотемпературну карбідізації). Така взаємодія можливо саме завдяки нанорозміру ревіталізанту. Далі наведено приклади використання мастильного складу і способу його приготування, згідно з винаходом, що заявляється. Приклад отримання та використання мастильного складу № 1. Мастильний склад № 1 використаний для обробки бензинового двигуна потужністю 85 kW автомобіля марки Mazda 626 (2.0), випуск 2001 рік, при пробігу 181 660 км, моторне масло в'язкістю SAE 10W-40 за стандартом SAE J300 і рівнем експлуатаційних властивостей АСЕА A3 за стандартом АСЕА. Мастильний склад № 1 включає: - мастильне середовище, яке складається з мінерального масла, парафінового згущувача, поліізобутилену, барвника, віддушки; - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди MgO і SiO 2, і Аl2О3, отримані після видалення конституційної води і руйнування кристалічної решітки при температурі 750 °C, стійка фаза продукту дегідратації досягається за допомогою температурної витримки при температурі близько 1000 °C протягом 120 хв., що забезпечує одержання зерна продукту розкладання, в діапазоні 50000-60000 нм. Обробка двигуна була проведена в три етапи. 1 етап. У моторне масло двигуна вносився Мастильний склад № 1. Далі автомобіль експлуатувався в штатному режимі протягом 150 км пробігу. 2 етап. У моторне масло двигуна вносився Мастильний склад № 1. Далі автомобіль експлуатувався в штатному режимі протягом 150 км пробігу. 3 етап. У моторне масло двигуна вносився Мастильний склад № 1. Далі автомобіль експлуатувався в штатному режимі протягом 1200 км пробігу. Ефективність дії Мастильного складу № 1 оцінювалася шляхом порівняння параметрів роботи двигуна автомобіля до і після обробки: токсичності відпрацьованих газів, витрати палива, потужності двигуна і компресії. 1. Вимірювання токсичності відпрацьованих газів (СО, НС, NOх, CO2) проводилося згідно з 70/220 / ЄЕС і. d. F. 2006/96/ЄС Тип І. Застосування Мастильного складу № 1 спричинило за собою позитивну зміну викидів оксиду вуглецю, діоксиду вуглецю і вуглеводнів (Таблиця 1). Зміна середнього значення з 1,250 г СО/км до 1,051 г. СО/км відповідає зниженню викиду окису вуглецю на 15,92 %. Зміна середнього значення з 173,247 г СО2/км до 164,319 г СО 2/км відповідає зниженню викиду діоксиду вуглецю на 5,16 %. Зміна середнього значення з 0,118 г. НС/км до 0,109 г. НС/км відповідає зниженню викиду вуглеводнів на 7,63 %. Зменшення викиду оксиду азоту в рамках випробування не було виявлено. 40 Таблиця 1 Зіставлення усереднених показників токсичності до і після застосування Мастильного складу № 1 № Значення до обробки, г/км 1 2 3 4 45 Показник токсичності Середня величина CO Середня величина СО2 Середня величина НС Середня величина NOх 1,25 173 0,118 0,084 Значення після обробки, г/км 1,051 164 0,109 0,087 2. Визначення витрати пального проводилося згідно з 80/1268/СЕС і. d. F. 2004/3/ЄС. У результаті використання мастильного складу № 1 було встановлено зменшення витрати палива за допомогою порівняльного аналізу. (Таблиця 2). Зміна середнього значення з 7.351 л/100 км до 6.962 л/100 км відповідає зниженню витрати палива на 5,29 %. 7 UA 103896 C2 Таблиця 2 Зіставлення середніх показників витрати палива до і після застосування мастильного складу № 1 № 1 5 Значення до обробки, л/100 км 7,351 Показник Середня величина витрати палива Значення після обробки, л/100 км 6,962 3. Вимірювання потужності двигуна проводилося згідно з 80/1269/ЄЕС і. d. F. 1999/99/ЄС. У результаті використання Мастильного складу № 1 було встановлено підвищення потужності двигуна (Таблиця 3). Зміна потужності двигуна з 85,6 кВт до 87,9 кВт відповідає підвищенню на 2,68 % або 2,3 кВт. Таблиця 3 Зіставлення середніх показників потужності двигуна до і після застосування Мастильного складу № 1 № 1 10 15 Показник Потужність двигуна, кВт Значення до обробки 85,6 Значення після обробки 87,9 4. Визначення компресії проводилося за допомогою самописного приладу для визначення компресії. Застосування Мастильного складу № 1 підвищує компресію двигуна (Таблиця 4). При вихідних вимірах перед використанням Мастильного складу №1 спостерігалася нерівномірна картина тиску стиснення, відхилення на окремих циліндрах становило до 2-х атм. Після застосування Мастильного складу № 1 картина тиску стиснення стала рівномірною. Відхилення компресії в окремих циліндрах між собою стали незначними. До того ж було встановлено значне підвищення тиску стиснення в циліндрах 2 і 3. Таблиця 4 Середні показники компресії в окремих циліндрах до і після застосування Мастильного складу № 1 № циліндра 1 2 3 4 20 25 30 35 Значення компресії до обробки, бар 12,6 9,6 9,3 11,6 Значення компресії після обробки, бар 14,1 14,1 14,4 14,5 Оцінка ефективності дії Мастильного складу № 1 щодо наступних параметрів: зниження токсичності відпрацьованих газів (СО2, СО, НС), зниження витрати палива, збільшення потужності двигуна, підвищення компресії дала позитивні результати. Приклад отримання та використання мастильного складу № 2. Мастильний склад № 2 використаний для обробки бензинового двигуна потужністю 55 kW автомобіля марки ВАЗ 2121 1,6 (Нива), випуск 1995 рік, при пробігу 320 467 км, пробіг після капітального ремонту 12.336 км, моторне масло в'язкістю SAE 15W-40 за стандартом SAE J300 і рівнем експлуатаційних властивостей ССМС G4 за стандартом ССМС. Мастильний склад № 2 включає: - мастильне середовище, яке складається з мінерального масла, парафінового згущувача, поліізобутилену, барвника, віддушки; - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди SiO2 і Al2O3 і СаО, отриманих після видалення конституційної води і руйнування кристалічної решітки при температурі 800 °C, стійка фаза продукту дегідратації досягається за допомогою температурної витримки при температурі 1050 °C протягом 150 хв., що забезпечує одержання зерна продукту розкладання в діапазоні 70000-90000 нм. Обробка проводилася у три етапи. 8 UA 103896 C2 5 10 15 20 25 30 35 40 45 50 55 1 етап. У моторне масло двигуна вносився Мастильний склад. Далі автомобіль експлуатувався в штатному режимі протягом 240 км пробігу. 2 етан. У моторне масло двигуна вносився Мастильний склад № 2. Далі автомобіль експлуатувався в штатному режимі протягом 270 км пробігу. 3 етап. У моторне масло двигуна вносився Мастильний склад № 2. Далі автомобіль експлуатувався в штатному режимі протягом 2500 км пробігу. Ефективність дії Мастильного складу № 2 оцінювалася шляхом порівняння параметрів роботи двигуна автомобіля до і після обробки: витрати палива, потужності двигуна і компресії. Після застосування Мастильного складу № 2 підвищилася потужність двигуна на 2,68 %, знизилася витрата палива на 5,29 %, підвищилася середня компресія по циліндрах з 9,5 до 13 атм. Оцінка ефективності дії Мастильного складу № 2 щодо наступних параметрів: зниження витрати палива, збільшення потужності двигуна, підвищення компресії дала позитивні результати. Приклад отримання і використання мастильного складу № 3. Мастильний склад № 3 використаний для обробки дизельного двигуна K6S310DR (виробництва ČKD NM. Чехія) потужністю 993 kW маневрового тепловоза ЧМЕ З № 4042, 1982 р випуску, моторне масло М14 В2 ГОСТ 12337-84. Мастильний склад № 3 включає: - мастильне середовище, що складається з мінерального масла, парафінового згущувача, поліізобутилену, барвника, віддушки; - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди MgO і SiO2, і Аl2О3, і Fе2О3, отриманих після видалення конституційної води і руйнування кристалічної решітки при температурі 850 °C, стійка фаза продукту дегідратації досягається за допомогою температурної витримки при температурі 1150 °C протягом 170 хв., що забезпечує одержання зерна продукту розкладання, в діапазоні 60000-80000 н. м. Обробка проводилася у три етапи. 1 етап. У моторне масло двигуна вносився Мастильний склад № 3. Далі тепловоз експлуатувався в штатному режимі протягом 10 мотогодин. 2 етап. У моторне масло двигуна вносився Мастильний склад № 3. Далі тепловоз експлуатувався в штатному режимі протягом 9 мотогодин. 3 етап. У моторне масло двигуна вносився Мастильний склад № 3. Далі тепловоз експлуатувався в штатному режимі протягом 1600 мотогодин. Ефективність дії Мастильного складу № 3 оцінювалася шляхом порівняння параметрів роботи двигуна тепловоза до і після обробки: компресії, тиску згоряння, рівня вібрації (віброшвидкість і вібропереміщення) в контрольних точках. Після застосування Мастильного складу № 3 підвищилася потужність двигуна на 2,68 %, знизилася витрата палива на 5,29 %, підвищилася середня компресія по циліндрах з 26,5 до 30 атм, підвищилося середнє значення тиску згорання по циліндрах з 33,5 до 38 атм, рівень вібрацій в контрольних точках знизився від 18 до 56 %. Оцінка ефективності дії Мастильного складу № 3 щодо наступних параметрів: підвищення компресії і тиску згоряння, зниження рівня вібрацій дала позитивні результати. Приклад отримання та використання мастильного складу № 4. Мастильний склад № 4 використаний для обробки одноступінчатого реверсивного редуктора скіпового підйомника 2ЦО-22, масло І-40а ГОСТ 20799, середній термін експлуатації редуктора до заміни становить 4-5 міс. Мастильний склад № 4 включає: - мастильне середовище, що складається з мінерального масла, парафінового згущувача, поліізобутилену, барвника, віддушки; - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди MgO і SiO2, і Аl2О3, і K2О, і Na2O, отриманих після видалення конституційної води і руйнування кристалічної решітки при температурі 600 °C, стійка фаза продукту дегідратації досягається за допомогою температурної витримки при температурі близько 1000 °C протягом 80 хв., що забезпечує одержання зерна продукту розкладання, в діапазоні 80000-95000 нм. Обробка проводилася у три етапи. 1 етап. У редукторне масло вносився Мастильний склад № 4. Далі редуктор експлуатувався в штатному режимі протягом 10 годин. 9 UA 103896 C2 5 10 15 20 25 30 2 етап. У редукторне масло вносився Мастильний склад № 4. Далі редуктор експлуатувався в штатному режимі протягом 11 годин. 3 етап. У редукторне масло вносився Мастильний склад № 4. Далі редуктор експлуатувався в штатному режимі протягом 400 годин. Ефективність дії Мастильного складу № 4 оцінювалася шляхом порівняння до і після обробки: строку служби до ремонту, стану контактуючих поверхонь, розмірів товщини зубів шестерень і зубчастого колеса, споживаної потужності при фіксованому навантаженні на вихідному валу редуктора, рівня вібрації в підшипникових опорах. Після застосування Мастильного складу № 4: - зменшилася нерівномірність товщини зубів до 0,2-0,3 мм. - збільшилася товщина зубів шестерень і колеса в місцях найбільшого зносу на 0,2-0,5 мм. - частково усунуті неглибокі ушкодження на плямах контакту; - знизився рівень шуму під навантаженням; - зменшилася вібрація на підшипникових опорах на 35-60 %; - знизилася споживана потужність на 11 %; - термін експлуатації склав 15 міс. Оцінка ефективності дії Мастильного складу № 4 щодо зазначених параметрів дала позитивні результати. Приклад отримання та використання мастильного складу № 5. Мастильний склад № 5 включає: - мастильне середовище: напіврідке пластичне мастило на літієвому загуснику з позначенням ISO-L-XCBFB 00 за вимогами ISO 6743; - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди MgO, SiO2, Аl2О3, CaO, Fe2O3, K2О, Na2О, отримані після видалення конституційної води і руйнування кристалічної решітки при температурі 750 °C; стійка фаза продукту дегідратації досягається за допомогою температурної витримки при температурі близько 1000 °C протягом 120 хв., що забезпечує отримання зерна продукту розкладання, в діапазоні 50000-60000 нм. У випробуваннях на машині тертя оцінені антифрикційні та протизносні властивості Мастильного складу № 5. Результати випробовувань наведені в Таблиці 5. Методика випробувань наведена в Додатку. Таблиця 5 Антифрикційні та протизносні властивості Мастильного складу № 5 № 1 2 35 40 45 Показник Коефіцієнт тертя Середній діаметр плями зносу кульок, мм Змащувальне середовище 0,074 Мастильний склад № 5 0,038 0,18 0,08 Оцінка ефективності дії Мастильного складу № 5 показує поліпшення його антифрикційних і протизносних властивостей по відношенню до мастильного середовища. Приклад отримання та використання мастильного складу № 6. Мастильний склад № 6 включає: - мастильне середовище: напіврідке пластичне мастило на літієвому загуснику з позначенням ISO-L-XCBFB 00 за вимогами ISO 6743; - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди MgO, SiO2, CaO, отримані після видалення конституційної води і руйнування кристалічної решітки при температурі 750 °C, стійка фаза продукту дегідратації досягається за допомогою температурної витримки при температурі близько 1000 °C протягом 120 хв., що забезпечує одержання зерна продукту розкладання, в діапазоні 50000-60000 нм. У випробуваннях на машині тертя оцінені антифрикційні та протизносні властивості Мастильного складу № 6. Результати випробовувань наведені в Таблиці 6. Методика випробувань наведена в Додатку. 10 UA 103896 C2 Таблиця 6 Антифрикційні та протизносні властивості Мастильного складу № 6 № 1 2 5 10 15 Показник Коефіцієнт тертя Середній діаметр плями зносу кульок, мм Змащувальне середовище 0,074 Мастильний склад № 6 0,005 0,18 0,16 Оцінка ефективності дії Мастильного складу № 6 показує поліпшення його антифрикційних і протизносних властивостей по відношенню до мастильною середовища. Приклад отримання та використання мастильного складу № 7. Мастильний склад № 7 включає: - мастильне середовище: напіврідке пластичне мастило на літієвому загуснику з позначенням ISO-L-XCBFB 00 за вимогами ISO 6743; - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди MgO, Аl2О3, Fe2O3, отримані після видалення конституційної води і руйнування кристалічної решітки при температурі 750 °C, стійка фаза продукту дегідратації досягається за допомогою температурної витримки при температурі близько 1000 °C протягом 120 хв., що забезпечує одержання зерна продукту розкладання, в діапазоні 50000-60000 нм. У випробуваннях на машині тертя оцінені антифрикційні та протизносні властивості Мастильного складу № 7. Результати випробовувань наведені в Таблиці 7. Методика випробувань наведена в Додатку. Таблиця 7 Антифрикційні та протизносні властивості Мастильного складу № 7 № 1 Показник Коефіцієнт тертя Середній діаметр плями зносу кульок, мм 2 20 25 30 Змащувальне середовище Мастильний склад № 7 0,074 0,017 0,18 0,16 Оцінка ефективності дії Мастильного складу № 7 показує поліпшення його антифрикційних і протизносних властивостей по відношенню до мастильного середовища. Приклад отримання та використання мастильного складу № 8. Мастильний склад № 8 включає: - мастильне середовище: напіврідке пластичне мастило на літієвому загуснику з позначенням ISO-L-XCBFB 00 за вимогами ISO 6743; - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди MgO, K2О, Na2О, отримані після видалення конституційної води і руйнування кристалічної решітки при температурі 750 °C, стійка фаза продукту дегідратації досягається за допомогою температурної витримки при температурі близько 1000 °C протягом 120 хв., що забезпечує одержання зерна продукту розкладання, в діапазоні 50000-60000 нм. У випробуваннях на машині тертя оцінені антифрикційні та протизносні властивості Мастильного складу № 8. Результати випробовувань наведені в Таблиці 8. Методика випробувань наведена в Додатку. 35 Таблиця 8 Антифрикційні та протизносні властивості Мастильного складу № 8 № 1 2 Показник Коефіцієнт тертя Середній діаметр плями зносу кульок, мм Змащувальне середовище 0,074 Мастильний склад № 8 0,007 0,18 0,08 11 UA 103896 C2 5 10 15 Оцінка ефективності дії Мастильного складу № 8 показує поліпшення його антифрикційних і протизносних властивостей по відношенню до мастильного середовища. Приклад отримання та використання мастильного складу № 9. Мастильний склад № 9 включає: - мастильне середовище: напіврідке пластичне мастило на літієвому загуснику з позначенням ISO-L-XCBFB 00 за вимогами ISO 6743: - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди SiO2, Аl2О3, K2О, отримані після видалення конституційної води і руйнування кристалічної решітки при температурі 750 °C, стійка фаза продукту дегідратації досягається за допомогою температурної витримки при температурі близько 1000 °C протягом 120 хв., що забезпечує одержання зерна продукту розкладання, в діапазоні 50000-60000 нм. У випробуваннях на машині тертя оцінені антифрикційні та протизносні властивості Мастильного складу № 9. Результати випробовувань наведені в Таблиці 9. Методика випробувань наведена в Додатку. Таблиця 9 Антифрикційні та протизносні властивості Мастильного складу № 9 № 1 2 20 25 30 Показник Коефіцієнт тертя Середній діаметр плями зносу кульок, мм Змащувальне середовище 0,074 Мастильний склад № 9 0,044 0,18 0,14 Оцінка ефективності дії Мастильного складу № 9 показує поліпшення його антифрикційних і протизносних властивостей по відношенню до мастильного середовища. Приклад отримання та використання мастильного складу № 10. Мастильний склад № 10 включає: - мастильне середовище: напіврідке пластичне мастило на літієвому загуснику з позначенням ISO-L-XCBFB 00 за вимогами ISO 6743; - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди SiO2, Fe2O3, Na2О, отримані після видалення конституційної води і руйнування кристалічної решітки при температурі 750 °C, стійка фаза продукту дегідратації досягається за допомогою температурної витримки при температурі близько 1000 °C протягом 120 хв., що забезпечує одержання зерна продукту розкладання, в діапазоні 50000-60000 нм. У випробуваннях на машині тертя оцінені антифрикційні та протизносні властивості Мастильного складу № 10. Результати випробовувань наведені в Таблиці 10. Методика випробувань наведена в Додатку. Таблиця 10 Антифрикційні та протизносні властивості Мастильного складу № 10 № 1 2 35 40 Показник Коефіцієнт тертя Середній діаметр плями зносу кульок, мм Змащувальне середовище 0,074 Мастильний склад № 10 0,013 0,18 0,15 Оцінка ефективності дії Мастильного складу № 10 показує поліпшення його антифрикційних і протизносних властивостей по відношенню до мастильного середовища. Приклад отримання та використання мастильного складу № 11. Мастильний склад № 11 включає: - мастильне середовище: напіврідке пластичне мастило на літієвому загуснику з позначенням ISO-L-XCBFB 00 за вимогами ISO 6743; - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди Аl2О3, CaO, Na2О, отримані після видалення конституційної води і руйнування кристалічної решітки при температурі 750 °C, стійка фаза продукту дегідратації досягається за допомогою температурної витримки при 12 UA 103896 C2 5 температурі близько 1000 °C протягом 120 хв., що забезпечує одержання зерна продукту розкладання, в діапазоні 50000-60000 нм. У випробуваннях на машині тертя оцінені антифрикційні та протизносні властивості Мастильного складу № 11. Результати випробовувань наведені в Таблиці 11. Методика випробувань наведена в Додатку. Таблиця 11 Антифрикційні та протизносні властивості Мастильного складу № 11 № 1 2 10 15 20 Показник Коефіцієнт тертя Середній діаметр плями зносу кульок, мм Змащувальне середовище 0,074 Мастильний склад № 11 0,056 0,18 0,10 Оцінка ефективності дії Мастильного складу № 11 показує поліпшення його антифрикційних і протизносних властивостей по відношенню до мастильного середовища. Приклад отримання та використання мастильного складу № 12. Мастильний склад № 12 включає: - мастильне середовище: напіврідке пластичне мастило на літієвому загуснику з позначенням ISO-L-XCBFB 00 за вимогами ISO 6743; - продукт дегідратації гідратів природних мінералів або суміші природних мінералів, або синтезованих гідратів, де продукт дегідратації включає - оксиди, CaO, Fe2O3, K2О, отримані після видалення конституційної води і руйнування кристалічної решітки при температурі 750 °C, стійка фаза продукту дегідратації досягається за допомогою температурної витримки при температурі близько 1000 °C протягом 120 хв., що забезпечує одержання зерна продукту розкладання, в діапазоні 50000-60000 нм. У випробуваннях на машині тертя оцінені антифрикційні та протизносні властивості Мастильного складу № 12. Результати випробовувань наведені в Таблиці 12. Методика випробувань наведена в Додатку. Таблиця 12 Антифрикційні та протизносні властивості Мастильного складу № 12 № 1 2 25 30 35 40 Показник Коефіцієнт тертя Середній діаметр плями зносу кульок, мм Змащувальне середовище 0,074 Мастильний склад № 12 0,056 0,18 0,10 Оцінка ефективності дії Мастильного складу № 12 показує поліпшення його антифрикційних і протизносних властивостей по відношенню до мастильного середовища. Додаток Методика випробувань антифрикційних і протизносних властивостей мастильних складів №№ 5-12 У винаході заявлений мастильний склад і спосіб його отримання. У ньому компонентами з формулюванням "та/або" є оксиди металів ряду MgO, SiO 2, Аl2О3, CaO, Fe2O3, K2О, Na2О. Всього можливо 128 (-1) різних комбінацій компонентів у формулі складу за критерієм наявності або відсутності того чи іншою оксиду. Методи дисперсійного аналізу дозволяють коректно скоротити кількість таких комбінацій оксидів металу для подання у винаході прикладів отримання та використання мастильного складу. У відповідності з методами дисперсійного аналізу, як вхідні фактори при плануванні багатофакторного експерименту, приймаємо кожен із зазначених оксидів металу, з двома рівнями варіювання, які відповідають його наявності або відсутності в змащувальному складі. Таким чином, маємо семифакторний план (за кількістю зазначених оксидів металу) з двома рівнями варіювання. Дробний план 2**(7-4) для семи факторів, кожен з яких змінюється на двох рівнях, кодованих +1 і -1. представлений у Таблиці П-1 13 UA 103896 C2 Таблиця П-1 Номер мастильного складу 5 6 7 8 9 10 11 12 MgO SiO2 Аl2О3 CaO Fe2O3 K2O Na2O +1 +1 +1 +1 -1 -1 -1 -1 +1 +1 -1 -1 +1 +1 -1 -1 +1 -1 +1 -1 +1 -1 +1 -1 +1 +1 -1 -1 -1 -1 +1 +1 +1 -1 +1 -1 -1 +1 -1 +1 +1 -1 -1 +1 +1 -1 -1 +1 +1 -1 -1 +1 -1 +1 +1 -1 Композиція оксидів використаних в прикладах отримання та використання мастильних складів №№ 5-12 відповідно до цього плану представлена в Таблиці П-2 5 Таблиця П-2 Номер мастильного складу 5 6 7 8 9 10 11 12 10 15 20 25 30 35 Композиція оксидів в мастильному складі MgO, SiO2, Аl2О3, CaO, Fe2O3, K2О, Na2О MgO, SiO2, CaO MgO, Аl2О3, Fe2O3 MgO, K2О, Na2О SiO2, Аl2О3, K2О SiO2, Fe2O3, Na2О Аl2О3, CaO, Na2О CaO, Fe2O3, K2О Як вихідні фактори (функцій відгуку) використовуємо триботехнічні характеристики кожного мастильного складу. Такими характеристиками є антифрикційні та протизносні властивості змащуювального складу, оцінювані відповідно показниками коефіцієнта тертя і зносу тестового сполучення. Для кожного мастильного складу з відповідною композицією оксидів наведених в Таблиці П2 проводимо експеримент з оцінки його ефективності дії. Ефективність дії мастильного складу оцінюється шляхом порівняння триботехнічних характеристик мастильного середовища, що використовується в змащувальному матеріалі з триботехнічними характеристиками самого мастильного матеріалу. Критерієм ефективності є: не зменшення антифрикційних і протизносних характеристик мастильного матеріалу по відношенню до антифрикційних і протизносних характеристик мастильного середовища. Випробування кожного мастильного складу та мастильного середовища проводились на машині тертя. Машина тертя реалізує схему сполучення: обойма кулькового упорного підшипника 8202 (ГОСТ 520-89), що обертається - три нерухомих кульки цього підшипника діаметром 5,55 мм, закріплені в обоймі один щодо одного під кутом 120°. При проведенні всіх випробувань зовнішні умови залишалися незмінними: - частота обертання - 1000 об/хв.; - осьове навантаження на нерухомі кулі 500 Н; - час випробувань 60 хв. У випробуваннях мастильні склади (мастильний матеріал) подавався безпосередньо в зону тертя кулька-обойма. У випробуваннях, після тимчасової стабілізації, реєструвався момент тертя з перерахунком в показник антифрикційних властивостей - коефіцієнт тертя. По закінченні випробування визначався знос нерухомих кульок, як середнє арифметичне діаметрів плями зносу всіх кульок в напрямку ковзання і перпендикулярному йому. Ця величина використовувалася в якості показника протизносних властивостей. При проведенні кожного випробування використовувалася нова обойма підшипника і нові кулі. У першій серії випробувань у відповідності з вказаними умовами визначені триботехнічні характеристики мастильного матеріалу (напіврідкого пластичного мастила). Вони склали: 14 UA 103896 C2 5 10 15 20 25 30 35 40 45 50 55 60 - коефіцієнт тертя 0,074 - середній діаметр плями зносу кульок 0,18 мм У наступних серіях випробувань визначалися такі ж триботехнічні характеристики для кожного з мастильних складів №№ 5-12. Результати випробувань мастильних складів №№ 5-12 показали, що кожен з них показав поліпшення триботехнічних властивостей. Це дозволяє зробити висновок, що використання всіх можливих комбінацій оксидів металів (MgO, SiO2, Аl2О3, CaO, Fe2O3, K2О, Na2О) при отриманні мастильних складів дає позитивний ефект. В основі мастильної композиції, отриманої за допомогою пропонованого способу, знаходиться наноструктура ревіталізанту, яка отримана з продуктів дегідратації природних та/або синтезованих гідратів та/або їх сумішей, при температурах видалення конституційної води і температурах стабілізації продукту дегідратації, що знаходяться в інтервалі 350-900 °C, яка в стабільному стані містить оксиди з ряду MgO та/або SiO2, та/або Аl2О3, та/або CaO, та/або Fe2O3, та/або K2О, та/або Na2О, що включає нанозерно і сполучну фазу, при цьому наноструктура має аморфну гранатоподібну форму, розмір якої знаходиться в діапазоні 100100000 нм. при розмірі нанозерна, у діапазоні 2-2000 нм., а одержання стійкої форми наноструктури ревіталізанту включає процес дегідратації природних та/або синтезованих гідратів та/або їх сумішей, при температурах видалення конституційної води не вище 900 °C, процес стабілізації отриманого продукту дегідратації при температурах від 900 до 1200 °C протягом 1-3 годин, перемішування отриманого продукту з мастильної середовищем, де зазначені оксиди обрані з груп, які включають MgO та/або SiO 2, та/або Аl2О3, та/або CaO, та/або Fe2O3, та/або K2О, та/або Na2О, подачу приготовленої суміші на поверхні, що труться в зону тертя, при цьому стійка форма наноструктури ревіталізанту, розмір якої знаходиться в діапазоні від 100 до 100000 нм. і переходить в стійку форму котіння в залежності від отриманого тиску на тертьовій поверхні і температури в зоні тертя, при цьому час переходу в стійку форму котіння наноструктури залежить від жорсткості оброблюваної поверхні і ступеня зносу вузла тертя. Технічний ефект пропонованого технічного рішення полягає в тому, що при взаємодії мастильного складу ревіталізанту з поверхнею тертя або поверхнею відновлення відбувається насичення поверхневого шару цих поверхонь вуглецем з наступним утворенням карбідів, в наслідок чого відбувається поверхневе зміцнення наноструктурами ревіталізанту, в процесі якого, крім цементації (карбідизації) поверхні тертя відбувається наступне. Особливістю такого зміцнення є утворення знакопостійних по глибині модифікованого шару, стискаючих напруг. Традиційне поверхнево-пластичне деформування деталей проводять з використанням дробів, сталевих кульок, обкатки роликами і т. п. Таке механічне зміцнення створює залишкові стискають (позитивні) напруги в поверхневому шарі деталей, що підвищують межу втомної міцності, підвищується твердість поверхні, зменшується її шорсткість, усуваються мікродефекти поверхні. Пропонований по даному технічному рішенню мастильний склад і спосіб його отримання, є частиною "ХАДО-технології", яку використовує компанія "ХАДО" (м. Харків. Україна). Технологічний цикл "ХАДО-технології" складається з декількох відновлювальних етапів, в результаті застосування яких нанорозмірні частинки мастильного складу ревіталізанту (які не є в даному випадку абразивом) виступають у ролі деформаційно-зміцнюючих елементів. Утворення значних стискаючих напружень в поверхневому шарі підтверджується даними рентгенівської тензометрії (sin2ψ - метод). Причому, ефекти поверхневого зміцнення при використанні мастильного складу ревіталізанту переходять на нанорівень. Таким чином, стискаючі напруги, які можна отримати лише "дробовою" обробкою, яка у відповідності до пропонованого технічного рішення, відбувається з допомогою "нанодробування", яка не є абразивом і присутнє у змащувальному середовищі протягом усього періоду ревіталізації. Взаємодія частки мастильного складу ревіталізанту під дією Р, Т фактора (високих питомих тисків і температури) деформує поверхню деталі. При цьому відбувається її зміцнення і вигладжування, зниження жорсткості до нанорозмірного рівня. Практичне використання мастильного складу і способу його виготовлення полягає в наступному. Наноструктура ревіталізанту і продукція з його використанням модифікує (змінює) структуру тертьових поверхонь деталей механізмів і машин, що веде до їх відновлення, захисту від зносу, збільшення ресурсу і зниження втрат на тертя. На думку Авторів, основними технічними властивостями мастильного складу, є: - зміцнення поверхні тертя; - зниження шорсткість; - утворення структурованого покриття; - зниження коефіцієнта тертя; 15 UA 103896 C2 5 10 15 20 25 30 35 40 45 50 55 60 - перехід пар тертя в квазібеззносовий стан. Основними технологічними перевагами застосування мастильного складу ревіталізанту є: безрозбірний ремонт відновлюваної техніки, збільшення ресурсу тертьових поверхонь, тривала підтримка технічних параметрів (міцність, шорсткість) поверхонь тертя, зниження енерговитрат при проведенні технологічного циклу відновлення. ХАДО-технологія з використанням мастильного складу, який заявляється, є лідерів серед технологій безрозбірного ремонту. Відновлення зношених деталей машин і механізмів відбувається безпосередньо в режимі їх штатної експлуатації. Ремонт техніки по ХАДОтехнології зводиться до додавання змащувального складу в масло (мастильне середовище або робочу рідину механізму). Використання ХАДО-технології, як технології безрозбірного ремонту для двигуна легкового автомобіля показує як мінімум п'ятикратне зниження вартості ремонту і фактично нульову за часом його тривалість. Модифікований поверхневий шар деталей після застосування ХАДО-технології переходить у подальшій експлуатації в квазібеззносовий стан. Практика застосування наноструктури ревіталізанту показує, що ресурс механізму збільшується в середньому в 2-4 рази. Так ресурс до капітального ремонту автомобілів сімейства ВАЗ визначається заводом виробником складає в залежності від моделі автомобіля 90-120 тис. км. пробігу. Практика застосування ХАДО-технології на цих автомобілях показує, що залежно від умов експлуатації, їх ресурс збільшується в 2-4 рази і може становити до 500 тис. км. Зниження втрат на тертя, обумовлених взаємним переміщенням деталей при граничної і змішаної мастилі, після застосування мастильного складу в лабораторних дослідженнях досягає 10 разів. Зміна відбувається за рахунок вигладжування поверхонь (зниження шорсткості) і дії частинок ревіталізанту, як тіл кочення. Модифіковані поверхні при використанні мастильного складу і способу його отримання в ХАДО-технології є гладкими і набувають вигляду дзеркальної поверхні. Модифіковані поверхні мають дуже низьку шорсткість (показники наношероховатості Ra не більше 60 н.м.). Відповідно запропонованого технічного рішення частки ревіталізанту на кінцевій стадії модифікації поверхні виступають в ролі тіл кочення і на порядок знижують коефіцієнт тертя. Якщо мастильний склад ревіталізанту застосовується на автомобілі з невеликим зносом, то середні показники економії палива складають на робочому ходу до 2-3 %, на холостому режимі 20-30 %. Якщо ревіталізант застосовується на автомобілі зі значним пробігом, то значення економії палива вища за рахунок усунення втрат, пов'язаних із зносом циліндропоршневої групи (зниження ККД двигуна). Середній максимальний відсоток економії енергоносіїв при використанні мастильного складу і способу його отримання в ХАДО-технології у промисловості становить 6-12 %. До інших важливих переваг ХАДО-технології можна віднести універсальність її застосування для різних машин і механізмів, а так само екологічну раціональність. Універсальність застосування обумовлена, перш за все, можливістю використання мастильного складу і способу його отримання в ХАДО-технології для будь-яких металевих сполучень з чорних і кольорових деталей незалежно від їх поєднання, змащуваних мастильним матеріалом (маслом, мастилом, гідравлічної рідиною, паливом та ін.) Таким чином, застосування ревіталізанту можливо, і в даний час здійснюється, у всіх галузях техніки: транспорті (автомобільний, залізничний, морський і т.д.), промисловості (компресори, двигуни, редуктори, гідросистеми та ін), побутовому обладнанні і т. д. Екологічна раціональність мастильного складу і способу його отримання в ХАДО-технології проявляється, не тільки в енергозбереженні, а й у зниженні токсичності відпрацьованих газів при застосуванні в двигунах внутрішнього згоряння. У зношеному двигуні усуваються внутрішні зазори, він відновлює свої параметри компресії, потужності, токсичності відпрацьованих газів до заводських показників. Безперечними аргументами на користь ХАДО-технології є простота, легкість застосування та швидкий об'єктивований ефект. Слід також зазначити, що ХАДО-технологія є за своєю суттю такою, що не може нашкодити механізму. За рахунок самоорганізації явища ревіталізації формування модифікованого покриття відбувається такої величини і структури, при якому подальші втрати на тертя мінімальні, а ресурс механізму, обумовлений зносом - максимальний. Крім цього у ХАДО-технології є сфери застосування, де використання інших методів відновлення і збільшення ресурсу принципово неможливо. Це, перш за все, спеціальна техніка, - стовбури вогнепальної зброї (автоматична зброя, кулемети, гармати). В даний час відсутні методи відновлення внутрішньої поверхні каналу 16 UA 103896 C2 5 10 15 20 стовбура. Використання мастильного складу ревіталізанту дозволяє не тільки відновити параметри купчастості, настильності (можливість кулі летіти по прямій траєкторії), максимальної забійної сили для зношеного стовбура зброї, а й підвищити клас нової зброї. Так само областю застосування мастильного складу і способу його отримання в ХАДОтехнології є паливна апаратура дизельних двигунів, яка як правило, є найдорожчою частиною дизельного двигуна в якій використовуються прецизійні пари тертя. На думку Авторів, пропонованого технічного рішення застосування складу ревіталізанту, здатне відновній плунжерну пару насосів високого тиску. Мастильний склад ревіталізанту додається в паливо, і, проходячи через паливний насос при роботі двигуна, відновлює високоточні пари тертя. Крім того є багато інших механізмів та вузлів, які взагалі не ремонтуються, а підлягають заміні при зносі. Наприклад, шарніри рівних кутових швидкостей автомобіля, підшийники. Заміна штатного мастила в таких механізмах на мастило з ревіталізанту дозволяє відновити, і навіть підвищити їхній клас, під час експлуатації і збільшити їх ресурс більш ніж у півтора рази. Таким чином, використання мастильного складу і способу його отримання в ХАДО-технології має ряд незаперечних конкурентних переваг, найважливішими з яких є: безрозбірний ремонт і відновлення вузлів і механізмів, збільшення їх ресурсу, економії енергоносіїв. Як видно з опису пропонованого технічного рішення, мастильний склад на основі наноструктури ревіталізанту і спосіб отримання цього мастильного складу, є новими, мають винахідницький рівень і є промислово придатним та можуть бути використані у сучасній техніці для обробки поверхонь тертя. ФОРМУЛА ВИНАХОДУ 25 30 35 40 1. Мастильна композиція, що включає мастильне середовище і продукт дегідратації гідратів природних мінералів або синтезованих мінералів, або суміші природних мінералів, в якій продукт дегідратації включає оксиди MgO і/або SiO2, і/або Аl2О3, і/або СаО, і/або Fe2O3, і/або K2О, і/або Na2O, який отриманий після видалення конституційної води і руйнування кристалічної решітки при температурі від 350 до 900 °C, яка відрізняється тим, що продукт дегідратації, отриманий після видалення конституційної води і руйнування кристалічної решітки, має структурно-безповоротну форму, одержану при температурній витримці в діапазоні 900-1200 °C і часовій витримці протягом 1-3 годин до забезпечення наноструктури продукту дегідратації в діапазоні 100-100000 нм. 2. Спосіб приготування мастильної композиції, який включає етап дегідратації гідратів природних або синтезованих мінералів, або суміші природних мінералів при температурі від 350 до 900 °C, етап перемішування отриманого продукту дегідратації з мастильним середовищем, де продукт дегідратації включає оксиди MgO і/або SiO2, і/або Аl2О3, і/або СаО, і/або Fe2O3, і/або K2О, і/або Na2O, який відрізняється тим, що після етапу дегідратації, спосіб додатково включає етап структурно-безповоротної стабілізації продукту дегідратації, який здійснюють шляхом проведення узгоджених між собою температурної витримки від 900 до 1200 °C і часової витримки протягом 1-3 годин. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 17
ДивитисяДодаткова інформація
Автори англійськоюZozulia Volodymyr Leonidovych, Zozulia Serhii Leonidovych, Aleksandrov Serhii Mykolaiovych
Автори російськоюЗозуля Владимир Леонидович, Зозуля Сергей Леонидович, Александров Сергей Николаевич
МПК / Мітки
МПК: F16C 33/12, C10M 169/00, C10M 177/00, C10M 125/10, C10M 103/00, C10M 125/26
Мітки: композиція, мастильна, спосіб, приготування
Код посилання
<a href="https://ua.patents.su/19-103896-mastilna-kompoziciya-ta-sposib-prigotuvannya.html" target="_blank" rel="follow" title="База патентів України">Мастильна композиція та спосіб її приготування</a>
Мастильна композиція
Номер патенту: 21510
Опубліковано: 16.12.1997
Автори: Кириченко Людмила Мефодіівна, Свідерській Владислав Петрович, Сіренко Генадій Олександрович, Кириченко Віктор Іванович
МПК: C10M 159/18, C10M 133/40, C10M 101/00
Мітки: мастильна, композиція
Формула / Реферат:
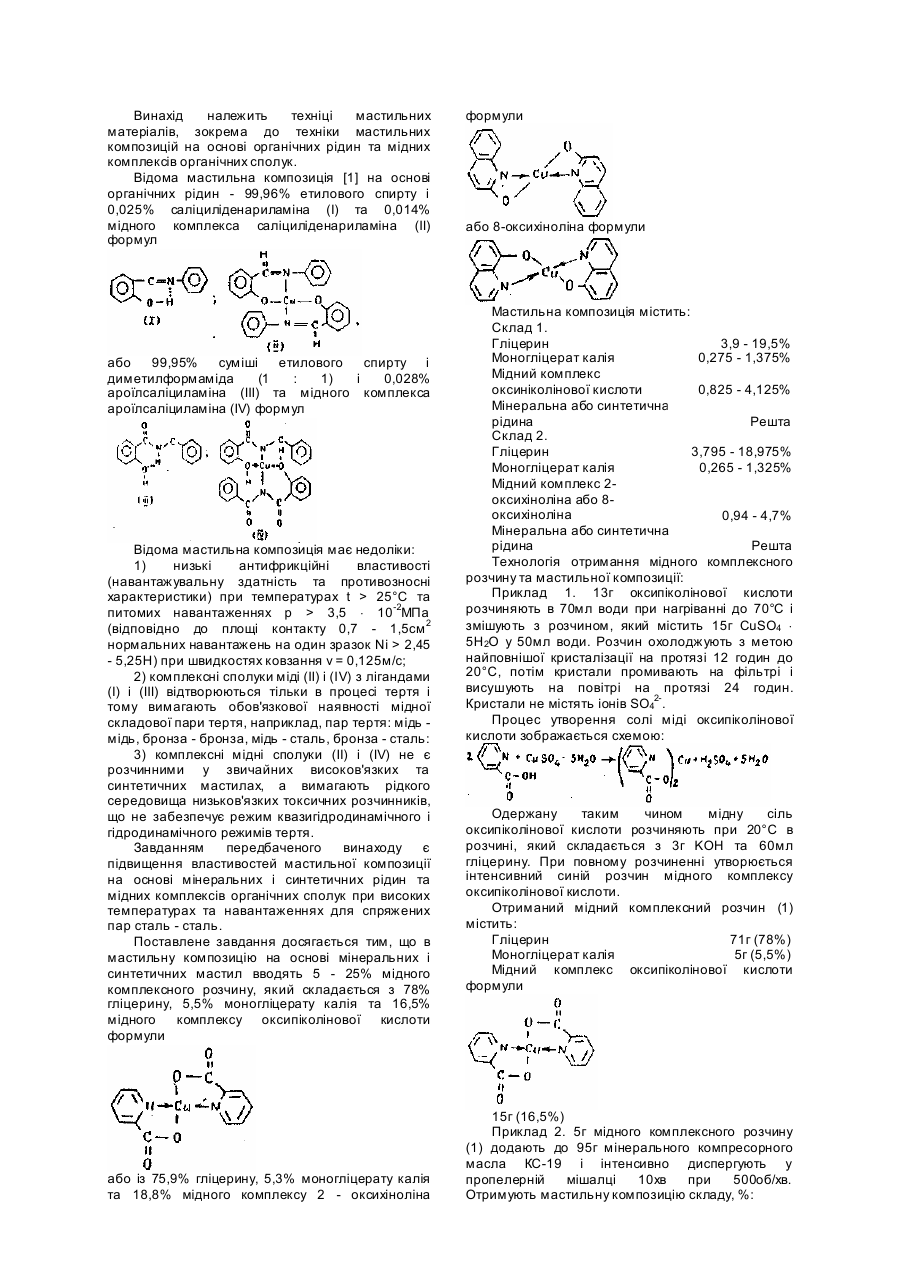
Мастильна композиція на основі мінерального і синтетичного мастил та мідних органічних сполук, яка відрізняється тим, що антифрикційні властивості при високих температурах та навантаженнях пари сталь-сталь підвищуються введенням 5-25% мідного комплексного розчину, який складається з 78% гліцерину, 5,5% моногліцерату каліята 16,5 мідного комплексу оксипіколінової кислоти формулиабо із 75,9% гліцеріну, 5,3% моногліцерату та...
Мастильна композиція
Номер патенту: 22729
Опубліковано: 25.04.2007
Автори: Добровенський Володимир Аркадійович, Шебанов Валерій Олексійович, Левін Григорій Борисович
МПК: C10M 169/02, C10M 107/00
Мітки: композиція, мастильна
Формула / Реферат:
1. Мастильна композиція, що включає полімерну матрицю, яка відрізняється тим, що як полімерна матрица містить гуму загального призначення, розчинену в нафтовому маслі, і додатково - порошок природного мінералу при наступному співвідношенні компонентів, мас. %: гума загального призначення 5-27 порошок природного мінералу 20-43 нафтове масло ...
Мастильна композиція для гарячої прокатки труб із вуглецевих сталей
Номер патенту: 56057
Опубліковано: 15.04.2003
Автори: Карасик Тетяна Леонідівна, Журавель Вадим Петрович
МПК: C10M 125/28
Мітки: гарячої, вуглецевих, сталей, прокатки, композиція, труб, мастильна
Формула / Реферат:
Мастильна композиція для гарячої прокатки труб із вуглецевих сталей, яка містить оксиди алюмінію, кальцію, натрію, бору і кремнію, яка відрізняється тим, що вона додатково містить оксид магнію при наступному співвідношенні компонентів, мас. %: оксид алюмінію 1,3-3,3 оксид кальцію 5-9 оксид натрію 17-20 оксид бору ...
Мастильна композиція для гарячої прокатки труб
Номер патенту: 33436
Опубліковано: 25.06.2008
Автори: Карасик Тетяна Леонідівна, Медведєв Михайло Іванович
МПК: C10M 125/10
Мітки: мастильна, композиція, гарячої, прокатки, труб
Формула / Реферат:
Мастильна композиція для гарячої прокатки труб, що містить оксиди алюмінію, бору і заліза, яка відрізняється тим, що додатково містить оксиди натрію і фосфору при наступному співвідношенні компонентів, мас. %: оксид алюмінію 3-10,4 оксид бору 4-8 оксид заліза 0,5-2,8 оксид натрію 30-38 оксид...
Мастильна композиція для пари тертя колесо-рейка
Номер патенту: 39352
Опубліковано: 15.03.2004
Автори: Тихомиров Олександр Геннадійович, Джембрі Аліса Ігоровна, Шестопалова Валентина Яківна, Сахнович Марат Михайлович, Шапошник Олександр Васильович, Сергієв Сергій Леонідович, Стахурський Олександр Дмитрович, Полукова Євгенія Олексіївна, Македонський Олег Олександрович, Борисова Віра Володимирівна, Мартовський Володимир Олексійович
МПК: C10M 169/04
Мітки: композиція, колесо-рейка, мастильна, пари, тертя
Формула / Реферат:
Мастильна композиція для пари тертя колесо-рейка на основі суміші нафтових олив, що загущені кальцієвими милами кислот тваринних та рослинних жирів, та води, яка відрізняється тим, що містить нафтову оливу з кінематичною в'язкістю при 50°С 5-14 мм2/с і температурою застигання не вище -40°С, присадку ДФ-11 і ПАР ОС-20 при співвідношенні компонентів, мас.%: кальцієве мило кислот тваринних та рослинних жирів, що беруться у...
Попередній патент: Активатори глюкокінази
Наступний патент: Спосіб одержання форми v лерканідипіну•нcl
Випадковий патент: Спосіб утилізації підмильного лугу