Мастильна композиція для гарячої прокатки труб
Номер патенту: 33436
Опубліковано: 25.06.2008
Автори: Карасик Тетяна Леонідівна, Медведєв Михайло Іванович
Формула / Реферат
Мастильна композиція для гарячої прокатки труб, що містить оксиди алюмінію, бору і заліза, яка відрізняється тим, що додатково містить оксиди натрію і фосфору при наступному співвідношенні компонентів, мас. %:
оксид алюмінію
3-10,4
оксид бору
4-8
оксид заліза
0,5-2,8
оксид натрію
30-38
оксид фосфору
решта.
Текст
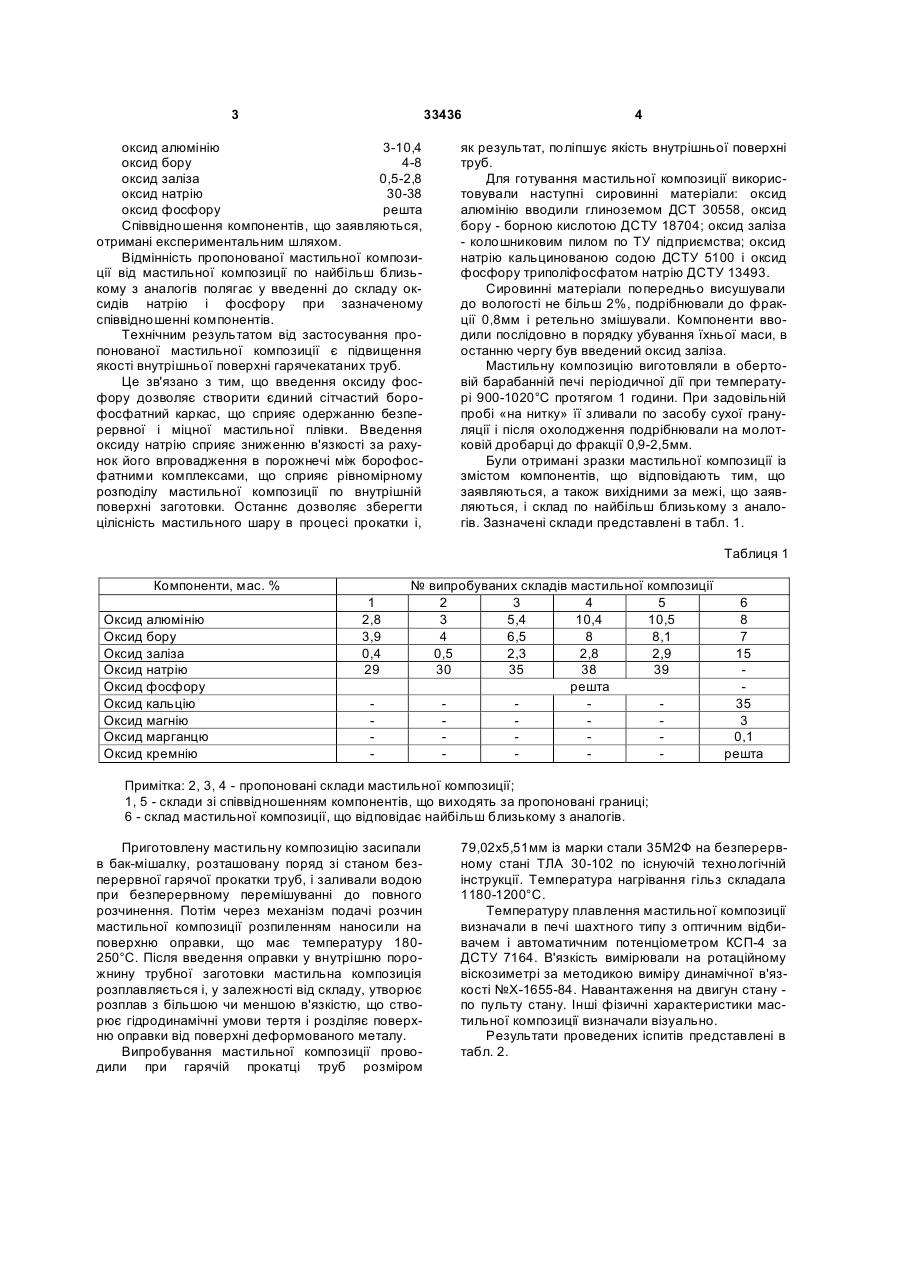
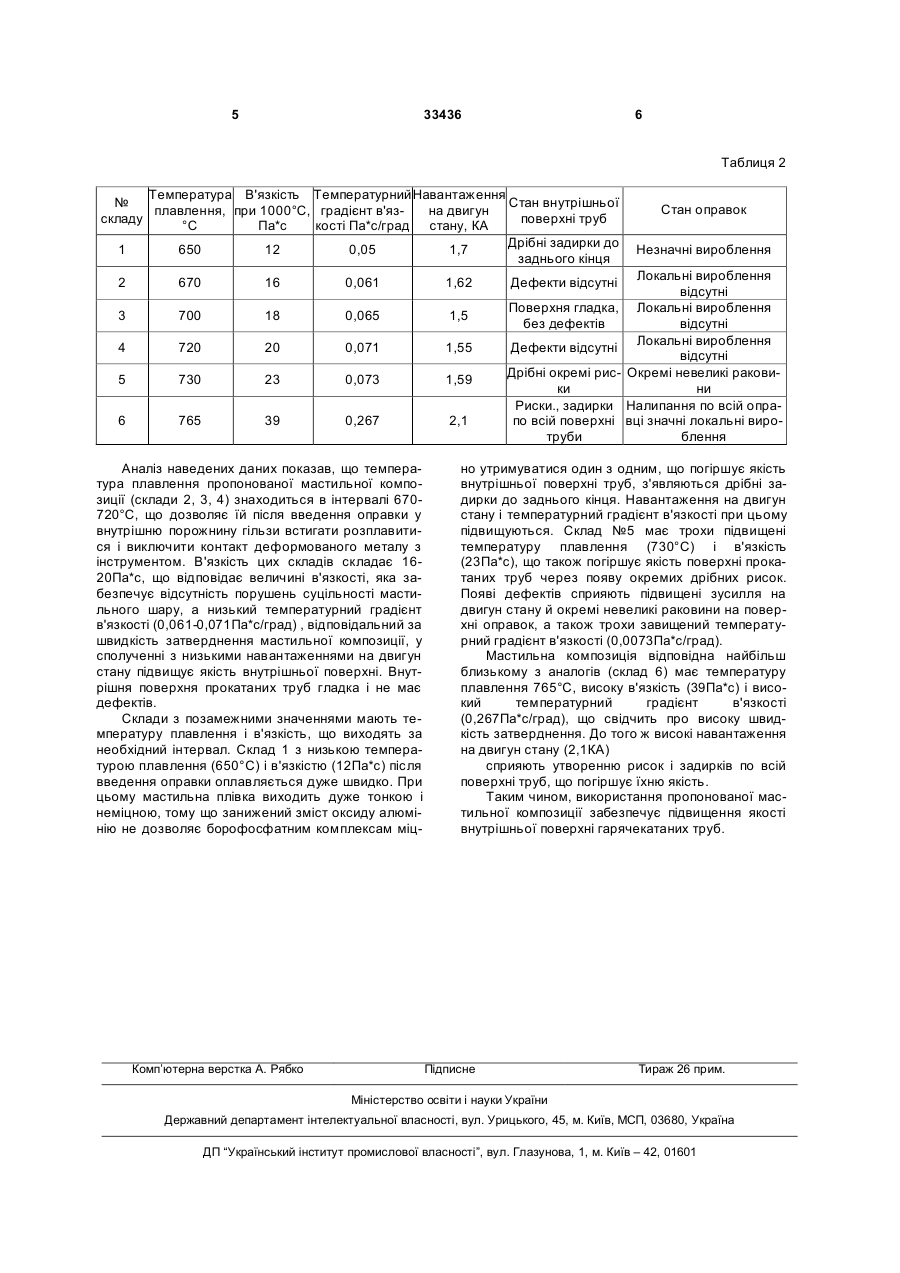
Мастильна композиція для гарячої прокатки труб, що містить оксиди алюмінію, бору і заліза, яка відрізняється тим, що додатково містить оксиди натрію і фосфору при наступному співвідношенні компонентів, мас. %: оксид алюмінію 3-10,4 оксид бору 4-8 оксид заліза 0,5-2,8 оксид натрію 30-38 оксид фосфору решта. (19) (21) u200801282 (22) 01.02.2008 (46) 25.06.2008, Бюл.№ 12, 2008 р. (72) КАРАСИК ТЕТЯНА ЛЕОНІДІВНА, UA, МЕДВЕДЄВ МИХАЙЛО ІВАНОВИЧ, UA (73) ДЕРЖАВНЕ ПІДПРИЄМСТВО "НАУКОВОДОСЛІДНИЙ ТА КОНСТРУКТОРСЬКОТЕХНОЛОГІЧНИЙ ІНСТИТУТ ТРУБНОЇ ПРОМИСЛОВОСТІ ІМ. Я.Ю. ОСАДИ", UA 3 33436 оксид алюмінію 3-10,4 оксид бору 4-8 оксид заліза 0,5-2,8 оксид натрію 30-38 оксид фосфору решта Співвідношення компонентів, що заявляються, отримані експериментальним шляхом. Відмінність пропонованої мастильної композиції від мастильної композиції по найбільш близькому з аналогів полягає у введенні до складу оксидів натрію і фосфору при зазначеному співвідношенні компонентів. Технічним результатом від застосування пропонованої мастильної композиції є підвищення якості внутрішньої поверхні гарячекатаних труб. Це зв'язано з тим, що введення оксиду фосфору дозволяє створити єдиний сітчастий борофосфатний каркас, що сприяє одержанню безперервної і міцної мастильної плівки. Введення оксиду натрію сприяє зниженню в'язкості за рахунок його впровадження в порожнечі між борофосфатними комплексами, що сприяє рівномірному розподілу мастильної композиції по внутрішній поверхні заготовки. Останнє дозволяє зберегти цілісність мастильного шару в процесі прокатки і, 4 як результат, поліпшує якість внутрішньої поверхні труб. Для готування мастильної композиції використовували наступні сировинні матеріали: оксид алюмінію вводили глиноземом ДСТ 30558, оксид бору - борною кислотою ДСТУ 18704; оксид заліза - колошниковим пилом по ТУ підприємства; оксид натрію кальцинованою содою ДСТУ 5100 і оксид фосфору триполіфосфатом натрію ДСТУ 13493. Сировинні матеріали попередньо висушували до вологості не більш 2%, подрібнювали до фракції 0,8мм і ретельно змішували. Компоненти вводили послідовно в порядку убування їхньої маси, в останню чергу був введений оксид заліза. Мастильну композицію виготовляли в обертовій барабанній печі періодичної дії при температурі 900-1020°С протягом 1 години. При задовільній пробі «на нитку» її зливали по засобу сухої грануляції і після охолодження подрібнювали на молотковій дробарці до фракції 0,9-2,5мм. Були отримані зразки мастильної композиції із змістом компонентів, що відповідають тим, що заявляються, а також вихідними за межі, що заявляються, і склад по найбільш близькому з аналогів. Зазначені склади представлені в табл. 1. Таблиця 1 Компоненти, мас. % Оксид алюмінію Оксид бору Оксид заліза Оксид натрію Оксид фосфору Оксид кальцію Оксид магнію Оксид марганцю Оксид кремнію 1 2,8 3,9 0,4 29 № випробуваних складів мастильної 2 3 4 3 5,4 10,4 4 6,5 8 0,5 2,3 2,8 30 35 38 решта композиції 5 10,5 8,1 2,9 39 6 8 7 15 35 3 0,1 решта Примітка: 2, 3, 4 - пропоновані склади мастильної композиції; 1, 5 - склади зі співвідношенням компонентів, що виходять за пропоновані границі; 6 - склад мастильної композиції, що відповідає найбільш близькому з аналогів. Приготовлену мастильну композицію засипали в бак-мішалку, розташовану поряд зі станом безперервної гарячої прокатки труб, і заливали водою при безперервному перемішуванні до повного розчинення. Потім через механізм подачі розчин мастильної композиції розпиленням наносили на поверхню оправки, що має температуру 180250°С. Після введення оправки у внутрішню порожнину трубної заготовки мастильна композиція розплавляється і, у залежності від складу, утворює розплав з більшою чи меншою в'язкістю, що створює гідродинамічні умови тертя і розділяє поверхню оправки від поверхні деформованого металу. Випробування мастильної композиції проводили при гарячій прокатці труб розміром 79,02х5,51мм із марки стали 35М2Ф на безперервному стані ТЛА 30-102 по існуючій технологічній інструкції. Температура нагрівання гільз складала 1180-1200°С. Температуру плавлення мастильної композиції визначали в печі шахтного типу з оптичним відбивачем і автоматичним потенціометром КСП-4 за ДСТУ 7164. В'язкість вимірювали на ротаційному віскозиметрі за методикою виміру динамічної в'язкості №X-1655-84. Навантаження на двигун стану по пульту стану. Інші фізичні характеристики мастильної композиції визначали візуально. Результати проведених іспитів представлені в табл. 2. 5 33436 6 Таблиця 2 Температура В'язкість Температурний Навантаження № Стан внутрішньої плавлення, при 1000°С, градієнт в'язна двигун складу поверхні труб °С Па*с кості Па*с/град стану, КА Дрібні задирки до 1 650 12 0,05 1,7 заднього кінця 2 670 16 0,061 1,62 3 700 18 0,065 1,5 4 720 20 0,071 1,55 5 730 23 0,073 1,59 6 765 39 0,267 2,1 Аналіз наведених даних показав, що температура плавлення пропонованої мастильної композиції (склади 2, 3, 4) знаходиться в інтервалі 670720°С, що дозволяє їй після введення оправки у внутрішню порожнину гільзи встигати розплавитися і виключити контакт деформованого металу з інструментом. В'язкість цих складів складає 1620Па*с, що відповідає величині в'язкості, яка забезпечує відсутність порушень суцільності мастильного шару, а низький температурний градієнт в'язкості (0,061-0,071Па*с/град) , відповідальний за швидкість затверднення мастильної композиції, у сполученні з низькими навантаженнями на двигун стану підвищує якість внутрішньої поверхні. Внутрішня поверхня прокатаних труб гладка і не має дефектів. Склади з позамежними значеннями мають температуру плавлення і в'язкість, що виходять за необхідний інтервал. Склад 1 з низькою температурою плавлення (650°С) і в'язкістю (12Па*с) після введення оправки оплавляється дуже швидко. При цьому мастильна плівка виходить дуже тонкою і неміцною, тому що занижений зміст оксиду алюмінію не дозволяє борофосфатним комплексам міц Комп’ютерна верстка А. Рябко Стан оправок Незначні вироблення Локальні вироблення відсутні Поверхня гладка, Локальні вироблення без дефектів відсутні Локальні вироблення Дефекти відсутні відсутні Дрібні окремі рис- Окремі невеликі раковики ни Риски., задирки Налипання по всій опрапо всій поверхні вці значні локальні виротруби блення Дефекти відсутні но утримуватися один з одним, що погіршує якість внутрішньої поверхні труб, з'являються дрібні задирки до заднього кінця. Навантаження на двигун стану і температурний градієнт в'язкості при цьому підвищуються. Склад №5 має трохи підвищені температуру плавлення (730°С) і в'язкість (23Па*с), що також погіршує якість поверхні прокатаних труб через появу окремих дрібних рисок. Появі дефектів сприяють підвищені зусилля на двигун стану й окремі невеликі раковини на поверхні оправок, а також трохи завищений температурний градієнт в'язкості (0,0073Па*с/град). Мастильна композиція відповідна найбільш близькому з аналогів (склад 6) має температуру плавлення 765°С, високу в'язкість (39Па*с) і високий температурний градієнт в'язкості (0,267Па*с/град), що свідчить про високу швидкість затверднення. До того ж високі навантаження на двигун стану (2,1КА) сприяють утворенню рисок і задирків по всій поверхні труб, що погіршує їхню якість. Таким чином, використання пропонованої мастильної композиції забезпечує підвищення якості внутрішньої поверхні гарячекатаних труб. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLubricating composition for hot rolling of tubes
Автори англійськоюKarasyk Tetiana Leonidivna, Medvediev Mykhailo Ivanovych
Назва патенту російськоюСмазочная композиция для горячей прокатки труб
Автори російськоюКарасик Татьяна Леонидовна, Медведев Михаил Иванович
МПК / Мітки
МПК: C10M 125/10
Мітки: композиція, труб, гарячої, прокатки, мастильна
Код посилання
<a href="https://ua.patents.su/3-33436-mastilna-kompoziciya-dlya-garyacho-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Мастильна композиція для гарячої прокатки труб</a>
Мастильна композиція для гарячої прокатки труб із вуглецевих сталей
Номер патенту: 56057
Опубліковано: 15.04.2003
Автори: Карасик Тетяна Леонідівна, Журавель Вадим Петрович
МПК: C10M 125/28
Мітки: сталей, мастильна, прокатки, труб, композиція, вуглецевих, гарячої
Формула / Реферат:
Мастильна композиція для гарячої прокатки труб із вуглецевих сталей, яка містить оксиди алюмінію, кальцію, натрію, бору і кремнію, яка відрізняється тим, що вона додатково містить оксид магнію при наступному співвідношенні компонентів, мас. %: оксид алюмінію 1,3-3,3 оксид кальцію 5-9 оксид натрію 17-20 оксид бору ...
Спосіб гарячої пілігримової прокатки труб
Номер патенту: 18667
Опубліковано: 25.12.1997
Автори: Березовський Валентин Володимирович, Чернявський Анатолій Олександрович, Козловський Альфред Іванович, Ващенко Олександр Костянтинович, Угрюмов Юрій Дмитрович
МПК: B21B 21/00
Мітки: пілігримової, гарячої, труб, спосіб, прокатки
Формула / Реферат:
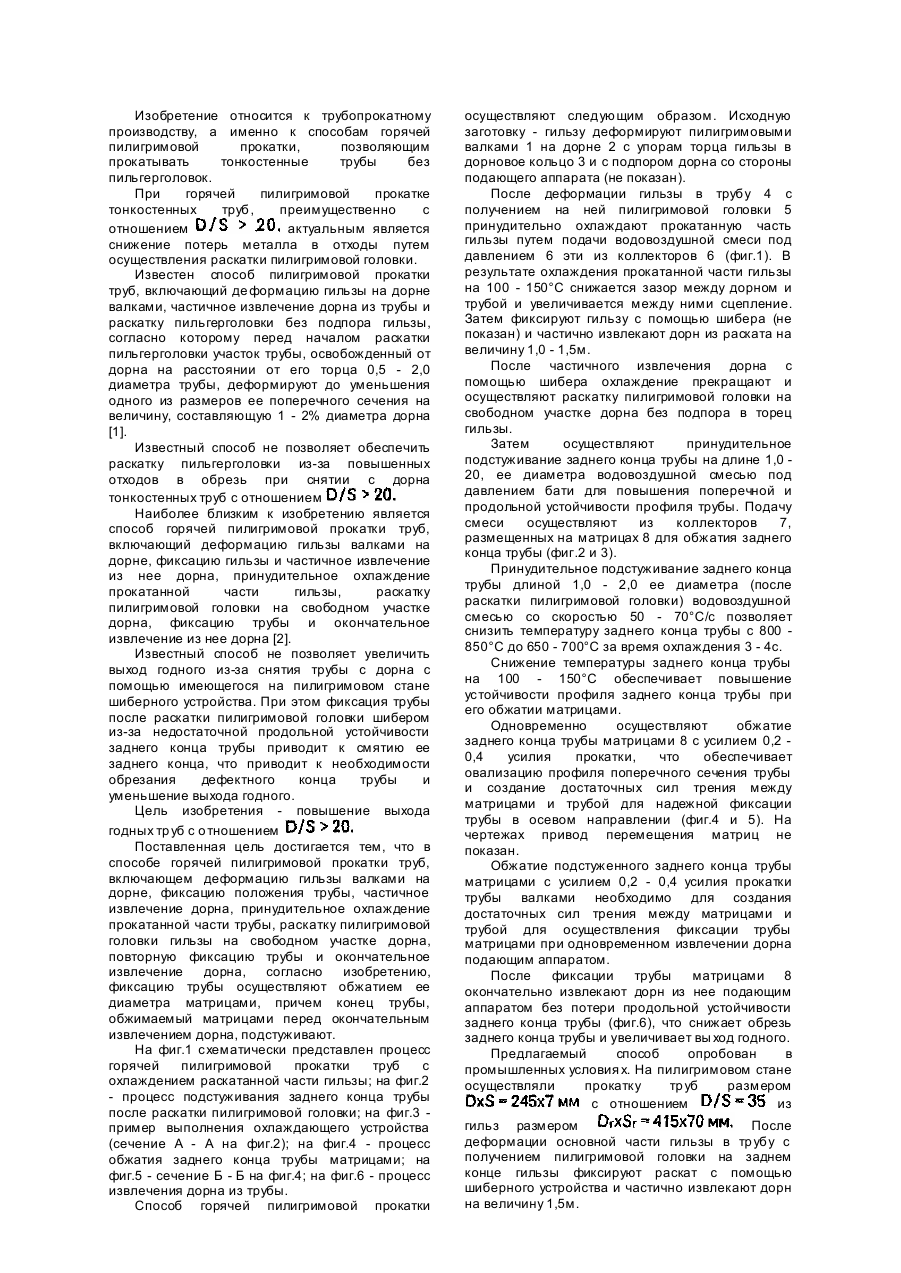
Способ горячей пилигримовой прокатки труб, включающий деформацию гильзы валками на дорне, фиксацию положения трубы, частичное извлечение дорна, принудительное охлаждение прокатанной части трубы, раскатку пилигримовой головки гильзы на свободном участке дорна, повторную фиксацию трубы и окончательное извлечение дорна, отличающийся тем, что D/S > 20, фиксацию трубы осуществляют обжатием ее диаметра матрицами, причем конец трубы, обжимаемый...
Спосіб гарячої прокатки труб з відцентроволитої порожнистої заготовки
Номер патенту: 20794
Опубліковано: 07.10.1997
Автори: Гутников Семен Піменович, Пахомов Геннадій Євдокимович, Сапогова Алла Євгенівна, Крихта Валерій Петрович, Большаков Володимир Іванович, Данилова Олена Валентинівна
МПК: B21B 23/00
Мітки: прокатки, гарячої, труб, заготовки, спосіб, порожнистої, відцентроволитої
Формула / Реферат:
Способ горячей прокатки труб из центробежнолитой полой заготовки, включающий нагрев заготовки, прокатку и раскатку, отличающийся тем, что раскатку на элонгаторе внутренней поверхности осуществляют с окружной скоростью 0,55-0,85 м/с и продольной подачей со скоростью 0,025-0,045 м/с.
Багатофункціональна присадка до мастильної композиції та мастильна композиція
Номер патенту: 67780
Опубліковано: 15.07.2004
Автори: Аксьонов Олександр Федотович, Стельмах Олександр Устимович, Панін Алєксандр Андрєєвіч, Тернова Тамара Василівна
МПК: C10M 133/00, C10M 159/18, C10M 125/00
Мітки: мастильної, композиція, багатофункціональна, мастильна, композиції, присадка
Формула / Реферат:
1. Застосування гідроксаматів або їх сумішей, діацилгідроксаматів або їх сумішей, β-дикетонатів або їх сумішей, β-кетоефіратів або їх сумішей, заміщених біля міжкарбонільного атома вуглецю β-дикетонатів або β-кетоефіратів, гідроксаматоефіратів 3d-, 4d-, 4f-металів або фторованих аналогів зазначених сполук як багатофункціональної присадки до мастильної композиції, що забезпечує беззнощувальну і безадгезійну роботу вузла...
Мастильна композиція
Номер патенту: 49857
Опубліковано: 15.10.2002
Автор: Малюта Людмила Павлівна
МПК: C10M 125/04, C10M 129/08, C10M 141/00
Мітки: мастильна, композиція
Формула / Реферат:
Мастильна композиція, що містить мідь, гліцерин і моторне мастило, яка відрізняється тим, що вона містить мідь у вигляді порошку дисперсністю 0,1 - 4,0 мкм і додатково олеїнову і вищі фторовмісні органічні кислоти при наступному співвідношенні компонентів, мас. %: мідь 0,15 - 0,20 гліцерин 0,03 - 0,04 олеїнова кислота 0,03 - 0,04 ...
Попередній патент: Спосіб виготовлення корпусів балонів
Наступний патент: Барабанний млин
Випадковий патент: Засіб підвищення зносостійкості реборд металевих коліс