Мастильна композиція для гарячої прокатки труб із вуглецевих сталей
Номер патенту: 56057
Опубліковано: 15.04.2003
Формула / Реферат
Мастильна композиція для гарячої прокатки труб із вуглецевих сталей, яка містить оксиди алюмінію, кальцію, натрію, бору і кремнію, яка відрізняється тим, що вона додатково містить оксид магнію при наступному співвідношенні компонентів, мас. %:
оксид алюмінію
1,3-3,3
оксид кальцію
5-9
оксид натрію
17-20
оксид бору
30-40
оксид магнію
3-7
оксид кремнію
решта.
Текст
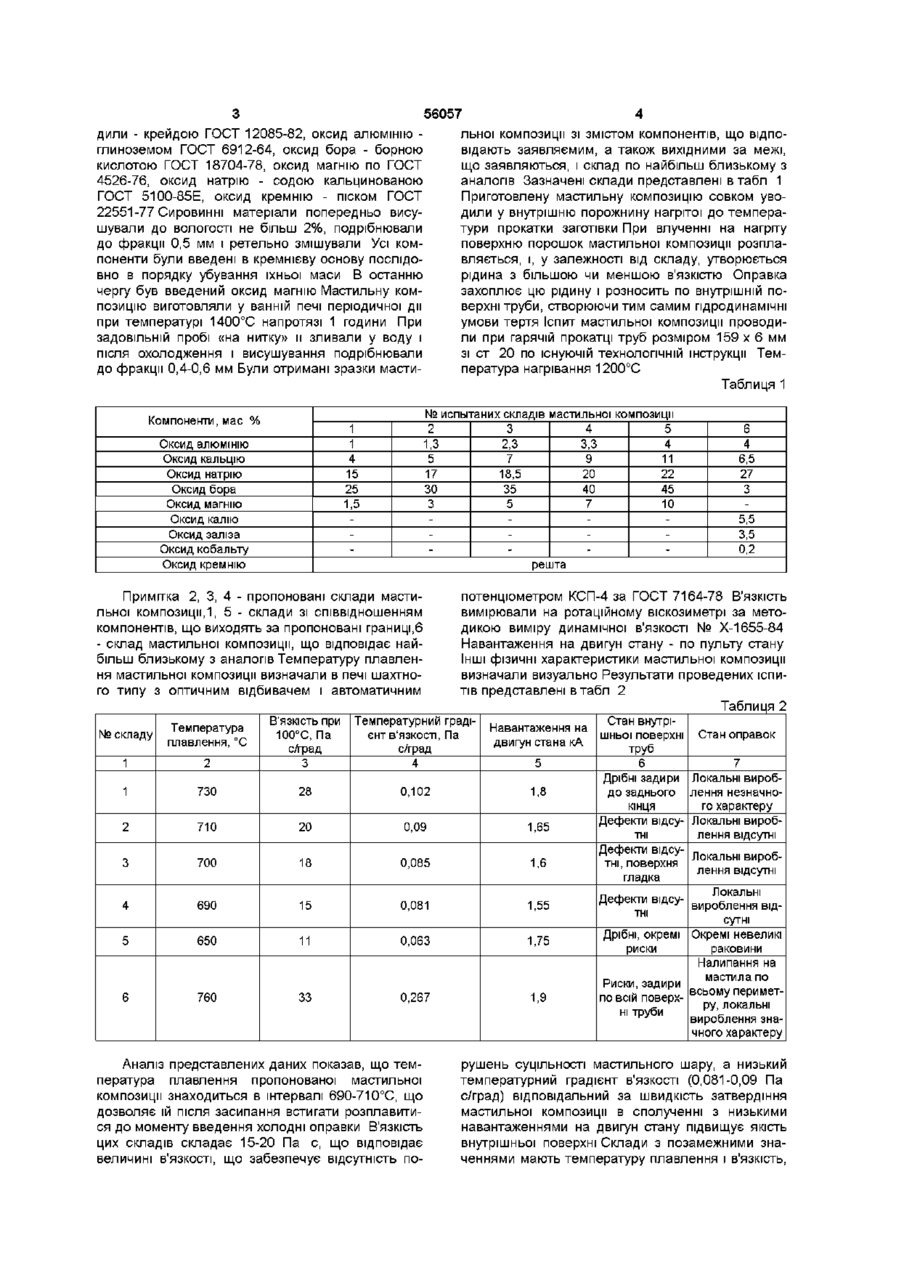
Мастильна композиція для гарячої прокатки труб із вуглецевих сталей, яка містить оксиди Винахід відноситься до трубного виробництва, зокрема до мастильних складів для нанесення на внутрішню поверхню при гарячій прокатці труб із вуглецевих сталей у температурному інтервалі 900-1200°С Відома мастильна композиція , яка містить, мас % оксид кремнію 50-58, оксид алюмінію до 15, оксид бора до 10, оксид кальцію до 25, оксид натрію 0,5-6 (патент США №3690135, кп 72-42, 1972 р) Через наявність у складі великої КІЛЬКОСТІ оксиду кальцію мастильна композиція різко збільшує в'язкість при зниженні температури заготівки від 1200° до 900 °С в ході технологічних операцій при гарячій прокатці труб, що приводить до и налипання на інструмент і сприяє появі рисок на внутрішній поверхні труб Відома також мастильна композиція для гарячої деформації металів, яка містить, мас % оксид алюмінію 0,5-7,5, оксид кальцію 3-10, оксид натрію 22-32, оксид бора 1,54,5, оксид калію 4-7, оксид заліза 1-6 , оксид кобальту 0,1-0,3, оксид кремнію - решта (А с СРСР № 681910, кл С10М 7/02, 1987р) Ця мастильна композиція має високу в'язкість ДО металу До того ж присутність у складі оксиду заліза при високій в'язкості мастильної композиції збільшує швидкість затвердіння мастильної плівки і не дозволяє їй рівномірно розподілятися по внутрішній поверхні заготівки Останнє порушує ЦІЛІСНІСТЬ мастильного шару і веде до появи оголених ділянок металу і, як наслідок, до появи дефектів на внутрішній поверхні труб В основі даного винаходу лежить рішення задачі по удосконаленню складу мастильної композиції для гарячої прокатки труб із вуглецевих сталей шляхом введення в и склад додаткового ПРОКАТКИ ТРУБ ІЗ видається під відповідальність власника патенту ВУГЛЕЦЕВИХ СТАЛЕЙ 2 алюмінію, кальцію, натрію, бору і кремнію, яка відрізняється тим, що вона додатково містить оксид магнію при наступному співвідношенні компонентів, мас % оксид алюмінію 1,3-3,3 оксид кальцію 5-9 оксид натрію 17-20 оксид бору 30-40 оксид магнію 3-7 оксид кремнію решта елемента, у результаті чого забезпечується підвищення якості внутрішньої поверхні гарячекатаних труб Ця задача вирішена тим, що мастильна композиція, що містить оксиди алюмінію, кальцію, натрію, бора і кремнію, ВІДПОВІДНО ДО винаходу, додатково містить оксид магнію при наступному співвідношенні компонентів, мас % оксид алюмінію 1,3-3,3 оксид кальцію 5-9 оксид натрію 17-20 оксид бора 30-40 оксид магнію 3-7 оксид кремнію решта Співвідношення компонентів, що заявляються, отримані експериментальним шляхом ВІДМІННІСТЬ пропонованої мастильної композиції від мастильної композиції по найбільш близькому з аналогів полягає у введенні до складу оксиду магнію при зазначеному співвідношенні компонентів Технічним результатом від застосування пропонованої мастильної композиції є підвищення якості внутрішньої поверхні гарячекатаних труб Це зв'язано з тим, що введення оксиду магнію дозволяє створити подвійний лужноземельний ефект, тобто сполучення двох лужноземельних компонентів (оксид кальцію і магнію) дозволяє знизити в'язкість і швидкість затвердіння мастильної композиції, що сприяє рівномірному розподілу и по внутрішній поверхні заготівки Останнє дозволяє зберегти ЦІЛІСНІСТЬ мастильного шару і, як результат, поліпшує якість внутрішньої поверхні труб Для готування мастильної композиції використовували наступні сировинні матеріали оксид кальцію вво 1 ю о (О ю 56057 льної композиції зі змістом компонентів, що відповідають заявляємим, а також вихідними за межі, що заявляються, і склад по найбільш близькому з аналогів Зазначені склади представлені в табл 1 Приготовлену мастильну композицію совком уводили у внутрішню порожнину нагрітої до температури прокатки заготівки При влученні на нагріту поверхню порошок мастильної композиції розплавляється, і, у залежності від складу, утворюється рідина з більшою чи меншою в'язкістю Оправка захоплює цю рідину і розносить по внутрішній поверхні труби, створюючи тим самим гідродинамічні умови тертя Іспит мастильної композиції проводили при гарячій прокатці труб розміром 159 х 6 мм зі ст 20 по існуючій технологічній інструкції Температура нагрівання 1200°С Таблиця 1 дили - крейдою ГОСТ 12085-82, оксид алюмінію глиноземом ГОСТ 6912-64, оксид бора - борною кислотою ГОСТ 18704-78, оксид магнію по ГОСТ 4526-76, оксид натрію - содою кальцинованою ГОСТ 5100-85Е, оксид кремнію - піском ГОСТ 22551-77 Сировинні матеріали попередньо висушували до вологості не більш 2%, подрібнювали до фракції 0,5 мм і ретельно змішували Усі компоненти були введені в кремнієву основу послідовно в порядку убування їхньої маси В останню чергу був введений оксид магнію Мастильну композицію виготовляли у ванній печі періодичної дії при температурі 1400°С напротязі 1 години При задовільній пробі «на нитку» и зливали у воду і після охолодження і висушування подрібнювали до фракції 0,4-0,6 мм Були отримані зразки масти Компоненти, мас % № испытаних складів мастильної композиції 2 3 4 5 2,3 3,3 4 1,3 5 7 9 11 17 18,5 20 22 ЗО 35 40 45 3 5 7 10 решта 1 1 4 15 25 1,5 Оксид алюмінію Оксид кальцію Оксид натрію Оксид бора Оксид магнію Оксид калію Оксид заліза Оксид кобальту Оксид кремнію Примітка 2, 3, 4 - пропоновані склади мастильної композиції,1, 5 - склади зі співвідношенням компонентів, що виходять за пропоновані границі,6 - склад мастильної композиції, що відповідає найбільш близькому з аналогів Температуру плавлення мастильної композиції визначали в печі шахтного типу з оптичним відбивачем і автоматичним потенціометром КСП-4 за ГОСТ 7164-78 В'язкість вимірювали на ротаційному віскозиметрі за методикою виміру динамічної в'язкості № Х-1655-84 Навантаження на двигун стану - по пульту стану Інші фізичні характеристики мастильної композиції визначали визуально Результати проведених ІСПИТІВ представлені в табл 2 Таблиця 2 2 В'язкість при 100°С, Па с/град 3 Температурний градієнт в'язкості, Па с/град 4 1 730 28 0,102 1,8 2 710 20 0,09 1,65 3 700 18 0,085 1,6 4 690 15 0,081 1,55 5 650 11 0,063 1,75 6 760 33 0,267 1,9 № складу Температура плавлення, °С 1 Аналіз представлених даних показав, що температура плавлення пропонованої мастильної композиції знаходиться в інтервалі 690-710°С, що дозволяє їй після засипання встигати розплавитися до моменту введення холодні оправки В'язкість цих складів складає 15-20 Па с, що відповідає величині в'язкості, ЩО забезпечує відсутність по 6 4 6,5 27 3 5,5 3,5 0,2 Навантаження на двигун стана кА 5 Стан внутрішньої поверхні Стан оправок труб 6 7 Дрібні задири Локальні виробдо заднього лення незначного характеру КІНЦЯ Дефекти відсу- Локальні виробтні лення відсутні Дефекти відсуЛокальні виробтні, поверхня лення відсутні гладка Локальні Дефекти відсувироблення відтні сутні Дрібні, окремі Окремі невеликі риски раковини Налипання на мастила по Риски, задири всьому периметпо всій поверхру, локальні ні труби вироблення значного характеру рушень суцільності мастильного шару, а низький температурний градієнт в'язкості (0,081-0,09 Па с/град) відповідальний за швидкість затвердіння мастильної композиції в сполученні з низькими навантаженнями на двигун стану підвищує якість внутрішньої поверхні Склади з позамежними значеннями мають температуру плавлення і в'язкість, що виходять за необхідний інтервал Склад 1 з високою температурою плавлення (730°С) і в'язкістю (28 Па с) після засипання проплавляється повільніше і при зіткненні з холодною оправкою швидше застигає, що погіршує якість внутрішньої поверхні труб, з'являються дрібні задири до заднього кінця Навантаження на двигун стану і температурний градієнт в'язкості при цьому підвищуються Склад 5 має трохи занижені температуру плавлення (650°С) і в'язкість (11 Па с), що також погіршує якість поверхні прокатаних труб через появу окремих дрібних рисок Появі дефектів сприяють підвищені навантаження на двигун стану 56057 і занадто низький температурний градієнт вязкості Мастильна композиція відповідна найбільш близькому з аналогів (склад 6) має температуру плавлення 760°С, високу в'язкість ( 33 Па с) і високий температурний градієнт в'язкості (0,267 Па с/град), що свідчить про високу швидкість затвердіння До того ж високі навантаження на двигун стану сприяють утворенню рисок і задирів по всій поверхні труби, що погіршує їхню якість Таким чином, використання пропонованої мастильної композиції забезпечує підвищення якості внутрішньої поверхні гарячекатаних труб Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюA lubricating composition for hot rolling the carbon steel tubes
Автори англійськоюKarasyk Tetiana Leonidivna, Zhuravel Vadym Petrovych
Назва патенту російськоюСмазочная композиция для горячей прокатки труб из углеродистых сталей
Автори російськоюКарасик Татьяна Леонидовна, Журавель Вадим Петрович
МПК / Мітки
МПК: C10M 125/28
Мітки: гарячої, труб, композиція, сталей, прокатки, мастильна, вуглецевих
Код посилання
<a href="https://ua.patents.su/3-56057-mastilna-kompoziciya-dlya-garyacho-prokatki-trub-iz-vuglecevikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Мастильна композиція для гарячої прокатки труб із вуглецевих сталей</a>
Спосіб гарячої пілігримової прокатки труб
Номер патенту: 18667
Опубліковано: 25.12.1997
Автори: Ващенко Олександр Костянтинович, Козловський Альфред Іванович, Угрюмов Юрій Дмитрович, Чернявський Анатолій Олександрович, Березовський Валентин Володимирович
МПК: B21B 21/00
Мітки: прокатки, спосіб, пілігримової, гарячої, труб
Формула / Реферат:
Способ горячей пилигримовой прокатки труб, включающий деформацию гильзы валками на дорне, фиксацию положения трубы, частичное извлечение дорна, принудительное охлаждение прокатанной части трубы, раскатку пилигримовой головки гильзы на свободном участке дорна, повторную фиксацию трубы и окончательное извлечение дорна, отличающийся тем, что D/S > 20, фиксацию трубы осуществляют обжатием ее диаметра матрицами, причем конец трубы, обжимаемый...
Мастильна композиція для пересування виробів із сталей та сплавів
Номер патенту: 23898
Опубліковано: 31.08.1998
Автори: Медведєв Михайло Іванович, Карасик Тетяна Леонідівна, Коваль Анатолій Тимофійович
МПК: C10M 133/20, C10M 125/28
Мітки: композиція, виробів, пересування, мастильна, сталей, сплавів
Формула / Реферат:
Смазочная композиция для прессования изделий из сталей и сплавов, включающая жидкое стекло и воду, отличающаяся тем, что она дополнительно содержит мочевину и стеклофритту при следующем соотношении компонентов, мас.%:Стеклофритта 10-60Жидкое стекло 5-25Мочевина 1-7Вода Остальное
Спосіб гарячої прокатки труб з відцентроволитої порожнистої заготовки
Номер патенту: 20794
Опубліковано: 07.10.1997
Автори: Крихта Валерій Петрович, Большаков Володимир Іванович, Гутников Семен Піменович, Сапогова Алла Євгенівна, Данилова Олена Валентинівна, Пахомов Геннадій Євдокимович
МПК: B21B 23/00
Мітки: заготовки, труб, прокатки, порожнистої, відцентроволитої, гарячої, спосіб
Формула / Реферат:
Способ горячей прокатки труб из центробежнолитой полой заготовки, включающий нагрев заготовки, прокатку и раскатку, отличающийся тем, что раскатку на элонгаторе внутренней поверхности осуществляют с окружной скоростью 0,55-0,85 м/с и продольной подачей со скоростью 0,025-0,045 м/с.
Спосіб періодичної прокатки тонкостінних труб із нержавіючих сталей
Номер патенту: 26070
Опубліковано: 30.04.1999
Автори: Шелест Анатолій Герасимович, Загребельний Віктор Терентійович, Куценко Олександр Іванович, Чигиринський Юрій Васильович, Самойленко Геннадій Дмитрович, Кучеренко Валер'ян Романович, Ткаченко Микола Володимирович, Цупкін Анатолій Вікторович, Яременко Микола Іванович, Король Радомір Миколайович, Третяк Володимир Якович, Кекух Станіслав Миколайович, Лісовський Олександр Олександрович, Король Микола Миколайович
МПК: B21B 21/00
Мітки: сталей, періодичної, нержавіючих, тонкостінних, труб, прокатки, спосіб
Формула / Реферат:
Способ периодической прокатки тонкостенных труб из нержавеющих сталей, включающий первоначальный нагрев в индукторе трубной заготовки до 300°C, ее порционную подачу в очаг деформации и деформацию по диаметру и толщине стенки в калибре, образованном ручьями валков переменного сечения, на конической оправке, отличающийся тем, что каждый из концевых участков трубной заготовки длиной, составляющей (24 ¸ 40) величины ее подачи, нагревают до...
Мастильна композиція
Номер патенту: 49857
Опубліковано: 15.10.2002
Автор: Малюта Людмила Павлівна
МПК: C10M 125/04, C10M 129/08, C10M 141/00
Мітки: композиція, мастильна
Формула / Реферат:
Мастильна композиція, що містить мідь, гліцерин і моторне мастило, яка відрізняється тим, що вона містить мідь у вигляді порошку дисперсністю 0,1 - 4,0 мкм і додатково олеїнову і вищі фторовмісні органічні кислоти при наступному співвідношенні компонентів, мас. %: мідь 0,15 - 0,20 гліцерин 0,03 - 0,04 олеїнова кислота 0,03 - 0,04 ...
Попередній патент: Засіб для лікування та профілактики доброякісної гіперплазії передміхурової залози “простатосан”
Наступний патент: Спосіб травлення фольги для конденсаторів і ванна для його здійснення
Випадковий патент: Пристрій для шліфування насіння