Пристрій центрувальний
Номер патенту: 111646
Опубліковано: 25.05.2016
Автори: Кознарський Ярослав Петрович, Кіт Любомира Миколаївна, Торський Адріан Романович
Формула / Реферат
Пристрій центрувальний, що містить основну базову плиту з встановленим у її центральній частині механізмом обертання об'єкта центрування, вісь якого співпадає з віссю симетрії пар граничних ліній-візирів, тримачі яких розміщено у двох різних фронтальних площинах паралельно одна одній і нормально до горизонтальної, в якій здійснюють його доцентрове зміщення елементами, встановленими під рівними кутами один до одного, який відрізняється тим, що включає один центральний, що діє незалежно від групи з трьох або чотирьох периферійних елементів вертикального переміщення з фіксуванням положення об'єкта центрування по висоті, елементи грубого, наближеного і точного встановлення відхилення положення центра ваги об'єкта центрування від осі його обертання, елементи маркування проекцій осі обертання об'єкта центрування на його верхній торець, юстирувальні та захисні пристосування, а також одну нерухому та дві рухомі плити базування елементів з числа вищезгаданих відносно трьох або чотирьох пар стрижнів-колон, встановлених на основній базовій плиті симетрично осі обертання об'єкта центрування, причому кожний елемент доцентрового зміщення об'єкта центрування представлено блоком з двох гідроциліндрів, що діють синхронно або незалежно один від одного, а кожний блок встановлено у проміжку між двома стрижнями-колонами з можливістю регулювання і фіксування положення по висоті, при цьому їх штоки сполучено пластиною з жорсткого еластичного матеріалу, яка закріплена горизонтально і періодично контактує з бічною поверхнею об'єкта центрування; а осьовим елементом вертикального переміщення об'єкта центрування служить шток гідроциліндра, що пронизує пустотілий вал механізму обертання об'єкта центрування по всій довжині, причому їх геометричні осі співпадають, містить сфероподібну поверхню, яка контактує з внутрішньою центральною конусоподібною заглибиною технологічної оправки, жорстко сполученою з балансувальним диском, у верхній частині якого розміщено балансувальні гвинти з гайками та шкалу з відмітником кута повороту, на бічній - конусну дзеркальну поверхню, а нижню підпирають три або чотири штоки електромеханічного аретира гвинтового типу, що діють синхронно при послідовному включенні відповідних електродвигунів; елементами грубого наближеного і точного визначення відхилення положення центра ваги об'єкта центрування від осі його обертання, де на першому рівні використано три або чотири сигнальні лампочки, що спалахують при контакті кожного штока електромеханічного аретира, що ізольований електрично від корпусу пристрою, з балансувальним диском, на другому - канали з оптичних важелів у складі джерела паралельного пучка світла, рухомого дзеркала, вставленого на плиті з можливістю вертикального переміщення по напрямних, утворених кожною парою стрижнів-колон і фіксування їх положення, конічної дзеркальної поверхні балансувального диска, нерухомого дзеркала, встановленого з можливістю юстирування на верхній рухомій монтажній плиті кожний, та знімного дископодібного матового екрана, встановленого на нерухомій монтажній плиті співвісно до осі обертання об'єкта центрування, і третьому - відповідною кількістю сенсорів електронного рівня шляхом точного виміру величини зазору між нижньою поверхнею балансувального диска і верхнім торцем кожного сенсора; кожний з двох тримачів пар граничних ліній-візирів з прозорого матеріалу встановлено з можливістю регулювання і закріплення необхідного положення у рамці з двох вертикальних кутників, що закінчуються стрижнем знизу кожний та скріплені між собою поперечною пластиною, а зверху - кутником з полицею назовні, де розміщено два додаткові штифти, якими рамка центрується і остаточно фіксується гвинтами як до нерухомої монтажної плити, так і до основної базової плити; елементи маркування представлено як циліндричною гільзою, розміщеною на проміжній монтажній плиті з можливістю її вертикального зміщення та фіксування відносно направляючих пар стрижнів-колон відповідно до висоти об'єкта центрування, і в яку вставляється стакан з трафаретом, центральний отвір якого ковзає вздовж осі обертання об'єкта центрування, так і Т-подібною траверсою, пристосованою до застосування однієї з відомих схем лазерного різання матеріалів і опертої з одного боку на дві шпильки, що вкручені у торці пари стрижнів-колон, а з іншого - на торець прикріпленої до основної базової плити додаткової колони; до комплекту юстирувальних пристосувань входять: робочий еталон у вигляді циліндра, нижня частина якого за формою і розмірами ідентична технологічній оправці, юстирувальна оправка у вигляді диска з двома реперними поверхнями, строго перпендикулярними до осі обертання об'єкта центрування дзеркальною поверхнею, нахиленою прецензійно під кутом 45° до неї на периферії, та хвостовою частиною, що відповідає конусній частині штока гідроциліндра, і юстирувальна оправка-піраміда, дзеркальні грані та хвостова частина якої аналогічні до попередньої, а висота відповідає величині вертикального ходу рухомих дзеркал, що здійснюється синхронно; захист органів зору здійснюють тубуси з напівпрозорого матеріалу, що вставляються у відповідні гнізда монтажної плити, захисні ковпачки з непрозорого матеріалу, що закривають прозорі віконечка, встановлені на захисному кожусі, та дефлектор, що розміщений на шляху конкретного променя при умові його застосування; захисний кожух та пустотілий корпус монтують відповідно зверху та знизу до основної базової плити; крім цього, шток механізму підйому та опускання технологічної оправки, штоки електромеханічного аретиру та сенсори електронного рівня розташовані радіально в межах внутрішнього діаметра корпуса механізму обертання технологічної оправки.
Текст
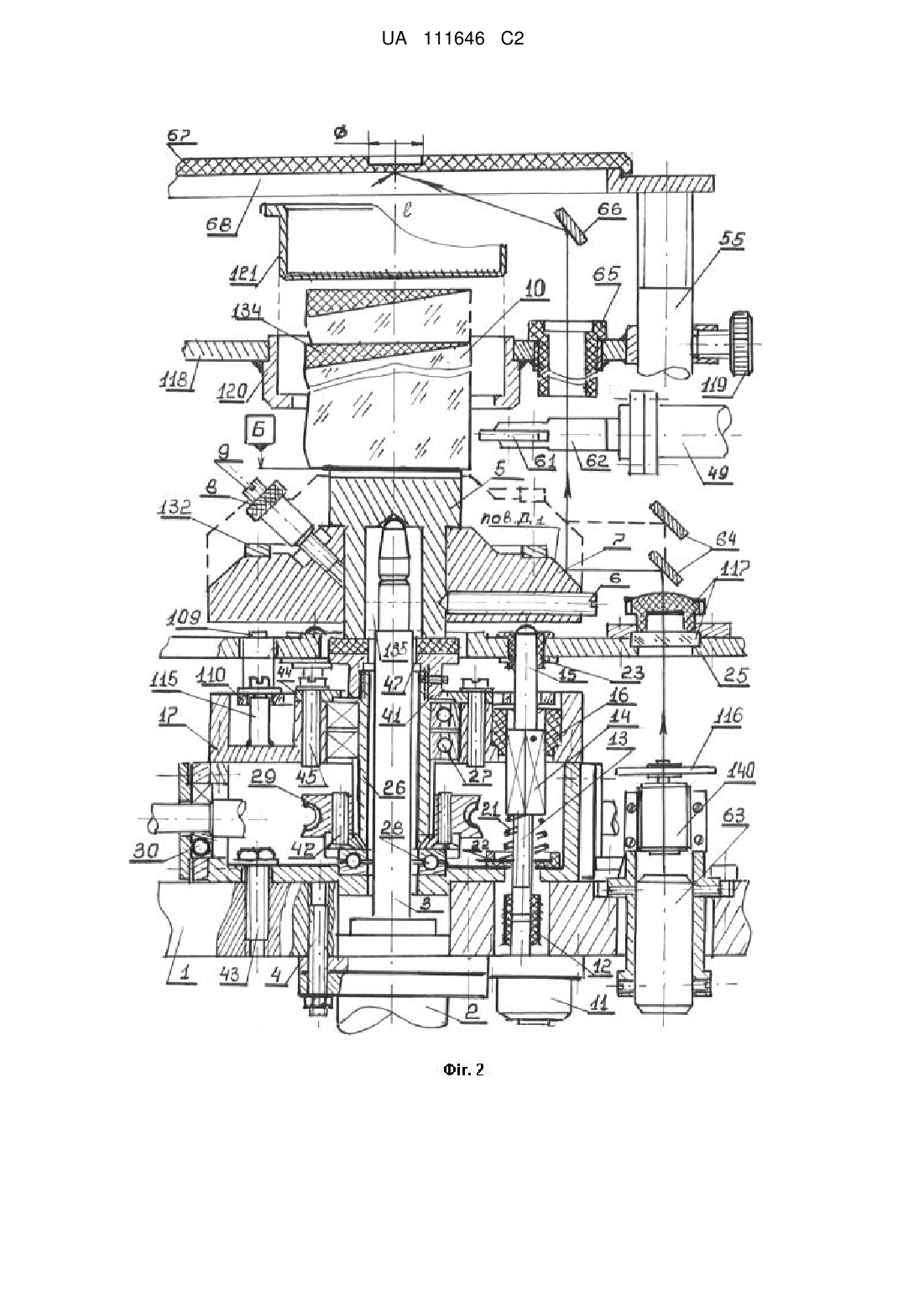
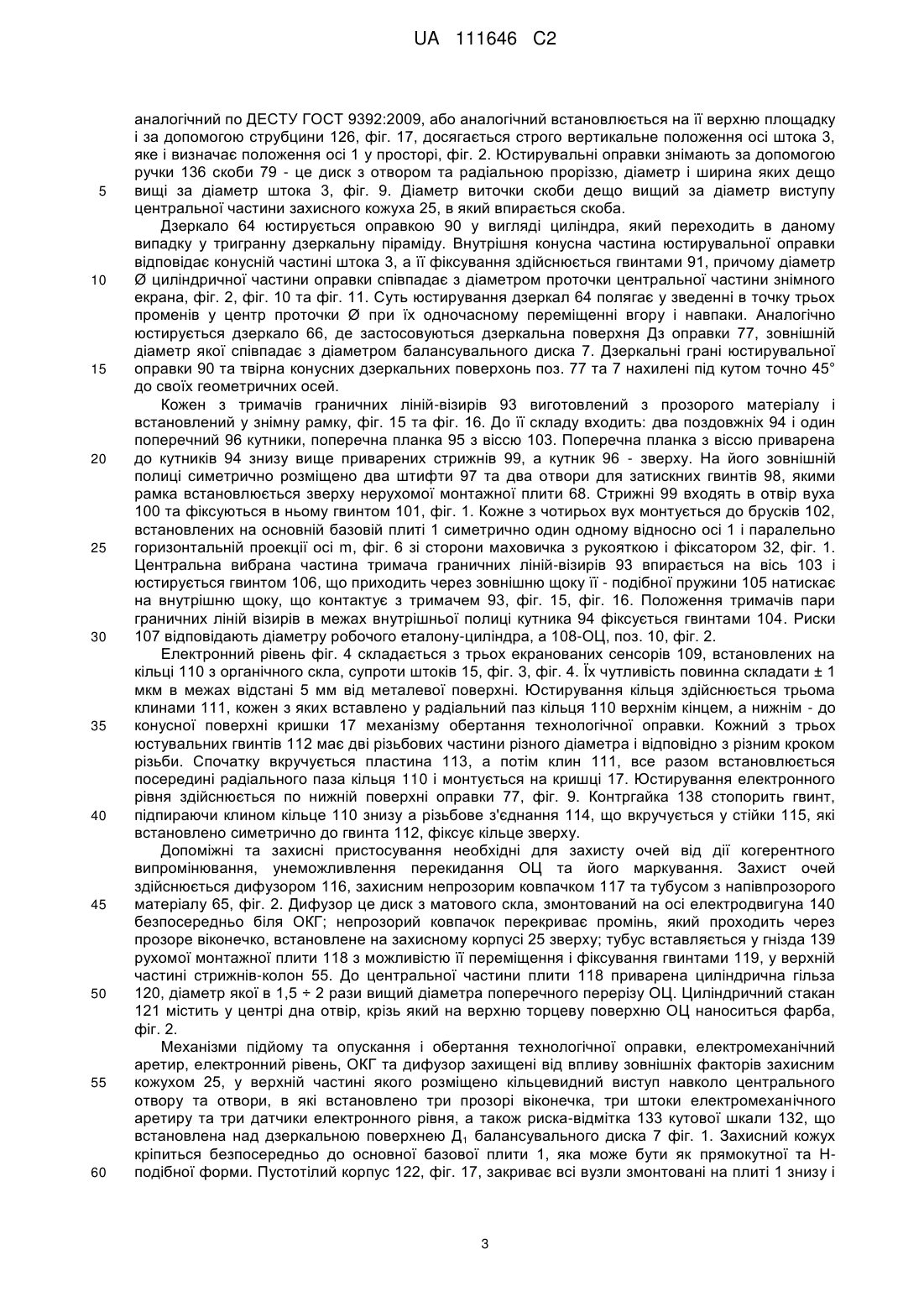
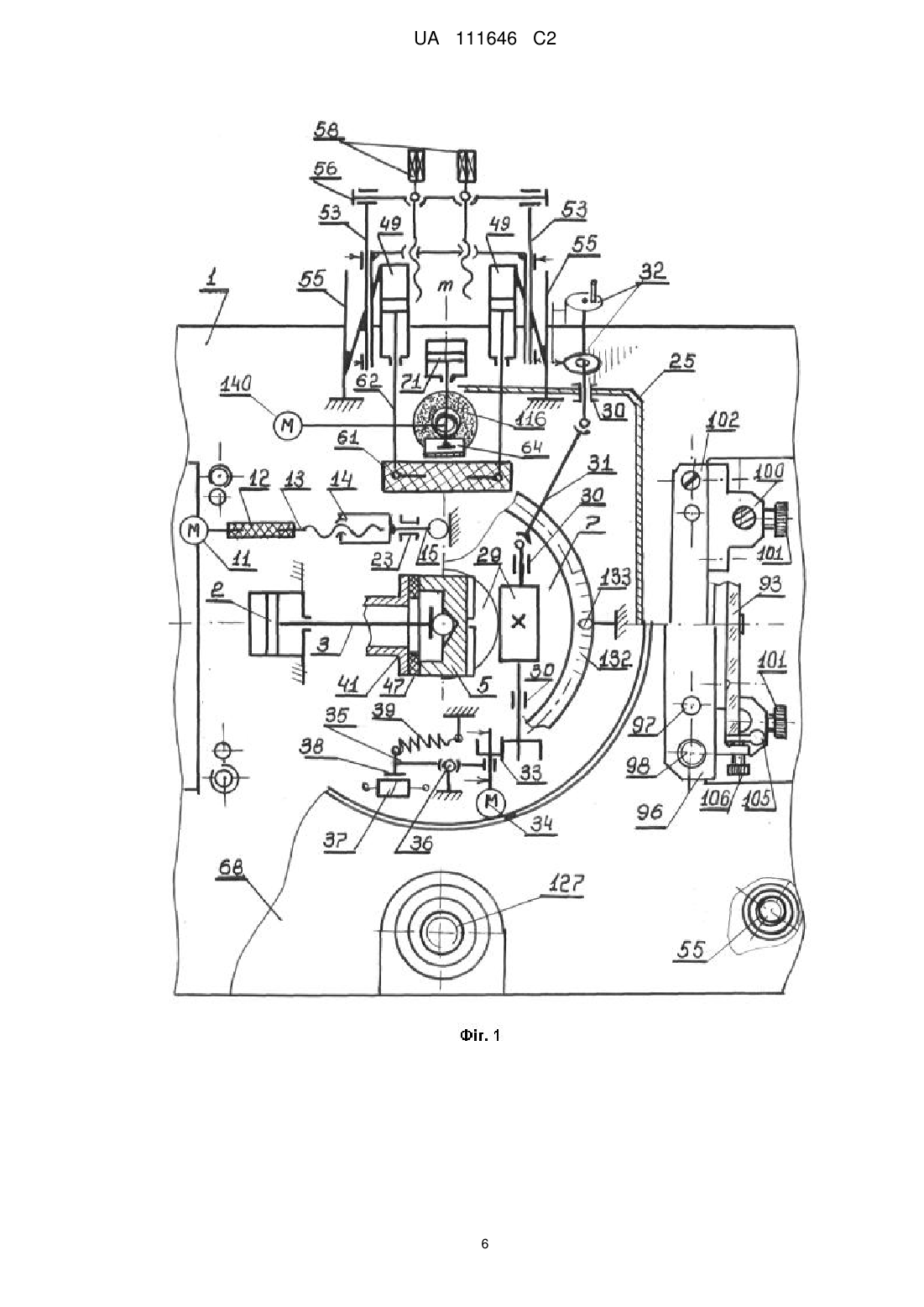
Реферат: Пристрій центрувальний дає змогу визначити положення осі обертання, що проходить через центр ваги тіла і нормальна до його базової поверхні, так званим механічним центруванням, та порівняти його з положенням осі обертання, визначеним геометричним центруванням об'єкта відносно тієї ж базової поверхні за допомогою пар граничних ліній-візирів, розташованих паралельно та симетрично до осі обертання у просторі. UA 111646 C2 (12) UA 111646 C2 UA 111646 C2 5 10 15 20 25 30 35 40 45 50 55 60 Пропонований винахід належить до радіоелектронного матеріалознавства, зокрема технології вирощування монокристалів методом Чохральського і може бути використаний у машинобудуванні, приладобудуванні та наукових дослідженнях. Теоретичне опрацювання проблематики визначення положення центру ваги тіла у загальному випадку вже триває понад п'ятдесят років. Зокрема вона надзвичайно актуальна при експлуатації сучасної авіаційної техніки [1]. Патентом України 5 1 877, G 06 К 9/00, 2010 р задачу з визначення центра тяжіння зображення, тобто плоскої геометричної фігури, можна вважати вирішеною. Відомий спосіб визначення положення центру ваги тіла графічно при заданих координатах центрів тяжіння і ваги, об'єму або площі його складових частин Пат. України В68 193, G 01 В 5/00,2012 р. Задачею пропонованого винаходу є створення пристрою для визначення положення осі, що проходить через центр ваги тіла, нормальної до його базової поверхні, на засадах виключно класичної механіки, Такий підхід назвемо механічним центруванням об'єкта. Найбільш близьким до заявленого є пристрій центруючий, яким повністю вирішена проблема геометричного центрування об'єктів. Пат. України 90652, В28Д15/00, 2010 р. В даному випадку при визначенні вищезгаданої осі враховується тільки форма бічної поверхні об'єкта центрування. Логічно співставити положення вісі визначеної механічним з віссю визначеною геометричним центруванням відносно однієї бази. Для досягнення поставленої мети конструкцію пристрою центрувального необхідно суттєво вдосконалити. Пристрій центрувальний складається з механічної частини, до складу якої входять: механізм підйому та опускання технологічної оправки, електромеханічний аретир, механізм обертання об'єкта центрування, далі ОЦ, механізм зміщення положення ОЦ; оптичної частини, що складається з трьох незалежних оптичних схем, що включають джерело світла, три дзеркальних поверхні та спільний екран; електронного рівня, однієї пари тримачів ліній-візирів і допоміжних пристосувань. Пневмогідравлічний привід, розподільна система, електричне та електронне керування з датчиками лінійного зміщення ОЦ до опису не включені. Всі механізми, вузли та складові оптичних схем змонтовані на основній базовій плиті, приєднаних до неї трьох парах стрижнівколон, додатково сполучених між собою однією нерухомою та двома рухомими монтажними плитами у вигляді багатокутника правильної форми та округлим отвором у центрі. Механізм підйому та опускання технологічної оправки 5, фіг. 2 та фіг. 1, реалізовано гідроциліндром 2 з подовженим штоком 3 та конусною і сферичною частинами на кінці. Він приєднується до основної базової плити 1 різьбовим з'єднанням 4. Технологічна оправка 5 встановлюється в центральний отвір балансувального диска 7 і жорстко фіксується затискними гвинтами 6. Внутрішня центральна конусоподібна частина технологічної оправки впирається у сферичну частину штока 3. Він пронизує пустотілий вал 26 механізму обертання ОЦ 10 по всій його довжині і додатково має довжину ходу від 20 мм до 50 мм. Балансування тобто встановлення горизонтального положення поз. 7 здійснюється трьома фасонними гайками 8 і гвинтами 9. При балансуванні застосовується робочий еталон-циліндр, нижня частина якого за формою та розмірами співпадає з відповідними технологічної справки. Горизонтальні проекції осей позицій 6 та 9 зміщено на кут 60° одна відносно іншої. Електромеханічний аретир у вигляді трьох штоків 15, розташованих у вершинах правильного трикутника підпирають балансувальний диск 7 знизу, здійснюючи незалежно від штока 3 вертикальне переміщення ОЦ. Обертовий момент кожного з трьох електродвигунів 11, включених у коло послідовно, передається до гвинта 13 через ізольоване електрично гнучке сполучення 12. Гвинт переміщає маточну гайку 14 у вигляді призми правильної форми, яка переходить у циліндричний шток 15. Втулка 16 виготовлена також з ізоляційного матеріалу, встановлена на кришці 17 механізму обертання технологічної справки, фіг. 4 і має поперечний переріз, ідентичний поперечному перерізу призматичної частини маточної гайки 14, фіг. 3. До корпусу 19 механізму обертання змонтовано назустріч один одному дві пари мікровимикачі 18. Ними встановлюються межі граничного вертикального переміщення штоків 15, а їх контакти підключено таким чином, що при розмиканні одного з них розривається послідовне коло живлення електродвигунів 11. Розмикання контактів відбувається при натисканні на кнопку мікровимикача пружинної пластинки 20. Її форма відповідає формі стандартної стопорної шайби з прямокутним подовженням, яке ізольоване від паза корпусу 19 накладками зверху та знизу. Стопорна частина пластинки 20 встановлюється у кругову канавку, розташовану в нижній частині маточної гайки і підпирається знизу контактною пружиною 21, фіг. 2. Вона разом з контактною шайбою ізолюється від корпусу 19 прокладкою 22. Зі сторони захисного кожуха 25 фіг. 4, шток 15 ізолюється втулкою 23, що зафіксована стопорною шайбою 24. При цьому наконечники 26 для штоків 15 можуть виготовлятися зі струмопровідної гуми. В такий спосіб 1 UA 111646 C2 5 10 15 20 25 30 35 40 45 50 55 60 кожний дотик одного з трьох штоків 15 до балансувального диска 7 знизу замикає коло живлення однієї з трьох сигнальних лампочок або світлодіодів. Механізм обертання або колового повороту технологічної оправки та балансувального диска застосовується при геометричному центруванні об'єктів відносно осі 1 нормальної до бази Б, фіг. 2, механічному центруванні та лазерному маркуванні ОЦ. Основна частина механізму зібрана у циліндричному корпусі 19, фіг. 3, фіг. 2, днище якого дисковидним виступом встановлено і жорстко закріплено в центральній частині основної базової плити 1 трьома болтами 43. Крізь відповідні отвори на периферії пропущено гвинти 13 електромеханічного аретира. Пустотілий вал 26 встановлено на опорах 27 та 28, а колесо черв'ячної передачі 29 монтується на підп'ятнику гвинтами 42. Опора 28 вставляється у виточку днища у центрі корпуса 19. Гра опор 27 відрегульована фасонною гайкою 41 з фланцем, яка зафіксована стопорним гвинтом 40 в одній із осьових канавок на валу 26, фіг. 4. Різьбове сполучення 45 з'єднує притискну кришечку 44 до кришки 17, яка гвинтами 46 сполучена з корпусом 19. Фланець фасонної гайки 41 підпирає технологічну оправку 5 знизу через прокладку 47, виготовлену з каліброваної гуми, що сприяє ефективності передачі обертового моменту. Вал черв'яка встановлено на плаваючих опорах 30, які розміщені на двох пластинах 48, жорстко скріплених з корпусом 19 паралельно одна одній. Цей вал має як механічний, так і ручний приводи, фіг. 1. Він з одного боку через кардан 31 обертається маховичком з рукояткою 32 і стопориться фіксатором, а з іншого - через шківи фрикційної передачі 33 з електродвигуном 34. Коромисло 35 встановлено на осі 36, змонтованій на пластині 48,і відтягується пружиною 39. На його плечі з одного боку монтується електродвигун 34, а на іншому - якір 38, що притягується електромагнітом 37, змонтованим на пластині 48, створюючи притискне зусилля фракційної передачі. Механізм зміщення положення ОЦ в межах робочої поверхні технологічної оправки представлено фіг. 5 та фіг. 6. Це три або чотири пари гідроциліндрів 49 зблокованих Пподібними траверсами 50 різьбовим з'єднанням 51 по торцях. Різьбове з'єднання 52 пропущене крізь планки траверзи, вертикальні пази, що вибрані вздовж висоти пластини 53 і тіло сухаря 54 фіксує вертикальне положення кожного блока гідроциліндрів відносно стрижнів-колон 55, до яких пластини 53 жорстко скріплено гвинтами 137. Поперечний профіль кожного сухаря є кутник, одна внутрішня полиця якого одночасно спряжена з торцевою поверхнею траверси 50 і пластини 53, а інша має буртик що входить у паз цієї пластини. Знімне пристосування, яке складається з поперечної планки 59, двох гвинтів 58 з гайками прямокутного профілю 60 та осі 56 з лисками на кінцях, де розміщено прокладки 143, які сферично зчленовані з гвинтами 58, суттєво спрощує монтування і регулювання положення кожного з блоків гідроциліндрів. Вісь 56 конусною частиною на кінцях спряжена з півотвором 57, вибраним на пластині 53, фіг. 7 та фіг. 8, вид зверху повернуто. Пластиною 144 встановлено крайнє нижнє положення планки 59. Маніпулювання ОЦ здійснюється трьома пластинами 61 з жорсткого еластичного матеріалу, кожна з яких закріплена у прорізі двох штоків 62 відповідно гідроциліндрів 49, фіг. 6. Кожний з трьох каналів оптичної частини пристрою призначений для візуальної оцінки відхилення балансувального диска 7 від горизонтального рівня. Паралельний промінь світла від малопотужного ОКГ, 63 скеровується на рухоме дзеркало 64, фіг. 2, відбиваючись потрапляє на конусну дзеркальну поверхню Д1 балансувального диска 7, проходить через тубус 65 і за допомогою нерухомого дзеркала 66 відхиляється до центральної частини знімного екрана 67, виготовленого з напівпрозорого матеріалу. Знімний екран містить кільцевидний буртик, яким центрується на нерухомій монтажній плиті 68, що скріплює стрижні-колони 55 гвинтами 69, фіг. 5. Рухоме дзеркало 64 встановлено і приклеєно до косої площадки 75, кронштейна 74, що закріплений у пазу пластини 70 трьома гвинтами 76, фіг. 12, фіг. 13. Три гідроциліндри 71 та шість стрижнів-колон 55 монтуються до основної базової плити 1 різьбовим з'єднанням, відповідно 142 і 141, а упори 92 додатково обмежують вертикальне переміщення штока 72 самогальмівного гідроциліндра, сполученого з пластиною 70 шплінтованим різьбованим з'єднанням 73. На відміну від гідроциліндрів механізму переміщення ОЦ дія гідроциліндрів 71 завжди є синхронною. Нерухоме дзеркало 66 монтується на кронштейні 80, що встановлений на рухомій монтажній плиті 81, фіг. 6, фіг. 14. Її вертикальне положення встановлюється в межах різьбової частини стрижнів-колон 55 і фіксується фасонними гайками 82. Елементами юстирування дзеркала 66 служать: осі 83 та 84, затискач 85, гвинти 86 та 87 та пружина, розтягнута між кронштейном 80 і скобою 88 стрижнями 89. Лінійні розміри та в дзеркала 66 в 1,2÷1,8 разу вищі у порівнянні з дзеркалом 64, відповідно і косих площадок 75 при їх однаковій висоті h, фіг. 13. Юстирування дзеркал відбувається наступним чином. На конусну частину штока 3 встановлюється і фіксується гвинтами 78 юстирувальна оправка 77, фіг. 9. Рамковий рівень або 2 UA 111646 C2 5 10 15 20 25 30 35 40 45 50 55 60 аналогічний по ДЕСТУ ГОСТ 9392:2009, або аналогічний встановлюється на її верхню площадку і за допомогою струбцини 126, фіг. 17, досягається строго вертикальне положення осі штока 3, яке і визначає положення осі 1 у просторі, фіг. 2. Юстирувальні оправки знімають за допомогою ручки 136 скоби 79 - це диск з отвором та радіальною проріззю, діаметр і ширина яких дещо вищі за діаметр штока 3, фіг. 9. Діаметр виточки скоби дещо вищий за діаметр виступу центральної частини захисного кожуха 25, в який впирається скоба. Дзеркало 64 юстирується оправкою 90 у вигляді циліндра, який переходить в даному випадку у тригранну дзеркальну піраміду. Внутрішня конусна частина юстирувальної оправки відповідає конусній частині штока 3, а її фіксування здійснюється гвинтами 91, причому діаметр Ø циліндричної частини оправки співпадає з діаметром проточки центральної частини знімного екрана, фіг. 2, фіг. 10 та фіг. 11. Суть юстирування дзеркал 64 полягає у зведенні в точку трьох променів у центр проточки Ø при їх одночасному переміщенні вгору і навпаки. Аналогічно юстирується дзеркало 66, де застосовуються дзеркальна поверхня Дз оправки 77, зовнішній діаметр якої співпадає з діаметром балансувального диска 7. Дзеркальні грані юстирувальної оправки 90 та твірна конусних дзеркальних поверхонь поз. 77 та 7 нахилені під кутом точно 45° до своїх геометричних осей. Кожен з тримачів граничних ліній-візирів 93 виготовлений з прозорого матеріалу і встановлений у знімну рамку, фіг. 15 та фіг. 16. До її складу входить: два поздовжніх 94 і один поперечний 96 кутники, поперечна планка 95 з віссю 103. Поперечна планка з віссю приварена до кутників 94 знизу вище приварених стрижнів 99, а кутник 96 - зверху. На його зовнішній полиці симетрично розміщено два штифти 97 та два отвори для затискних гвинтів 98, якими рамка встановлюється зверху нерухомої монтажної плити 68. Стрижні 99 входять в отвір вуха 100 та фіксуються в ньому гвинтом 101, фіг. 1. Кожне з чотирьох вух монтується до брусків 102, встановлених на основній базовій плиті 1 симетрично один одному відносно осі 1 і паралельно горизонтальній проекції осі m, фіг. 6 зі сторони маховичка з рукояткою і фіксатором 32, фіг. 1. Центральна вибрана частина тримача граничних ліній-візирів 93 впирається на вісь 103 і юстирується гвинтом 106, що приходить через зовнішню щоку її - подібної пружини 105 натискає на внутрішню щоку, що контактує з тримачем 93, фіг. 15, фіг. 16. Положення тримачів пари граничних ліній візирів в межах внутрішньої полиці кутника 94 фіксується гвинтами 104. Риски 107 відповідають діаметру робочого еталону-циліндра, а 108-ОЦ, поз. 10, фіг. 2. Електронний рівень фіг. 4 складається з трьох екранованих сенсорів 109, встановлених на кільці 110 з органічного скла, супроти штоків 15, фіг. 3, фіг. 4. Їх чутливість повинна складати ± 1 мкм в межах відстані 5 мм від металевої поверхні. Юстирування кільця здійснюється трьома клинами 111, кожен з яких вставлено у радіальний паз кільця 110 верхнім кінцем, а нижнім - до конусної поверхні кришки 17 механізму обертання технологічної оправки. Кожний з трьох юстувальних гвинтів 112 має дві різьбових частини різного діаметра і відповідно з різним кроком різьби. Спочатку вкручується пластина 113, а потім клин 111, все разом встановлюється посередині радіального паза кільця 110 і монтується на кришці 17. Юстирування електронного рівня здійснюється по нижній поверхні оправки 77, фіг. 9. Контргайка 138 стопорить гвинт, підпираючи клином кільце 110 знизу а різьбове з'єднання 114, що вкручується у стійки 115, які встановлено симетрично до гвинта 112, фіксує кільце зверху. Допоміжні та захисні пристосування необхідні для захисту очей від дії когерентного випромінювання, унеможливлення перекидання ОЦ та його маркування. Захист очей здійснюється дифузором 116, захисним непрозорим ковпачком 117 та тубусом з напівпрозорого матеріалу 65, фіг. 2. Дифузор це диск з матового скла, змонтований на осі електродвигуна 140 безпосередньо біля ОКГ; непрозорий ковпачок перекриває промінь, який проходить через прозоре віконечко, встановлене на захисному корпусі 25 зверху; тубус вставляється у гнізда 139 рухомої монтажної плити 118 з можливістю її переміщення і фіксування гвинтами 119, у верхній частині стрижнів-колон 55. До центральної частини плити 118 приварена циліндрична гільза 120, діаметр якої в 1,5 ÷ 2 рази вищий діаметра поперечного перерізу ОЦ. Циліндричний стакан 121 містить у центрі дна отвір, крізь який на верхню торцеву поверхню ОЦ наноситься фарба, фіг. 2. Механізми підйому та опускання і обертання технологічної оправки, електромеханічний аретир, електронний рівень, ОКГ та дифузор захищені від впливу зовнішніх факторів захисним кожухом 25, у верхній частині якого розміщено кільцевидний виступ навколо центрального отвору та отвори, в які встановлено три прозорі віконечка, три штоки електромеханічного аретиру та три датчики електронного рівня, а також риска-відмітка 133 кутової шкали 132, що встановлена над дзеркальною поверхнею Д1 балансувального диска 7 фіг. 1. Захисний кожух кріпиться безпосередньо до основної базової плити 1, яка може бути як прямокутної та Нподібної форми. Пустотілий корпус 122, фіг. 17, закриває всі вузли змонтовані на плиті 1 знизу і 3 UA 111646 C2 5 10 15 20 25 30 35 40 45 50 встановлюється на горизонтальній віброізольованій поверхні. Чотири реперних поверхні 124 по кутах становлять головну технологічну базу Т пристрою. Користуючись струбциною 126, різьбовим з'єднанням 123 та юстирувальною оправкою 77 затискаємо почергово прокладки 125 із жорсткого еластичного матеріалу, точно встановлюючи горизонтальне положення плити 1. Конструкція пристрою передбачає застосування лазерного маркування ОЦ. Основна базова плита містить додатковий отвір, в який різьбовим з'єднанням встановлюється колона 127. Траверса Т-подібної форми 128 різьбовим з'єднанням 130 приєднується до колони, а шпильками 129 - до стрижнів-колон 55. Прокладки 131 виконують ідентичну функцію до прокладок 125. При лазерному маркуванні гільза 120, фіг. 2, оснащується двома патрубками, якими газова суміш подається і відводиться від зони лазерного різання. Лазерне маркування здійснюється за спрощеною схемою передачі когерентного випромінювання зону різки [2]. Безпосередньо на Т-подібній траверсі 128, фіг. 17 встановлюють фокусуючі та відхиляючі пучок елементи. Їх габарити визначають розмір "с". Відповідним захисним кожухом підсилюється жорсткість траверси 128, а випромінювач може бути змонтований безпосередньо на колоні 127. Застосування пристрою центрувального відбувається наступним чином. Технологічна оправка балансується разом з балансувальним диском 7 фасонними гайками 8 та гвинтами 9 і опускається на гумову прокладку 47, фіг. 2. Клеючу композицію наносять на робочу поверхню технологічної оправки Б і встановлюють ОЦ, поз. 10, опускають плиту 118 таким чином, щоб гільза 120 захопила верхній торець ОЦ. Електромеханічним аретиром піднімаємо диск 7, технологічну оправку 5 та ОЦ на висоту 1÷2 мм. Включаємо сигнальні лампочки і підносимо все разом штоком 3 ще на 0,5÷1 мм. Слідкуємо за сигнальними лампочками; при значному відхиленні центра ваги від осі 1 неперервно горить одна або дві сигнальних лампочки. При нерівномірному миготінні всіх трьох сигнальних лампочок центр ваги ОЦ знаходиться близько від осі 1, а при рівномірному - він з нею співпадає. Це досягається як зміщенням положення ОЦ пластинами 61, так і розворотом технологічної оправки 5. При використанні оптичної частини пристрою амплітуда коливань трьох цяток світла у центральній частині екрана 67 знаходиться в межах діаметра Ø і має тенденцію до зменшення. Точне механічне центрування досягається при застосуванні електронного рівня: в такому випадку величина зазору між кожним датчиком 109 і торцем балансувального диска 7 практично співпадають, точніше коливаються з незначним відхиленням в межах похибки. Опустивши технологічну оправку з ОЦ на гумову прокладку 47 і встановивши тримачі граничних ліній-візирів 93 порівнюємо механічне центрування з геометричним. Останнє можна здійснити незалежно без балансувального диска 7, якщо на шток 3 встановити калібровану втулку 135, на фіг. 2 позначену пунктиром. Термін калібрована втулка означає, що натяги втулки і внутрішнього отвору технологічної оправки відповідають ходовій посадці. Окремий випадок виникає при значному відхиленні від паралельності між базою Б та верхнім торцем ОЦ. Цей недолік усувається формуванням клина 134 на основі клеючої композиції та наповнювача з питомою густиною, близькою до густини матеріалу ОЦ фіг. 2. Плоскопаралельність торцевих поверхонь та ідентичність рельєфу бічної поверхні клина досягається механічною обробкою. Головна перевага пристрою центрувального полягає в наступному. Центр ваги геометричного тіла правильної форми, зокрема циліндра, завжди знаходиться на його осі симетрії, тобто осі обертання. Бічна поверхня реально вирощених методом Чохральського монокристалів може значно відхилятися за формою від циліндричності. Отже відстань між точками проекцій осей обертання на верхню торцеву поверхню ОЦ знайдених при механічному і геометричному центруванні може служити критерієм досконалості всього технологічного процесу, його надійності та економічної ефективності. Література: 1. А.П. Козлов, О.В. Мельніков, Ю.М. Каменяш. Система визначення положення центра має літака в режимі польоту. Електроніка та системи управління 2011, № 4 (30) стор. 120. 2. B.C. Коваленко, В.В. Романенко, Л.М. Олещук Малоотходные процессы резки лучем лазера. К. Техніка, 1987, стор. 79. ФОРМУЛА ВИНАХОДУ 55 60 Пристрій центрувальний, що містить основну базову плиту з встановленим у її центральній частині механізмом обертання об'єкта центрування, вісь якого співпадає з віссю симетрії пар граничних ліній-візирів, тримачі яких розміщено у двох різних фронтальних площинах паралельно одна одній і нормально до горизонтальної, в якій здійснюють його доцентрове зміщення елементами, встановленими під рівними кутами один до одного, який відрізняється тим, що включає один центральний, що діє незалежно від групи з трьох або чотирьох 4 UA 111646 C2 5 10 15 20 25 30 35 40 45 50 55 периферійних елементів вертикального переміщення з фіксуванням положення об'єкта центрування по висоті, елементи грубого, наближеного і точного встановлення відхилення положення центра ваги об'єкта центрування від осі його обертання, елементи маркування проекцій осі обертання об'єкта центрування на його верхній торець, юстирувальні та захисні пристосування, а також одну нерухому та дві рухомі плити базування елементів з числа вищезгаданих відносно трьох або чотирьох пар стрижнів-колон, встановлених на основній базовій плиті симетрично осі обертання об'єкта центрування, причому кожний елемент доцентрового зміщення об'єкта центрування представлено блоком з двох гідроциліндрів, що діють синхронно або незалежно один від одного, а кожний блок встановлено у проміжку між двома стрижнями-колонами з можливістю регулювання і фіксування положення по висоті, при цьому їх штоки сполучено пластиною з жорсткого еластичного матеріалу, яка закріплена горизонтально і періодично контактує з бічною поверхнею об'єкта центрування; а осьовим елементом вертикального переміщення об'єкта центрування служить шток гідроциліндра, що пронизує пустотілий вал механізму обертання об'єкта центрування по всій довжині, причому їх геометричні осі співпадають, містить сфероподібну поверхню, яка контактує з внутрішньою центральною конусоподібною заглибиною технологічної оправки, жорстко сполученою з балансувальним диском, у верхній частині якого розміщено балансувальні гвинти з гайками та шкалу з відмітником кута повороту, на бічній - конусну дзеркальну поверхню, а нижню підпирають три або чотири штоки електромеханічного аретира гвинтового типу, що діють синхронно при послідовному включенні відповідних електродвигунів; елементами грубого наближеного і точного визначення відхилення положення центра ваги об'єкта центрування від осі його обертання, де на першому рівні використано три або чотири сигнальні лампочки, що спалахують при контакті кожного штока електромеханічного аретира, що ізольований електрично від корпусу пристрою, з балансувальним диском, на другому - канали з оптичних важелів у складі джерела паралельного пучка світла, рухомого дзеркала, вставленого на плиті з можливістю вертикального переміщення по напрямних, утворених кожною парою стрижнівколон і фіксування їх положення, конічної дзеркальної поверхні балансувального диска, нерухомого дзеркала, встановленого з можливістю юстирування на верхній рухомій монтажній плиті кожний, та знімного дископодібного матового екрана, встановленого на нерухомій монтажній плиті співвісно до осі обертання об'єкта центрування, і третьому - відповідною кількістю сенсорів електронного рівня шляхом точного виміру величини зазору між нижньою поверхнею балансувального диска і верхнім торцем кожного сенсора; кожний з двох тримачів пар граничних ліній-візирів з прозорого матеріалу встановлено з можливістю регулювання і закріплення необхідного положення у рамці з двох вертикальних кутників, що закінчуються стрижнем знизу кожний та скріплені між собою поперечною пластиною, а зверху - кутником з полицею назовні, де розміщено два додаткові штифти, якими рамка центрується і остаточно фіксується гвинтами як до нерухомої монтажної плити, так і до основної базової плити; елементи маркування представлено як циліндричною гільзою, розміщеною на проміжній монтажній плиті з можливістю її вертикального зміщення та фіксування відносно направляючих пар стрижнів-колон відповідно до висоти об'єкта центрування, і в яку вставляється стакан з трафаретом, центральний отвір якого ковзає вздовж осі обертання об'єкта центрування, так і Тподібною траверсою, пристосованою до застосування однієї з відомих схем лазерного різання матеріалів і опертої з одного боку на дві шпильки, що вкручені у торці пари стрижнів-колон, а з іншого - на торець прикріпленої до основної базової плити додаткової колони; до комплекту юстирувальних пристосувань входять: робочий еталон у вигляді циліндра, нижня частина якого за формою і розмірами ідентична технологічній оправці, юстирувальна оправка у вигляді диска з двома реперними поверхнями, строго перпендикулярними до осі обертання об'єкта центрування дзеркальною поверхнею, нахиленою прецензійно під кутом 45° до неї на периферії, та хвостовою частиною, що відповідає конусній частині штока гідроциліндра, і юстирувальна оправка-піраміда, дзеркальні грані та хвостова частина якої аналогічні до попередньої, а висота відповідає величині вертикального ходу рухомих дзеркал, що здійснюється синхронно; захист органів зору здійснюють тубуси з напівпрозорого матеріалу, що вставляються у відповідні гнізда монтажної плити, захисні ковпачки з непрозорого матеріалу, що закривають прозорі віконечка, встановлені на захисному кожусі, та дефлектор, що розміщений на шляху конкретного променя при умові його застосування; захисний кожух та пустотілий корпус монтують відповідно зверху та знизу до основної базової плити; крім цього, шток механізму підйому та опускання технологічної оправки, штоки електромеханічного аретиру та сенсори електронного рівня розташовані радіально в межах внутрішнього діаметра корпуса механізму обертання технологічної оправки. 5 UA 111646 C2 6 UA 111646 C2 7 UA 111646 C2 8 UA 111646 C2 9 UA 111646 C2 10 UA 111646 C2 11 UA 111646 C2 12 UA 111646 C2 13 UA 111646 C2 14 UA 111646 C2 15 UA 111646 C2 16 UA 111646 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 17
ДивитисяДодаткова інформація
Автори англійськоюTorskyi Adrian Romanovych, Koznarskyi Yaroslav Petrovych
Автори російськоюТорский Адриан Романович, Кознарский Ярослав Петрович
МПК / Мітки
МПК: C30B 15/30, G01B 5/24, B28D 5/02
Мітки: центрувальний, пристрій
Код посилання
<a href="https://ua.patents.su/19-111646-pristrijj-centruvalnijj.html" target="_blank" rel="follow" title="База патентів України">Пристрій центрувальний</a>
Центрувальний інструмент та спосіб його розміщення
Номер патенту: 86932
Опубліковано: 10.06.2009
Автори: Гриценко Микола Іванович, Емець Микола Васильович, Пшеничний Ігор Арсентійович
МПК: B23D 77/00, B23B 49/00, B23B 35/00
Мітки: інструмент, розміщення, центрувальний, спосіб
Формула / Реферат:
1. Центрувальний інструмент, що містить корпус із встановленими в ньому елементом зі сферичною опорою та пружним елементом, який відрізняється тим, що елемент зі сферичною опорою з'єднаний одним кінцем з корпусом за допомогою штифтового з'єднання з можливістю в сукупності з сферичною опорою самовстановлення в горизонтальній та вертикальній площинах, а на іншому кінці він має різальні кромки, розміщені на сферичній інструментальній поверхні,...
Пристрій для виготовлення зміцнених гвинтових профілів

Номер патенту: 55060
Опубліковано: 10.12.2010
Автори: Пилипець Михайло Ількович, Левкович Михайло Генадійович, Бригадир Богдан Тарасович
МПК: B21F 35/00
Мітки: профілів, пристрій, гвинтових, зміцнених, виготовлення
Формула / Реферат:
Пристрій для виготовлення зміцнених гвинтових профілів, що складається з станини, на якій розміщено розсувний живильник з рухомою стінкою та дозувальним пристроєм, поздовжнього транспортуючого пристрою з гідроциліндром, нагрівних елементів, який відрізняється тим, що на боковій частині станини розміщено патрон, в якому закріплена оправка з кільцевим виступом, на більшому ступені в якій виконано осьовий паз з встановленою втулкою, а на торці...
Пристрій для балансування технологічного оснащення при обробленні криволінійних осей
Номер патенту: 70068
Опубліковано: 15.09.2004
Автори: Стойко Ігор Іванович, Вівюрка Наталія Євгенівна, Гевко Ігор Богданович
МПК: B23B 1/00
Мітки: технологічного, пристрій, осей, обробленні, криволінійних, балансування, оснащення
Формула / Реферат:
Пристрій для балансування технологічного оснащення при обробленні криволінійних осей, який виконано у вигляді оправи з противагами, плоскої плити, з двох кінців якої встановлені вертикальні стійки однакових розмірів і паралельних між собою з парою роликів з можливістю вільного обертання навколо своїх осей, який відрізняється тим, що до оправки з правої її сторони жорстко закріплено патрон, вісь обертання співпадає з віссю оправки, з правої...
Пристрій для намотування бунтів або бухт металевого дроту на вдосконалену намотувальну оправку
Номер патенту: 89053
Опубліковано: 25.12.2009
Автор: Кастеллані Федеріко
МПК: B21C 47/28, B21C 47/00, B21C 47/34, B65H 54/56
Мітки: пристрій, бухт, вдосконалену, металевого, дроту, намотування, намотувальну, бунтів, оправку
Формула / Реферат:
1. Намотувальний пристрій (1) для металевого дроту або прутка, який включає в себе вертикальну оправку, яка складається з множини рухомих секторів (10), які шарнірно закріплені біля основи дископодібної опорної плити (14) та утворюють з'єднання з верхніми пелюстками (11), шарнірно закріпленими (110) на верхній частині згаданої оправки і які виконані з можливістю переміщення з положення, перпендикулярного до осі оправки і призначеного для...
Пристрій для нанесення друку на двокомпонентні поліетиленові пробки
Номер патенту: 17202
Опубліковано: 15.09.2006
Автори: Хілько Ігор Володимирович, Бабурін Євгеній Аркадійович
МПК: B41F 17/08
Мітки: поліетиленові, нанесення, пробки, пристрій, двокомпонентні, друку
Формула / Реферат:
Пристрій для нанесення друку на двокомпонентні поліетиленові пробки, що має основу у вигляді вертикальної плити, на котрій розміщені механізми для нанесення фарби та тампон, і механізм установки та зняття пробки з оправки, який відрізняється тим, що кутова швидкість кліше і тампона синхронізовані завдяки підбиранню зірочок ланцюгової передачі та відокремленню механізму установки та зняття пробки від механізму нанесення фарби на тампон, при...
Попередній патент: Ефективна доставка ліпідів у слізну плівку людини з використанням чутливої до солі емульсійної системи
Наступний патент: Стриголактамові похідні як сполуки, які регулюють ріст рослин
Випадковий патент: Спосіб захисту від корозії ливарних алюмінієвих сплавів