Центрувальний інструмент та спосіб його розміщення
Номер патенту: 86932
Опубліковано: 10.06.2009
Автори: Гриценко Микола Іванович, Емець Микола Васильович, Пшеничний Ігор Арсентійович
Формула / Реферат
1. Центрувальний інструмент, що містить корпус із встановленими в ньому елементом зі сферичною опорою та пружним елементом, який відрізняється тим, що елемент зі сферичною опорою з'єднаний одним кінцем з корпусом за допомогою штифтового з'єднання з можливістю в сукупності з сферичною опорою самовстановлення в горизонтальній та вертикальній площинах, а на іншому кінці він має різальні кромки, розміщені на сферичній інструментальній поверхні, які призначені для взаємодії з осьовим отвором заготовки.
2. Спосіб розміщення центрувального інструмента за п. 1 відносно осі отвору в циліндричній заготовці, при якому переміщеннями інструмента досягають його симетричного розташування, який відрізняється тим, що орієнтацію інструмента відносно отвору забезпечують можливістю самовстановлення в двох площинах, а перекіс осі отвору та осі інструмента компенсують сферичною конфігурацією інструментальної кромки центрувального інструмента.
Текст
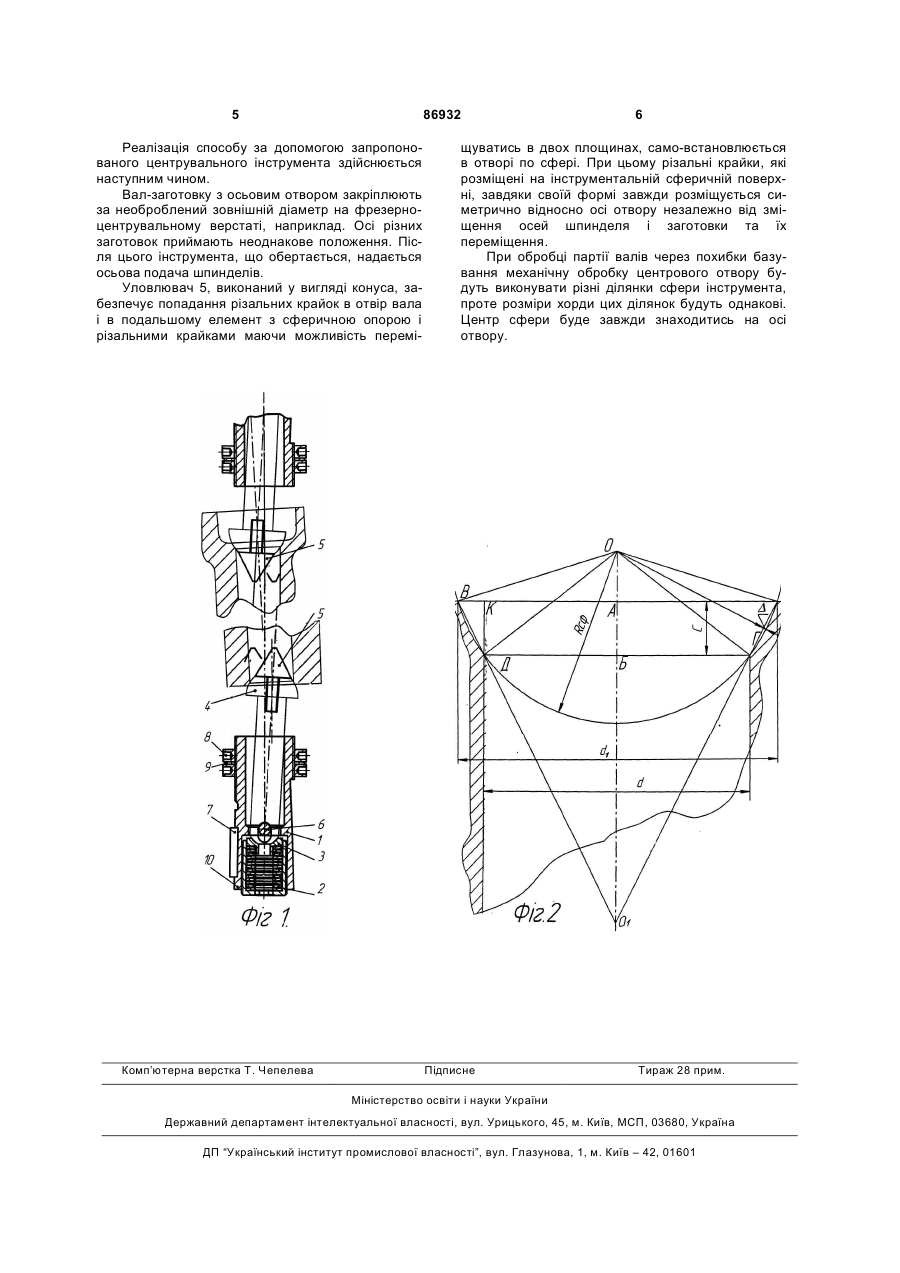
1. Центрувальний інструмент, що містить корпус із встановленими в ньому елементом зі сферичною опорою та пружним елементом, який відрізняється тим, що елемент зі сферичною опорою 3 86932 Вказаний технічний результат досягається тим, що елемент з сферичною опорою зв'язаний одним кінцем з корпусом за допомогою штифтового з'єднання з можливістю в сукупністю з сферичною опорою самовстановлення в горизонтальній і вертикальній площинах, а на другому кінці він має різальні крайки, розміщені на сфері, які призначені для взаємодії з осьовим отвором. Поєднання елемента з сферичною опорою з корпусом за допомогою штифтового з'єднання, оформлення різальних крайок по сфері, які в такому вигляді компенсують вплив перекосу осей отвору і інструменту на зміщення центра різальної сфери з осі отвору, зменшує кількість сферичних пар в конструкції в порівнянні з найближчим аналогом і тим спрощує конструкцію. На Фіг.1 показаний загальний вигляд центрувального інструменту в перерізі, на Фіг.2 - схема розрахунку радіуса сфери різальної частини. Інструмент має корпус 1, пакет тарільчатих пружин 2, сферичну п'яту 3, елемент з сферичною опорою і різальними крайками 4, уловлювач 5, штифт 6. Зібраний інструмент монтується в шпинделі фрезерно-центрувального верстата, наприклад. Для сприймання моменту, що крутить, передбачена призматична шпонка 7, в осьовому напрямку інструмент фіксується за допомогою скосу на корпусі 1, гвинтів (гвинти розміщені в шпинделі) та гайок 8, 9. Пружини 2 і сферична п'ята 3 складені в ковпачку 10. Елемент 4 з'єднується з корпусом 1 за допомогою штифта 6 з можливістю самовстановлення в горизонтальній та вертикальній площинах. Різальні кромки мають форму сфери. Радіус сфери визначається діаметром попереднього осьового отвору в валу, шириною опірного пояска центрового отвору та кута конуса. Нижче наведений алгоритм для розрахунку радіуса сфери Rсф: ædö 2 Rсф= ç ÷ + (ОБ)2 ; KB=С*tg30°; ç2÷ è ø ОБ = d12 - d2 8C + C ; d1=d+2KB 2 В алгоритмі: d - діаметр отвору в заготовці; d1 - максимальний діаметр конічної поверхні центрового отвору; С - ширина опірної поверхні центрового отвору повздовж осі заготовки; ОБ - відстань від центра сфери різальних крайок до мінімального діаметра конічної поверхні центрового отвору. KB - піврізниця діаметрів "d1" та "d2". При розрахунках прийнято кут стандартного центрового отвору - 60°, отже трикутник BO1B1 правильний. Після виконання перетворень одержимо: 2 æ d2 - d2 ö C÷ d2 + ÷ + Rсф= ç 1 ç ç è 8C 2÷ ø 4 4 При використанні крайок сферичної форми відхилення геометрії центрового отвору від конічної поверхні розраховується по алгоритму: D=Rсф-ОГ; DB = C ; cos 30° 2 C æ DB ö ö 2 æ ОГ = Rcf2 - ç ç 2 ÷ ; D=Rсф- Rcf - ç 2 cos 30° ÷ ç ÷ ÷ è è ø ø 2 Тут: DB - ширина опірної поверхні центрового отвору повздовж твірної конуса ВО1В1. Приклад розрахунку Rсф та Δ при d=38мм, с=5мм. Одержимо: Rсф=23,781мм, Δ=0,17мм. В практиці при використанні деталей з одержаним центровим отвором сферична поверхня деформується і перетворюється в близьку до конічної. Відомий спосіб суміщення осі отвору з віссю шпінделя з ріжучим інструментом, який описаний [в книзі Смирнова В.К. "Токарь-расточник." М.:Высш.шк., 1 987, с.199-201.] Спосіб полягає в тому, що координацію інструмента відносно осі отвору здійснюють перед подальшою обробкою отвору шляхом переміщення столу з заготовкою в горизонтальній і вертикальній площинах, орієнтуючись на показання індикатора центрошукача. При виконанні операції суміщення центрошукач закріплюють на шпинделі і одне з плечей важеля центрошукача доводять до контакту з поверхнею отвору, а інше взаємодіє зі стрижнем індикатора. Якщо вісь отвору і вісь шпинделя співпадають, то при повороті шпинделя стрілка індикатора нерухома. При відхиленні стрілки виконують відповідні переміщення столу з заготовкою. При довгих отворах операцію виконують в двох перетинах отвору. Недоліком цього способу є те, що він трудомісткий, оскільки при базуванні заготовки від чорнових поверхонь потрібна індивідуальна установка кожної заготовки. Тому цей спосіб непридатний в умовах крупносерійного та масового виробництва. Передбачуваний винахід спрямований на спрощення технології виготовлення центрових отворів в заготовках з осьовим отвором. При реалізації способу може бути отриманий технічний результат, який виражається в підвищенні продуктивності виготовлення центрових отворів. Вказаний технічний результат досягається тим, що орієнтацію різальних крайок відносно осі отвору забезпечують можливістю самовстановлення в двох площинах, а перекіс осі отвору та осі інструмента компенсують сферичною конфігурацією різальної інструментальної крайки центруючого інструмента. Гарантоване розміщення різальних крайок інструменту відносно осі отвору за рахунок самовстановлення інструменту в 2-х площинах; сферичної конфігурації piзальних крайок суттєво скорочує час на суміщення осей і тим самим підвищує продуктивність операції виготовлення центрових отворів. 5 86932 Реалізація способу за допомогою запропонованого центрувального інструмента здійснюється наступним чином. Вал-заготовку з осьовим отвором закріплюють за необроблений зовнішній діаметр на фрезерноцентрувальному верстаті, наприклад. Осі різних заготовок приймають неоднакове положення. Після цього інструмента, що обертається, надається осьова подача шпинделів. Уловлювач 5, виконаний у вигляді конуса, забезпечує попадання різальних крайок в отвір вала і в подальшому елемент з сферичною опорою і різальними крайками маючи можливість перемі Комп’ютерна верстка Т. Чепелева 6 щуватись в двох площинах, само-встановлюється в отворі по сфері. При цьому різальні крайки, які розміщені на інструментальній сферичній поверхні, завдяки своїй формі завжди розміщується симетрично відносно осі отвору незалежно від зміщення осей шпинделя і заготовки та їх переміщення. При обробці партії валів через похибки базування механічну обробку центрового отвору будуть виконувати різні ділянки сфери інструмента, проте розміри хорди цих ділянок будуть однакові. Центр сфери буде завжди знаходитись на осі отвору. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCentering tool and method of its positioning
Автори англійськоюPshenychnyi Ihor Arsentiiovych, Hrytsenko Mykola Ivanovych, Emets Mykola Vasyliovych
Назва патенту російськоюЦентрирующий инструмент и способ его размещения
Автори російськоюПшеничный Игорь Арсентьевич, Гриценко Николай Иванович, Емец Николай Васильевич
МПК / Мітки
МПК: B23D 77/00, B23B 49/00, B23B 35/00
Мітки: спосіб, центрувальний, інструмент, розміщення
Код посилання
<a href="https://ua.patents.su/3-86932-centruvalnijj-instrument-ta-sposib-jjogo-rozmishhennya.html" target="_blank" rel="follow" title="База патентів України">Центрувальний інструмент та спосіб його розміщення</a>
Спосіб обробки затуплених твердосплавних штирових коронок та алмазний інструмент для його здійснення
Номер патенту: 65228
Опубліковано: 15.03.2004
Автори: Ліненко-Мельников Юрій Петрович, Алєксєєнко Валерій Федорович
МПК: B24B 1/00
Мітки: алмазний, здійснення, інструмент, спосіб, коронок, штирьових, твердосплавних, обробки, затуплених
Формула / Реферат:
1. Спосіб обробки затуплених твердосплавних штирових коронок, що включає здійснення обертання коронки навколо осі твердосплавної вставки і обертання алмазного інструмента та його подачу уздовж осі вставки, який відрізняється тим, що попередньо здійснюють переміщення алмазного інструмента в осьовому напрямку, а його вісь нахиляють у вертикальній площині під заданим кутом і здійснюють сполучення твірних криволінійних поверхонь алмазного...
Інструмент убрю для ущільнення та вирівнювання товщини газотермічних напилених покриттів
Номер патенту: 54673
Опубліковано: 17.03.2003
Автори: Хєйфєц Міхаіл Львовіч, Клименко Сергій Анатолійович, Полонський Леонід Григорович, Кислов Василь Васильович, Танович Любодраг, Польскій Євгєній Алєксандровіч, Томашевський Олег Валерійович
МПК: B24B 39/00
Мітки: ущільнення, товщини, убрю, напилених, вирівнювання, інструмент, покриттів, газотермічних
Формула / Реферат:
Інструмент для ущільнення та вирівнювання товщини газотермічних напилених покриттів, який містить один робочий елемент зі сферичною робочою частиною, який відрізняється тим, що на ній виконано довільно орієнтовані отвори, які в перерізі зі сферою утворюють різальні кромки.
Спосіб хірургічного лікування проривної виразки задньої стінки дванадцятипалої кишки та інструмент для його здійснення
Номер патенту: 62902
Опубліковано: 15.12.2003
Автори: Акіншин Юрій Іванович, Антонюк Сергій Митрофанович
МПК: A61B 17/00
Мітки: спосіб, проривної, інструмент, дванадцятипалої, кишки, стінки, лікування, здійснення, виразки, хірургічного, задньої
Формула / Реферат:
1. Спосіб хірургічного лікування проривної виразки задньої стінки дванадцятипалої кишки, який включає тампонаду перфораційного отвору клаптем сальника, який відрізняється тим, що поздовжньо розсікають передню стінку дванадцятипалої кишки, через розріз вводять інструмент, який через перфораційний отвір виводять назовні в черевну порожнину, з його допомогою беруть клапоть сальника, протягують в отвір кишки, тампонують перфораційний отвір і...
Інструмент убрю-1 для ущільнення та вирівнювання товщини газотермічних напилених покриттів і наплавлень
Номер патенту: 49435
Опубліковано: 16.09.2002
Автори: Полонський Леонід Григорович, Танович Любодраг, Клименко Сергій Анатолійович, Томашевський Олег Валерійович, Дятлов Олександр Дмитрович, Кудрявцев Микола Леонідович
МПК: B24B 39/00
Мітки: газотермічних, убрю-1, вирівнювання, ущільнення, напилених, інструмент, покриттів, товщини, наплавлень
Формула / Реферат:
Інструмент УБРЮ-1 для ущільнення та вирівнювання товщини газотермічних напилених покриттів і наплавок шляхом суміщення поверхневого пластичного деформування з використанням тертя з різанням, який має один робочий елемент із сферичною робочою частиною, який відрізняється тим, що на ній під довільними кутами до осі обертання інструмента виконано канавки, бокові поверхні яких у перетині зі сферою утворюють різальні кромки.
Спосіб фіксації фасціального трансплантату до держальця молоточка при тимпанопластиці та інструмент для його здійснення інтродуктор
Номер патенту: 28231
Опубліковано: 16.10.2000
Автор: Яшан Олександр Іванович
МПК: A61B 17/30
Мітки: фіксації, трансплантату, інтродуктор, тимпанопластиці, молоточка, здійснення, фасціального, спосіб, інструмент, держальця
Формула / Реферат:
1. Спосіб фіксації фасціального трансплантату до держальця молоточка при тимпанопластиці, що включає формування у фасціальному трансплантаті вирізки, направленої від періферії до центру, захват трансплантату та заведення у вирізку держальця молоточка, який відрізняється тим, що вирізку формують у вигляді сліпого каналу, розміщеного у товщі трансплантату, а фіксацію трансплантату до держальця здійснюють шляхом заведення на держальце цього...
Попередній патент: Спосіб та електрична схема для розпалу газового потоку
Наступний патент: Система зв’язку
Випадковий патент: Основов'язальна машина