Інструмент для чистового фінішного оброблення внутрішніх циліндричних поверхонь вібраційним обкочуванням







Формула / Реферат
1. Інструмент для чистового фінішного оброблення внутрішніх циліндричних поверхонь вібраційним обкочуванням, що складається з приводу, з'єднаного з циліндричною оправкою, на яку встановлений корпус у вигляді пустотілого циліндра, а на зовнішній циліндричній поверхні корпуса своєю внутрішньою циліндричною поверхнею встановлене кільце з зовнішньою конічною поверхнею,із можливістю взаємодії із деформувальними елементами - кульками, які рівномірно розміщені по колу в перерізі, перпендикулярному повздовжній осі оправки в отворах сепаратора, які виконані навпроти конічної поверхні кільця, який відрізняється тим, що корпус своєю внутрішньою циліндричною поверхнею осерухомо за допомогою напрямних шпонок спряжений із зовнішньою поверхнею циліндричної оправки, а на зовнішній циліндричній поверхні корпуса своєю внутрішньою циліндричною поверхнею встановлене додаткове кільце з зовнішньою конічною поверхнею і ці кільця підпружинені назустріч одне одному пружинами стиснення, а пружини з іншого боку своїми торцевими поверхнями обперті на регулювальні гайки, що зафіксовані контргайками, причому сепаратор оснащений трьома додатковими отворами, які виконані рівномірно по колу на відстані ![]() від отворів сепаратора, причому додаткові отвори виконані навпроти конічної поверхні додаткового кільця, і в них вільно встановлені деформувальні елементи - додаткові кульки, а сепаратор з обох торців закритий правим і лівим фланцями з центральними циліндричними отворами, через які встановлена циліндрична оправка, а правий фланець своєю вільною поверхнею через встановлену на оправку пружину підпружинений у напрямі до торцевого кулачка, який з'єднаний з приводом обертового руху, а лівий фланець своїм торцем обпертий на торцевий кулачок, хід якого становить
від отворів сепаратора, причому додаткові отвори виконані навпроти конічної поверхні додаткового кільця, і в них вільно встановлені деформувальні елементи - додаткові кульки, а сепаратор з обох торців закритий правим і лівим фланцями з центральними циліндричними отворами, через які встановлена циліндрична оправка, а правий фланець своєю вільною поверхнею через встановлену на оправку пружину підпружинений у напрямі до торцевого кулачка, який з'єднаний з приводом обертового руху, а лівий фланець своїм торцем обпертий на торцевий кулачок, хід якого становить ![]() , який рівний амплітуді коливань регулярного мікрорельєфу, а у оправці виконаний центральний глухий отвір діаметром
, який рівний амплітуді коливань регулярного мікрорельєфу, а у оправці виконаний центральний глухий отвір діаметром ![]() , який з'єднаний з трьома радіальними отворами однакового діаметра -
, який з'єднаний з трьома радіальними отворами однакового діаметра - ![]() , які розміщені між кульками і додатковими кульками, причому діаметр
, які розміщені між кульками і додатковими кульками, причому діаметр ![]() менший від діаметра центрального глухого отвору
менший від діаметра центрального глухого отвору ![]() , а у стінці корпуса навпроти радіальних отворів виконані наскрізні циліндричні вікна діаметром
, а у стінці корпуса навпроти радіальних отворів виконані наскрізні циліндричні вікна діаметром ![]() , який більший діаметра радіальних отворів
, який більший діаметра радіальних отворів ![]() , причому для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що дотикаються у вершинах, повинні виконуватись наступні умови:
, причому для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що дотикаються у вершинах, повинні виконуватись наступні умови:
- відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати:
![]() , мм,
, мм,
де ![]() - подача інструмента, мм/об,
- подача інструмента, мм/об,
кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати:
![]() ,
,
- амплітуда повздовжніх коливань інструмента повинна дорівнювати:
 , мм,
, мм,
де ![]() - ширина відбитку кульки, мм,
- ширина відбитку кульки, мм,
![]() - діаметр оброблюваного отвору, мм.
- діаметр оброблюваного отвору, мм.
2. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що дотикаються у вершинах, повинні виконуватись наступні умови:
- відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати:
![]() , мм,
, мм,
де ![]() - подача інструмента, мм/об,
- подача інструмента, мм/об,
- кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати:
![]() , град.,
, град.,
- амплітуда повздовжніх коливань інструмента повинна дорівнювати:
 , мм,
, мм,
де ![]() - ширина відбитку кульки, мм,
- ширина відбитку кульки, мм,
![]() - діаметр оброблюваного отвору, мм.
- діаметр оброблюваного отвору, мм.
3. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що перетинаються у вершинах, повинні виконуватись наступні умови:
- відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати:
![]() , мм,
, мм,
де ![]() - подача інструмента, мм/об,
- подача інструмента, мм/об,
- кут зміщення кульок відносно додаткових кульок в напрямі перпендикулярному осі інструмента повинен дорівнювати:
![]() ,
,
- амплітуда повздовжніх коливань інструмента повинна дорівнювати:
 , мм,
, мм,
де ![]() - ширина відбитку кульки, мм,
- ширина відбитку кульки, мм,
![]() - діаметр оброблюваного отвору, мм.
- діаметр оброблюваного отвору, мм.
4. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що перетинаються у вершинах, повинні виконуватись наступні умови:
- відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати:
![]() , мм,
, мм,
де ![]() - подача інструмента, мм/об,
- подача інструмента, мм/об,
- кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати:
![]() , град.,
, град.,
- амплітуда повздовжніх коливань інструмента повинна дорівнювати:
, мм,
де ![]() - ширина відбитку кульки, мм,
- ширина відбитку кульки, мм,
![]() - діаметр оброблюваного отвору, мм.
- діаметр оброблюваного отвору, мм.
5. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що не дотикаються, повинні виконуватись наступні умови:
- відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати:
![]() , мм,
, мм,
де ![]() - подача інструмента, мм/об,
- подача інструмента, мм/об,
- кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати:
![]() ,
,
- амплітуда повздовжніх коливань інструмента повинна дорівнювати:
 , мм,
, мм,
де ![]() - ширина відбитку кульок, мм,
- ширина відбитку кульок, мм,
![]() - діаметр оброблюваного отвору, мм.
- діаметр оброблюваного отвору, мм.
6. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що не дотикаються, повинні виконуватись наступні умови:
- відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати:
![]() , мм,
, мм,
де ![]() - подача інструмента, мм/об,
- подача інструмента, мм/об,
- кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати:
![]() , град.,
, град.,
- амплітуда повздовжніх коливань інструмента повинна дорівнювати:
, мм,.
де ![]() - ширина відбитку деформувального елемента, мм,
- ширина відбитку деформувального елемента, мм,
![]() - діаметр оброблюваного отвору, мм.
- діаметр оброблюваного отвору, мм.
7. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з паралельними трикутними канавками, які дотикаються, повинні виконуватись наступні умови:
- відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати:
![]() , мм,
, мм,
- кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати:
![]() , град.,
, град.,
- амплітуда повздовжніх коливань інструмента повинна дорівнювати:
 ,
,
де ![]() - ширина відбитку кульок, мм,
- ширина відбитку кульок, мм,
![]() - діаметр оброблюваного отвору, мм,
- діаметр оброблюваного отвору, мм,
![]() - коловий крок нерівностей, мм.
- коловий крок нерівностей, мм.
Текст
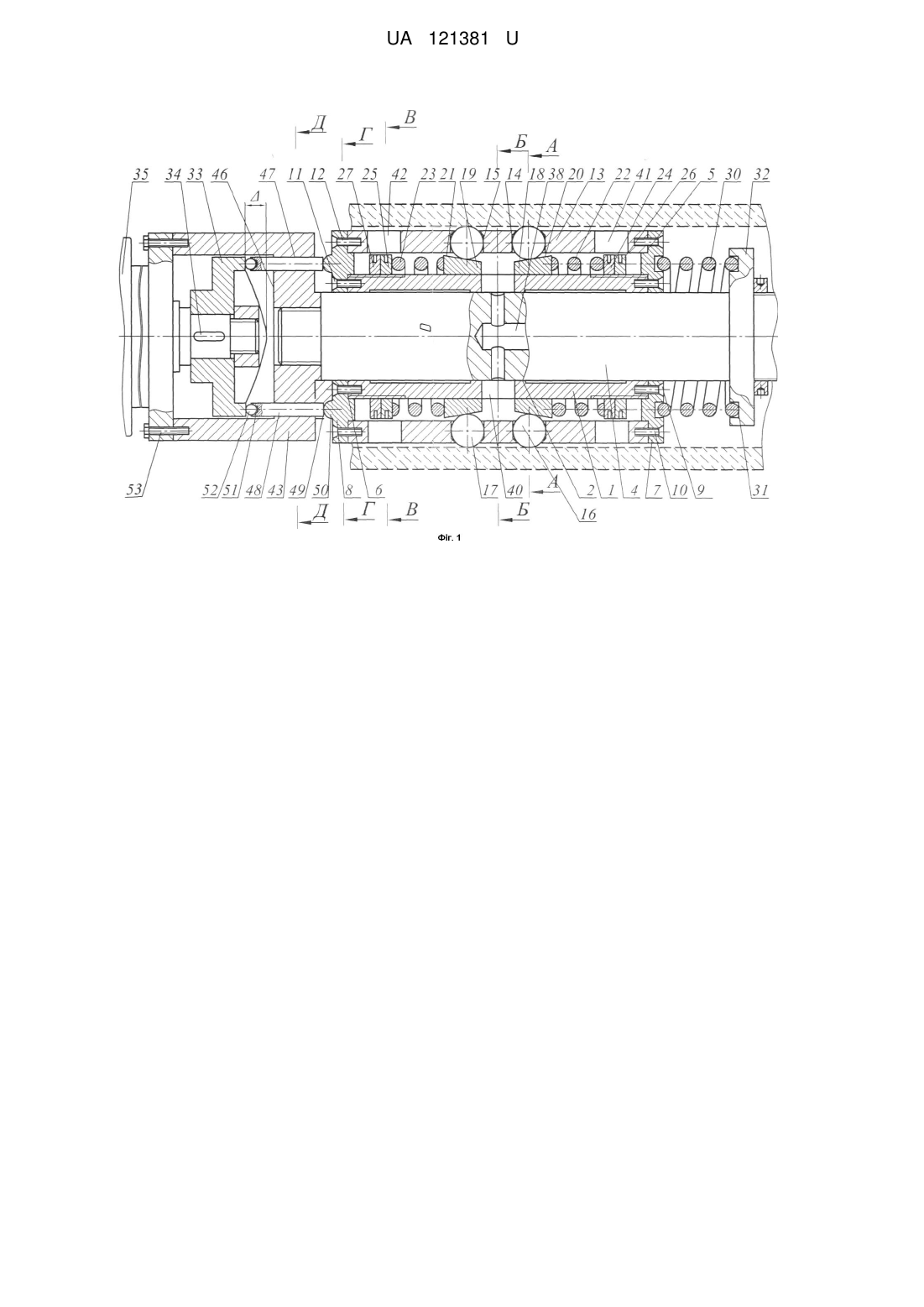
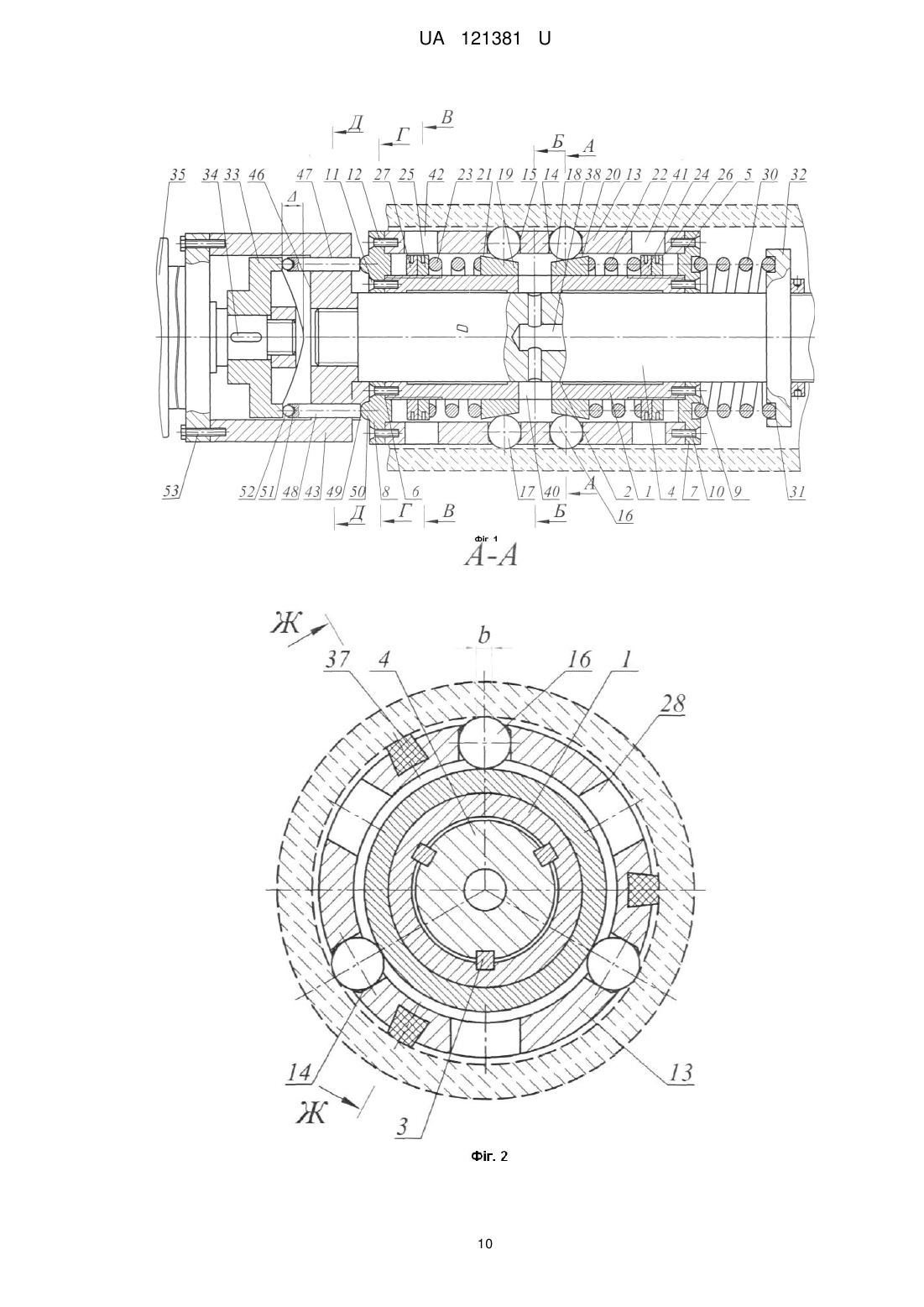
Реферат: UA 121381 U UA 121381 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування і може мати практичне використання на фінішних операціях при виготовленні і відновленні внутрішніх циліндричних поверхонь, наприклад, гільз двигунів внутрішнього згорання, гідроциліндрів автомобільних кранів, а також довгомірних циліндричних поверхонь. Найбільш близьким аналогом до запропонованої корисної моделі є інструмент для чистового фінішного оброблення внутрішніх циліндричних поверхонь вібраційним обкочуванням, що складається з приводу з'єднаного з циліндричною оправкою, на яку встановлений корпус у вигляді пустотілого циліндра, а на зовнішній циліндричній поверхні корпуса своєю внутрішньою циліндричною поверхнею встановлене кільце з зовнішньою конічною поверхнею, із можливістю взаємодії із деформувальними елементами - кульками, які рівномірно розміщені по колу в перерізі, перпендикулярному повздовжній осі оправки в отворах сепаратора, які виконані навпроти конічної поверхні кільця [Браславский В.М. Технология обработки крупных деталей роликами. - М.: Машиностроение. 1975 с. 59, рис. 23 б.]. Недоліком найближчого аналога є затрудненість і неможливість використання його для формування регулярних мікрорельєфів у отворах невеликих діаметрів, у різних за фізикомеханічними властивостями сплавах, необґрунтованість конструктивних параметрів, що ускладнює проектування і виготовлення відомого технічного рішення. Запропонованою корисною моделлю вирішується задача створення інструмента для формування регулярного мікрорельєфу віброобкочуванням на внутрішніх циліндричних поверхнях з розширеним діапазоном їх діаметрів із забезпеченням регулювання зусиль віброобкочуванням для матеріалів з різними фізико-механічними властивостями шляхом виконання інструмента для чистового фінішного оброблення внутрішніх циліндричних поверхонь вібраційним обкочуванням, що складається з приводу з'єднаного з циліндричною оправкою, на яку встановлений корпус у вигляді пустотілого циліндра, а на зовнішній циліндричній поверхні корпуса своєю внутрішньою циліндричною поверхнею встановлене кільце з зовнішньою конічною поверхнею, із можливістю взаємодії із деформувальними елементами - кульками, які рівномірно розміщені по колу в перерізі, перпендикулярному повздовжній осі оправки в отворах сепаратора, які виконані навпроти конічної поверхні кільця, згідно з корисною моделлю, корпус своєю внутрішньою циліндричною поверхнею осерухомо за допомогою напрямних шпонок спряжений із зовнішньою поверхнею циліндричної оправки, а на зовнішній циліндричній поверхні корпуса своєю внутрішньою циліндричною поверхнею встановлене додаткове кільце з зовнішньою конічною поверхнею і ці кільця підпружинені назустріч одне одному пружинами стиснення, а пружини з іншого боку своїми торцевими поверхнями обперті на регулювальні гайки, що зафіксовані контргайками, причому сепаратор оснащений трьома додатковими отворами, які виконані рівномірно по колу на відстані L від отворів сепаратора, причому додаткові отвори виконані навпроти конічної поверхні додаткового кільця, і в них вільно встановлені деформувальні елементи - додаткові кульки, а сепаратор з обох торців закритий правим і лівим фланцями з центральними циліндричними отворами, через які встановлена циліндрична оправка, а правий фланець своєю вільною поверхнею через встановлену на оправку пружину підпружинений у напрямі до торцевого кулачка, який з'єднаний з приводом обертового руху, а лівий фланець своїм торцем обпертий на торцевий кулачок, хід якого становить , який рівний амплітуді коливань регулярного мікрорельєфу, а у оправці виконаний центральний глухий отвір діаметром D , який з'єднаний з трьома радіальними отворами однакового діаметра - d , які розміщені між кульками і додатковими кульками, причому діаметр d менший від діаметра центрального глухого отвору D , а у стінці корпуса навпроти радіальних отворів виконані наскрізні циліндричні вікна діаметром D1 , який більший діаметра радіальних отворів d , причому для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що дотикаються у вершинах, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 6 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: 0 , - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 1 UA 121381 U 5 10 s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм; D - діаметр оброблюваного отвору, мм. Причому для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що дотикаються у вершинах, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 12 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s , град., 60 sin2 arctg D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 15 20 25 30 35 40 s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм. D - діаметр оброблюваного отвору, мм. Причому для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що перетинаються у вершинах, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 6 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: 0 , - амплітуда повздовжніх коливань інструмента повинна дорівнювати: s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм; D - діаметр оброблюваного отвору, мм. Причому для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що перетинаються у вершинах, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 12 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s , град., 60 sin2 arctg D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм. D - діаметр оброблюваного отвору, мм. 2 UA 121381 U 5 10 15 20 Причому для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що не дотикаються повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 6 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: 0 , - амплітуда повздовжніх коливань інструмента повинна дорівнювати: s s cosarctg D b , мм, 12 де b - ширина відбитку кульок, мм; D - діаметр оброблюваного отвору, мм. Причому для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що не дотикаються повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 12 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s , град., 60 sin2 arctg D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 25 30 35 s s cosarctg D b , мм; 12 де b - ширина відбитку деформувального елемента, мм. D - діаметр оброблюваного отвору, мм. Причому для отримання частково-регулярного мікрорельєфу з паралельними трикутними канавками, які дотикаються повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: D sin cos , мм, L 6 - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s , град 60 sin2 arctg D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 2 40 s T D sinarctg 2 D T , мм, 24 b 16 де b - ширина відбитку кульок, мм; D - діаметр оброблюваного отвору, мм; T - коловий крок нерівностей, мм. Суть корисної моделі пояснюється графічними матеріалами, виконаними на Фіг. 1 поданий загальний вигляд інструмента; на Фіг. 2 - розріз А-А на Фіг. 1; на Фіг. 3 - розріз Б-Б на Фіг. 1; на Фіг. 4 - розріз В-В на Фіг. 1; на Фіг. 5 розріз Г-Г на Фіг. 1; на Фіг. 6 - розріз Д-Д на Фіг. 1; на Фіг. 7 3 UA 121381 U 5 10 15 20 25 розріз Е-Е на Фіг. 3; на Фіг. 8 - Ж-Ж на Фіг. 2; на Фіг. 9 розріз Є-Є на Фіг. 3 за п. 2, п. 4, п. 6, п. 7.; на Фіг. 10 схема розміщення кульок і додаткових кульок. Інструмент для чистового фінішного оброблення внутрішніх циліндричних поверхонь вібраційним обкочуванням, що складається з корпуса 1 (Фіг. 1), виконаного у вигляді пустотілого циліндра, який своею внутрішньою циліндричною поверхнею 2 осерухомо спряжений за допомогою напрямних шпонок 3 (Фіг. 2, Фіг. 3, Фіг. 8) із циліндричною оправкою 4. Корпус 1 по правому і лівому торцях 5 і 6 за допомогою правого і лівого фланців 7 і 8 та гвинтів 9, 10 і 11 і 12 жорстко з'єднані із сепаратором 13, виконаним у вигляді пустотілого циліндра. У стінці сепаратора 13 виконано три рівномірно розміщених по колу циліндричних отвори 14, у які вільно встановлені деформувальні елементи - кульки 16, а на певній відстані від них виконано додаткові три рівномірно розміщених по колу циліндричних отвори 15 (Фіг. 1, Фіг. 2, Фіг. 7), у які вільно встановлені додаткові кульки 17. На зовнішній циліндричній поверхні корпуса 1, навпроти отворів 14 і 15 сепаратора, своєю внутрішньою циліндричною поверхнею встановлені кільця 18 і 19 з зовнішніми конічними поверхнями 20 і 21. Ці кільця підпружинені назустріч одне одному пружинами стиснення 22 і 23, а пружини з іншого боку своїми торцевими поверхнями обперті на регулювальні гайки 24 і 25, що зафіксовані контргайками 26 і 27 (Фіг. 1, Фіг. 7). Навпроти отворів 14 і додаткових отворів 15 у стінці сепаратора 13 виконані наскрізні технологічні отвори 28 і 29 (Фіг. 2, Фіг. 7). Корпус 1 разом із сепаратором 13, кульками 16 і додатковими кульками 17 через вільну поверхню правого фланця підпружинений пружиною стиснення 30, обпертою на торець 31 фланця 32 оправки 4, в напрямі до торцевого кулачка 33, який жорстко з'єднаний з вихідним валом 34 привода обертового руху 35 (Фіг. 1). На зовнішній циліндричній поверхні оправки 4, вздовж повздовжньої осі сепаратора рівномірно по колу розміщені три повздовжні пази 36, у яких встановлені, напрямні 37 (Фіг. 2, Фіг. 3, Фіг. 5, Фіг. 8), наприклад із поліуретану. В оправці 4 співвісно з віссю оправки виконаний центральний канал 38 діаметром D , для подачі змащувально-охолоджувальної рідини, який з'єднаний із трьома радіальними каналами 39, кожен діаметром d , які розмішені посередині міжцентрової віддалі між кульками 16 і 17 (Фіг. 3, Фіг. 7, Фіг. 8). Співвідношення діаметрів D і d визначається з умови недопущення явища дроселювання, 50 тобто Sц.к. D2 4 3Sр.п. 3D2 4 , звідки D d 3 . В стінці корпуса 1 на рівці осей радіальних каналів 39 виконані наскрізні вікна 40 (Фіг. 1, Фіг. 3, Фіг. 7) діаметром більшим діаметра радіальних каналів 39. Для регулювання положення регулювальних 24 і 25 та фіксуючих гайок 26, 27 в стінці сепаратора 13 навпроти цих гайок викопані симетрично розміщені по колу наскрізні вікна 41 і 42 (Фіг. 1, Фіг. 4). На нижньому лівому кінці оправки 4 загвинчений стакан 43 (Фіг. 1) і зафіксований гвинтами 44 і контргайками 45 (Фіг. 6). У днищі 46 стакана 43 паралельно осі оправки 4 виконані два діаметрально-протилежно розміщені отвори 47, через які пропущені циліндричні штовхані 48, які своїми правими торцями 49 обперті на сферичний виступ 50 лівого фланця 8, а лівими торцями 51 через кульки 52 спряжені із профілем торцевого кулачка 33. Привід обертового руху 35 з фланцевим з'єднанням закріплений за допомогою болтів 53 до стакана 43. Причому для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що дотикаються у вершинах, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 6 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: 0 , - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 55 s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм; D - діаметр оброблюваного отвору, мм. Для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що дотикаються у вершинах, повинні виконуватись наступні умови: 30 35 40 45 4 UA 121381 U 5 - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 12 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s , град., 60 sin2 arctg D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 10 15 20 25 30 s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм. D - діаметр оброблюваного отвору, мм. Для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що перетинаються у вершинах, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 6 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: 0 , - амплітуда повздовжніх коливань інструмента повинна дорівнювати: s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм; D - діаметр оброблюваного отвору, мм. Для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що перетинаються у вершинах, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 12 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s , град., 60 sin2 arctg D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 35 40 45 s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм, D - діаметр оброблюваного отвору, мм. Для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що не дотикаються повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 6 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: 0 , 5 UA 121381 U - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 5 10 s s cosarctg D b , мм, 12 де b - ширина відбитку кульок, мм; D - діаметр оброблюваного отвору, мм. Для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що не дотикаються повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 12 , мм, де s - подача інструменту, мм/об; - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s , град., 60 sin2 arctg D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 15 20 25 s s cosarctg D b , мм, 12 де b - ширина відбитку деформувального елемента, мм. D - діаметр оброблюваного отвору, мм. Для отримання частково-регулярного мікрорельєфу з паралельними трикутними канавками, які дотикаються повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: D sin cos , мм, L 6 - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s , град., 60 sin2 arctg D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 2 30 35 40 s T D sinarctg T2 , D 24 b 16 де b - ширина відбитку кульок, мм; D - діаметр оброблюваного отвору, мм; T - коловий крок нерівностей, мм. Інструмент для чистового фінішного оброблення внутрішніх циліндричних поверхонь вібраційним обкочуванням працює наступним чином. Спочатку здійснюють налаштування інструмента. Методика налаштування наступна. Використовуючи кільцевий спеціальний тензометричний динамометр з тарувальним графіком функції навантаження від переміщення. Інструмент встановлюють в цей динамометр, внутрішній діаметр кільця якого дорівнює діаметру оброблюваної поверхні. Загвинчуванням регулювальних гайок 24 і 25 (Фіг. 1) стискують відповідно пружини 22 і 23, примушуючи переміщатись назустріч один одному кільця 18 і 19 і відцентрово у радіальних напрямках деформувальні елементи - кульки 16 і додаткові кульки 17, які розташовані на відстані L одні від одних та повернуті на кут , в залежності від параметрів регулярного мікрорельєфу, який будуть формувати. При досягненні заданого зусилля вібраційного обкочування, з яким кулька діє на контактуючу з нею циліндричну оболонку положення регулювальних гайок 24 і 25, фіксується контргайками 26 і 27. 6 UA 121381 U 5 10 15 Таким чином інструмент налаштований на задане зусилля вібраційного обкочування. Заготовку - циліндр, наприклад гільзу блока циліндрів двигуна внутрішнього згорання, встановлюють у спеціальний пристрій металорізального верстата і надають їй обертового руху кругової подачі. Оправку 4 закріплюють у штанзі, яка закріплена на супорті з можливістю надання їй поступального руху повздовжньої подачі. Встановлюють інструмент у внутрішню циліндричну поверхню заготовки циліндра за допомогою трьох напрямних 37. В залежності від відстані L в осьовому напрямку між центрами кульок 16 і додаткових кульок 17, кута зміщення кульок 16 відносно додаткових кульок 17 в напрямі, перпендикулярному осі інструмента, можна отримати різні види регулярних мікрорельєфів: з паралельними канавками; із асинфазними канавками; з канавками, що перетинають, та інші. Для забезпечення необхідної амплітуди регулярних мікрорельєфів хід торцевого кулачка вибирається рівним амплітуді коливань регулярного мікрорельєфу. Після підготовчих операцій вмикають привід обертового руху 35 кулачка 33, який забезпечує осциляційний рух кульок 16 і 17, повздовжню подачу, яка забезпечує повздовжній рух інструмента і обертовий рух заготовки. Таким чином, використання запропонованого інструменту забезпечить формування регулярних мікрорельєфів на внутрішніх циліндричних поверхнях, в тому числі довгомірних, що підвищить їх якісні показники і експлуатаційні властивості. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 40 45 50 55 1. Інструмент для чистового фінішного оброблення внутрішніх циліндричних поверхонь вібраційним обкочуванням, що складається з приводу, з'єднаного з циліндричною оправкою, на яку встановлений корпус у вигляді пустотілого циліндра, а на зовнішній циліндричній поверхні корпуса своєю внутрішньою циліндричною поверхнею встановлене кільце з зовнішньою конічною поверхнею, із можливістю взаємодії із деформувальними елементами - кульками, які рівномірно розміщені по колу в перерізі, перпендикулярному повздовжній осі оправки в отворах сепаратора, які виконані навпроти конічної поверхні кільця, який відрізняється тим, що корпус своєю внутрішньою циліндричною поверхнею осерухомо за допомогою напрямних шпонок спряжений із зовнішньою поверхнею циліндричної оправки, а на зовнішній циліндричній поверхні корпуса своєю внутрішньою циліндричною поверхнею встановлене додаткове кільце з зовнішньою конічною поверхнею і ці кільця підпружинені назустріч одне одному пружинами стиснення, а пружини з іншого боку своїми торцевими поверхнями обперті на регулювальні гайки, що зафіксовані контргайками, причому сепаратор оснащений трьома додатковими отворами, які виконані рівномірно по колу на відстані L від отворів сепаратора, причому додаткові отвори виконані навпроти конічної поверхні додаткового кільця, і в них вільно встановлені деформувальні елементи - додаткові кульки, а сепаратор з обох торців закритий правим і лівим фланцями з центральними циліндричними отворами, через які встановлена циліндрична оправка, а правий фланець своєю вільною поверхнею через встановлену на оправку пружину підпружинений у напрямі до торцевого кулачка, який з'єднаний з приводом обертового руху, а лівий фланець своїм торцем обпертий на торцевий кулачок, хід якого становить , який рівний амплітуді коливань регулярного мікрорельєфу, а у оправці виконаний центральний глухий отвір діаметром D , який з'єднаний з трьома радіальними отворами однакового діаметра - d , які розміщені між кульками і додатковими кульками, причому діаметр d менший від діаметра центрального глухого отвору D , а у стінці корпуса навпроти радіальних отворів виконані наскрізні циліндричні вікна діаметром D1 , який більший діаметра радіальних отворів d , причому для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що дотикаються у вершинах, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 6 , мм, де s - подача інструмента, мм/об., кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: 0 , - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 7 UA 121381 U 5 10 15 20 25 30 35 40 s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм, D - діаметр оброблюваного отвору, мм. 2. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що дотикаються у вершинах, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 12 , мм, де s - подача інструмента, мм/об., - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s 60 sin 2 arctg , град., D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм, D - діаметр оброблюваного отвору, мм. 3. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що перетинаються у вершинах, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 6 , мм, де s - подача інструмента, мм/об., - кут зміщення кульок відносно додаткових кульок в напрямі перпендикулярному осі інструмента повинен дорівнювати: 0 , - амплітуда повздовжніх коливань інструмента повинна дорівнювати: s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм, D - діаметр оброблюваного отвору, мм. 4. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що перетинаються у вершинах, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 12 , мм, де s - подача інструмента, мм/об., - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s 60 sin 2 arctg , град., D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: s s cosarctg D b , мм, 12 де b - ширина відбитку кульки, мм, D - діаметр оброблюваного отвору, мм. 8 UA 121381 U 5 10 15 20 25 30 35 5. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що не дотикаються, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 6 , мм, де s - подача інструмента, мм/об., - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: 0 , - амплітуда повздовжніх коливань інструмента повинна дорівнювати: s s cosarctg D b , мм, 12 де b - ширина відбитку кульок, мм, D - діаметр оброблюваного отвору, мм. 6. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з асинфазними синусоїдальними канавками, що не дотикаються, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: L s 12 , мм, де s - подача інструмента, мм/об., - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s 60 sin 2 arctg , град., D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: s s cosarctg D b , мм, 12 де b - ширина відбитку деформувального елемента, мм, D - діаметр оброблюваного отвору, мм. 7. Інструмент за п. 1, який відрізняється тим, що для отримання частково-регулярного мікрорельєфу з паралельними трикутними канавками, які дотикаються, повинні виконуватись наступні умови: - відстань в осьовому напрямку між центрами кульок і додаткових кульок повинна дорівнювати: D sin cos L , мм, 6 - кут зміщення кульок відносно додаткових кульок в напрямі, перпендикулярному осі інструмента, повинен дорівнювати: s 60 sin 2 arctg , град., D - амплітуда повздовжніх коливань інструмента повинна дорівнювати: 2 s T D sinarctg 2 D T , 24 b 16 де b - ширина відбитку кульок, мм, D - діаметр оброблюваного отвору, мм, T - коловий крок нерівностей, мм. 9 UA 121381 U 10 UA 121381 U 11 UA 121381 U 12 UA 121381 U 13 UA 121381 U 14 UA 121381 U 15 UA 121381 U 16 UA 121381 U Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 17
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 39/00
Мітки: оброблення, інструмент, поверхонь, вібраційним, внутрішніх, чистового, фінішного, обкочуванням, циліндричних
Код посилання
<a href="https://ua.patents.su/19-121381-instrument-dlya-chistovogo-finishnogo-obroblennya-vnutrishnikh-cilindrichnikh-poverkhon-vibracijjnim-obkochuvannyam.html" target="_blank" rel="follow" title="База патентів України">Інструмент для чистового фінішного оброблення внутрішніх циліндричних поверхонь вібраційним обкочуванням</a>
Інструмент для чистового фінішного оброблення циліндричних поверхонь
Номер патенту: 103173
Опубліковано: 10.12.2015
Автор: Дзюра Володимир Олексійович
МПК: B24B 39/00
Мітки: циліндричних, фінішного, чистового, оброблення, поверхонь, інструмент
Формула / Реферат:
Інструмент для чистового фінішного оброблення зовнішніх циліндричних поверхонь, що складається із корпусу, виконаного у вигляді суцільної правильної шестигранної призми з центральним отвором, і на трьох гранях корпусу виконані ступінчасті наскрізні циліндричні отвори, осі яких перетинаються у центрі кола, утвореного перпендикулярним до поздовжньої осі перерізом центрального отвору, причому у згадані ступінчасті отвори з можливістю...
Інструмент для чистового фінішного оброблення зовнішніх циліндричних поверхонь
Номер патенту: 108691
Опубліковано: 25.05.2015
Автори: Дзюра Володимир Олексійович, Кашуба Назар Петрович, Кривий Петро Дмитрович
МПК: B24B 39/04
Мітки: оброблення, поверхонь, фінішного, зовнішніх, інструмент, чистового, циліндричних
Формула / Реферат:
Інструмент для чистового фінішного оброблення зовнішніх циліндричних поверхонь, що складається із корпуса, в якому встановлені три кулькові головки пружної дії, рівномірно розміщені по колу через 120° з можливістю встановлення певного положення одна відносно іншої, який відрізняється тим, що корпус виконаний у вигляді суцільної правильної шестигранної призми з центральним отвором, причому на трьох гранях корпуса виконані ступінчасті...
Пристрій для оброблення плоских поверхонь вібраційним обкочуванням
Номер патенту: 85167
Опубліковано: 11.11.2013
Автори: Кашуба Назар Петрович, Дичковський Михайло Григорович, Кривий Петро Дмитрович
МПК: B24B 39/00
Мітки: поверхонь, вібраційним, плоских, оброблення, пристрій, обкочуванням
Формула / Реферат:
Пристрій для оброблення плоских поверхонь вібраційним обкочуванням, що має корпус у вигляді прямокутної рамки, який закріплений на пінолі вертикально-фрезерного верстата, у напрямних ковзання у корпусі, встановлена з можливістю переміщення у перпендикулярному до поздовжньої осі корпусу, каретка, в якій виконаний поздовжній наскрізний паз, в цей паз встановлені, з можливістю регулювання їхнього положення, обойми з центральними отворами, в які...
Багатолезовий різальний інструмент для витяжного розточування внутрішніх циліндричних поверхонь
Номер патенту: 73092
Опубліковано: 10.09.2012
Автори: Крупа Володимир Васильович, Кривий Петро Дмитрович
МПК: B23B 51/10
Мітки: розточування, поверхонь, інструмент, внутрішніх, циліндричних, багатолезовий, витяжного, різальний
Формула / Реферат:
Багатолезовий різальний інструмент для витяжного розточування внутрішніх циліндричних поверхонь, що складається з корпуса, в якому виконані хвостовик з різьбовою частиною та робоча частина, різальних елементів, центрального у хвостовику отвору і каналів для підводу змащувально-охолоджуючої рідини (ЗОР) в зону різання та напрямних елементів і в робочій частині корпуса виконані чотири попарно діаметрально протилежно розміщені, перший по...
Багатолезовий різальний інструмент для протяжного розточування внутрішніх циліндричних поверхонь
Номер патенту: 67542
Опубліковано: 27.02.2012
Автори: Кривий Петро Дмитрович, Кушпіль Володимир Степанович, Крупа Володимир Васильович
МПК: B23B 51/10
Мітки: інструмент, різальний, циліндричних, протяжного, внутрішніх, розточування, поверхонь, багатолезовий
Формула / Реферат:
Багатолезовий різальний інструмент для протяжного розточування внутрішніх циліндричних поверхонь, що складається з корпусу, в якому виконані хвостовик з різьбовою частиною та робоча частина, різальних елементів, центрального у хвостовику отвору і каналів для підводу змащувально-охолоджуючої рідини в зону різання та напрямних елементів, який відрізняється тим, що в робочій частині корпусу виконані чотири попарно діаметрально протилежно...
Попередній патент: Культиватор до мотоблока для міжрядкового обробітку ґрунту
Наступний патент: Спосіб лікування виразки дванадцятипалої кишки в дітей
Випадковий патент: Струмопараметричний вал