Багатолезовий різальний інструмент для протяжного розточування внутрішніх циліндричних поверхонь
Номер патенту: 67542
Опубліковано: 27.02.2012
Автори: Кушпіль Володимир Степанович, Крупа Володимир Васильович, Кривий Петро Дмитрович
Формула / Реферат
Багатолезовий різальний інструмент для протяжного розточування внутрішніх циліндричних поверхонь, що складається з корпусу, в якому виконані хвостовик з різьбовою частиною та робоча частина, різальних елементів, центрального у хвостовику отвору і каналів для підводу змащувально-охолоджуючої рідини в зону різання та напрямних елементів, який відрізняється тим, що в робочій частині корпусу виконані чотири попарно діаметрально протилежно розміщені, перший відносно до третього, а другий відносно до четвертого, однакові, паралельні до поздовжньої осі інструмента клиноподібні пази, причому сліди перших бокових плоских поверхонь кожного клиноподібного паза в площині, перпендикулярній до поздовжньої осі інструмента, є нормаллю до кола, утвореного перерізом цією ж площиною зовнішньої циліндричної поверхні робочої частини корпусу, а на других бокових поверхнях клиноподібних пазів, які розміщені під кутом ![]() відносно до відповідних перших плоских бокових поверхонь клиноподібних пазів, меншим від кута тертя, виконані рифлення, які нахилені під кутом
відносно до відповідних перших плоских бокових поверхонь клиноподібних пазів, меншим від кута тертя, виконані рифлення, які нахилені під кутом ![]() до поздовжньої осі інструмента, що визначається за формулою:
до поздовжньої осі інструмента, що визначається за формулою:
![]() , де
, де
![]() - величина перезаточування різця в радіальному напрямку;
- величина перезаточування різця в радіальному напрямку;
![]() - допустимий радіальний знос інструмента;
- допустимий радіальний знос інструмента;
![]() - мінімальна величина переточування державки різця по передній поверхні,
- мінімальна величина переточування державки різця по передній поверхні,
причому центральні кути між плоскими боковими поверхнями першого і другого та третього і четвертого клиноподібних пазів однакові і рівні ![]() та на головних різальних кромках різальних елементів, які закріплені в клиноподібних пазах, виконані додаткові фаски шириною
та на головних різальних кромках різальних елементів, які закріплені в клиноподібних пазах, виконані додаткові фаски шириною ![]() , і довжиною
, і довжиною ![]() під кутом
під кутом ![]() до поздовжньої осі інструмента, причому допоміжні кути в плані різальних елементів, встановлених в другому і четвертому клиноподібних пазах, рівні
до поздовжньої осі інструмента, причому допоміжні кути в плані різальних елементів, встановлених в другому і четвертому клиноподібних пазах, рівні ![]() , а допоміжні кути в плані різальних елементів, встановлених в першому і третьому клиноподібних пазах, визначаються за формулою:
, а допоміжні кути в плані різальних елементів, встановлених в першому і третьому клиноподібних пазах, визначаються за формулою:
 , де
, де
![]() - кут нахилу додаткової фаски до поздовжньої осі інструмента;
- кут нахилу додаткової фаски до поздовжньої осі інструмента;
![]() - допоміжний кут в плані на різальних елементах;
- допоміжний кут в плані на різальних елементах;
![]() - центральний кут між плоскими поверхнями першого і другого та третього і четвертого клиноподібних пазів,;
- центральний кут між плоскими поверхнями першого і другого та третього і четвертого клиноподібних пазів,;
і в робочій частині корпусу додатково виконані чотири попарно діаметрально протилежно розміщені, однакові, паралельні до поздовжньої осі інструменту пази типу "ластівчиного хвоста", положення одного із них визначено в площині, перпендикулярній до поздовжньої осі інструмента центральним кутом, який утворений його віссю і боковою плоскою поверхнею першого клиноподібного паза, який визначається за формулою:
![]() , де
, де
![]() - максимальна ширина паза типу "ластівчиного хвоста";
- максимальна ширина паза типу "ластівчиного хвоста";
![]() - максимальна ширина клиноподібного паза;
- максимальна ширина клиноподібного паза;
![]() - радіус впадин паза,
- радіус впадин паза,
а положення суміжного з ним паза визначається в площині, перпендикулярній до поздовжньої осі інструмента центральним кутом, що утворений його віссю і боковою плоскою поверхнею першого клиноподібного паза за формулою:
![]() , де
, де
![]() - максимальна ширина паза типу "ластівчиного хвоста";
- максимальна ширина паза типу "ластівчиного хвоста";
![]() - радіус впадин паза,
- радіус впадин паза,
і в ці пази встановлені пружні напрямні елементи, які зміщені в напрямку, протилежному подачі відповідно вершин різальних елементів, на певну величину, і на яких виконані забірні факси для плавного їх входу в оброблений отвір.
Текст
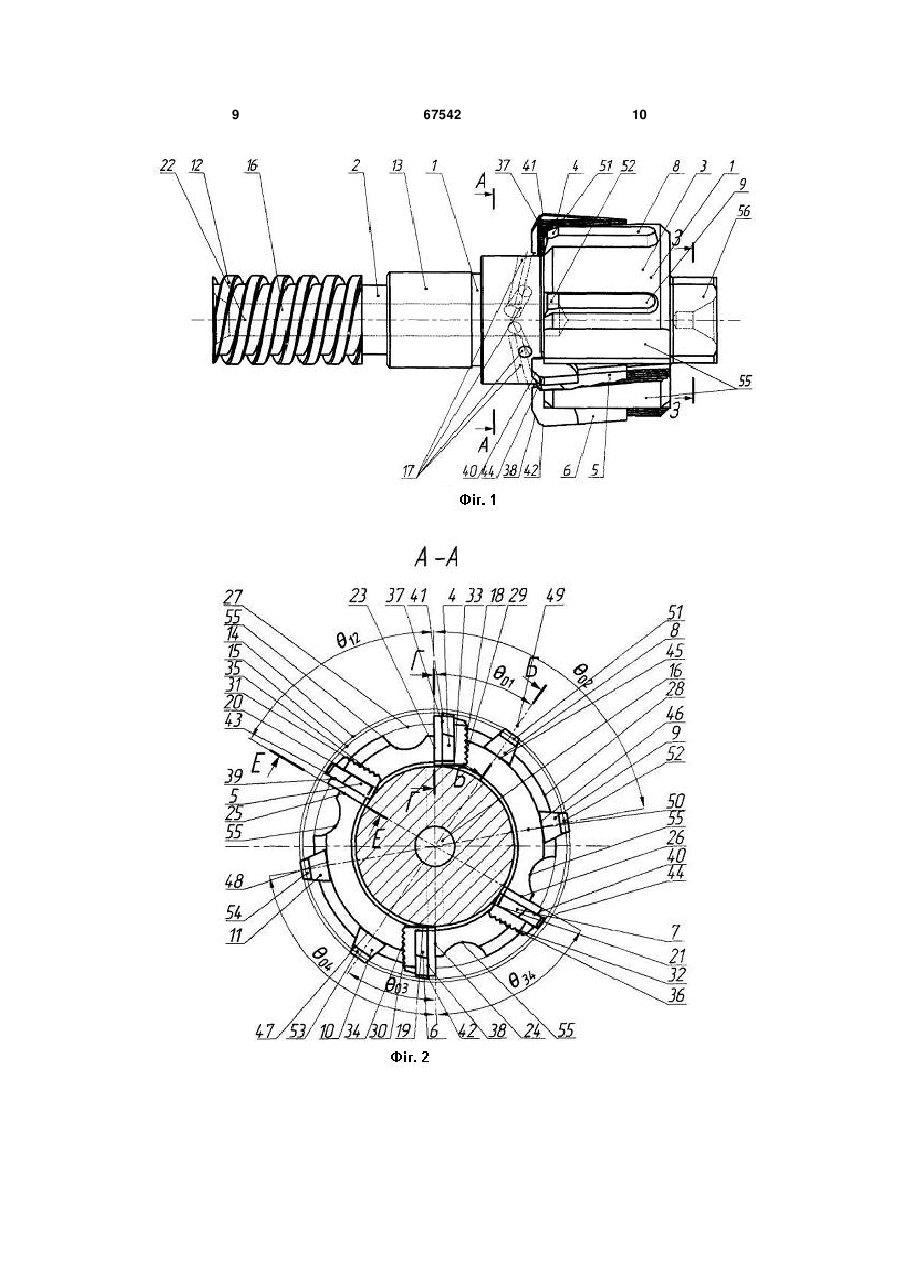
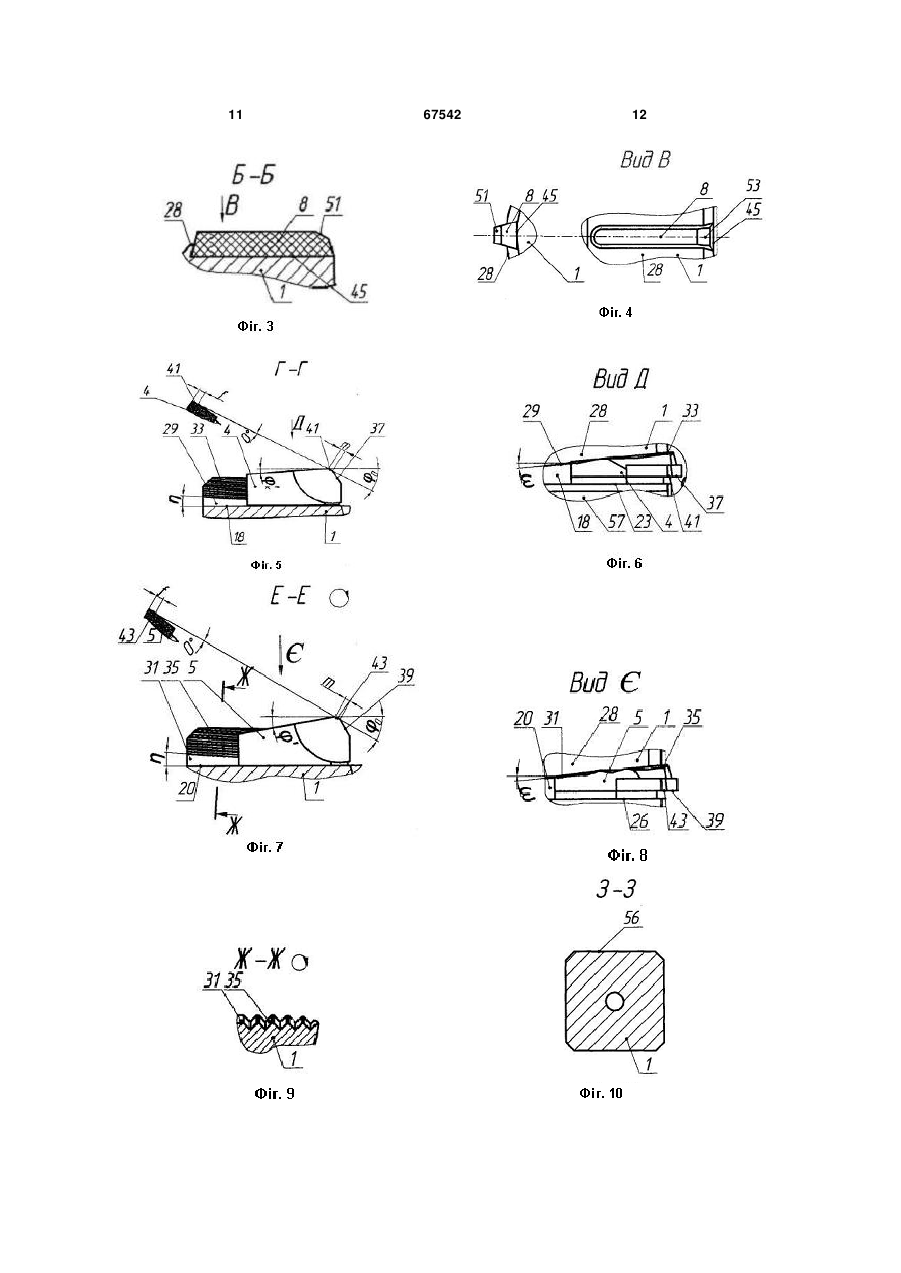
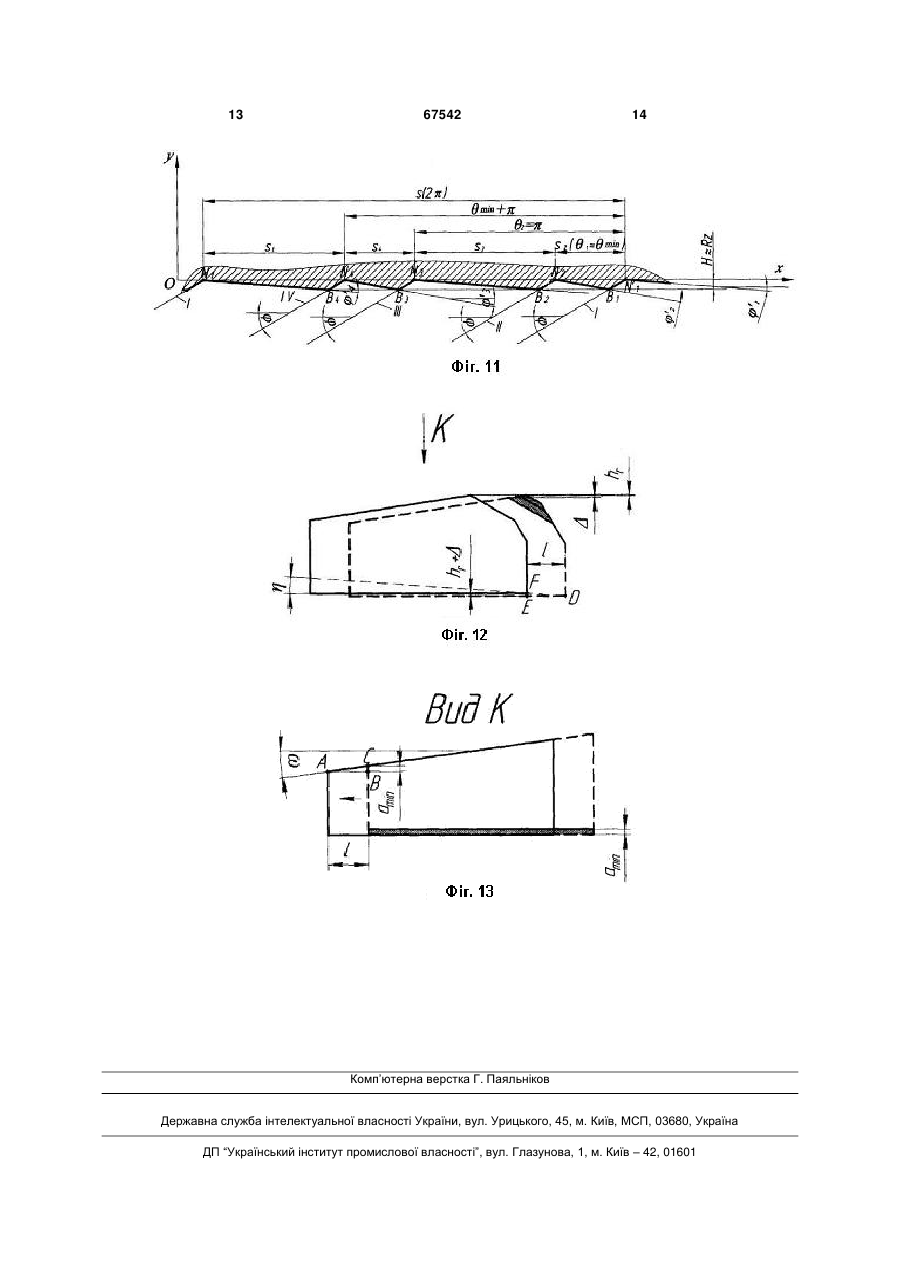
Багатолезовий різальний інструмент для протяжного розточування внутрішніх циліндричних поверхонь, що складається з корпусу, в якому виконані хвостовик з різьбовою частиною та робоча частина, різальних елементів, центрального у хвостовику отвору і каналів для підводу змащувальноохолоджуючої рідини в зону різання та напрямних елементів, який відрізняється тим, що в робочій частині корпусу виконані чотири попарно діаметрально протилежно розміщені, перший відносно до третього, а другий відносно до четвертого, однакові, паралельні до поздовжньої осі інструмента клиноподібні пази, причому сліди перших бокових плоских поверхонь кожного клиноподібного паза в площині, перпендикулярній до поздовжньої осі інструмента, є нормаллю до кола, утвореного перерізом цією ж площиною зовнішньої циліндричної поверхні робочої частини корпусу, а на других бокових поверхнях клиноподібних пазів, які розміщені під кутом відносно до відповідних перших плоских бокових поверхонь клиноподібних пазів, меншим від кута тертя, виконані рифлення, які нахилені під кутом до поздовжньої осі інструмента, що визначається за формулою: arctg(( hr ) / amin tg , де 2 3 67542 4 b - максимальна ширина паза типу "ластівчиного хвоста"; rвn - радіус впадин паза, і в ці пази встановлені пружні напрямні елементи, які зміщені в напрямку, протилежному подачі від повідно вершин різальних елементів, на певну величину, і на яких виконані забірні факси для плавного їх входу в оброблений отвір. Корисна модель належить до механічного оброблення металів різанням і може бути використана для оброблення глибоких отворів циліндрів. Найближчим технічним рішенням до заявлюваного є багатолезовий різальний інструмент для протяжного розточування внутрішніх циліндричних поверхонь, який складається з корпусу, в якому виконані хвостовик з різьбовою частиною та робоча частина, твердосплавних різальних елементів, центрального у хвостовика отвору і каналів для підводу змащувально-охолоджуючої рідини (ЗОР) в зону різання та напрямних елементів [див. пат. РФ RU2388579, опубл. 10.05.2010, бюл. №13]. Недоліком даного інструмента є його низька стійкість і збільшення діаметральних розмірів, що можуть виходити за межі допуску оброблюваної деталі через те, що напрямні фаски на різальних елементах значно збільшують площу контакту різальної частини інструмента з оброблюваною поверхнею, підвищуючи при цьому температуру в зоні оброблення. Іншим недоліком є підвищене зношування напрямних внаслідок їх контактування з оброблюваною поверхнею. В основу корисної моделі поставлена задача підвищити точність розмірів оброблюваних деталей, а також підвищити стійкість інструмента. Поставлена задача вирішується шляхом виконання інструмента, що складається з корпусу, в якому виконані хвостовик з різьбовою частиною та робоча частина, різальних елементів, центрального у хвостовика отвору і каналів для підводу змащувально-охолоджуючої рідини (ЗОР) в зону різання та напрямних елементів, згідно з корисною моделлю, в робочій частині корпусу виконані чотири попарно діаметрально протилежно розміщені, перший відносно до третього, а другий відносно до четвертого, однакові, паралельні до поздовжньої осі інструмента клиноподібні пази, причому сліди перших бокових плоских поверхонь кожного клиноподібного паза в площині, перпендикулярній до поздовжньої осі інструмента, є нормаллю до кола, утвореного перерізом цією ж площиною зовнішньої циліндричної поверхні робочої частини корпусу, а на других бокових поверхнях клиноподібних пазів, які розміщені під кутом відносно до відповідних перших плоских бокових поверхонь клиноподібних пазів, меншим від кута тертя, виконані рифлення, які нахилені під кутом до поздовжньої осі інструмента, що визначається за формулою: arctg(( hr ) / amin tg) , де amin - мінімальна величина переточування державки різця по передній поверхні, причому центральні кути між плоскими боковими поверхнями першого і другого та третього і четвертого клиноподібних пазів однакові і рівні - величина переточування різця в радіальному напрямку; hr - допустимий радіальний знос інструмента; min 30 60 та на головних різальних кромках різальних елементів, які закріплені в клиноподібних пазах, виконані додаткові фаски шириною f 0,1 0,8 мм і довжиною m 15 2 мм під кутом , 0 20 45 до поздовжньої осі інструмента, причому допоміжні кути в плані різальних елементів, встановлених в другому і четвертому клиноподібних пазах, рівні '2 '4 ' 5 10 , а допоміжні кути в плані різальних елементів, встановлених в першому і третьому клиноподібних пазах, визначаються за формулою: (ctg0 ctg' ) ( min ) ' ' 1 '3 K arcctg ctg0 , min де 0 - кут нахилу додаткової фаски до поздовжньої осі інструмента; ' - допоміжний кут в плані на різальних елементах; min - центральний кут між плоскими поверх нями першого і другого та третього і четвертого клиноподібних пазів, і в робочій частині корпусу додатково виконані чотири попарно діаметрально протилежно розміщені, однакові, паралельні до поздовжньої осі інструмента пази типу "ластівчиного хвоста", положення одного із них визначено в площині, перпендикулярній до поздовжньої осі інструмента центральним кутом, який утворений його віссю і боковою плоскою поверхнею першого клиноподібного паза, який визначається за формулою: (1,5...2)b B 01 2 , де rвn b - максимальна ширина паза типу "ластівчиного хвоста"; B - максимальна ширина клиноподібного паза; rвn - радіус впадин паза, а положення суміжного з ним паза визначається в площині, перпендикулярній до поздовжньої осі інструмента центральним кутом, що утворений його віссю і боковою плоскою поверхнею першого клиноподібного паза за формулою: 5 02 min 2 (3...3,5 )b , де rвn b - максимальна ширина паза типу "ластівчиного хвоста"; rвn - радіус впадин паза, і в ці пази встановлені пружні напрямні елементи, які зміщені в напрямку, протилежному подачі відносно вершин різальних елементів, на певну величину, і на яких виконані забірні фаски для плавного їх входу в оброблений отвір. Суть корисної моделі пояснюється графічними матеріалами, виконаними на фіг. 1-13. Зокрема на фіг. 1 поданий загальний вигляд інструмента; на фіг. 2 - розріз А-А на фіг. 1; на фіг. 3 - розріз Б-Б на фіг. 2; на фіг. 4 - вигляд В на фіг. 3; на фіг. 5 розріз Г-Г на фіг. 2; на фіг. 6 - вигляд Д на фіг. 5; на фіг. 7 - переріз Е-Е на фіг. 2; на фіг. 8 - вигляд Є на фіг. 7; на фіг. 9 - переріз Ж-Ж на фіг. 7; на фіг. 10 - переріз 3-3 на фіг. 1, на фіг. 11 - схема для визначення центральних, а також допоміжних кутів в плані на різальних елементах; на фіг. 12 - розрахункова схема для визначення кута підйому рифлень; на фіг. 13 - вид К на фіг. 12. Багатолезовий різальний інструмент для протяжного розточування внутрішніх циліндричних поверхонь складається з корпусу 1 (фіг. 1), на якому виконані хвостовик 2 і робоча частина 3 з чотирма різальними 4, 5, 6, 7 та чотирма напрямними 8, 9, 10, 11 елементами. Хвостовик 2, на якому виконана двозахідна різьба 12 та циліндрична поверхня 13 служать для співвісного з'єднання інструмента з оправкою (на фіг. не показано). Діаметр описаного кола по напрямних 14 (фіг. 2) більше діаметра оброблюваного отвору 15. Для підводу ЗОР в зону різання в хвостовику 2 виконаний центральний отвір 16 з каналами 17, що подають ЗОР до кожного з різальних елементів 4, 5, 6, 7. В робочій частині 3 корпусу 1 виконані чотири однакові попарно діаметрально протилежно розміщені, перший 18 відносно до третього 19 і другий 20 відносно до четвертого 21, паралельні до поздовжньої осі 22 інструмента клиноподібні пази. Сліди перших плоских бокових поверхонь 23, 24, 25, 26 відповідних клиноподібних пазів 18, 19, 20, 21 в площині, перпендикулярній до поздовжньої осі 22 інструмента, є нормалями до кола 27, утвореного перерізом цією ж площиною зовнішньої циліндричної поверхні 28 робочої частини корпусу. На других бокових поверхнях 29, 30, 31, 32 клиноподібних пазів 18, 19, 20, 21, які розміщені під кутом відносно до відповідних перших плоских бокових поверхонь 23, 24, 25, 26 (фіг. 6, 8) клиноподібних пазів 18, 19, 20, 21, який є меншим від кута тертя, виконані рифлення 33, 34, 35, 36 (фіг. 5, 7, 9), що нахилені під кутом до поздовжньої осі 22 інструмента, що визначається за формулою: arctg(( hr ) / min tg) , де - величина переточування різця в радіальному напрямку; hr - допустимий радіальний знос інструмента; min - мінімальна величина переточування державки різця по передній поверхні. 67542 6 Центральні кути між першою плоскою боковою поверхнею 23 першого клиноподібного паза 18 і першою плоскою поверхнею 25 другого клиноподібного паза 20, а також кут між першою плоскою поверхнею 24 третього клиноподібного паза 19 і першою плоскою поверхнею 26 четвертого клиноподібного паза 21 в площині, перпендикулярній до поздовжньої осі 22 інструмента однакові і рівні: 12 34 min 30 60 (фіг. 2). В клиноподібні пази 18, 19, 20, 21 відповідно встановлені різальні елементи 4, 6, 5, 7, на головних різальних кромках 37, 38, 39, 40 яких виконані фаски 41, 42, 43, 44 довжиною та шириною m 15 2 мм , f 0,1 0,8 мм під кутом 0 20 60 до поздовжньої осі 22 інструмента. В другий 20 і четвертий 21 клиноподібні пази відповідно встановлені другий 5 і четвертий 7 різальні елементи з допоміжними кутами в плані '2 '4 ' 5 10 , а в перший 18 і третій 19 клиноподібні пази встановлені відповідно перший 4 і третій 6 різальні елементи з корегованими допоміжними кутами в плані, які визначаються за формулою: (ctg0 ctg' ) ( min ) ' ' 1 '3 K arcctg ctg0 , min де 0 - кут нахилу додаткової фаски до поздовжньої осі інструмента; ' - допоміжний кут в плані на різальних елементах; rвn - центральний кут між плоскими поверхня ми першого і другого та третього і четвертого клиноподібних пазів. В робочій частині 3 корпусу 1 виконані чотири попарно діаметрально протилежно розміщені однакові, паралельні до поздовжньої осі 22 інструмента, пази 45, 46, 47, 48 типу "ластівчиного хвоста". Положення одного з них, а також протилежного йому (відповідно першого і третього), визначено в площині, перпендикулярній до поздовжньої осі 22 інструмента (фіг. 2) центральними кутами, які утворені їх віссю 49 та боковими плоскими поверхнями 23 і 25 відповідно першого 18 та третього 20 пазів, значення яких визначається за формулою: (1,5...2)b B 01 03 2 , де rвn b - максимальна ширина паза типу "ластівчиного хвоста"; B - максимальна ширина клиноподібного паза; rвn - радіус впадин пазів типу "ластівчиного хвоста". Положення другого 46 та четвертого 48 пазів визначаються в площині, перпендикулярній до поздовжньої осі 22 інструмента центральними кутами, що утворені їх віссю 50 і боковими плоскими поверхнями відповідно 23 і 25 першого та третього пазів, значення яких визначається за формулою: 7 67542 02 04 min 2 подачу (3...3,5)b , де rвn на ТРЕ знайдемо з співвідношення s2 / s3 min /( min ) і отримаємо: b - максимальна ширина паза типу "ластівчиного хвоста"; rвn - радіус впадин пазів типу "ластівчиного хвоста". В ці пази встановлюються пружні напрямні елементи 8, 9, 10 і 11, які зміщені в напрямку, протилежному подачі відносно вершин різальних елементів на певну величину і на яких виконані забірні фаски 51, 52, 53, 54 для плавного їх входу в оброблений отвір (фіг. 3, 4). На робочій частині 3 корпусу 1 паралельно до поздовжньої осі 22 перед кожним з різальних елементів 4, 5, 6, 7 відносно до напряму обертання виконані стружкові канавки 55 (фіг. 1, 2) для направленого відводу стружки з зони оброблення. В правій частині корпусу 1 виконані лиски 56 під ключ для закріплення та зняття інструмента з оправки (фіг. 10). Для визначення кутів розміщення різальних елементів в площині, перпендикулярній до поздовжньої осі інструмента, величин допоміжних кутів в плані та подач на кожному з різальних елементів а також подачі на оберт в залежності від величини шорсткості, скористаємось фіг. 11. Введемо систему координат yOx . Вісь x направимо вправо - в напрямку, протилежному напрямку подачі, вісь y ' N1 , вверх. Виберемо на осі х довільну точку яка буде зображати вершину першого різального елемента (ПРЕ) інструмента та, провівши промінь з ' N1 під кутом 0 до осі, Ox отримаємо положення головної різальної кромки (ГРК) ПРЕ в момент початку здійснення оберту. Другий різальний елемент (ДРЕ) зміщаємо відносно першого на кут 12 min , де min 30 60 . Тоді, вважаючи, що головний кут в плані 0 на всіх різцях однаковий, а також задавшись величиною шорсткості обробленої поверхні H Rz const та прийнявши значення допоміжного кута в плані на другому різальному елементі (ДРЕ) 8 '2 5...10 , отримаємо ' значення подачі з N2N1B1 : s2 H (ctg ctg'2 . Вершину третього різального елемента (ТРЕ) для зрівноваження радіальних складових сил різання встановлюємо навпроти вершини ПРЕ, а вершину четвертого різального елемента (ЧРЕ) навпроти ДРЕ, тобто відносно ПРЕ, ДРЕ та ЧРЕ будуть зміщені в коловому напрямку на кути відповідно та min . Враховуючи, що подача s 2 на ДРЕ забезпечується таким конструкторським параметром, як кутове розміщення ДРЕ відносно ПРЕ 12 min , то s3 s2 ( min ) H (ctg0 ctg' ) ( min ) , min min яка на фіг. 11 зобразиться відрізком N2N3 . Подача на ЧРЕ s4 s2 . Загальну подачу інструмента знайдемо із співвідношення s2 / s min / 2 : s s2 2 H (ctg0 ctg' ) 2 . min min Для забезпечення умови H Rz const приймаємо значення допоміжного кута в плані на четвертому і другому різальних елементах '4 '2 ' 5...10 , а величини допоміжних кутів в плані на першому та третьому різальних елементах визначаться з N3N2B2 (фіг. 11) за форму' лою: '3 1 arcctg(s3 / H ctg0 . Підставивши замість s3 його отримане значення та спростивши, будемо мати: (ctg0 ctg' ) ( min ) ' ' '3K 1K K arcctg ctg0 min . Для визначення кута підйому рифлень скористаємось розрахунковими схемами на фіг. 12, фіг. 13 та наступними міркуваннями: після зношування різального елемента в радіальному напрямку на величину hr та перезаточування на величину його перешліфовують по передній поверхні на величину min 0,1...0,2 мм . Таким чином, при повторному встановленні різальних елементів 4 в пази 13 вони перемістяться в осьовому напрямку на величину l , яку визначимо, розглянувши ABC, l min tg . При цьому необхідно, щоб при переміщенні в осьовому напрямку на цю величину радіальне переміщення компенсувало величини зношування та перезаточування. Врахувавши вищевикладене і розглянувши ABC отримаємо: rcctg(( hr ) / min tg . Таким чином, запропонована конструкція різального інструмента дозволить зменшити його нагрів в процесі роботи за рахунок зменшення площі контакту різальних елементів з заготовкою, що, в свою чергу, підвищить точність обробленої деталі і підвищить його стійкість, а також забезпечить нижчу шорсткість обробленої поверхні в порівнянні з аналогічним інструментом з рівномірно розміщеними по колу різальними елементами. 9 67542 10 11 67542 12 13 67542 14 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMultiblade cutting tool for extended boring internal cylindrical surfaces
Автори англійськоюKryvyi Petro Dmytrovych, Krupa Volodymyr Vasyliovych, Kushpil Volodymyr Stepanovych
Назва патенту російськоюМноголезвийный режущий инструмент для протяженного растачивания внутренних цилиндрических поверхностей
Автори російськоюКривой Петр Дмитриевич, Крупа Владимир Васильевич, Кушпиль Владимир Степанович
МПК / Мітки
МПК: B23B 51/10
Мітки: різальний, розточування, внутрішніх, циліндричних, поверхонь, інструмент, протяжного, багатолезовий
Код посилання
<a href="https://ua.patents.su/7-67542-bagatolezovijj-rizalnijj-instrument-dlya-protyazhnogo-roztochuvannya-vnutrishnikh-cilindrichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Багатолезовий різальний інструмент для протяжного розточування внутрішніх циліндричних поверхонь</a>
Багатолезовий розточувальний інструмент
Номер патенту: 42796
Опубліковано: 27.07.2009
Автор: Ковалевський Валерій Альбертович
МПК: B23B 29/00
Мітки: багатолезовий, розточувальний, інструмент
Формула / Реферат:
1. Багатолезовий розточувальний інструмент, що містить корпус, уздовж осі якого, у трьох рівномірно розташованих відкритих поздовжніх пазах, виконаних у вигляді з'єднаних у куточок опорних площин, закріплені різцеві вставки з різальними елементами, при цьому опорні площини більшої сторони цих поздовжніх пазів розташовані під кутом у межах 60° відносно один одного, який відрізняється тим, що на кожній опорній площині меншої сторони цих...
Багатолезовий збірний різальний інструмент
Номер патенту: 21918
Опубліковано: 30.04.1998
Автори: Андрєєв Вячеслав Іванович, Клименко Леонід Павлович, Боду Світлана Жаківна
МПК: B23B 51/02
Мітки: різальний, збірний, інструмент, багатолезовий
Формула / Реферат:
Многолезвийный сборный режущий инструмент, на базовых поверхностях гнезд корпуса на штифтах установлены сменные многогранные режущие пластины, закрепляемые с помощью штоков, размещенных в заполненных гидропластовым наполнителем сообщающихся каналах с общим выходом, перекрытым общим зажимным элементом, отличающийся тем, что общий зажимной елемент выполнен в виде винта, расположенного в хвостовой части инструмента.
Збірний різальний інструмент

Номер патенту: 76214
Опубліковано: 17.07.2006
Автори: Кушніров Павло Васильович, Кладієнко Ганна Олегівна
МПК: B23C 5/02
Мітки: інструмент, різальний, збірний
Формула / Реферат:
1. Збірний різальний інструмент, що містить корпус з отворами, в яких встановлені і закріплені циліндричні різальні вставки з напрямними лисками, перпендикулярно осям отворів під різальні вставки в корпусі виконані отвори під кріплення, який відрізняється тим, що отвори з циліндричними різальними вставками виконані відносно осі корпусу під кутом нахилу, меншим від 90°, а закріплення пари циліндричних різальних вставок виконано одним...
Багатолезовий інструмент
Номер патенту: 8674
Опубліковано: 15.08.2005
Автори: Лобуренко Олександр Олексійович, Коротун Микола Миколайович
МПК: B23C 5/02
Мітки: багатолезовий, інструмент
Формула / Реферат:
1. Багатолезовий інструмент, що містить корпус із центральним отвором у його центральній частині і отворами у периферійній частині, в яких закріплені різальні вставки, який відрізняється тим, що центральна частина корпусу виконана у вигляді маточини, а периферійна частина корпусу із різальними вставками виконана у вигляді кільця, яке з'єднане із маточиною пружними елементами.2. Багатолезовий інструмент за п. 1, який відрізняється тим,...
Різальний інструмент
Номер патенту: 19597
Опубліковано: 15.12.2006
Автори: Клочко Михайло Маркович, Усачев Петро Антонович
МПК: B23C 5/02
Мітки: різальний, інструмент
Формула / Реферат:
Різальний інструмент, який містить вузли різальних елементів, що розташовані в осьових пазах корпуса інструмента та закріплені в осьовому та радіальному напрямку, який відрізняється тим, що корпус виконаний з двох частин, а різальні елементи циліндричної форми мають циліндричні твердосплавні вставні елементи з необхідною геометрією різальної частини для знімання чорнового припуску та вставні елементи з надтвердих матеріалів для знімання...
Попередній патент: Спосіб застосування препарату гістакріл для проведення ендоваскулярного виключення авм головного мозку
Наступний патент: Зубна щітка з стоматологічним дзеркальцем
Випадковий патент: Ванна барабанного магнітного сепаратора