Спосіб нанесення зносостійкого покриття на робочі поверхні пар тертя
Номер патенту: 10006
Опубліковано: 30.09.1996
Автори: Плужник Юрій Федорович, Аспідов Віктор Іванович, Грискіна Наталія Юхимівна, Гребень Андрій Маркович, Грискін Юхим Наумович
Формула / Реферат
(57) Способ нанесения износостойкого покрытия на рабочие поверхности пар трения, включающий засыпку в кольцевую канавку, покрытую слоем меди, порошка релита, прессование его, засыпку цементирующего порошка на слой релита, повторное прессование и пропитку в процессе спекания в нейтральной атмосфере, отличающийся тем, что в качестве цементирующего материала берут порошок наплавочного твердого никелевого сплава, перед повторным прессованием на слой цементирующего материала засыпают порошок меди, а после пропитки верхние слои удаляют механической обработкой до слоя релита.
Текст
Способ нанесения износостойкого покрытия на рабочие поверхности пар трения, включающий засыпку в кольцевую канавку, покрытую слоем меди, порошка релита, прессование его, засыпку цементирующего порошка на слой релита, повторное прессование и пропитку в процессе спекания в нейтральной атмосфере, о т л и ч а ю щ и й с я тем, что в качестве цементирующего материала берут порошок наплавочного твердого никелевого сплава, перед повторным прессованием на слой цементирующего материала засыпают порошок меди, а после пропитки верхние слои удаляют механической обработкой до слоя релита. Изобретение относится к области порошковой металлургии и может быть использовано для получения износостойкой поверхности в парах трения, например, в торцовых уплотнениях погружного электрооборудования, насосов и других машин, работающих в агрессивных жидкостях с механическими примесями при высоких скоростях скольжения и повышенных температурах. Известен способ получения износостойкого материала [1], заключающийся в спекании твердосплавных порошков карбида вольфрама и кобальта с медно-никелевыми сплавами в водородной среде. Недостатком данного способа является применение в качестве твердосплавного материала порошков карбида вольфрама типа ВК, у которых частицы имеют размеры в несколько микрон, в связи с чем после прессования не образуется достаточное количество пор и поэтому не обеспечивается качественная пропитка связующим материалом. Изготовленные по данному способу торцовые уплотнения имеют склонность к термо растрескиванию. Кроме этого, медь, рассеянная по микропорам твердого сплава, находясь на рабочей поверхности, снижает износостойкость и коррозионностойкость поверхностей а процессе трения. Наиболее близким по технической сущности является способ получения износостойкого покрытия на рабочих поверхностях пар трения [2], заключающийся в том, что на рабочем торце стальной заготовки выполняют канавку прямоугольного сечения, станки которой меднят и покрывают С > о о о о 10006 тонким слоем релита и с помощью пуансона прессуют его при давлении 300 ... 400 МПа. Сверху прессованный релит покрывают слоем порошка меди и вновь прессуют при том же давлении. Затем заготовки помещают в вакуумную печь, где при температуре 1150 ... 1200°С происходит пропитка спрессованного слоя релита расплавленной медью. После этого производят механическую обработку, в т.ч. шлифование рабочего торца алмазным кругом с последующей притиркой на чугунной плите алмазным порошком или алмазной пастой. Недостатками данного способа является недостаточная износостойкость и коррозионностойкость медной связки, применяемой в качестве цементирующего материала на трущихся релитовых поверхностях при работе в агрессивных жидкостях, при высоких температурах и при высоких скоростях вращения. Цель изобретения заключается в повышении качества покрытия, и особенно коррозионностойкости и износостойкости поверхности. Поставленная цель достигается тем, что в способе нанесения износостойкого покрытия на рабочие поверхности пар трения, включающем засыпку в кольцевую канавку, покрытую слоем меди, порошка релита, прессование его, засыпку цементирующего порошка на слой релита, повторное прессование и пропитку в процессе спекания в нейтральной атмосфере, согласно изобретению, в качестве цементирующего материала берут порошок наплавочного твердого никелевого сплава, перед повторным прессованием на слой цементирующего материала засыпают порошок меди, а после пропитки верхние слои удаляют механической обработкой до слоя релита. 5 10 15 20 25 30 35 40 Предлагаемое техническое решение осуществляется следующим образом. На торце металлической заготовки протачивают кольцевую канавку, например, 45 прямоугольного сечения. Стенки канавки электролитическим (іальоаническим) способом покрывают тонким слоем меди толщиной 0,02 - 0,03 мм, обеспечивая этим Упорядник Замовлення 4562 хорошую адгезию релитового слоя к стальной подложке. Затем, в канавку засыпают зерна литого карбида вольфрама (релита) с величиной зерна 0,18 - 0,28 мм на высоту. соответствующую заданной толщине рабочего слоя. Например, при толщине рабочего слоя 1,5 мм, высота засыпки должна быть 3 мм. Засыпанный слой релита прессуют с помощью пуансона давлением 2 - 4 т/см . После этого, сверху в канавку над спрессованным релитом засыпают слой порошка наплавочного никелевого сплава, а сверху над ним засыпают слой медного порошка, которые и прессуют совместно тем же пуансоном и тем давлением. После чего, заготовки помещают в вакуумную печь, где при температуре 1150 - 1200°С и остаточном давлении в печи (глубина вакуума) 10" - 10" мм рт.ст. в течение 2 часов, происходит пропитка рабочего релитового слоя никелевой связкой. В дальнейшем, верхний медный слой, как чисто технологический, полностью удаляется, а релитовый слой, сцементированный никелем, шлифуется и притирается. При производстве пар трения из стальных заготовок нужно иметь температуру плавления цементирующего материала ниже температуры плавления сталей, чтобы не оплавлять стальную основу. Поэтому, в качестве цементирующего материала применяют никель не в чистом виде (высокая температура плавления}, а с примесью бора, незначительное количество которого (до 5%) снижает температуру плавления никелевого сплава до 1200°С и ниже. Это позволяет также пропитать связкой рабочий релитовый слой на стальных заготовках в имеющихся серийно выпускаемых вакуумных печах. В качестве никелевого сплава с бором применяют порошки различных наплавочных твердых сплавов на никелевой основе типа СНГН, СР и другие, которые используются в качестве цементирующего слоя. Нанесение износостойкого покрытия t\s рабочие поверхности пар трения по способу позволяет повысить качество покрытия за счет повышения его износостойкости, теплостойкости и коррозионностойкости. Техред М.Моргентал Коректор И. МІлюкова Тираж Підписне Державне патентне відомство України, 254655, ГСП. КиТв-53. Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of application of wear-resistant coating on the working surfaces of friction pairs
Автори англійськоюHreben Andrii Markovych, Aspidov Viktor Ivanovych, Pluzhnik Yurii Fedorovych
Назва патенту російськоюСпособ нанесения износостойкого покрытия на рабочие поверхности пар трения
Автори російськоюГребень Андрей Маркович, Аспидов Виктор Иванович, Плужник Юрий Федорович
МПК / Мітки
МПК: B22F 7/04
Мітки: пар, спосіб, тертя, зносостійкого, покриття, робочі, нанесення, поверхні
Код посилання
<a href="https://ua.patents.su/2-10006-sposib-nanesennya-znosostijjkogo-pokrittya-na-robochi-poverkhni-par-tertya.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення зносостійкого покриття на робочі поверхні пар тертя</a>
Спосіб формування антифрикційної поверхні тертя у парах тертя
Номер патенту: 7960
Опубліковано: 26.12.1995
Автори: Назаров Євген Петрович, Ященко Микола Костянтинович, Іотов Валерій Володимирович, Гавриленко Сергій Миколайович, Сухенко Віталій Васильович, Коваль Іван Андрійович, Сівер Микола Васильович, Огородник Володимир Васильович, Кизяк Йосип Романович, Жданович Олег Єгорович, Лазар Йосип Володимирович
МПК: F16C 33/06
Мітки: антифрикційної, формування, спосіб, тертя, парах, поверхні
Формула / Реферат:
Способ формирования антифрикционной поверхности трения в парах трения путем выполнения на поверхности рельефа и заполнения его антифрикционным материалом, отличающийся тем, что рельеф выполняют в виде выступов и впадин глубиной 0,1-1000 мкм и суммарным соотношением площадей выступов и впадин, равным 0,2-2,0, и в качестве антифрикционного материала используют антифрикционный материал, содержащий интерметаллиды цветных металлов,...
Спосіб нанесення покриття, стійкого проти спрацювання
Номер патенту: 115
Опубліковано: 30.04.1993
Автори: Левін Віктор Володимирович, Гладченко Олександр Миколайович, Зверлін Валерій Григорович, Король Станіслав Миколайович, Пунько Василь Сергійович
МПК: B23K 9/04
Мітки: спосіб, спрацювання, нанесення, покриття, стійкого
Формула / Реферат:
1. Способ нанесения износостойкого покрытия на рабочую поверхность червяка пары червяк - гильза экструдера, включающий наплавку гребней червяка износостойким задироустойчивым сплавом на основе железа с твердостью более низкой, чем у сопряженной с ним гильзы, отличающийся тем, что, с целью повышения долговечности червяка путем уменьшения износа и экономии наплавочных материалов, сплав для наплавки гребней червяка выбирают с твердостью 0,7 -...
Спосіб видалення багашарового покриття з поверхні алюмінію
Номер патенту: 3093
Опубліковано: 26.12.1994
Автори: Фаєрман Максим Дмитрович, Грошенко Микола Олександрович, Пєршина Катерина Дмитрівна, Мілюкова Олена Татосовна
МПК: C23F 1/00
Мітки: видалення, покриття, багашарового, алюмінію, спосіб, поверхні
Формула / Реферат:
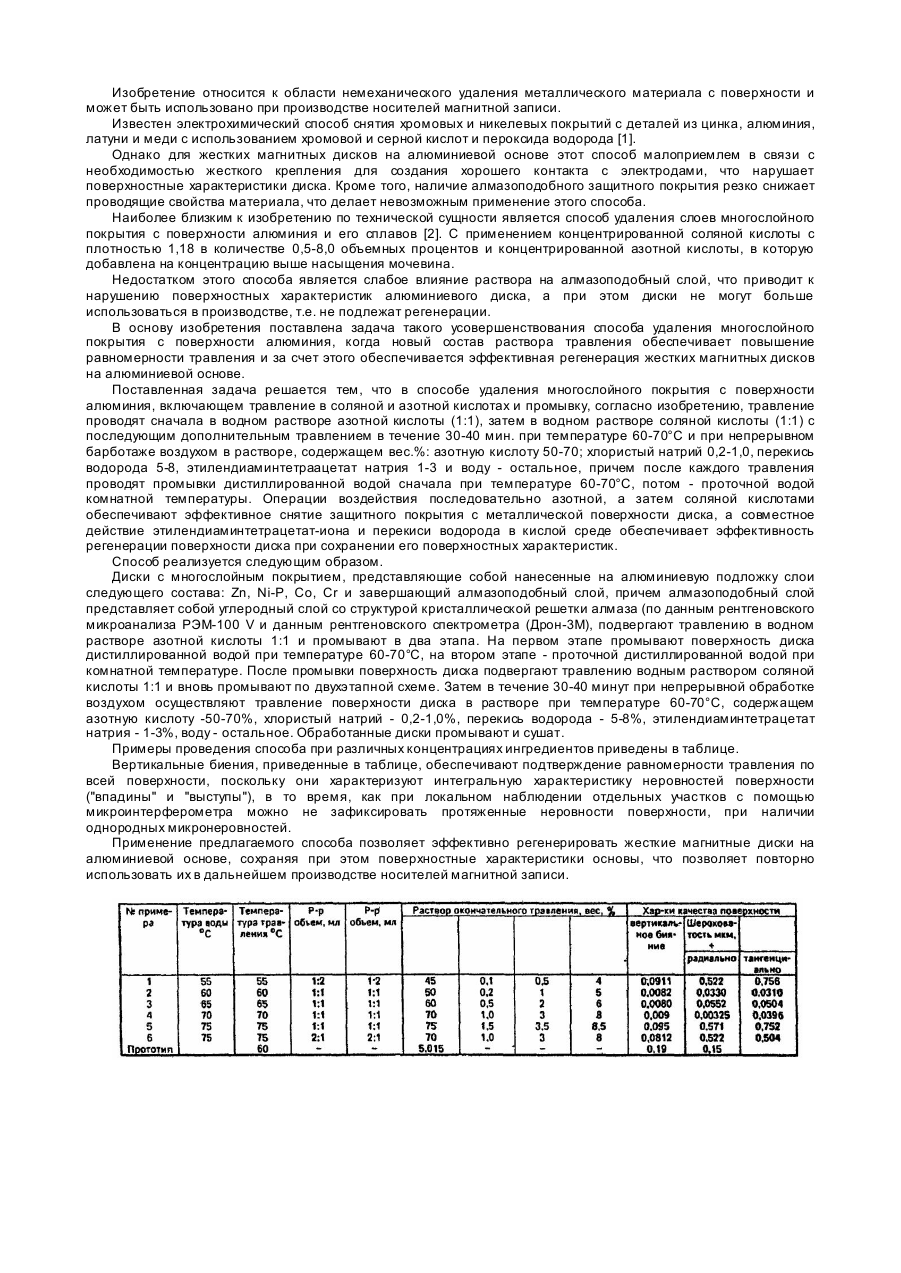
Способ удаления многослойного покрытия с поверхности алюминия, включающий травление в соляной и азотной кислотах и промывку, отличающийся тем, что травление проводят сначала в водном растворе азотной кислоты (1:1), затем в водном растворе соляной кислоты (1:1) с последующим дополнительным травлением в течение 30-40 мин при температуре 60-70°С и при непрерывном барботаже воздухом в растворе, содержащем вес. %: азотную кислоту 50-70, хлористый...
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні циліндричних деталей
Номер патенту: 5808
Опубліковано: 29.12.1994
Автори: Гладченко Олександр Миколайович, Сазонов Віктор Васильович
МПК: B22F 7/00
Мітки: металевих, покриттів, спосіб, деталей, циліндричних, порошків, внутрішні, поверхні, нанесення
Формула / Реферат:
Способ нанесення покрытий из металлических порошков на внутренние поверхности цилиндрических деталей, включающий загрузку порошка, вращение детали и нагрев порошка плазменно-дуговой горелкой до плавления с одновременным осевым перемещением горелки, отличающийся тем, что, с целью расширения технологических возможностей за счет нанесения покрытий сложных форм и снижения энергоемкости процесса, соосно с деталью осуществляют вращение горелки...
Спосіб нанесення покриття з металевого порошку
Номер патенту: 5324
Опубліковано: 28.12.1994
Автори: Гладченко Олександр Миколайович, Король Станіслав Миколайович, Сазонов Віктор Васильович, Пунько Василь Сергійович
МПК: B23K 11/06
Мітки: нанесення, порошку, спосіб, металевого, покриття
Формула / Реферат:
1. Способ нанесення покрытия из металлического порошка на цилиндрическую поверхность заготовки, включающий вращение и нагрев заготовки и одновременное осевое перемещение источника нагрева, подачу порошка на покрываемую поверхность с помощью транспортирующего газа, отличающийся тем, что, с целью повышения износостойкости покрытия, плавление порошка ведут в зоне, ширина которой не превышает 0,15 от номинального диаметра покрываемой...
Попередній патент: Поживне середовище наумова г.ф. для пророщування пилку
Наступний патент: Пристрій для гомогенізації паливно-повітряної суміші двигуна внутрішнього згорання
Випадковий патент: Спосіб регулювання водоприймача