Пристрій для лиття під низьким тиском
Номер патенту: 12358
Опубліковано: 02.12.1996
Автори: Борисов Георгій Павлович, Бєлік Валентин Іванович, Котлярський Франко Мар'янович
Формула / Реферат
Устройство для литья под низким давлением, содержащее двухступенчатую герметизированную камеру с литниково-питающими каналами в крышке низкой ступени и с боковым литниковым ходом в высокой ступени, установленную на низкую ступень форму и выполненный в крышке высокой ступени канал, сообщающий камеру с атмосферой и вакуумной системой, отличающееся тем, что боковой литниковый ход выполнен таким образом, что верхняя точка его соединения с камерой находится на уровне между входами и выходами литниково-питающих каналов.
Текст
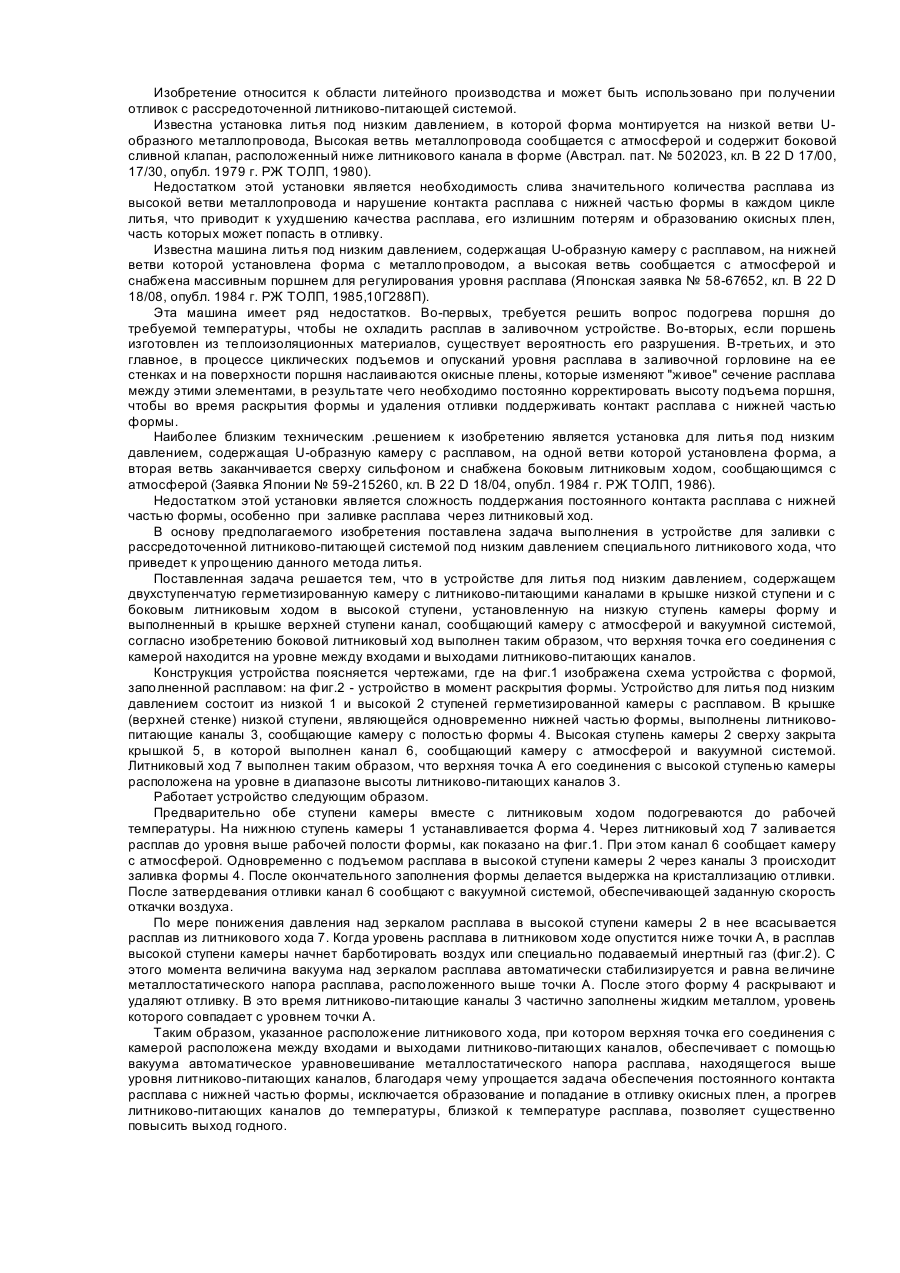
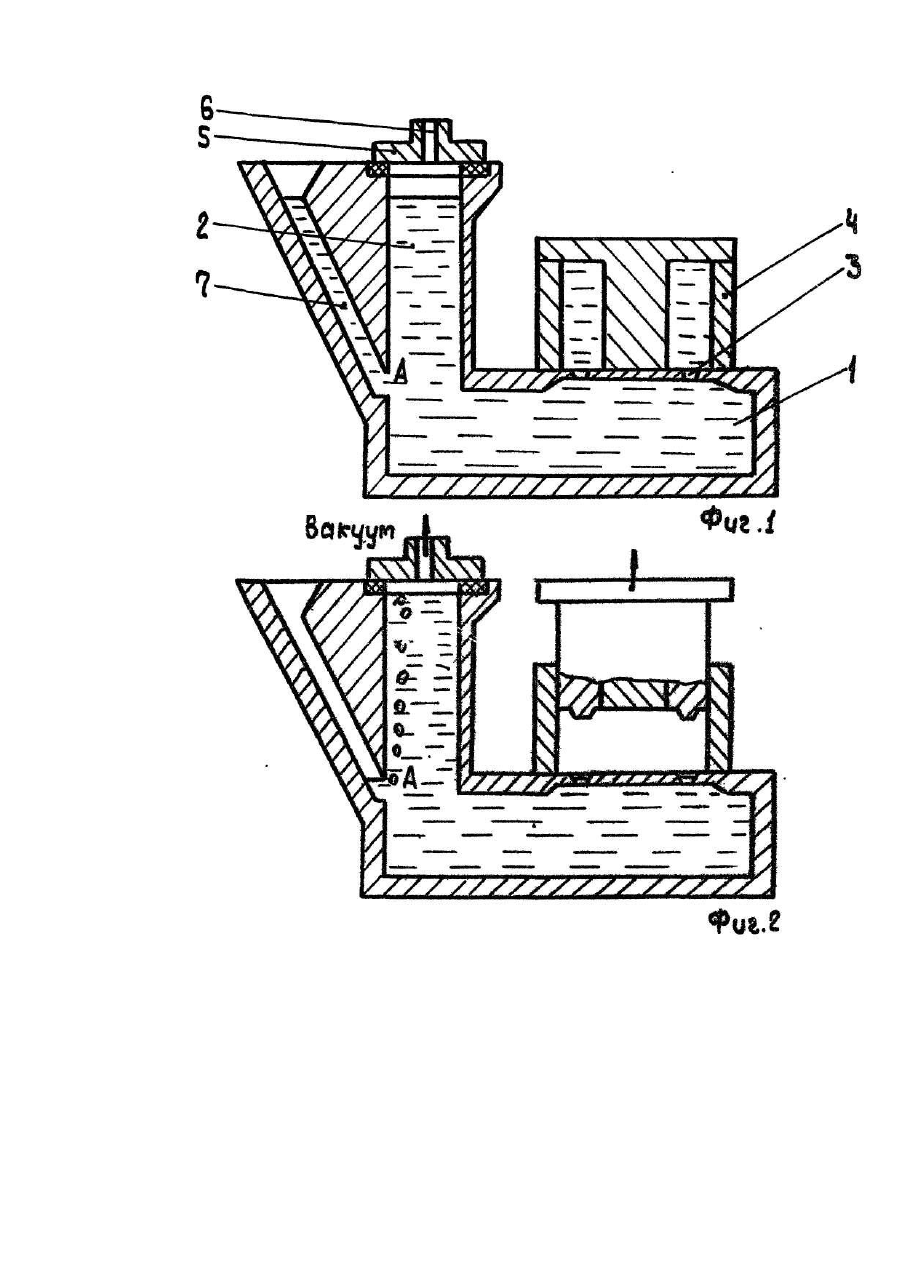
Изобретение относится к области литейного производства и может быть использовано при получении отливок с рассредоточенной литниково-питающей системой. Известна установка литья под низким давлением, в которой форма монтируется на низкой ветви Uобразного металлопровода, Высокая ветвь металлопровода сообщается с атмосферой и содержит боковой сливной клапан, расположенный ниже литникового канала в форме (Австрал. пат. № 502023, кл. В 22 D 17/00, 17/30, опубл. 1979 г. РЖ ТОЛП, 1980). Недостатком этой установки является необходимость слива значительного количества расплава из высокой ветви металлопровода и нарушение контакта расплава с нижней частью формы в каждом цикле литья, что приводит к ухудшению качества расплава, его излишним потерям и образованию окисных плен, часть которых может попасть в отливку. Известна машина литья под низким давлением, содержащая U-образную камеру с расплавом, на нижней ветви которой установлена форма с металлопроводом, а высокая ветвь сообщается с атмосферой и снабжена массивным поршнем для регулирования уровня расплава (Японская заявка № 58-67652, кл. В 22 D 18/08, опубл. 1984 г. РЖ ТОЛП, 1985,10Г288П). Эта машина имеет ряд недостатков. Во-первых, требуется решить вопрос подогрева поршня до требуемой температуры, чтобы не охладить расплав в заливочном устройстве. Во-вторых, если поршень изготовлен из теплоизоляционных материалов, существует вероятность его разрушения. В-третьих, и это главное, в процессе циклических подъемов и опусканий уровня расплава в заливочной горловине на ее стенках и на поверхности поршня наслаиваются окисные плены, которые изменяют "живое" сечение расплава между этими элементами, в результате чего необходимо постоянно корректировать высоту подъема поршня, чтобы во время раскрытия формы и удаления отливки поддерживать контакт расплава с нижней частью формы. Наиболее близким техническим .решением к изобретению является установка для литья под низким давлением, содержащая U-образную камеру с расплавом, на одной ветви которой установлена форма, а вторая ветвь заканчивается сверху сильфоном и снабжена боковым литниковым ходом, сообщающимся с атмосферой (Заявка Японии № 59-215260, кл. В 22 D 18/04, опубл. 1984 г. РЖ ТОЛП, 1986). Недостатком этой установки является сложность поддержания постоянного контакта расплава с нижней частью формы, особенно при заливке расплава через литниковый ход. В основу предполагаемого изобретения поставлена задача выполнения в устройстве для заливки с рассредоточенной литниково-питающей системой под низким давлением специального литникового хода, что приведет к упрощению данного метода литья. Поставленная задача решается тем, что в устройстве для литья под низким давлением, содержащем двухступенчатую герметизированную камеру с литниково-питающими каналами в крышке низкой ступени и с боковым литниковым ходом в высокой ступени, установленную на низкую ступень камеры форму и выполненный в крышке верхней ступени канал, сообщающий камеру с атмосферой и вакуумной системой, согласно изобретению боковой литниковый ход выполнен таким образом, что верхняя точка его соединения с камерой находится на уровне между входами и выходами литниково-питающих каналов. Конструкция устройства поясняется чертежами, где на фиг.1 изображена схема устройства с формой, заполненной расплавом: на фиг.2 - устройство в момент раскрытия формы. Устройство для литья под низким давлением состоит из низкой 1 и высокой 2 ступеней герметизированной камеры с расплавом. В крышке (верхней стенке) низкой ступени, являющейся одновременно нижней частью формы, выполнены литниковопитающие каналы 3, сообщающие камеру с полостью формы 4. Высокая ступень камеры 2 сверху закрыта крышкой 5, в которой выполнен канал 6, сообщающий камеру с атмосферой и вакуумной системой. Литниковый ход 7 выполнен таким образом, что верхняя точка А его соединения с высокой ступенью камеры расположена на уровне в диапазоне высоты литниково-питающих каналов 3. Работает устройство следующим образом. Предварительно обе ступени камеры вместе с литниковым ходом подогреваются до рабочей температуры. На нижнюю ступень камеры 1 устанавливается форма 4. Через литниковый ход 7 заливается расплав до уровня выше рабочей полости формы, как показано на фиг.1. При этом канал 6 сообщает камеру с атмосферой. Одновременно с подъемом расплава в высокой ступени камеры 2 через каналы 3 происходит заливка формы 4. После окончательного заполнения формы делается выдержка на кристаллизацию отливки. После затвердевания отливки канал 6 сообщают с вакуумной системой, обеспечивающей заданную скорость откачки воздуха. По мере понижения давления над зеркалом расплава в высокой ступени камеры 2 в нее всасывается расплав из литникового хода 7. Когда уровень расплава в литниковом ходе опустится ниже точки А, в расплав высокой ступени камеры начнет барботировать воздух или специально подаваемый инертный газ (фиг.2). С этого момента величина вакуума над зеркалом расплава автоматически стабилизируется и равна величине металлостатического напора расплава, расположенного выше точки А. После этого форму 4 раскрывают и удаляют отливку. В это время литниково-питающие каналы 3 частично заполнены жидким металлом, уровень которого совпадает с уровнем точки А. Таким образом, указанное расположение литникового хода, при котором верхняя точка его соединения с камерой расположена между входами и выходами литниково-питающих каналов, обеспечивает с помощью вакуума автоматическое уравновешивание металлостатического напора расплава, находящегося выше уровня литниково-питающих каналов, благодаря чему упрощается задача обеспечения постоянного контакта расплава с нижней частью формы, исключается образование и попадание в отливку окисных плен, а прогрев литниково-питающих каналов до температуры, близкой к температуре расплава, позволяет существенно повысить выход годного.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for low-pressure casting
Автори англійськоюKotliarskyi Franko Marianovych, Borysov Heorhii Pavlovych, Bielik Valentyn Ivanovych
Назва патенту російськоюУстройство для литья под низким давлением
Автори російськоюКотлярский Франко Марьянович, Борисов Георгий Павлович, Белик Валентин Иванович
МПК / Мітки
МПК: B22D 18/04
Мітки: лиття, тиском, низьким, пристрій
Код посилання
<a href="https://ua.patents.su/2-12358-pristrijj-dlya-littya-pid-nizkim-tiskom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для лиття під низьким тиском</a>
Пристрій для управління розливкою при литті під низьким тиском у разові форми
Номер патенту: 6074
Опубліковано: 29.12.1994
Автор: Ріо Беллосі
МПК: B22D 18/04
Мітки: форми, литті, разові, розливкою, пристрій, низьким, тиском, управління
Формула / Реферат:
1. Устройство для управления разливкой при литье под низким давлением в разовые формы, содержащее металлопривод, трубопровод подачи газа в тигель, датчик давления газа, установившегося в тигле, трубопровод выпуска газа, оснащенный клапаном, отличающееся тем, что, с целью интенсификации процесса литья оно снабжено датчиком уровня металла в металлопроводе, при этом клапан трубопровода выпуска газа выполнен управляемым от датчика давления...
Пристрій управління промисловим роботом для зняття відливок машини лиття під тиском
Номер патенту: 7416
Опубліковано: 29.09.1995
Автори: Сорокін Микола Олександрович, Богушевський Володимир Святославович, Церковницький Микола Сергійович, Присяжнюк Ігор Вікторович
МПК: B22D 17/32
Мітки: лиття, зняття, промисловим, машини, відливок, пристрій, управління, роботом, тиском
Формула / Реферат:
Устройство управления промышленным роботом для съема отливок машины литья под давлением, содержащее манипулятор с механическим захватом, снабженный программным контроллером, соединенным с датчиком объема отливки и с устройством управления циклом машины литья под давлением, отличающееся тем, что, с целью повышения КПД и надежности в работе устройства, оно дополнительно содержит датчики массы дозируемого в пресс-камеру металла и длины...
Пристрій визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 2972
Опубліковано: 26.12.1994
Автори: Церковницький Микола Сергійович, Сорокін Микола Олександрович, Лигоцький Ігор Леонідович, Богушевський Володимир Святославович
МПК: B22D 17/32
Мітки: пристрій, машини, тиском, прес-форми, лиття, розкриття, моменту, визначення
Формула / Реферат:
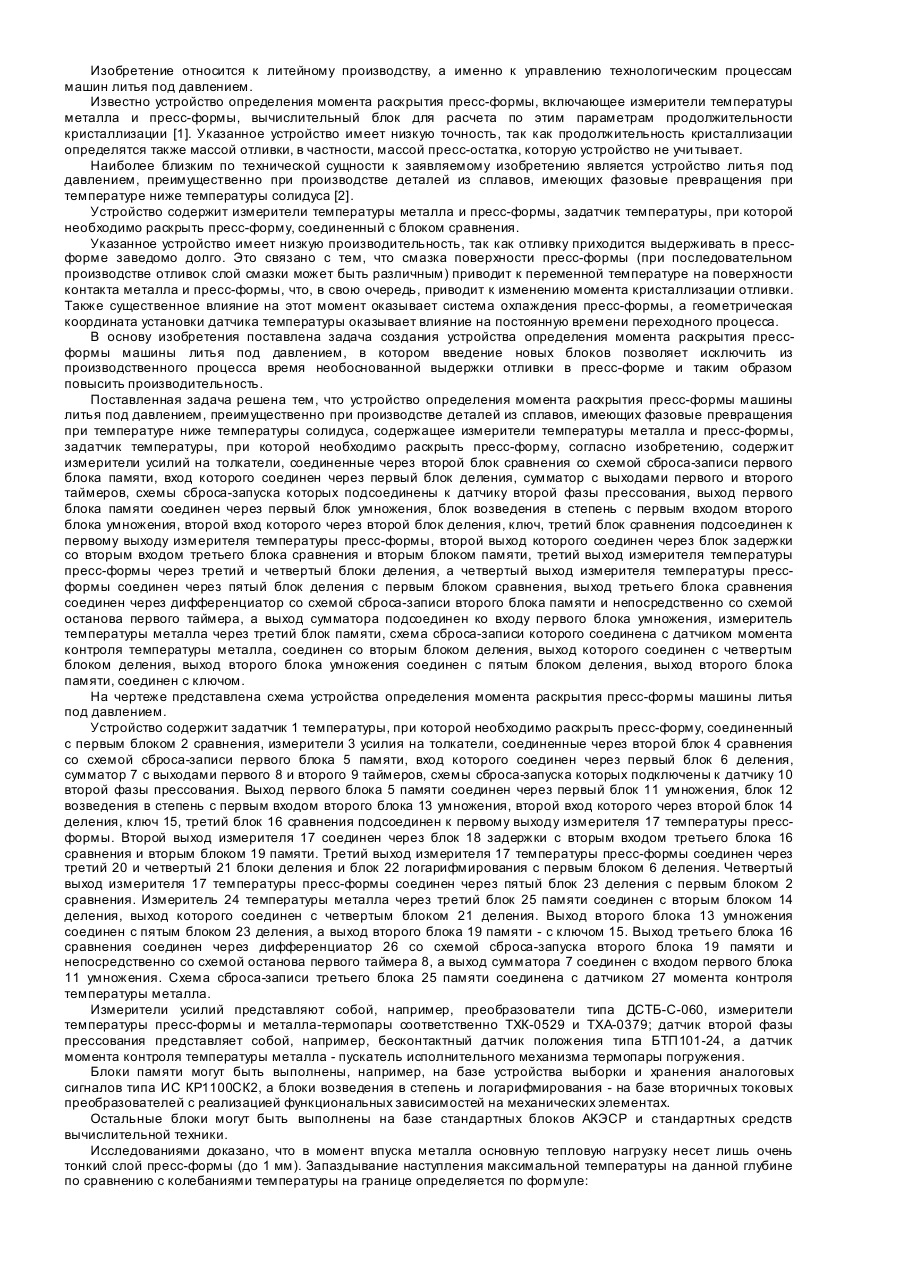
Устройство определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температуре ниже температуры солидуса, содержащее измерители температуры металла и пресс-формы, задатчик температуры, при которой необходимо раскрыть пресс-форму, соединенную с блоком сравнения, отличающееся тем, что оно дополнительно содержит измерители усилий на толкатели,...
Спосіб лиття під тиском короткозамкнутого ротора електричної машини
Номер патенту: 7074
Опубліковано: 30.06.1995
Автори: Бондарев Віктор Миколайович, Штефан Анатолій Михайлович
МПК: B22D 27/02
Мітки: короткозамкнутого, ротора, лиття, тиском, машини, електричної, спосіб
Текст:
...клетки 8. Внутри паза возникает ударная волна в кристаллизующемся расплаве, что приводит к перемешиванию расплава, 55 ломке растущих дендритов и переносу их конвективным потоком от границы затвердевания в объем жидкого ядра. Это явление способствует возникновению новых центров кристаллизации, снижению химической неоднородности и улучшению структуры металла. Этот известный эффект в конечном итоге улучшает электропроводность беличьей клетки и...
Система управління машиною лиття під тиском
Номер патенту: 8751
Опубліковано: 30.09.1996
Автори: Присяжнюк Ігор Вікторович, Церковницький Микола Сергійович, Сорокін Микола Олександрович, Богушевський Володимир Святославович
МПК: B22D 17/32
Мітки: управління, система, лиття, тиском, машиною
Формула / Реферат:
Система управления машиной литья под давлением, содержащая соединенные с блоком управления манипулятор для съема отливок, манипулятор для обдува и смазки пресс-формы и блок контроля полноты извлечения отливки, связанный с датчиками наличия отливки, отличающаясятем, что, с целью упрощения системы и повышения ее надежности, система дополнительно снабжена датчиками начала заполнения металлом пресс-формы и начала обдува и смазки внутренней...
Попередній патент: Спосіб обробки сталей
Наступний патент: Пристрій для лиття вакуумним усмоктуванням тонкостінних виливків
Випадковий патент: Спосіб корекції доксорубіцинової кардіоміопатії тіотриазоліном