Спосіб одержання армованих відливок у вакуумованій формі
Номер патенту: 12478
Опубліковано: 28.02.1997
Автори: Потрух Олександр Григорович, Шуміхін Володимир Сергійович, Щерецький Олександр Анатолійович
Формула / Реферат
Способ получения армированных отливок в вакуумированной форме, включающий загрузку в полость формы армирующих гранул, нагрев и заливку формы, отличающийся тем, что на поверхность армирующих элементов наносят слой защитного флюса, расплавляют его во время нагрева формы и удаляют при заполнении полости формы металлом за счет вакуумирования и поддержания постоянного уровня металла в литниковой чаше.
Текст
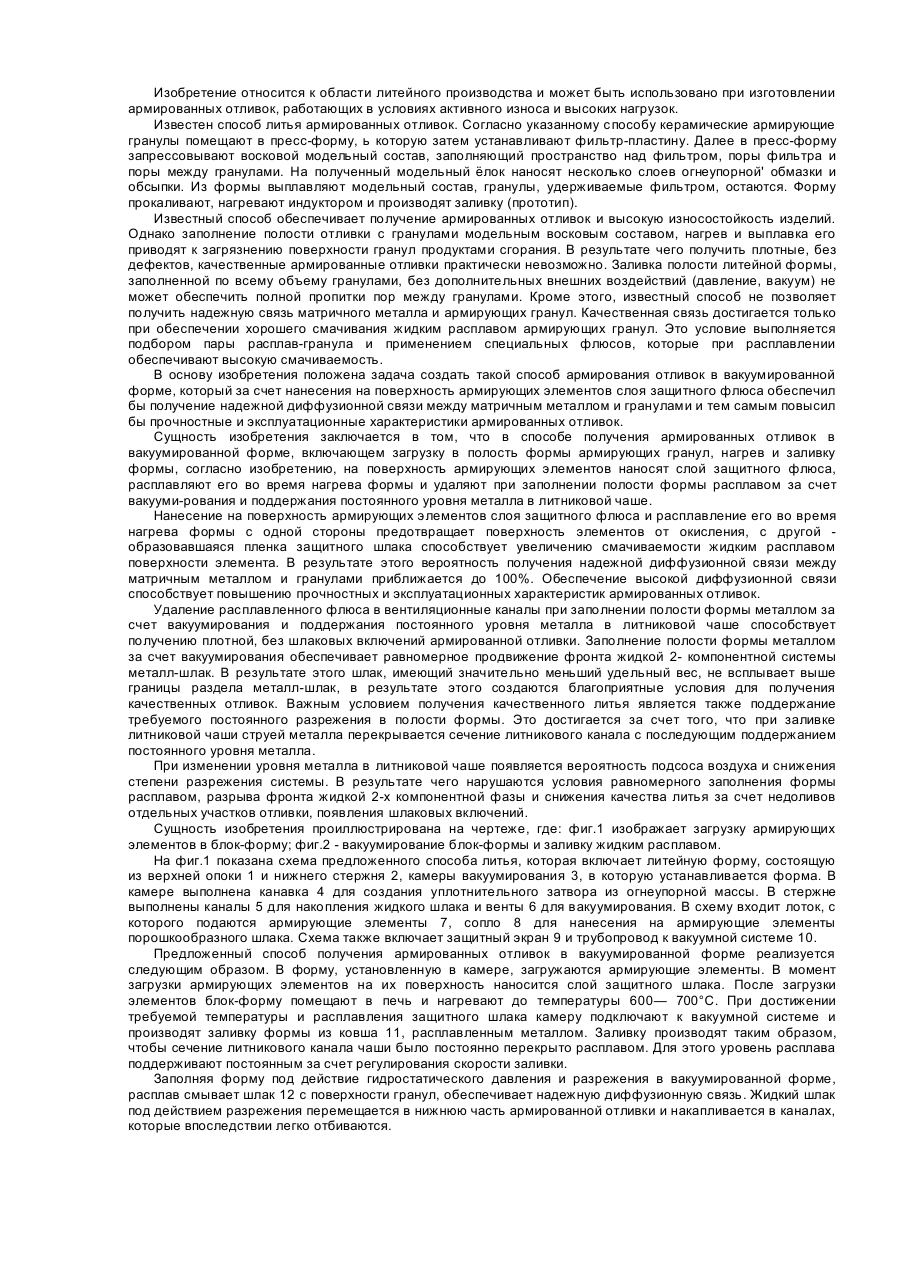
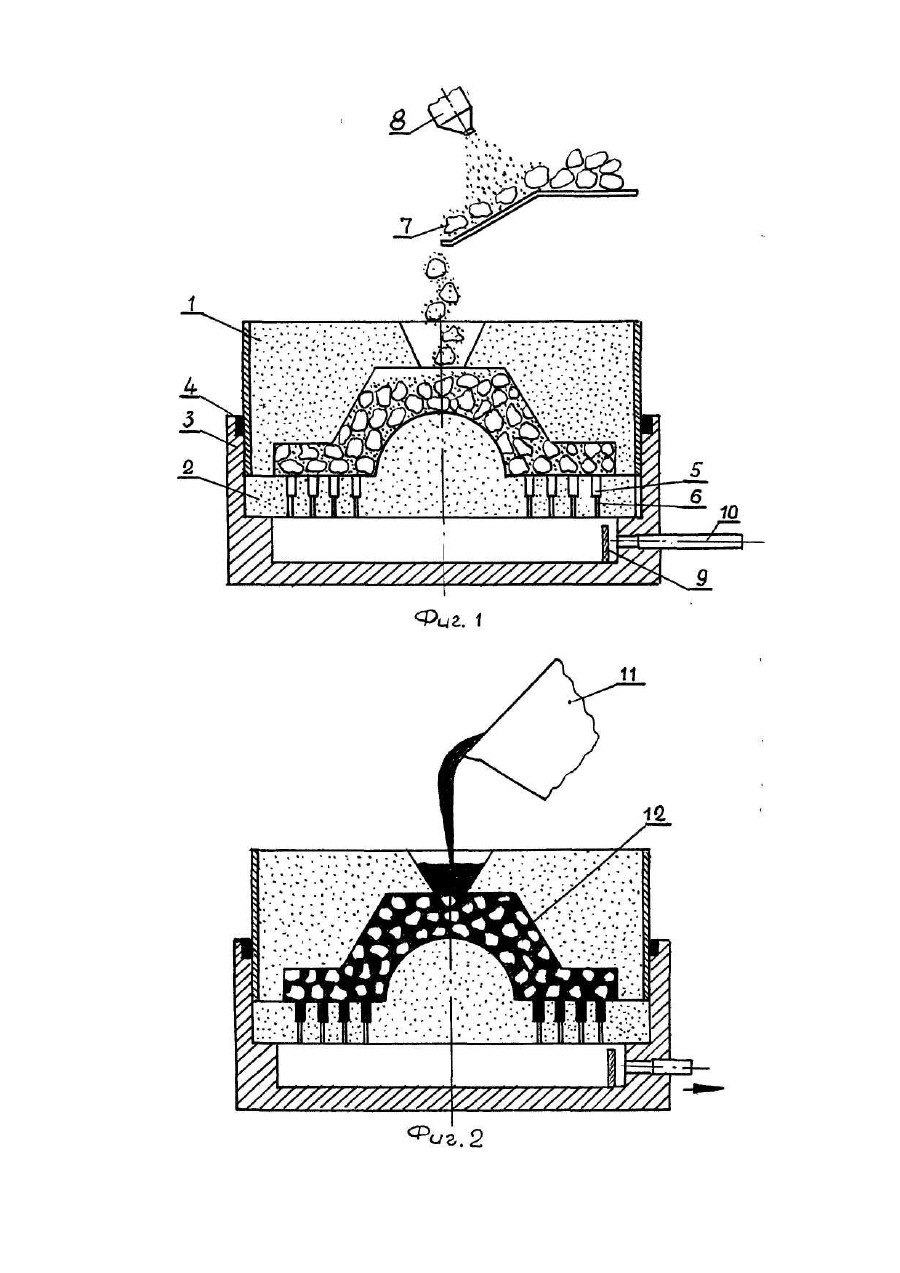
Изобретение относится к области литейного производства и может быть использовано при изготовлении армированных отливок, работающих в условиях активного износа и высоких нагрузок. Известен способ литья армированных отливок. Согласно указанному способу керамические армирующие гранулы помещают в пресс-форму, ь которую затем устанавливают фильтр-пластину. Далее в пресс-форму запрессовывают восковой модельный состав, заполняющий пространство над фильтром, поры фильтра и поры между гранулами. На полученный модельный ёлок наносят несколько слоев огнеупорной' обмазки и обсыпки. Из формы выплавляют модельный состав, гранулы, удерживаемые фильтром, остаются. Форму прокаливают, нагревают индуктором и производят заливку (прототип). Известный способ обеспечивает получение армированных отливок и высокую износостойкость изделий. Однако заполнение полости отливки с гранулами модельным восковым составом, нагрев и выплавка его приводят к загрязнению поверхности гранул продуктами сгорания. В результате чего получить плотные, без дефектов, качественные армированные отливки практически невозможно. Заливка полости литейной формы, заполненной по всему объему гранулами, без дополнительных внешних воздействий (давление, вакуум) не может обеспечить полной пропитки пор между гранулами. Кроме этого, известный способ не позволяет получить надежную связь матричного металла и армирующих гранул. Качественная связь достигается только при обеспечении хорошего смачивания жидким расплавом армирующих гранул. Это условие выполняется подбором пары расплав-гранула и применением специальных флюсов, которые при расплавлении обеспечивают высокую смачиваемость. В основу изобретения положена задача создать такой способ армирования отливок в вакуумированной форме, который за счет нанесения на поверхность армирующих элементов слоя защитного флюса обеспечил бы получение надежной диффузионной связи между матричным металлом и гранулами и тем самым повысил бы прочностные и эксплуатационные характеристики армированных отливок. Сущность изобретения заключается в том, что в способе получения армированных отливок в вакуумированной форме, включающем загрузку в полость формы армирующих гранул, нагрев и заливку формы, согласно изобретению, на поверхность армирующих элементов наносят слой защитного флюса, расплавляют его во время нагрева формы и удаляют при заполнении полости формы расплавом за счет вакууми-рования и поддержания постоянного уровня металла в литниковой чаше. Нанесение на поверхность армирующих элементов слоя защитного флюса и расплавление его во время нагрева формы с одной стороны предотвращает поверхность элементов от окисления, с другой образовавшаяся пленка защитного шлака способствует увеличению смачиваемости жидким расплавом поверхности элемента. В результате этого вероятность получения надежной диффузионной связи между матричным металлом и гранулами приближается до 100%. Обеспечение высокой диффузионной связи способствует повышению прочностных и эксплуатационных характеристик армированных отливок. Удаление расплавленного флюса в вентиляционные каналы при заполнении полости формы металлом за счет вакуумирования и поддержания постоянного уровня металла в литниковой чаше способствует получению плотной, без шлаковых включений армированной отливки. Заполнение полости формы металлом за счет вакуумирования обеспечивает равномерное продвижение фронта жидкой 2- компонентной системы металл-шлак. В результате этого шлак, имеющий значительно меньший удельный вес, не всплывает выше границы раздела металл-шлак, в результате этого создаются благоприятные условия для получения качественных отливок. Важным условием получения качественного литья является также поддержание требуемого постоянного разрежения в полости формы. Это достигается за счет того, что при заливке литниковой чаши струей металла перекрывается сечение литникового канала с последующим поддержанием постоянного уровня металла. При изменении уровня металла в литниковой чаше появляется вероятность подсоса воздуха и снижения степени разрежения системы. В результате чего нарушаются условия равномерного заполнения формы расплавом, разрыва фронта жидкой 2-х компонентной фазы и снижения качества литья за счет недоливов отдельных участков отливки, появления шлаковых включений. Сущность изобретения проиллюстрирована на чертеже, где: фиг.1 изображает загрузку армирующих элементов в блок-форму; фиг.2 - вакуумирование блок-формы и заливку жидким расплавом. На фиг.1 показана схема предложенного способа литья, которая включает литейную форму, состоящую из верхней опоки 1 и нижнего стержня 2, камеры вакуумирования 3, в которую устанавливается форма. В камере выполнена канавка 4 для создания уплотнительного затвора из огнеупорной массы. В стержне выполнены каналы 5 для накопления жидкого шлака и венты 6 для вакуумирования. В схему входит лоток, с которого подаются армирующие элементы 7, сопло 8 для нанесения на армирующие элементы порошкообразного шлака. Схема также включает защитный экран 9 и трубопровод к вакуумной системе 10. Предложенный способ получения армированных отливок в вакуумированной форме реализуется следующим образом. В форму, установленную в камере, загружаются армирующие элементы. В момент загрузки армирующих элементов на их поверхность наносится слой защитного шлака. После загрузки элементов блок-форму помещают в печь и нагревают до температуры 600— 700°С. При достижении требуемой температуры и расплавления защитного шлака камеру подключают к вакуумной системе и производят заливку формы из ковша 11, расплавленным металлом. Заливку производят таким образом, чтобы сечение литникового канала чаши было постоянно перекрыто расплавом. Для этого уровень расплава поддерживают постоянным за счет регулирования скорости заливки. Заполняя форму под действие гидростатического давления и разрежения в вакуумированной форме, расплав смывает шлак 12 с поверхности гранул, обеспечивает надежную диффузионную связь. Жидкий шлак под действием разрежения перемещается в нижнюю часть армированной отливки и накапливается в каналах, которые впоследствии легко отбиваются.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production the reinforced castings in evacuated mould
Автори англійськоюPotrukh Oleksandr Hryhorovych, Shumikhin Volodymyr Serhiiovych, Scheretskyi Oleksandr Anatoliiovych
Назва патенту російськоюСпособ получения армированных отливок в вакуумированной форме
Автори російськоюПотрух Александр Григорьевич, Шумихин Владимир Сергеевич, Щерецкий Александр Анатольевич
МПК / Мітки
МПК: B22D 19/02
Мітки: форми, армованих, одержання, спосіб, відливок, вакуумованій
Код посилання
<a href="https://ua.patents.su/2-12478-sposib-oderzhannya-armovanikh-vidlivok-u-vakuumovanijj-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання армованих відливок у вакуумованій формі</a>
Спосіб одержання відливок
Номер патенту: 1405
Опубліковано: 25.03.1994
Автор: Шкляр Віктор Соломонович
МПК: B22D 27/02
Мітки: спосіб, відливок, одержання
Формула / Реферат:
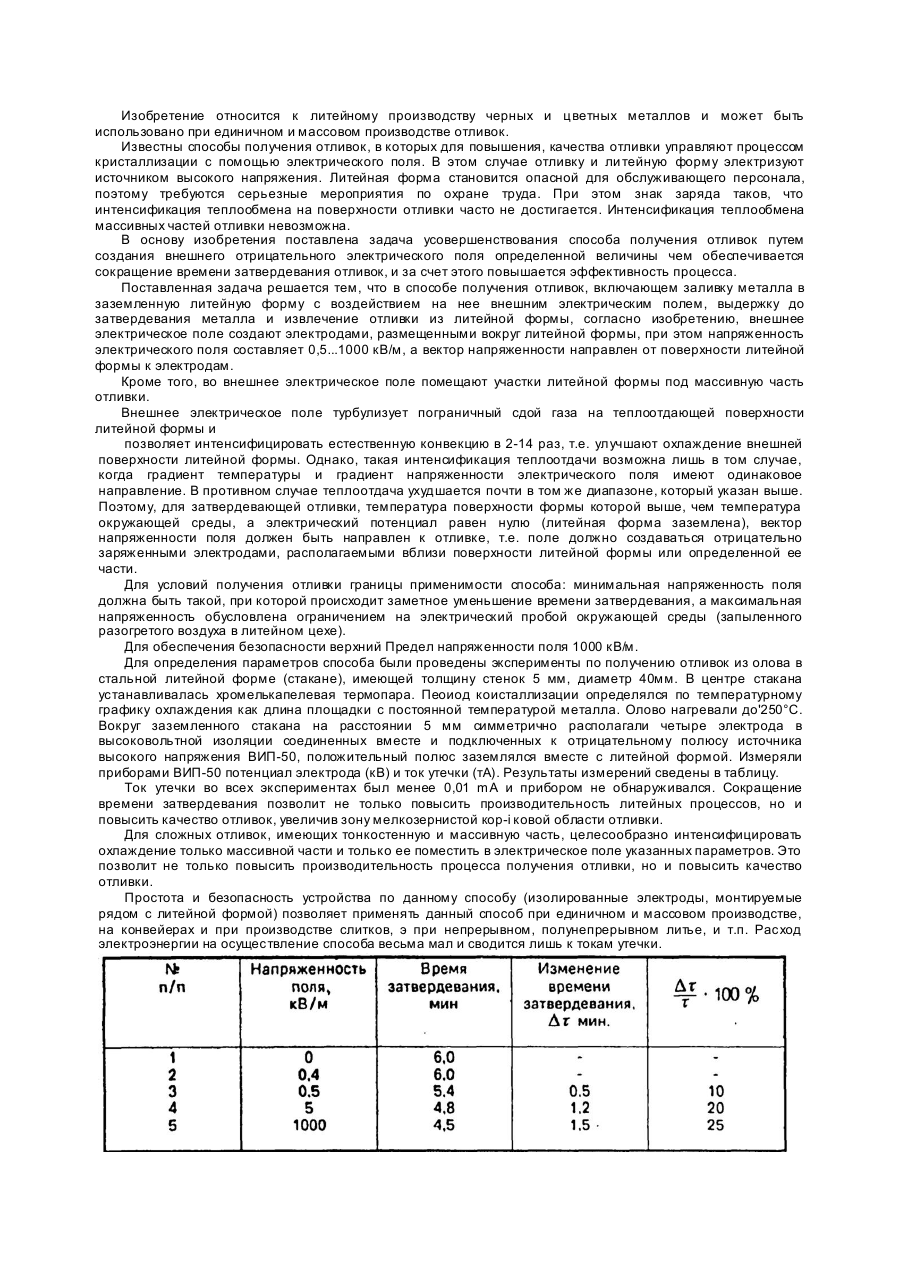
1. Способ получения отливок, включающий заливку металла в заземленную литейную форму с воздействием на нее внешним электрическим полем, выдержку до затвердевания металла и извлечение отливки из литейной формы, отличающийся тем, что внешнее электрическое поле создают электродами, размещенными вокруг литейной формы, при этом напряженность электрического поля составляет 0,5...1000 кВ/м, а вектор напряженности направлен от поверхности литейной...
Спосіб лиття армованих заготовок
Номер патенту: 744
Опубліковано: 15.12.1993
Автори: Костенко Георгій Дмитрович, Кельвіч Володимир Тихонович, Єфімов Віктор Олексійович
МПК: B22D 19/02
Мітки: лиття, спосіб, армованих, заготовок
Формула / Реферат:
Формула изобретенияСпособ литья армированных заготовок, включающий размещение в форме армирующих труб, заливку металла и продувку труб сжатым газом, отличающийся тем, что, с целью снижения вероятности прожога труб, дефектов усадочного происхождения и уменьшения термических напряжений, за счет выравнивания градиента температур по длине труб, продувку последних осуществляют попеременно с различных их концов.
Пристрій для одержання відливок
Номер патенту: 14621
Опубліковано: 20.01.1997
Автори: Щеглов Володимир Михайлович, Таранов Євген Дмитрович, Крещук Тетяна Іванівна, Санніков Владислав Олександрович, Примак Іван Никонорович
МПК: B22D 18/00, B22D 27/11
Мітки: відливок, одержання, пристрій
Формула / Реферат:
1. Устройство для получения отливок, содержащее литейную форму с донным металлопроводом, металлоприемник и прессующий механизм, расположенный соосно с металлопроводом, отличающееся тем, что металлоприемник имеет донную втулку, расположенную соосно с металлопроподом, и заполненную пластичной в нагретом состоянии формовочной смесью, состыкованный с донной втулкой прессующий шнек, а мегаллопровод имеет уплотнительный фланец для сочленения его...
Спосіб виробництва фасонних електрошлакових відливок та пристрій для його здійснення
Номер патенту: 8156
Опубліковано: 26.12.1995
Автори: Чепурний Анатолій Данилович, Лисяна Світлана Петрівна, Уваров Євген Євгенович, Литвиненко Олександр Віталійович, Зайцев Володимир Іванович
МПК: B22D 23/00
Мітки: здійснення, електрошлакових, фасонних, виробництва, спосіб, відливок, пристрій
Формула / Реферат:
(57)1. Способ производства фасонных электрошлаковых отливок, включающий заливку жидкого металла и дозированного количества шлака в литейную форму, отличающийся тем, что заливку шлака производят двумя порциями, причем первую порцию шлака заливают до заливки металла при повороте плавильной емкости до совмещения уровня заливаемого шлака со сливным отверстием, заливку металла производят при дальнейшем повороте плавильной емкости до...
Спосіб виготовлення біметаличних відливок
Номер патенту: 6895
Опубліковано: 31.03.1995
Автори: Шішков Андрій Вікторович, Морозов Юрій Іванович, Сапелкін Валерій Сергійович, Лобунець Світлана Іванівна, Морозов Сергій Олексійович, Ігнатович Анатолій Йосипович, Морозов Олексій Димитрович, Олейніченко Віктор Федорович, Іващенко Володимир Михайлович
МПК: B22D 19/02
Мітки: відливок, виготовлення, спосіб, біметаличних
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, преимущественно для направляющих тел(проводок), включающий нанесение на поверхность подложки покрытия из износостойкого материала, размещения подложки в литейной форме покрытием в сторону рабочей полости, заливку литейной формы основным металлом с последующей кристаллизацией и удалением положки механической обработкой до появления износостойкого материала, отличающийся тем, что подложку со...
Попередній патент: Спосіб запобігання накипоутворенню
Наступний патент: Тепловий двигун
Випадковий патент: Спосіб визначення напрямку і відносної амплітуди максимального горизонтального напруження у земній корі