Спосіб лиття армованих заготовок
Номер патенту: 744
Опубліковано: 15.12.1993
Автори: Кельвіч Володимир Тихонович, Єфімов Віктор Олексійович, Костенко Георгій Дмитрович
Формула / Реферат
Формула изобретения
Способ литья армированных заготовок, включающий размещение в форме армирующих труб, заливку металла и продувку труб сжатым газом, отличающийся тем, что, с целью снижения вероятности прожога труб, дефектов усадочного происхождения и уменьшения термических напряжений, за счет выравнивания градиента температур по длине труб, продувку последних осуществляют попеременно с различных их концов.
Текст
Союз Советских Социалистических Республик ОПИСАНИЕ ИЗОБРЕТЕНИЯ (Ч) 971570 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт свид-ву(22)3аявлено010481 (21) 3267561/22-02 151)М.Кп.3 В 22 D 1 9 / 0 2 с присоединением заявки N9 Іосударствешіьіи комитсі (ССР по іеллм иіобрітснии (23) Приоритет И ОТКрЫ!ИИ Опубликовано 071182 ,а (72) Авторы изобретения (71) Заявитель Бюллетень N°41 (53)УДК621.74. Дата опубликования описания071182 .046(088.8) В.Т. К е л ь в н ч , Г . Д . Костенко и В.А- Ефимов Институт проблем литья АН Украинской ССР (54) СПОСОБ ЛЧТЬЯ АРМИРОВАННЫХ ЗАГОТОВОК Изобретение относится к области литейного производства, в частности к литью армированных заготовок. Известен способ литья армированных заготовок, включающий подготовку армирующих элементов путем нанесения на поверхность последних защитного слоя из виэкоуглеродистои стали, размещение последних в форме и заливку металлом [1]. Нанесение защитного покрытия из низкоуглеродистой стали позволяет снизить науглероживание и обеспечивает сохранение пластичности труб. Однако в ряде случаев снижение склонности к науглероживанию является недостаточным. Известен способ литья армированных заготовок, включающий подготовку армирующих элементов путем дробоструйной очистки и нанесения многослойного алюминиевого и мариалитового покрытия с допогнительным поверхностным слием из трлеэного порошка, размещение эпементов в Форме и заливку чугуном [2 ]. Порошковое покрытие способствует снятию перегрева и интенсифицирует затвердевание объемов расплава. 10 20 25 30 расположенных вокруг армирующих элементов. Недостатком способа является трудоемкость процесса, связанная с необходимостью проведения дополнительных операций нанесения защитных покрыти і. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ литья армированных заготовок, включающий размещение в форме армирующих іруб, заливку металла и продувку труб сжатым газом [3 ]. При получении литых армированных заготовок таким образом, в особенное ти с армирующими трубами значительной протяженности, сжатый гач, проходя по трубам, нагревается и при выходе из трубы обладает незначительной теплоаккумулирующеи способностью, т.е. практически не отбираеі тепло. Точнее, газ, проходящий по трубам, неравномерно отбирает течло металпа отливки: в месте подвода газа - инте і сивно, а в месте выхода газа из тр/ бы - незначительно. Создается градиент температур по длине продуваемых труб. Поэтому в месте подвода сжатого газа металл, окуужаиции трубы, 971570 девания отливки. Продолжительность кристаллизуется значительно раньше, цикла и количество циклов для каждой чем металл, окружающий трубы в месте определенной отливки с армирующими выхода газа из трубы. В результате трубами определяют экспериментальным происходит неравномерная усадка мепутем. талла, приводящая к дефектам усадочного происхождения и, в конечном П р и м е р . Получали заготовки счете, к браку литья. Кроме того, полукамеры резиносмесителя, армироналичие градиента температур в металванной трубами системы охлаждения. ле по длине продуваемых труб значи'Количество труб 2 шт; протяженность тельно повышает величину термических каждой грубы 6 метров; диаметр напряжений в отливке и зачастую при- 10 отверстия трубы 32 мм; материал заводит к трещинам. готовки сталь 54Л, вес заготовки 2 т, толщина стенки заготовки, через Целью изобретения является снижекоторую проходит армирующая труба, ние вероятности прожога труб, дефек100 мм. С начала заливки и до конца тов усадочного происхождения и уменьшение термических напряжений за счет 15 затвердевания металла армирующие трубы продували сжатым азотом. Давлевыравнивания градиента температур ние газа в трубе 3-4 атм. Общее врепо длине труб. мя продувки 20 мин. Для продувки Эта цель достигается тем, что в каждой трубы использовали по два способе литья армированных заготовок, баллона со сжатым азотом, подсоедивключающем размещение в форме армирующих труб, заливку металла и про- 20 ненных: один к входному отверстию трубы, а второй - к ее выходу при дувку труб сжатым газом, продувку помощи тройников, которые позволяли последних осуществляют попеременно осуществлять свободный выпуск газа с различных их концов. из трубы либо, перекрывая выход, В начальный период продувки в месіє входа в армирующую трубу газ ин- 25 открывать подачу от другого баллона на вход (т.е. менять направление течетенсивно отбирает тепло чалитого мения газа в трубе). В течение 10 мин талла отливки. Метапл вокруг трубы осуществляли продувку трубы газом от начинает кристаллизоваться. По мере одного баллона, затем, прекратив прохождения по трубе газ начинает нагреваться, склонность его к отбо- 30 подачу газа и перекрыв тройники, включали второй баллов на продувку ру тепла уменьшается, уменьшается на 10 мин. Осмотр заготовки после и степень кристаллизации металла механической обработки показал отвокруг труб. сутствие дефектов усадочного происВ процессе продувки место подвода 35 хождения, в то время как в заготовсжатого газа к трубе изменяют {где ках, продувку армирующих труб в кобыл выход газа, осуществляют его торых производили с одного конца ввод). Этим изменяют направление те(без смены направления течения гачения газа в трубе, следовательно, за) , были обнаружены усадочные раменяются и участки трубы интенсивковины в ного отбора тепла залитого металла 40 мирующей области выхода газа из артрубы. (там, где ранее был незначительный, Предлагаемый способ литья армиидет интенсивный отбор тепла и крисрованных заготовок позволяет уменьталлизация металла вокруг труб). Ташить дефекты усадочного происхождеким образом, меняя направление течения сжатого газа в трубе осуществля- 45 ния в литье. Ожидаемый экономический эффект от внедрения предложенют сглаживание градиента температур, ного способа лишь на одном заводе возникающего из-за неравномерного отрасли составляет по предварительным отбора тепла газом, кристалпиэация расчетам свыше 200 тыс. руб. в год металла вокруг труб происходит равза счет повышения выхода годного номерно, снижается величина термичес50 литья на 10-12%. ких напряжений в отливке. Такой способ может быть широко Цикл изменение направления течения использован для производства различслатого газа в трубе зависит, в осных деталей, требующих интенсивного новном, от длины и площади сечения охлаждения в процессе их эксплуатаотверстия продуваемой трубы. Чем длин 55 ции, и деталей облегченного типа нее труба и меньие площадь сечения в химическом, энергетическом, нефее отверстия, тем короче цикл (цикл тяном машиностроении и приборостроевремя между сменами направления тении. чения сжатого газа І трубе). КолиЗ чество циклов для определенной арми60 рованной трубами отливки зависит от массы металла, прилегающего к армиФормула изобретения рующей трубе. Чем больше масса металла, тем длитепьнее процесс его крисСпособ литья армированных загототаллизации, тем большее количество вок, включающий размещение в форме циклов необходимо до полного затвер- 65 армирующих груб, заливку металла и 971570 продувку труб сжатым газом, о т л и ч а ю щ и й с я тем, что, с целью снижения вероятности прожога труб, дефектов усадочного происхождения и уменьшения термических напряжений за счет выравнивания градиента температур по длине труб, продувку последних осуществляют попеременно с различных их концов. Редактор 3. Бородина Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 534302, кл. В 22 D, 19/02, 1974. 2. Авторское' свидетельство СССР № 567548, кл. В 22 D 19/02, 1974. 3. Смеляков Н.Н. Изготовление армированных отливок. М., Машгиэ, 1953, с. 97. Составитель Л. Гамаюнова Техред Л.Пекарь Корректор В. Прохненко Заказ 8811/23 Тира* 852 подписное ВЧИ/ШИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 і
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of casting of reinforced billets
Автори англійськоюKelvich Volodymyr Tykhonovych, Kostenko Heorhii Dmytrovych, Yefimov Viktor Oleksiiovych
Назва патенту російськоюСпособ литья армированных заготовок
Автори російськоюКельвич Владимир Тихонович, Костенко Георгий Дмитриевич, Ефимов Виктор Алексеевич
МПК / Мітки
МПК: B22D 19/02
Мітки: заготовок, лиття, спосіб, армованих
Код посилання
<a href="https://ua.patents.su/4-744-sposib-littya-armovanikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття армованих заготовок</a>
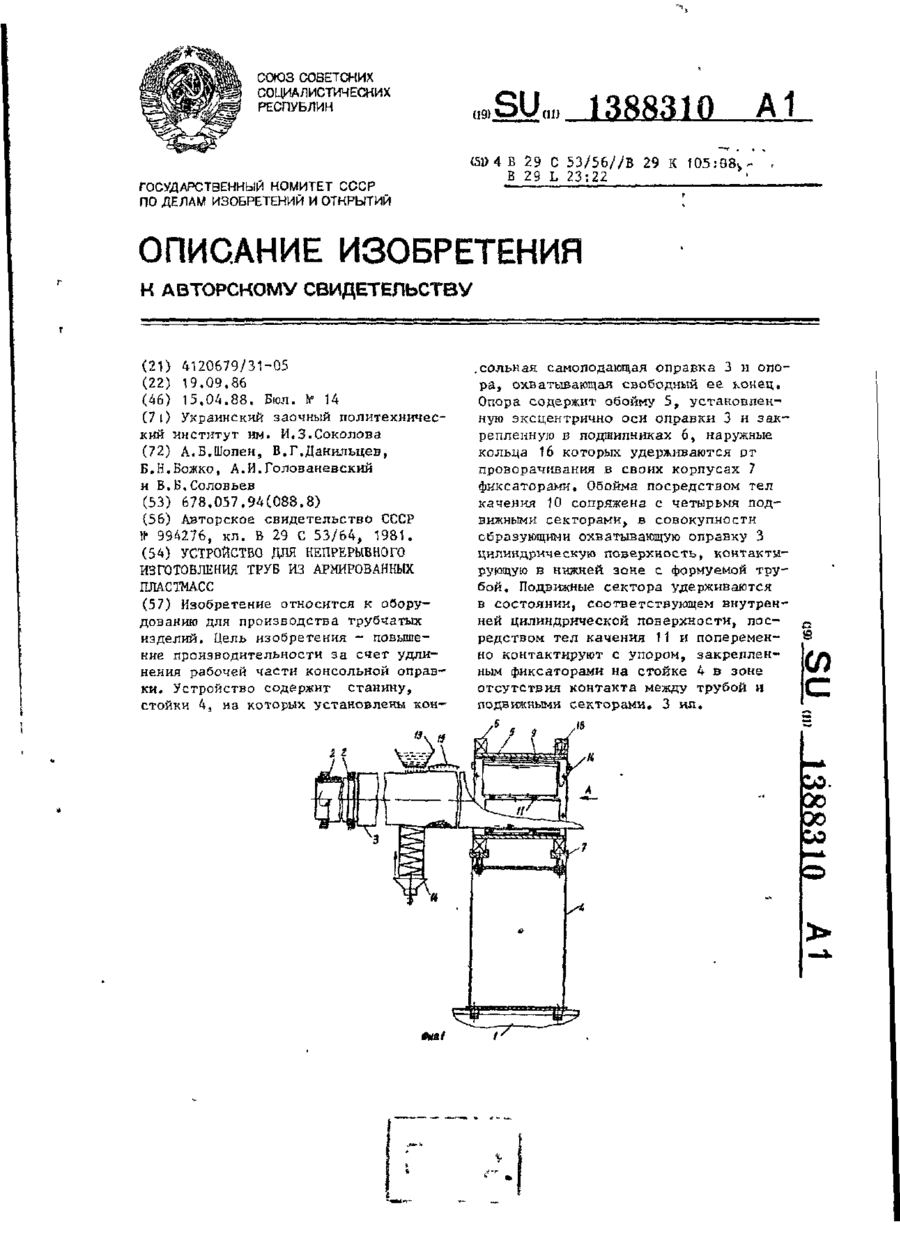
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Божко Борис Миколайович, Шопен Олександр Борисович, Соловйов Валерій Борисович, Голованевський Аркадій Ізрайлевич, Данільцев Володимир Григорович
МПК: B29C 53/00, B29L 23/20, B29K 105/08
Мітки: труб, пластмас, виготовлення, пристрій, неперервного, армованих
Формула / Реферат:
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Спосіб для отримання заготовок мінераловатних плит
Номер патенту: 335
Опубліковано: 30.04.1993
Автори: Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович, Гелев Георгій Наумович
МПК: B28B 1/52
Мітки: плит, отримання, спосіб, мінераловатних, заготовок
Формула / Реферат:
Способ получения заготовок минераловатных плит путем укладки на стол, прижима к столу и горизонтальной и вертикальной резки в процессе их горизонтального перемещения, отличающийся тем, что, с целью повышения качества заготовок и производительности процесса, плиты укладывают послойно с нанесением клея на контактирующие поверхности прижатие осуществляют с удельным давлением 0,3-0,4 кгс/см2, горизонтальное перемещение производят со...
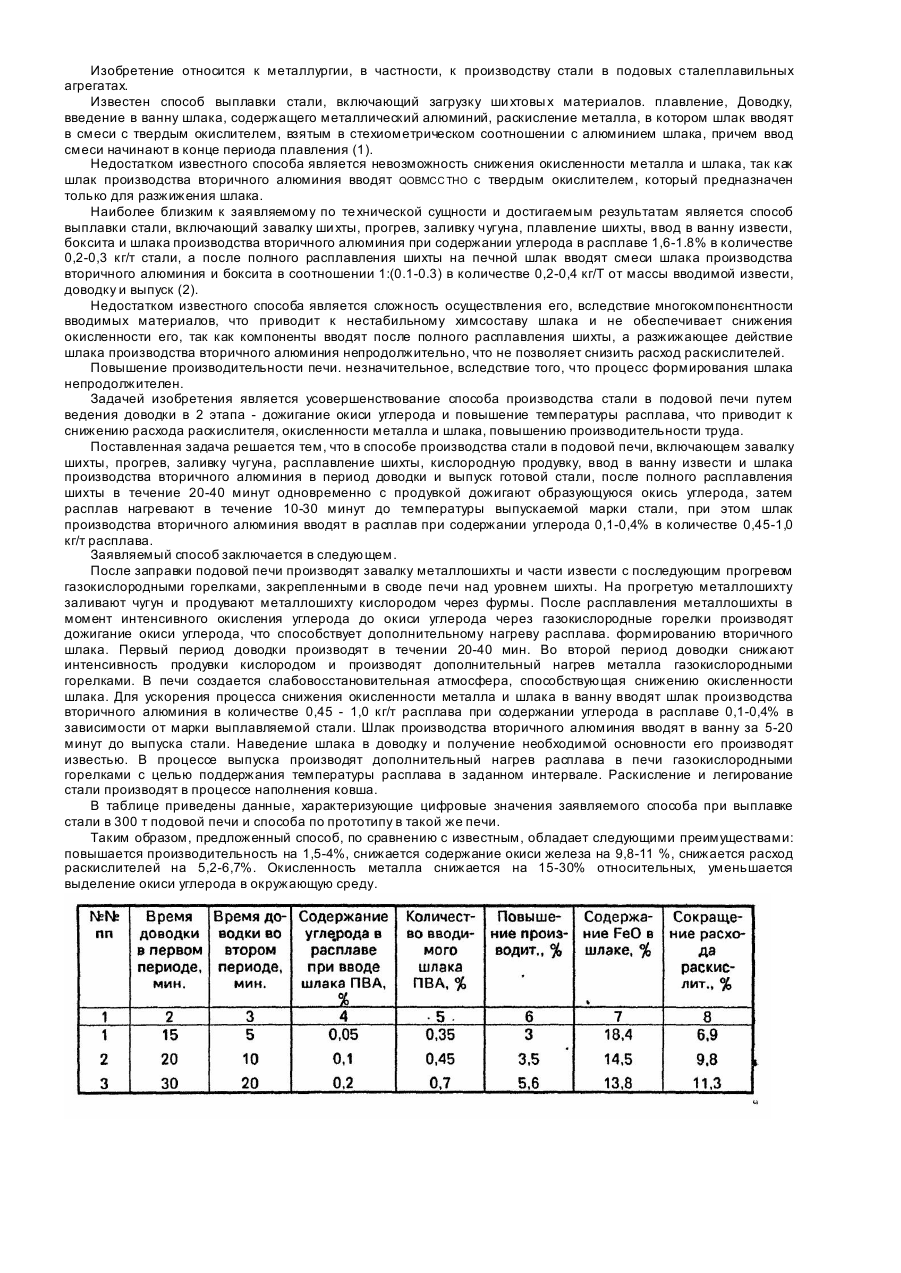
Спосіб виробництва сталі в подовій печі
Номер патенту: 293
Опубліковано: 30.04.1993
Автори: Кущенко Олександр Іванович, Гребенюков Анатолій Васильович, Бондаренко Микола Андрійович, Дворядкін Борис Олександрович, Бросєв Олександр Олександрович
МПК: C21C 5/04
Мітки: сталі, подовий, спосіб, печі, виробництва
Формула / Реферат:
Способ производства стали в подовой печи, включающий завалку шихты, прогрев, заливку чугуна, расплавление шихты, кислородную продувку, ввод в ванну извести и шлака производства вторичного алюминия в период доводки и выпуск готовой стали, отличающийся тем. что после полного расплавления шихты в течение 20-40 мин, одновременно с продувкой дожигают образующуюся окись углерода, затем расплав нагревают в течении 10-30 минут до температуры...
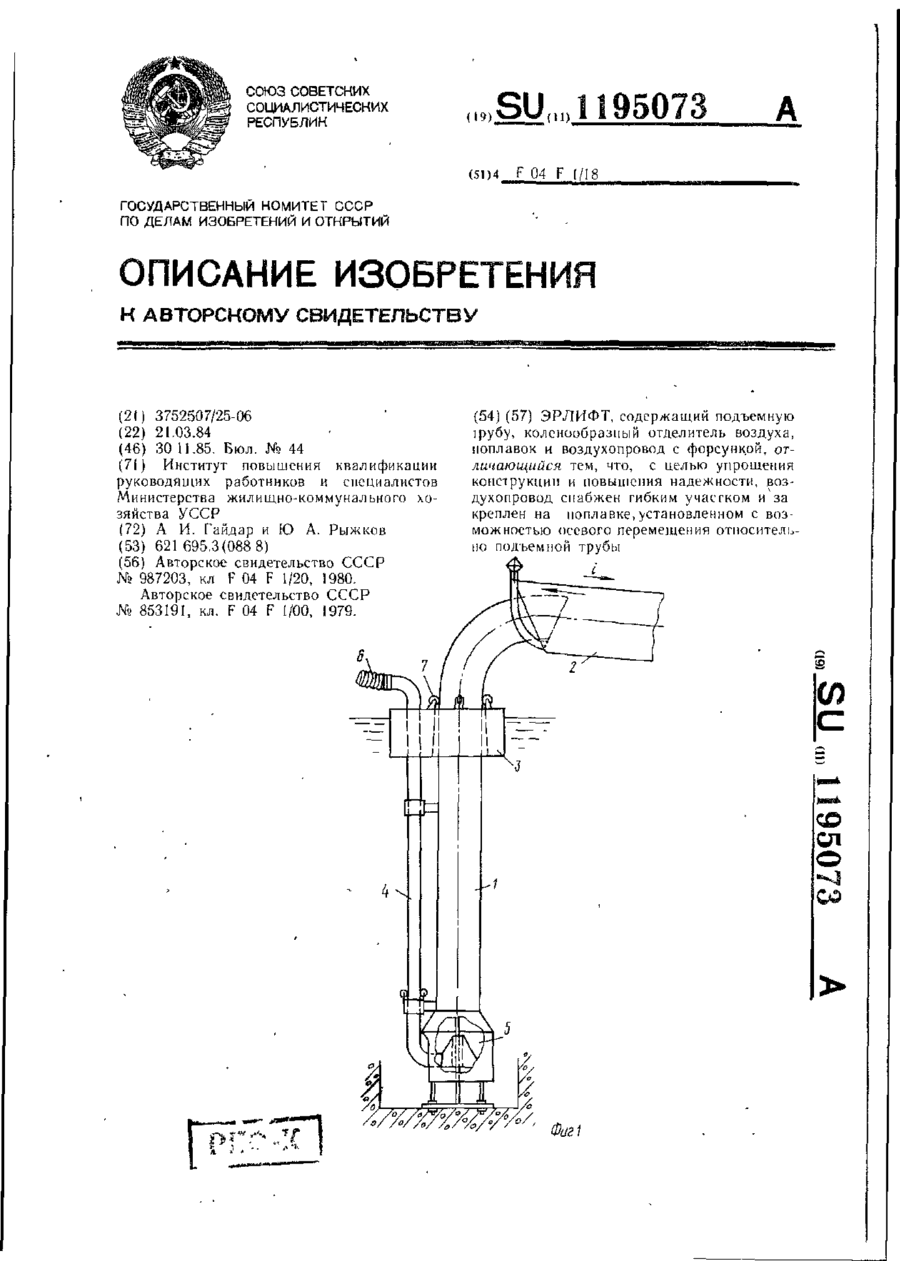
Ерліфт
Номер патенту: 631
Опубліковано: 15.12.1993
Автори: Рижков Юрій Олександрович, Гайдар Олександр Іванович
МПК: F04F 1/18
Мітки: ерліфт
Формула / Реферат:
(57) ЭРЛИФТ, содержащий подъемную трубу, коленообразный отделитель воздуха, поплавок и воздухопровод с форсункой, отличающийся тем, что, с целью упрощения конструкции и повышения надежности, воздухопровод снабжен гибким участком и закреплен на поплавке, установленном с возможностью осевого перемещения относительно подъемной трубы.
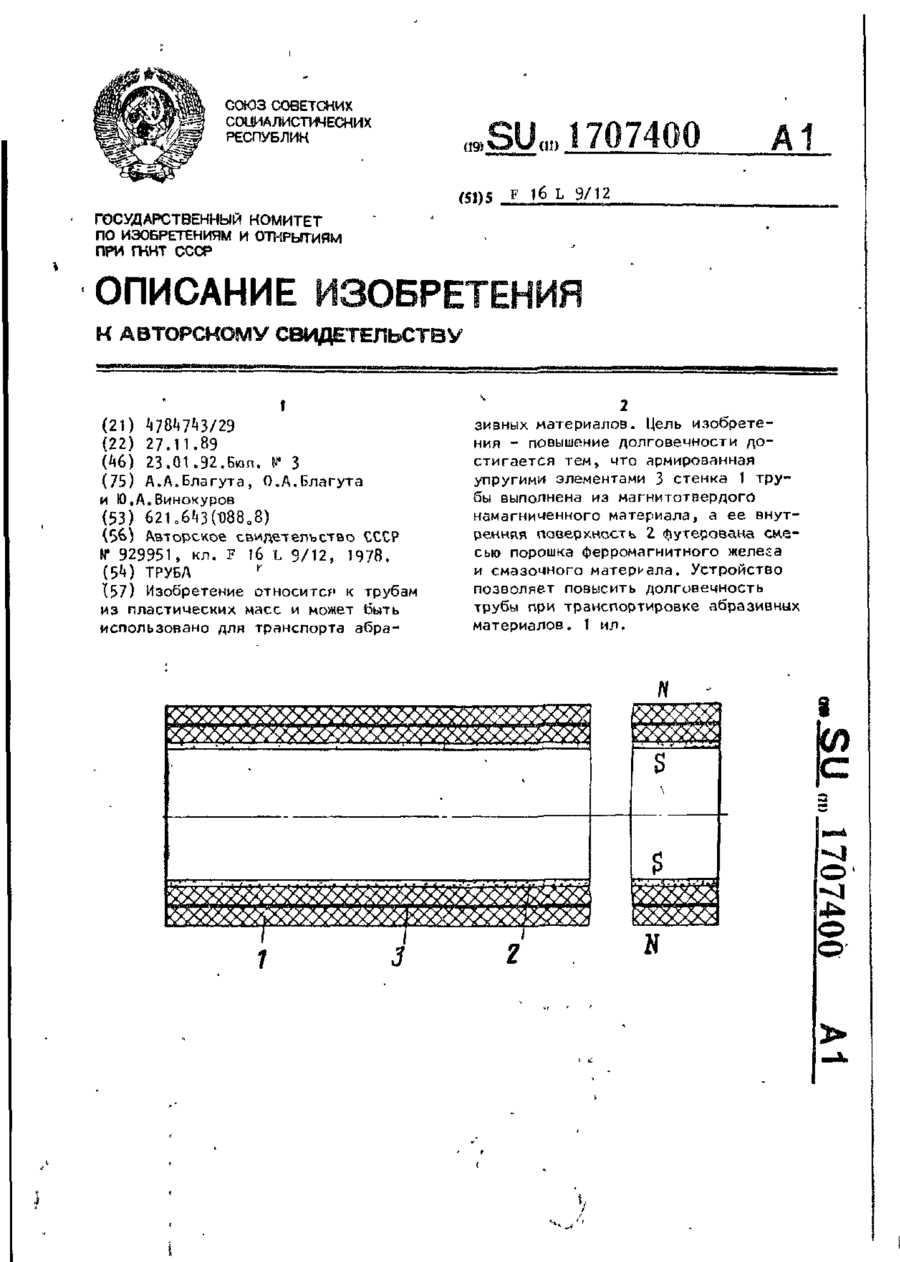
Труба
Номер патенту: 95
Опубліковано: 30.04.1993
Автори: Благута Анатолій Олександрович, Благута Оксана Анатольївна, Винокуров Юрій Олександрович
МПК: F16L 9/00
Мітки: труба
Формула / Реферат:
Формула изобретенияТруба, преимущественно из термопласта, содержащая армированную стенку, отличающаяся тем, что, с целью повышения долговечности, стенка выполнена из магнитотвердого намагниченного материала, а внутренняя поверхность трубы футерована смесью порошка ферромагнитного железа и смазочного материала.
Попередній патент: Спосiб профiлактики шлунково-кишкових захворювань молодняка сiльськогосподарських тварин
Наступний патент: Машина для контактного стикового зварювання труб
Випадковий патент: Контейнер для зберігання і/чи транспортування екологічно небезпечних речовин і радіоактивних відходів низької і середньої активності