Спосіб виготування порошкового дроту
Номер патенту: 5245
Опубліковано: 28.12.1994
Автори: Дюдкін Дмитро Олександрович, Овчінніков Микола Олексійович, Щеглов Сергій Іванович, Шевченко Юрій Тимофійович, Бать Юрій Ізрайлевич, Писаренко Федір Олексійович, Бать Сергій Юрійович, Тітієвський Володимир Маркович, Ващенко Костянтин Олександрович
Формула / Реферат
Способ изготовления порошковой проволоки, включающий формирование чашеобразной оболочки, заполнение ее порошкообразным материалом, замыкание оболочки и ее обжатие до получения заданного типоразмера, отличающийся тем, что по оси прокатки оболочку выполняют вогнутой с одной стороны с соотношением высоты выступа к высоте оболочки в пределах 1/4-1/2.
Текст
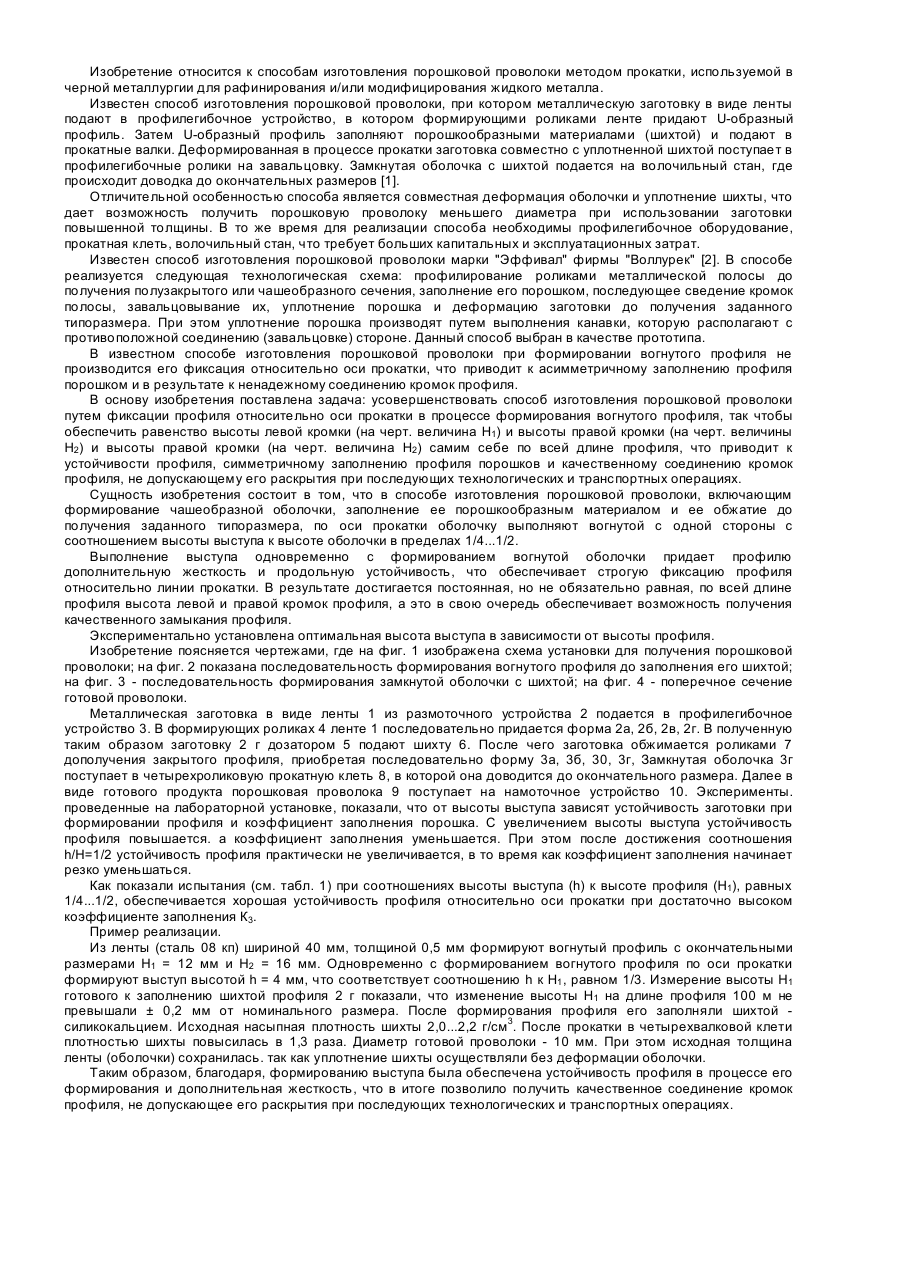
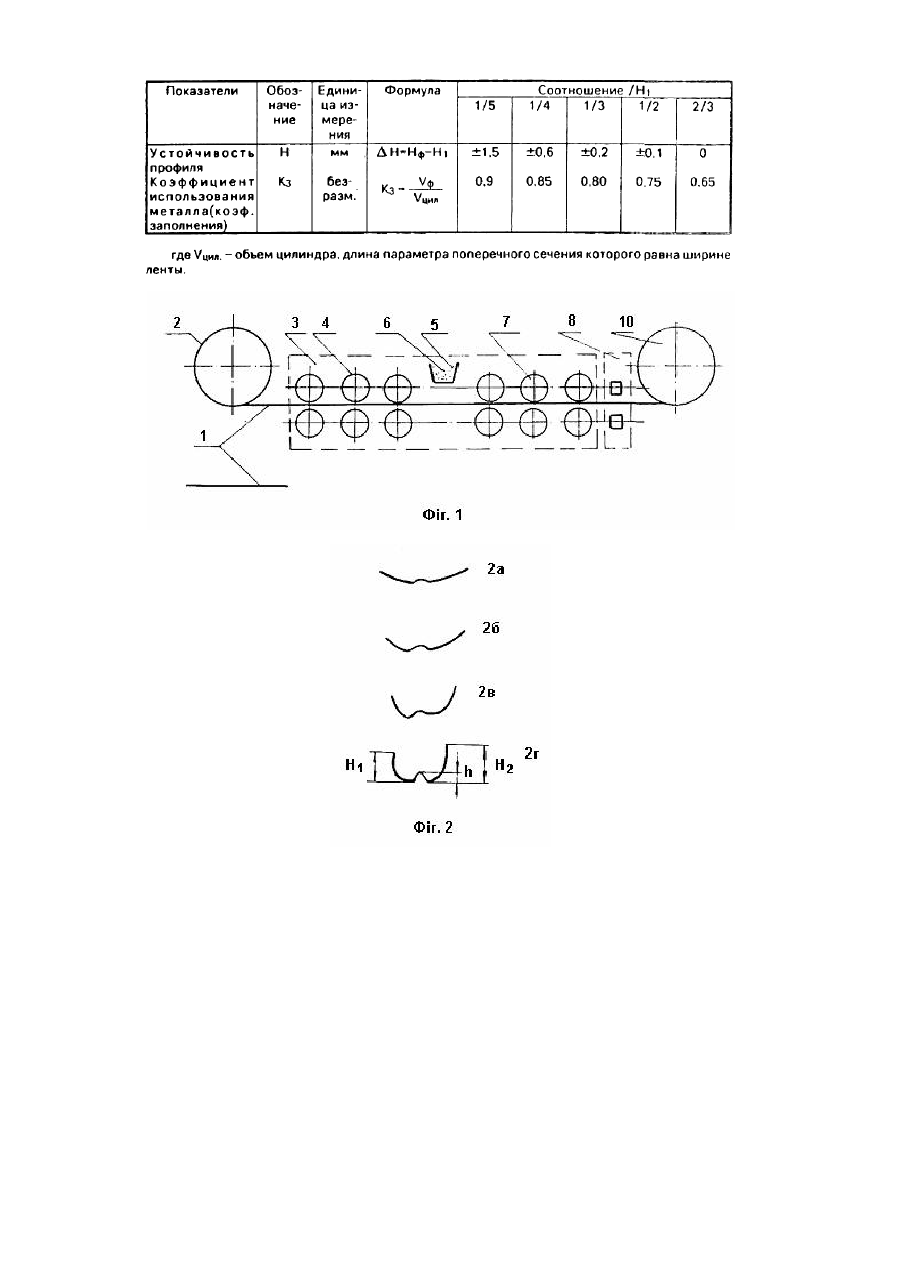
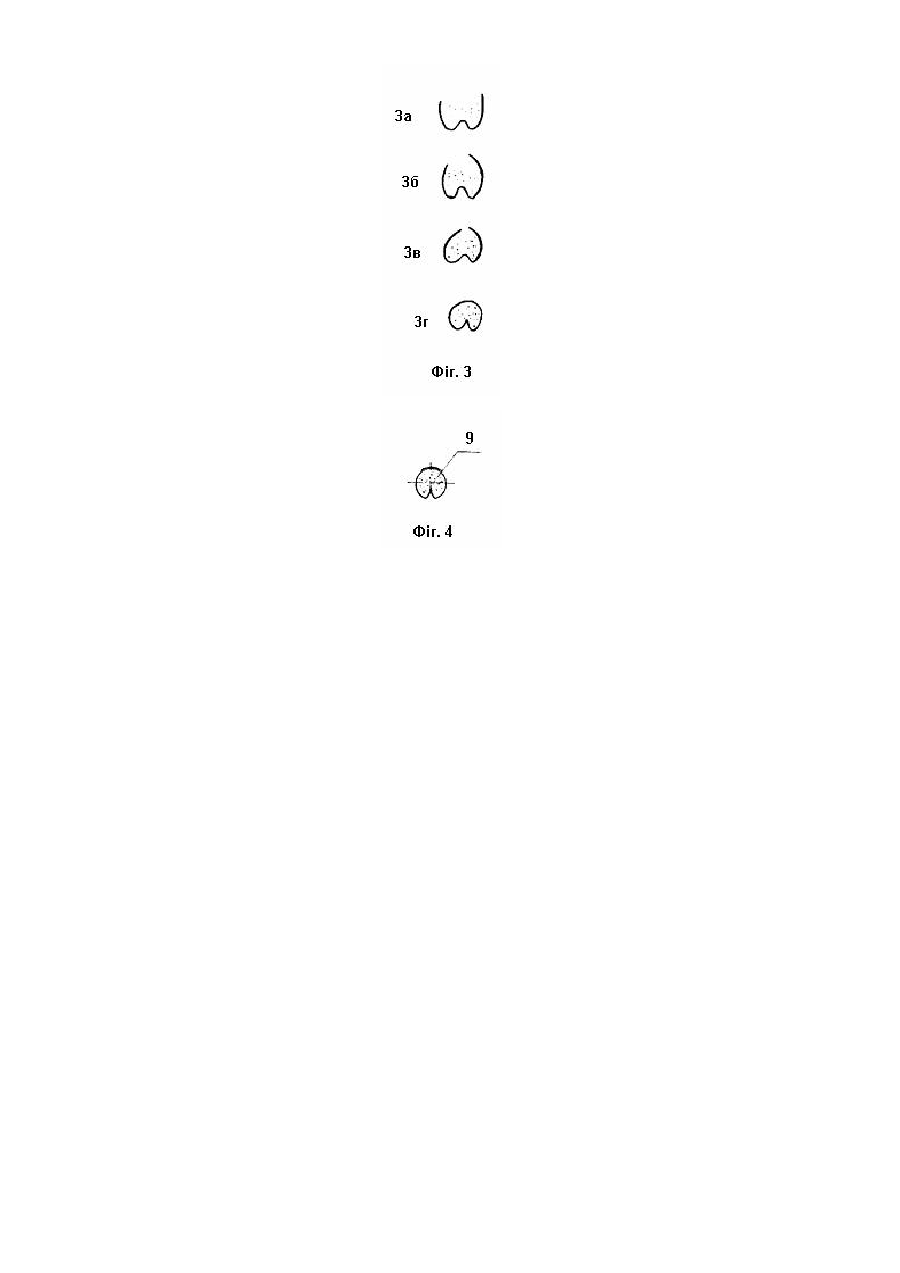
Изобретение относится к способам изготовления порошковой проволоки методом прокатки, используемой в черной металлургии для рафинирования и/или модифицирования жидкого металла. Известен способ изготовления порошковой проволоки, при котором металлическую заготовку в виде ленты подают в профилегибочное устройство, в котором формирующими роликами ленте придают U-образный профиль. Затем U-образный профиль заполняют порошкообразными материалами (шихтой) и подают в прокатные валки. Деформированная в процессе прокатки заготовка совместно с уплотненной шихтой поступает в профилегибочные ролики на завальцовку. Замкнутая оболочка с шихтой подается на волочильный стан, где происходит доводка до окончательных размеров [1]. Отличительной особенностью способа является совместная деформация оболочки и уплотнение шихты, что дает возможность получить порошковую проволоку меньшего диаметра при использовании заготовки повышенной толщины. В то же время для реализации способа необходимы профилегибочное оборудование, прокатная клеть, волочильный стан, что требует больших капитальных и эксплуатационных затрат. Известен способ изготовления порошковой проволоки марки "Эффивал" фирмы "Воллурек" [2]. В способе реализуется следующая технологическая схема: профилирование роликами металлической полосы до получения полузакрытого или чашеобразного сечения, заполнение его порошком, последующее сведение кромок полосы, завальцовывание их, уплотнение порошка и деформацию заготовки до получения заданного типоразмера. При этом уплотнение порошка производят путем выполнения канавки, которую располагают с противоположной соединению (завальцовке) стороне. Данный способ выбран в качестве прототипа. В известном способе изготовления порошковой проволоки при формировании вогнутого профиля не производится его фиксация относительно оси прокатки, что приводит к асимметричному заполнению профиля порошком и в результате к ненадежному соединению кромок профиля. В основу изобретения поставлена задача: усовершенствовать способ изготовления порошковой проволоки путем фиксации профиля относительно оси прокатки в процессе формирования вогнутого профиля, так чтобы обеспечить равенство высоты левой кромки (на черт. величина H1) и высоты правой кромки (на черт. величины H2) и высоты правой кромки (на черт. величина H2) самим себе по всей длине профиля, что приводит к устойчивости профиля, симметричному заполнению профиля порошков и качественному соединению кромок профиля, не допускающему его раскрытия при последующих технологических и транспортных операциях. Сущность изобретения состоит в том, что в способе изготовления порошковой проволоки, включающим формирование чашеобразной оболочки, заполнение ее порошкообразным материалом и ее обжатие до получения заданного типоразмера, по оси прокатки оболочку выполняют вогнутой с одной стороны с соотношением высоты выступа к высоте оболочки в пределах 1/4...1/2. Выполнение выступа одновременно с формированием вогнутой оболочки придает профилю дополнительную жесткость и продольную устойчивость, что обеспечивает строгую фиксацию профиля относительно линии прокатки. В результате достигается постоянная, но не обязательно равная, по всей длине профиля высота левой и правой кромок профиля, а это в свою очередь обеспечивает возможность получения качественного замыкания профиля. Экспериментально установлена оптимальная высота выступа в зависимости от высоты профиля. Изобретение поясняется чертежами, где на фиг. 1 изображена схема установки для получения порошковой проволоки; на фиг. 2 показана последовательность формирования вогнутого профиля до заполнения его шихтой; на фиг. 3 - последовательность формирования замкнутой оболочки с шихтой; на фиг. 4 - поперечное сечение готовой проволоки. Металлическая заготовка в виде ленты 1 из размоточного устройства 2 подается в профилегибочное устройство 3. В формирующих роликах 4 ленте 1 последовательно придается форма 2а, 2б, 2в, 2г. В полученную таким образом заготовку 2 г дозатором 5 подают шихту 6. После чего заготовка обжимается роликами 7 дополучения закрытого профиля, приобретая последовательно форму 3а, 3б, 30, 3г, Замкнутая оболочка 3г поступает в четырехроликовую прокатную клеть 8, в которой она доводится до окончательного размера. Далее в виде готового продукта порошковая проволока 9 поступает на намоточное устройство 10. Эксперименты. проведенные на лабораторной установке, показали, что от высоты выступа зависят устойчивость заготовки при формировании профиля и коэффициент заполнения порошка. С увеличением высоты выступа устойчивость профиля повышается. а коэффициент заполнения уменьшается. При этом после достижения соотношения h/Н=1/2 устойчивость профиля практически не увеличивается, в то время как коэффициент заполнения начинает резко уменьшаться. Как показали испытания (см. табл. 1) при соотношениях высоты выступа (h) к высоте профиля (H1), равных 1/4...1/2, обеспечивается хорошая устойчивость профиля относительно оси прокатки при достаточно высоком коэффициенте заполнения К3. Пример реализации. Из ленты (сталь 08 кп) шириной 40 мм, толщиной 0,5 мм формируют вогнутый профиль с окончательными размерами H1 = 12 мм и H2 = 16 мм. Одновременно с формированием вогнутого профиля по оси прокатки формируют выступ высотой h = 4 мм, что соответствует соотношению h к H1 , равном 1/3. Измерение высоты Н1 готового к заполнению шихтой профиля 2 г показали, что изменение высоты Н1 на длине профиля 100 м не превышали ± 0,2 мм от номинального размера. После формирования профиля его заполняли шихтой силикокальцием. Исходная насыпная плотность шихты 2,0...2,2 г/см3. После прокатки в четырехвалковой клети плотностью шихты повысилась в 1,3 раза. Диаметр готовой проволоки - 10 мм. При этом исходная толщина ленты (оболочки) сохранилась. так как уплотнение шихты осуществляли без деформации оболочки. Таким образом, благодаря, формированию выступа была обеспечена устойчивость профиля в процессе его формирования и дополнительная жесткость, что в итоге позволило получить качественное соединение кромок профиля, не допускающее его раскрытия при последующих технологических и транспортных операциях.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing flux cored wire
Автори англійськоюPysarenko Fedir Oleksiiovych, Shevchenko Yurii Tymofiiovych, Vaschenko Kostiantyn Oleksandrovych, Bat Yurii Izrailevych, Titiievskyi Volodymyr Markovych, Bat Serhii Yuriiovych, Diudkin Dmytro Oleksandrovych, Ovchynnikov Mykola Oleksiiovych, Schehlov Serhii Ivanovych
Назва патенту російськоюСпособ изготовления порошковой проволоки
Автори російськоюПисаренко Федор Алексеевич, Шевченко Юрий Тимофеевич, Ващенко Константин Александрович, Бать Юрий Израилевич, Титиевский Владимир Маркович, Бать Сергей Юрьевич, Дюдкин Дмитрий Александрович, Овчинников Николай Алексеевич, Щеглов Сергей Иванович
МПК / Мітки
МПК: B22F 3/24
Мітки: виготування, дроту, порошкового, спосіб
Код посилання
<a href="https://ua.patents.su/3-5245-sposib-vigotuvannya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготування порошкового дроту</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 1615
Опубліковано: 25.10.1994
Автори: Бугай Олександр Іванович, Альтер Володимир Федорович, Походня Ігор Костянтинович, Рак Петро Іванович
МПК: B23K 35/40
Мітки: спосіб, виготовлення, дроту, порошкового
Формула / Реферат:
Способ изготовления порошковой проволоки, при котором заранее просчитывают исходные размеры ленты, формируют желоб, заполняют его шихтой с Кзп 40—65 % от объема попости трубки, закрывают желоб в трубку и многократно волочат полученную заготовку с единичными обжатиями 20—45 % до достижения суммарных обжатий 70—85 % в обратной пропорции к величине Кзп отличающийся тем, что, с целью изготовления проволоки малых диаметров 1,2 мм и менее из...
Спосіб виготовлення порошкового дроту
Номер патенту: 2375
Опубліковано: 26.12.1994
Автори: Овчаренко Микола Трофимович, Савенко Валентин Олексійович, Походня Ігор Костянтинович, Чащихін Едуард Германович, Рак Петро Іванович, Дмитренко Сергій Георгієвич, Альтер Володимир Федорович, Косенко Петро Олексійович
МПК: B23K 35/40
Мітки: виготовлення, дроту, порошкового, спосіб
Формула / Реферат:
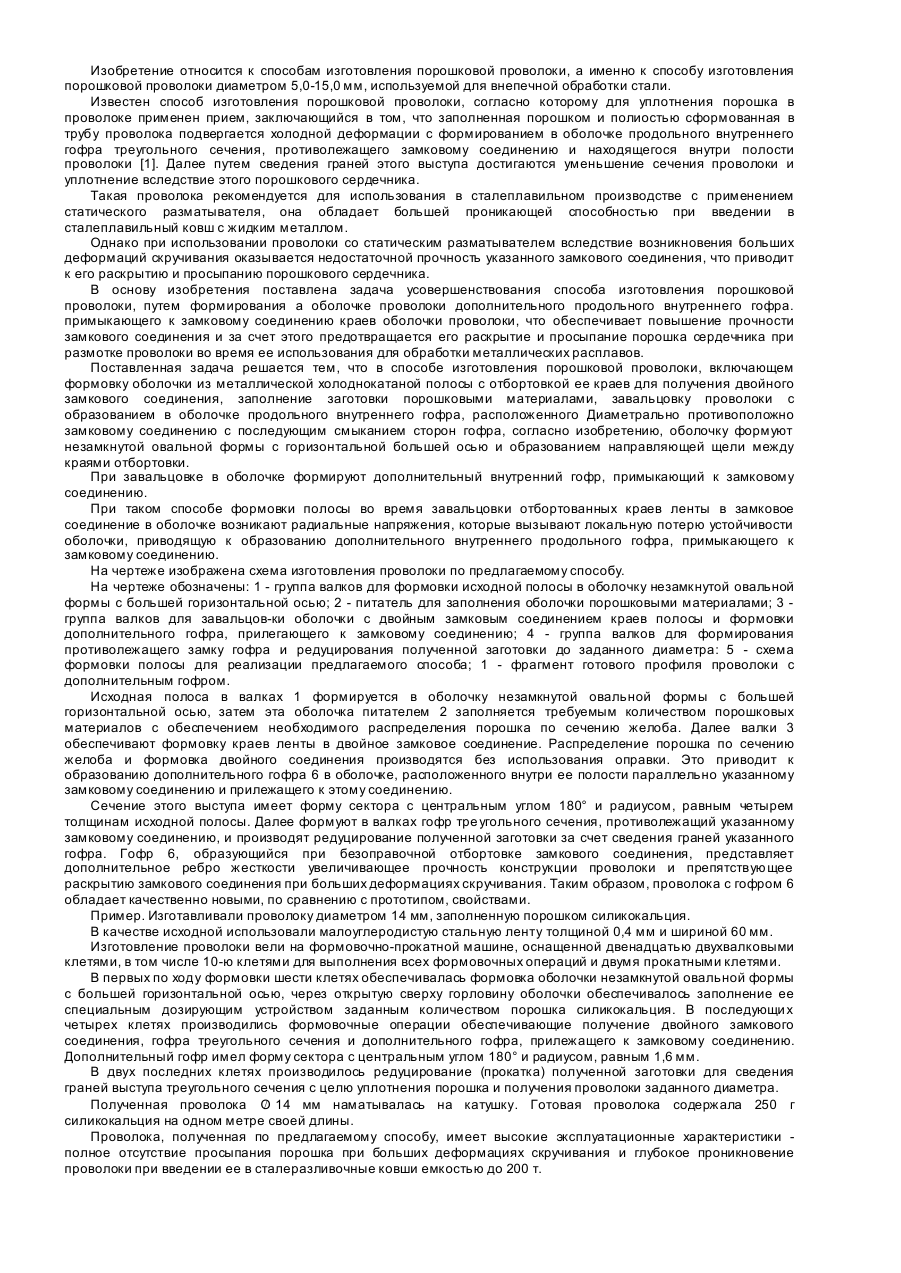
Способ изготовления порошковой проволоки для обработки металлических расплавов, включающий формовку оболочки из металлической холоднокатаной полосы с отбортовкой ее краев для получения двойного замкового соединения, заполнение заготовки порошковыми материалами, завальцовку проволоки с образованием а оболочке продольного внутреннего гофра, расположенного диаметрально противоположно замковому соединению с последующим замыканием сторон гофра,...
Пристрій для виготовлення порошкового дроту
Номер патенту: 2374
Опубліковано: 26.12.1994
Автори: Косенко Петро Олексійович, Походня Ігор Костянтинович, Рак Петро Іванович, Альтер Володимир Федорович
МПК: B23K 35/40
Мітки: виготовлення, порошкового, дроту, пристрій
Формула / Реферат:
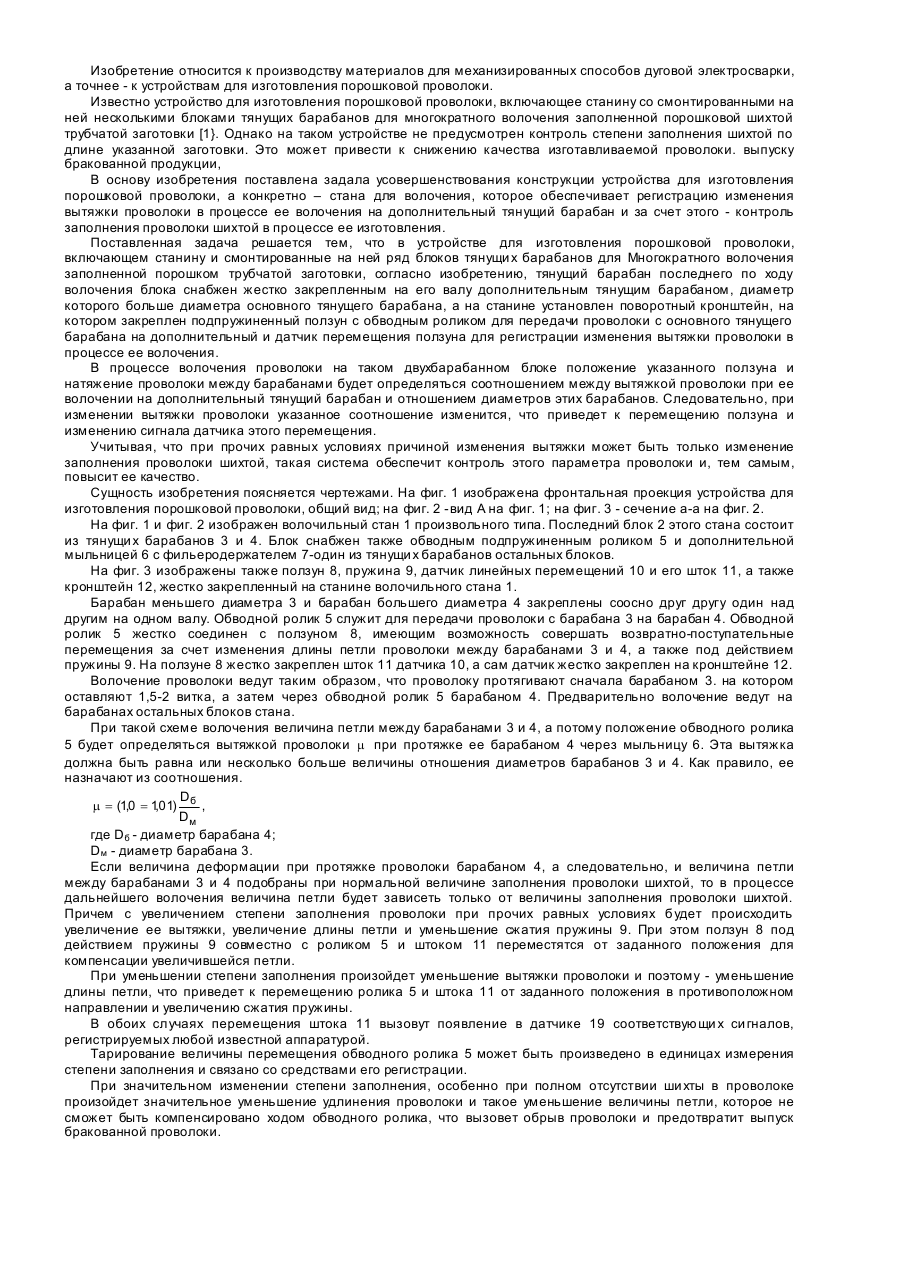
Устройство для изготовления порошковой проволоки, включающее станину и смонтированный на ней ряд блоков тянущих барабанов для многократного волочения заполненной порошком трубчатой заготовки, отличающееся тем, что тянущий барабан последнего по ходу волочения блока снабжен жестко закрепленным на его валу дополнительным тянущим барабаном, диаметр которого больше диаметра основного тянущего барабана, а на станине установлен поворотный кронштейн,...
Шихта порошкового дроту

Номер патенту: 3457
Опубліковано: 27.12.1994
Автори: Шлєпаков Валерій Миколайович, Походня Ігор Костянтинович
МПК: B23K 35/30
Мітки: порошкового, шихта, дроту
Склад шихти порошкового дроту
Номер патенту: 2373
Опубліковано: 26.12.1994
Автори: Петров Олександр Сергійович, Упирь Віктор Миколайович, Походня Ігор Костянтинович, Шлепаков Валерій Миколайович, Кухаренко Валерій Валерійович, Орлов Леонід Миколайович
МПК: B23K 35/368
Мітки: дроту, склад, порошкового, шихти
Формула / Реферат:
Шихта порошковой проволоки для механизированной сварки в углекислом газе, включающая диоксид титана, диоксид кремния, оксид натрия, оксид калия, алюминий, магний, кремний, марганец и железный порошок, отличающаяся тем, что в шихту дополнительно введены оксид алюминия, фторсиликат натрия, ферротитан, никель при следующем соотношении (мас. %): диоксид титана 25,0-66,0 диоксид кремния ...
Попередній патент: Пристрій для контролю глибини копання одноковшовим екскаватором
Наступний патент: Спосіб виготовлення гнутих гофрованих профілів
Випадковий патент: Пристрій для вакуумного сушіння термолабільної продукції рослинного походження