Пристрій для виготовлення порошкового дроту
Номер патенту: 2374
Опубліковано: 26.12.1994
Автори: Походня Ігор Костянтинович, Альтер Володимир Федорович, Косенко Петро Олексійович, Рак Петро Іванович
Формула / Реферат
Устройство для изготовления порошковой проволоки, включающее станину и смонтированный на ней ряд блоков тянущих барабанов для многократного волочения заполненной порошком трубчатой заготовки, отличающееся тем, что тянущий барабан последнего по ходу волочения блока снабжен жестко закрепленным на его валу дополнительным тянущим барабаном, диаметр которого больше диаметра основного тянущего барабана, а на станине установлен поворотный кронштейн, на котором закреплен подпружиненный ползун с обводным роликом для передачи проволоки с основного тянущего барабана на дополнительный и датчик перемещения ползуна для регистрации изменения вытяжки проволоки в процессе ее волочения.
Текст
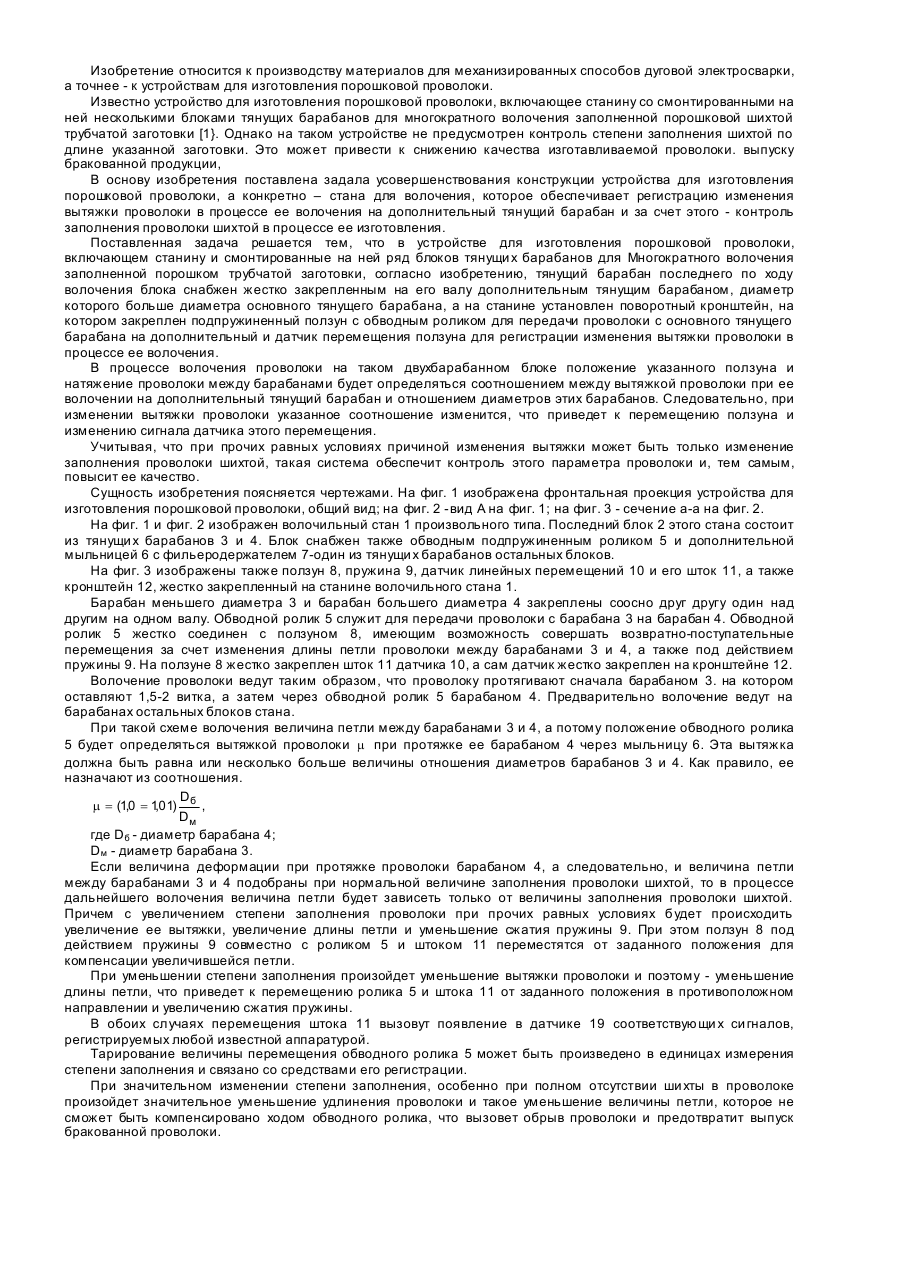
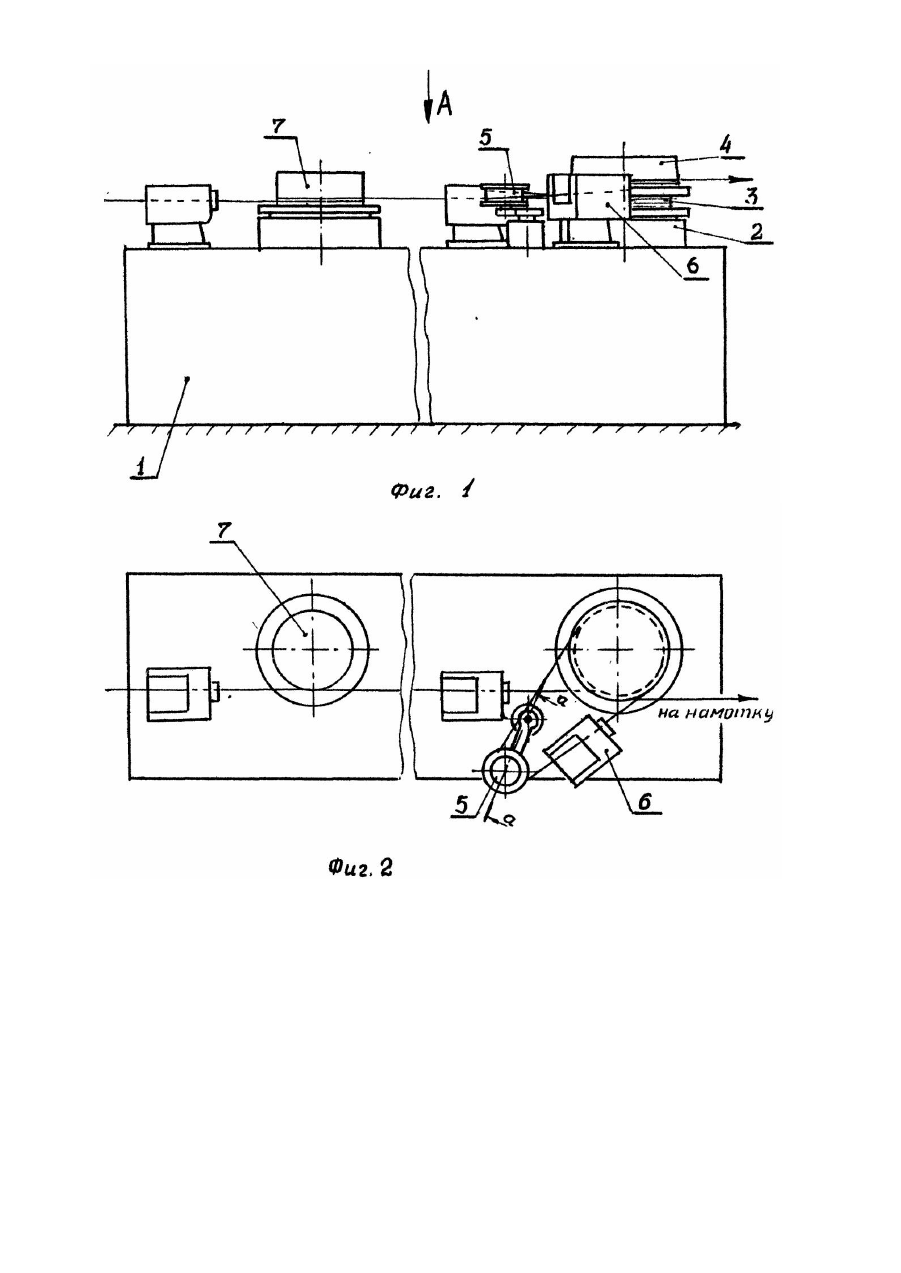
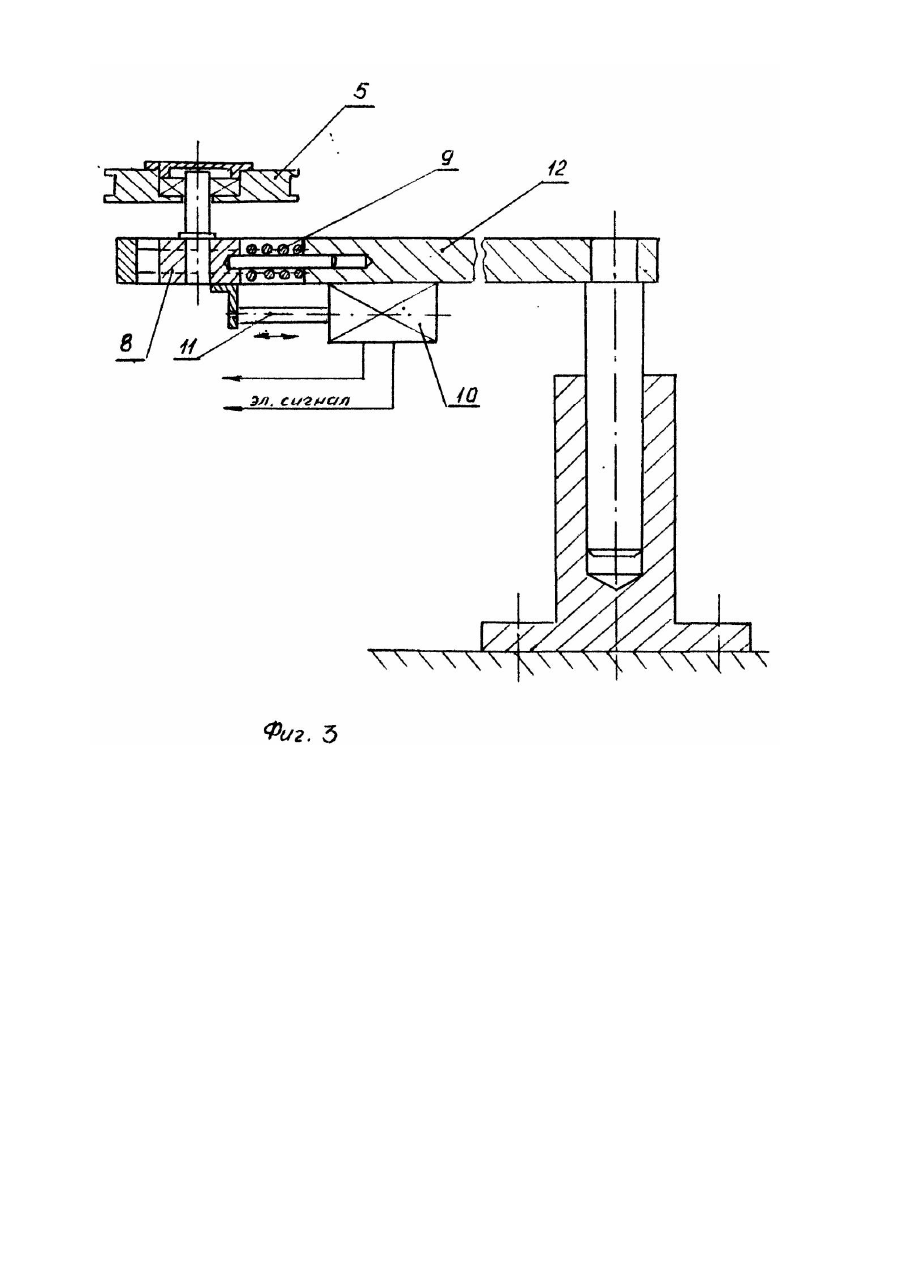
Изобретение относится к производству материалов для механизированных способов дуговой электросварки, а точнее - к устройствам для изготовления порошковой проволоки. Известно устройство для изготовления порошковой проволоки, включающее станину со смонтированными на ней несколькими блоками тянущих барабанов для многократного волочения заполненной порошковой шихтой трубчатой заготовки [1}. Однако на таком устройстве не предусмотрен контроль степени заполнения шихтой по длине указанной заготовки. Это может привести к снижению качества изготавливаемой проволоки. выпуску бракованной продукции, В основу изобретения поставлена задала усовершенствования конструкции устройства для изготовления порошковой проволоки, а конкретно – стана для волочения, которое обеспечивает регистрацию изменения вытяжки проволоки в процессе ее волочения на дополнительный тянущий барабан и за счет этого - контроль заполнения проволоки шихтой в процессе ее изготовления. Поставленная задача решается тем, что в устройстве для изготовления порошковой проволоки, включающем станину и смонтированные на ней ряд блоков тянущи х барабанов для Многократного волочения заполненной порошком трубчатой заготовки, согласно изобретению, тянущий барабан последнего по ходу волочения блока снабжен жестко закрепленным на его валу дополнительным тянущим барабаном, диаметр которого больше диаметра основного тянущего барабана, а на станине установлен поворотный кронштейн, на котором закреплен подпружиненный ползун с обводным роликом для передачи проволоки с основного тянущего барабана на дополнительный и датчик перемещения ползуна для регистрации изменения вытяжки проволоки в процессе ее волочения. В процессе волочения проволоки на таком двухбарабанном блоке положение указанного ползуна и натяжение проволоки между барабанами будет определяться соотношением между вытяжкой проволоки при ее волочении на дополнительный тянущий барабан и отношением диаметров этих барабанов. Следовательно, при изменении вытяжки проволоки указанное соотношение изменится, что приведет к перемещению ползуна и изменению сигнала датчика этого перемещения. Учитывая, что при прочих равных условиях причиной изменения вытяжки может быть только изменение заполнения проволоки шихтой, такая система обеспечит контроль этого параметра проволоки и, тем самым, повысит ее качество. Сущность изобретения поясняется чертежами. На фиг. 1 изображена фронтальная проекция устройства для изготовления порошковой проволоки, общий вид; на фиг. 2 -вид А на фиг. 1; на фиг. 3 - сечение а-а на фиг. 2. На фиг. 1 и фиг. 2 изображен волочильный стан 1 произвольного типа. Последний блок 2 этого стана состоит из тянущи х барабанов 3 и 4. Блок снабжен также обводным подпружиненным роликом 5 и дополнительной мыльницей 6 с фильеродержателем 7-один из тянущи х барабанов остальных блоков. На фиг. 3 изображены также ползун 8, пружина 9, датчик линейных перемещений 10 и его шток 11, а также кронштейн 12, жестко закрепленный на станине волочильного стана 1. Барабан меньшего диаметра 3 и барабан большего диаметра 4 закреплены соосно друг другу один над другим на одном валу. Обводной ролик 5 служит для передачи проволоки с барабана 3 на барабан 4. Обводной ролик 5 жестко соединен с ползуном 8, имеющим возможность совершать возвратно-поступательные перемещения за счет изменения длины петли проволоки между барабанами 3 и 4, а также под действием пружины 9. На ползуне 8 жестко закреплен шток 11 датчика 10, а сам датчик жестко закреплен на кронштейне 12. Волочение проволоки ведут таким образом, что проволоку протягивают сначала барабаном 3. на котором оставляют 1,5-2 витка, а затем через обводной ролик 5 барабаном 4. Предварительно волочение ведут на барабанах остальных блоков стана. При такой схеме волочения величина петли между барабанами 3 и 4, а потому положение обводного ролика 5 будет определяться вытяжкой проволоки m при протяжке ее барабаном 4 через мыльницу 6. Эта вытяжка должна быть равна или несколько больше величины отношения диаметров барабанов 3 и 4. Как правило, ее назначают из соотношения. D m = (1,0 = 1 01) б , , Dм где Dб - диаметр барабана 4; Dм - диаметр барабана 3. Если величина деформации при протяжке проволоки барабаном 4, а следовательно, и величина петли между барабанами 3 и 4 подобраны при нормальной величине заполнения проволоки шихтой, то в процессе дальнейшего волочения величина петли будет зависеть только от величины заполнения проволоки шихтой. Причем с увеличением степени заполнения проволоки при прочих равных условиях будет происходить увеличение ее вытяжки, увеличение длины петли и уменьшение сжатия пружины 9. При этом ползун 8 под действием пружины 9 совместно с роликом 5 и штоком 11 переместятся от заданного положения для компенсации увеличившейся петли. При уменьшении степени заполнения произойдет уменьшение вытяжки проволоки и поэтому - уменьшение длины петли, что приведет к перемещению ролика 5 и штока 11 от заданного положения в противоположном направлении и увеличению сжатия пружины. В обоих случаях перемещения штока 11 вызовут появление в датчике 19 соответствующи х си гналов, регистрируемых любой известной аппаратурой. Тарирование величины перемещения обводного ролика 5 может быть произведено в единицах измерения степени заполнения и связано со средствами его регистрации. При значительном изменении степени заполнения, особенно при полном отсутствии ши хты в проволоке произойдет значительное уменьшение удлинения проволоки и такое уменьшение величины петли, которое не сможет быть компенсировано ходом обводного ролика, что вызовет обрыв проволоки и предотвратит выпуск бракованной проволоки.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing flux cored wire
Автори англійськоюPokhodnia Ihor Kostiantynovych, Alter Volodymyr Fedorovych, Kosenko Petro Oleksiiovych, Rak Petro Ivanovych
Назва патенту російськоюУстройство для изготовления порошковой проволоки
Автори російськоюПоходня Игорь Константинович, Альтер Владимир Федорович, Косенко Петр Алексеевич, Рак Петр Иванович
МПК / Мітки
МПК: B23K 35/40
Мітки: пристрій, порошкового, виготовлення, дроту
Код посилання
<a href="https://ua.patents.su/3-2374-pristrijj-dlya-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення порошкового дроту</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 1615
Опубліковано: 25.10.1994
Автори: Походня Ігор Костянтинович, Бугай Олександр Іванович, Рак Петро Іванович, Альтер Володимир Федорович
МПК: B23K 35/40
Мітки: виготовлення, порошкового, спосіб, дроту
Формула / Реферат:
Способ изготовления порошковой проволоки, при котором заранее просчитывают исходные размеры ленты, формируют желоб, заполняют его шихтой с Кзп 40—65 % от объема попости трубки, закрывают желоб в трубку и многократно волочат полученную заготовку с единичными обжатиями 20—45 % до достижения суммарных обжатий 70—85 % в обратной пропорции к величине Кзп отличающийся тем, что, с целью изготовления проволоки малых диаметров 1,2 мм и менее из...
Склад шихти порошкового дроту
Номер патенту: 2373
Опубліковано: 26.12.1994
Автори: Орлов Леонід Миколайович, Шлепаков Валерій Миколайович, Упирь Віктор Миколайович, Петров Олександр Сергійович, Кухаренко Валерій Валерійович, Походня Ігор Костянтинович
МПК: B23K 35/368
Мітки: шихти, дроту, склад, порошкового
Формула / Реферат:
Шихта порошковой проволоки для механизированной сварки в углекислом газе, включающая диоксид титана, диоксид кремния, оксид натрия, оксид калия, алюминий, магний, кремний, марганец и железный порошок, отличающаяся тем, что в шихту дополнительно введены оксид алюминия, фторсиликат натрия, ферротитан, никель при следующем соотношении (мас. %): диоксид титана 25,0-66,0 диоксид кремния ...
Пристрій для гідростатичного волочіння тонкого дроту
Номер патенту: 636
Опубліковано: 15.12.1993
Автори: Медведська Ельвіда Олександрівна, Матросов Микола Іванович, Кублицька Валентина Олександрівна, Раханський Генадій Афанасійович, Чернишев Владислав Анатолійович
МПК: B21C 1/02
Мітки: тонкого, пристрій, дроту, гідростатичного, волочіння
Текст:
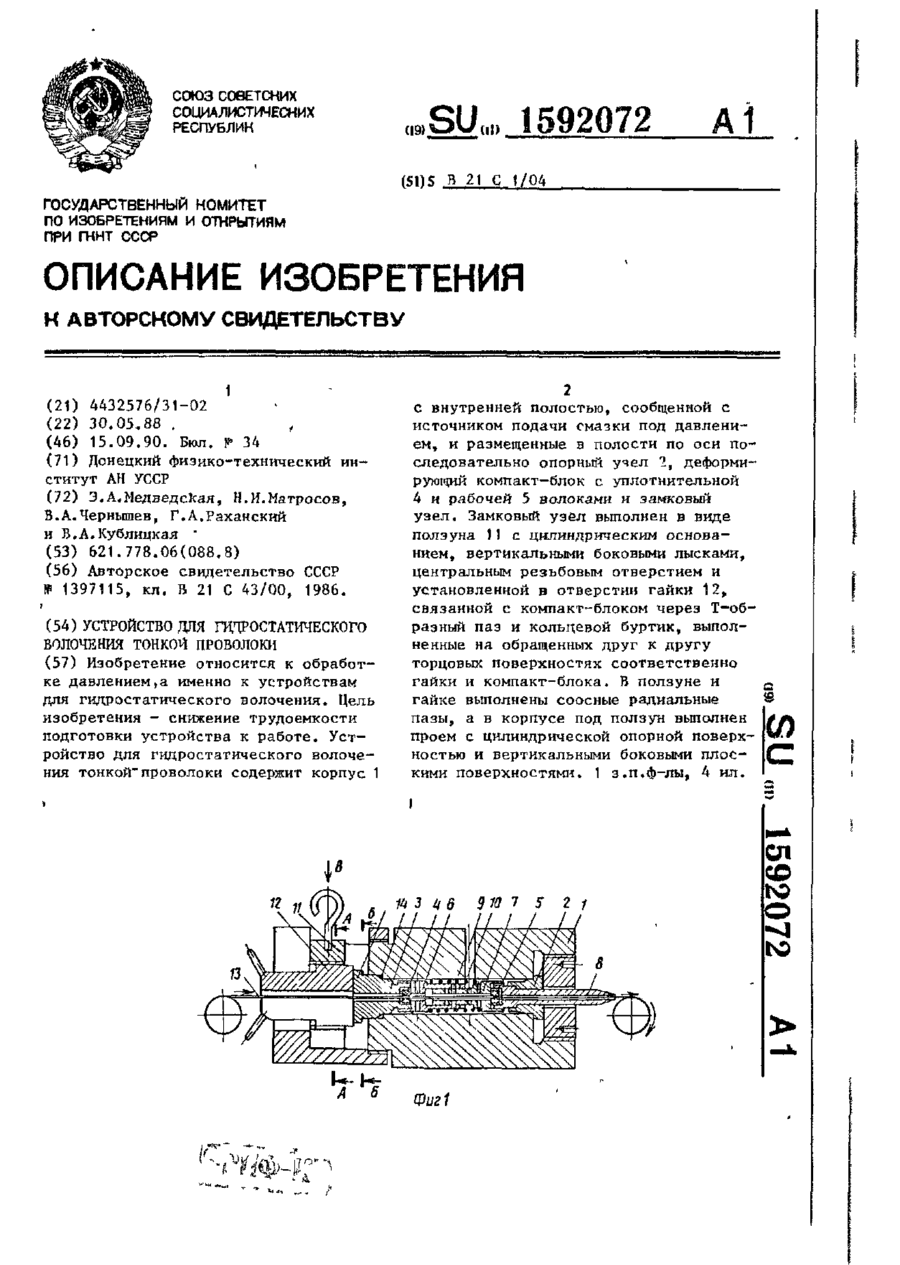
...входит в зацепление с матрицедержателем 3, а продольный паз^ выполненный в ползуне, и гайка дают возможность осуществить это, не воздействуя на длинномерную проволочную заготовку, используемую в форме катуш ки, и исключая вероятность ее обрьюа. Затем поворотом гайки в пределах до 180° деформирующий компакт-блок продвигается дальше и, соприкасаясь с уплотнительным элементом 14, мягко, без присущей клиновому затвору динамики t сжимает...
Пристрій для перемотування дроту
Номер патенту: 645
Опубліковано: 15.12.1993
Автори: Зінченко Анатолій Іванович, Атаманенко Леонід Анатолійович
МПК: B21C 47/00
Мітки: дроту, перемотування, пристрій
Формула / Реферат:
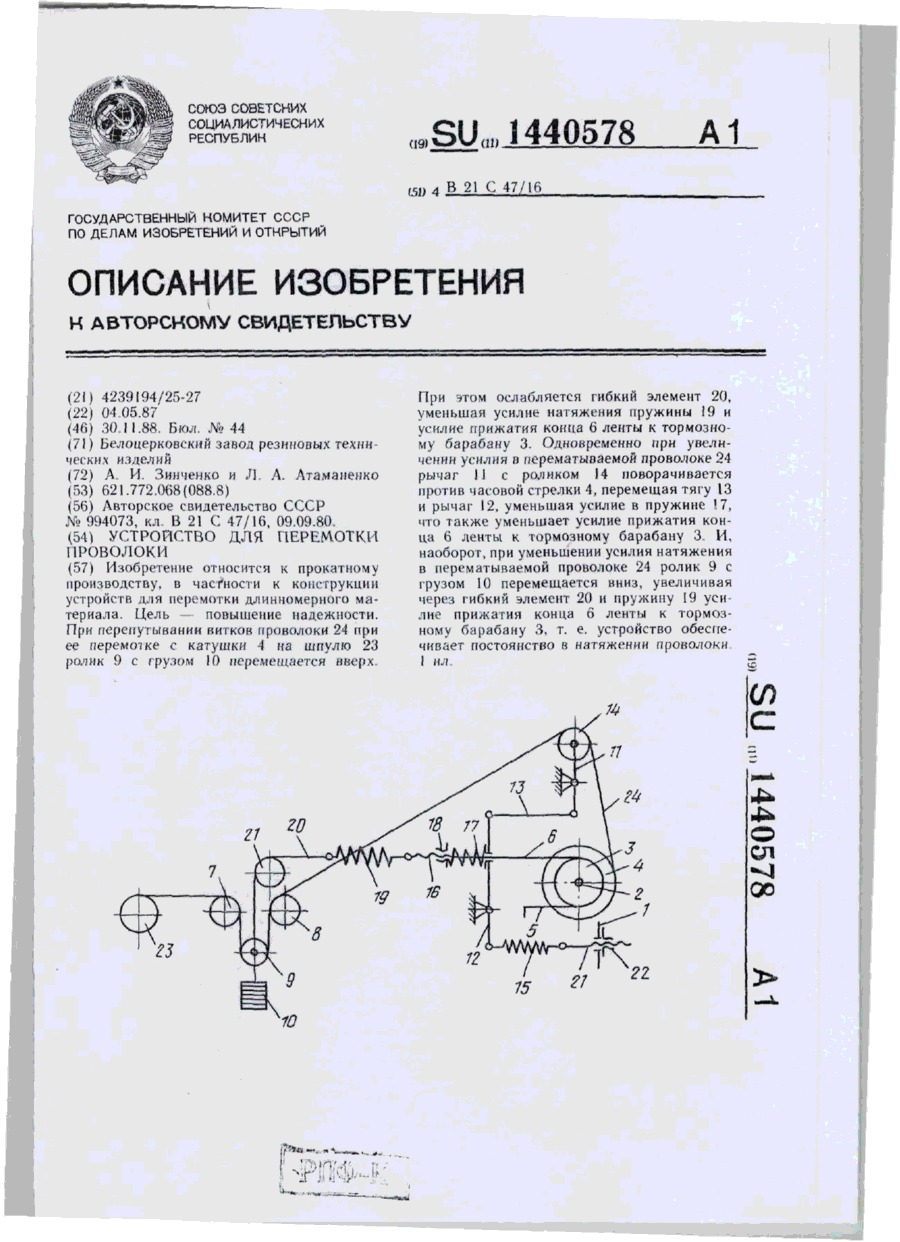
Формула изобретенияУстройство для перемотки проволоки, содержащее смонтированный в опорах корпуса шпиндель для установки катушки, закрепленный на шпинделе тормозной барабан с охватывающей его лентой, зафиксированной одним концом в корпусе, механизм регулировки положения другого конца ленты, а также стабилизатор натяжения проволоки в виде смонтированных на закрепленных в корпусе осях направляющих роликов и размещенного между ними ролика...
Спосіб гідростатичного волочіння дроту
Номер патенту: 635
Опубліковано: 15.12.1993
Автори: Чернишев Владислав Анатолійович, Матросов Микола Іванович, Раханський Генадій Афанасійович, Медведська Ельвіда Олександрівна
МПК: B21C 1/00
Мітки: дроту, спосіб, волочіння, гідростатичного
Текст:
...вследствие приложения радиальных усилий сжатой жидкости, в результате улучшения качества поверхности изделий , обусловленного реализацией трения в очаге деформации, с тонкой разделительной пленкой. Обеспечивает снижение величины напряжений волочения (^30%) по сравнению с обычным волочением, что важно для создания условий надежности и снижения обрывности изделий. Одновременно достигается и другой положительный эффект - уменьшение износа...
Попередній патент: Склад шихти порошкового дроту
Наступний патент: Спосіб виготовлення порошкового дроту
Випадковий патент: Система калібрів для прокатки кутових профілів