Спосіб виготовлення порошкового дроту
Номер патенту: 1615
Опубліковано: 25.10.1994
Автори: Рак Петро Іванович, Бугай Олександр Іванович, Походня Ігор Костянтинович, Альтер Володимир Федорович
Формула / Реферат
Способ изготовления порошковой проволоки, при котором заранее просчитывают исходные размеры ленты, формируют желоб, заполняют его шихтой с Кзп 40—65 % от объема попости трубки, закрывают желоб в трубку и многократно волочат полученную заготовку с единичными обжатиями 20—45 % до достижения суммарных обжатий 70—85 % в обратной пропорции к величине Кзп отличающийся тем, что, с целью изготовления проволоки малых диаметров 1,2 мм и менее из недорогих недефицитных лент толщиной 0,5—1,0 мм, вводят вторую стадию волочения, на которой проволоку, полученную на первой стадии, используют как заготовку, которую многократно волочат с единичными обжатиями 5—15 % до достижения суммарного обжатия за обе стадии 85—95 % соответственно.
Текст
Изобретение относится к способам изготовления сварочных материалов, точнее к порошковой проволоке для сварки и наплавки. Цель изобретения - изготовление проволоки ма Изобретение относится к изготовлений сварочных материалов, более конкретно к порошковой проволоке для . сварки и наплавки. Цель изобретения - изготовление проволоки малых диаметров 1,2 мм и менее из недорогих недефицитных лент толщиной 0,5-1,0 мм в наиболее употребимом диапазоне К з п , Практика изготовления порошковой проволоки свидетельствует о том, что на проволоках, изготавливаемых в диапазоне наиболее употребительных коэффициентов заполнения полости (К }п ), равных 40-65%, при единичных обжатиях 20-45% максимально достигаемые суммарные обжатия составляют 70-85%. При таком уровне единичных обжатий после достижения суммарных обжатий лых диаметров 1,2 мм и менее из недорогих и недефицитных лент толщиной 0,5-1,0 мм. Осуществляют формовку холоднокатаной ленты заранее рассчитанных размеров в желоб. Заполняют желоб шихтой в количестве 40-65% от объема полости. Закрывают желоб в трубку и осуществляют волочение в две стадии. На первой стадии волочение ведут с единичными деформациями 20— 45% до суммарных деформаций 70-85%. На второй стадии полученную заготовку протягивают с единичными обжатиями 5-15%. Общее суммарное обжатие за две стадии составляет 85-95%. Такая технология позволит полностью реализовать запас пластичности оболочки. 70-85% имеющийся в проволоке запас' пластичности реализовать не удается. В то же время, если применять в качестве исходной недефицитные и недорогие ленты толщиной 0,5 мм и более, то таких суммарных обжатий оказывается недостаточно для получения порошковой проволоки даметром.1,2 мм и менее из-за невозможности формовки из таких лент заготовки малых для этого размеров. Между тем, проволоки именно таких размеров являются наиболее употребительными, так как позволяют: выполнять сварку в любом пространственном положении;, производить сварку тонкого металла; снижать размеры угловых швов; снижать величину критического тока, при котором улучшают •\ ко ел со СП ел 1532255 ся технологические характеристики проволоки. Для получения проволок малого диаметра 1,2 мм и менее из недорогих и ї недефицитных лент при К3п= 4О-65% необходимо добиться суммарных деформаций 85-95%. С э т о й целью в в е д е н а в т о р а я с т а дия ВОЛОЧеНИЯ, На КОТОРОЙ ПРОВОЛОКУ, JQ полученную на первой стадии, используют как заготовку и волочат ее повторно с единичными обжатиями 5-15% до достижения суммарных обжатий за обе стадии 85-95%. ]5 П р и м е р 1, Было необходимо изготовить порошковую проволоку диаметром 1,2 мн при К5П=6О%. Для изготовления такой проволоки использовали ленту 0,3x8 мм» дорогую, 2Q дефицитную и малотехнологичную в изготовлении порошковой проволоки. Скорость изготовления проволоки при использовании такой ленты на шестикратном волочильном стане не превышает 25 100-150 м/мин, а коэффициент использования машинного времени работы обог рудования для изготовления проволоки 0 , 3 . Эти показатели свидетельствуют о малой надежности процесса изготовления проволоки. Б описанной схеме суммар- 30 ное' обжатие составило 84%, а среднее, единичное по маршруту волочения - 27%. При использовании ленты 0,5x12 мм, 35 стоимость которой в зависимости от вида поставки на 100-150 руб/т меньше стоимости ленты 0,3x8 мм проволоку с К3п=60% удается надежно протянуть на шестикратном волочильном стане 40 до диаметра 1,8 мм. В этом случае суммарное обжатие составило 81%, а среднее единичное по маршруту волочения - 24%. Используя предлагаемый способ, проволоку диаметром 1,8 мм, получен- 45 ную из ленты 0,5x12 мм, берут в качестве заготовки для волочения на второй стадии с использованием того же шестикратного волочильного стана. 50 В этом случае суммарное обжатие на второй стадии составило 44%s a среднее единичное по маршруту волочения - 9%. Скорость волочения на первой и второй стадиях составляла 300350 м/мин, а коэффициент использова- 55 ния машинного времени - 0,6-0,7. П р и м е р 2, Необходимо изготовить порошковую проволоку диаметром 0,9 мм с К5П-40%, При изготовлении такой проволоки по одностадийной схеме волочения следовало бы применить в качестве исходной ленту 0,3x6 мм. В этом случае суммарное обжатие составило бы 83,5%, а среднее единичное по маршруту волочения - 26%. Однако ленту таких размеров промышленность не производит ни путем прокатки и последующей продольной резки, ни путем плющения. Используя предлагаемый способ, в качестве исходной применили ленту размером 0,5x10 мм. На первой стадии процесса из этой ленты была изготовлена заготовка диаметром 1,4 мм. При этом суммарное обжатие составило 84%, а среднее единичное по маршруту волочения - 27%. На второй стадии полученная заготовка диаметром 1,4 мм протягивалась на шестикратном волочильном стане на диаметр 0,9 мм. При этом суммарное обжатие составило 58%, а среднее единичное по маршруту составило Т4%. Технико-экономические показатели: скорость волочения, коэффициент использования машинного времени работы оборудования остались на том же уровне, что и при изготовлении проволоки диаметром 1,2 мм. Формула и з о б р е т е н и я Способ изготовления порошковой проволоки, при котором заранее просчитывают исходные размеры ленты, формируют желоб, заполняют его шихтой с К з п 40-65% от объема полости трубки, закрывают желоб в трубку и многократно волочат полученную заготовку с единичными обжатиями 20-45% до достижения суммарных обжатий 70-85% в обратной пропорции к величине К5П , о т л и ч а ю щ и й с я тем, что, с целью изготовления проволоки малых диаметров 1,2 мм и менее из недорогих нед,ефицитных лент толщиной 0,51,0 мм, вводят вторую стадию волочения, на которой проволоку, полученную на первой стадии, используют как заготовку, которую многократно волочат с единичными обжатиями 5-15% до достижения суммарного обжатия за обе стадии 85-95% соответственно. 1532255 Редактор Ю.Середа Составитель Е.Сомова Техред М.Ходанкч Корректор Н.Король Заказ 7998/20 Тираж 894 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР ИЗО35, Москва, Ж-35, Раушская наб., д. А/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the powder wire
Автори англійськоюPokhodnia Ihor Kostiantynovych, Alter Volodymyr Fedorovych, Rak Petro Ivanovych, Buhai Oleksandr Ivanovych
Назва патенту російськоюСпособ изготовления порошковой проволоки
Автори російськоюПоходня Игорь Константинович, Альтер Владимир Федорович, Рак Петр Иванович, Бугай Александр Иванович
МПК / Мітки
МПК: B23K 35/40
Мітки: дроту, спосіб, порошкового, виготовлення
Код посилання
<a href="https://ua.patents.su/4-1615-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб гідростатичного волочіння дроту
Номер патенту: 635
Опубліковано: 15.12.1993
Автори: Чернишев Владислав Анатолійович, Матросов Микола Іванович, Медведська Ельвіда Олександрівна, Раханський Генадій Афанасійович
МПК: B21C 1/00
Мітки: дроту, гідростатичного, волочіння, спосіб
Текст:
...вследствие приложения радиальных усилий сжатой жидкости, в результате улучшения качества поверхности изделий , обусловленного реализацией трения в очаге деформации, с тонкой разделительной пленкой. Обеспечивает снижение величины напряжений волочения (^30%) по сравнению с обычным волочением, что важно для создания условий надежности и снижения обрывности изделий. Одновременно достигается и другой положительный эффект - уменьшение износа...
Пристрій для перемотування дроту
Номер патенту: 645
Опубліковано: 15.12.1993
Автори: Зінченко Анатолій Іванович, Атаманенко Леонід Анатолійович
МПК: B21C 47/00
Мітки: дроту, перемотування, пристрій
Формула / Реферат:
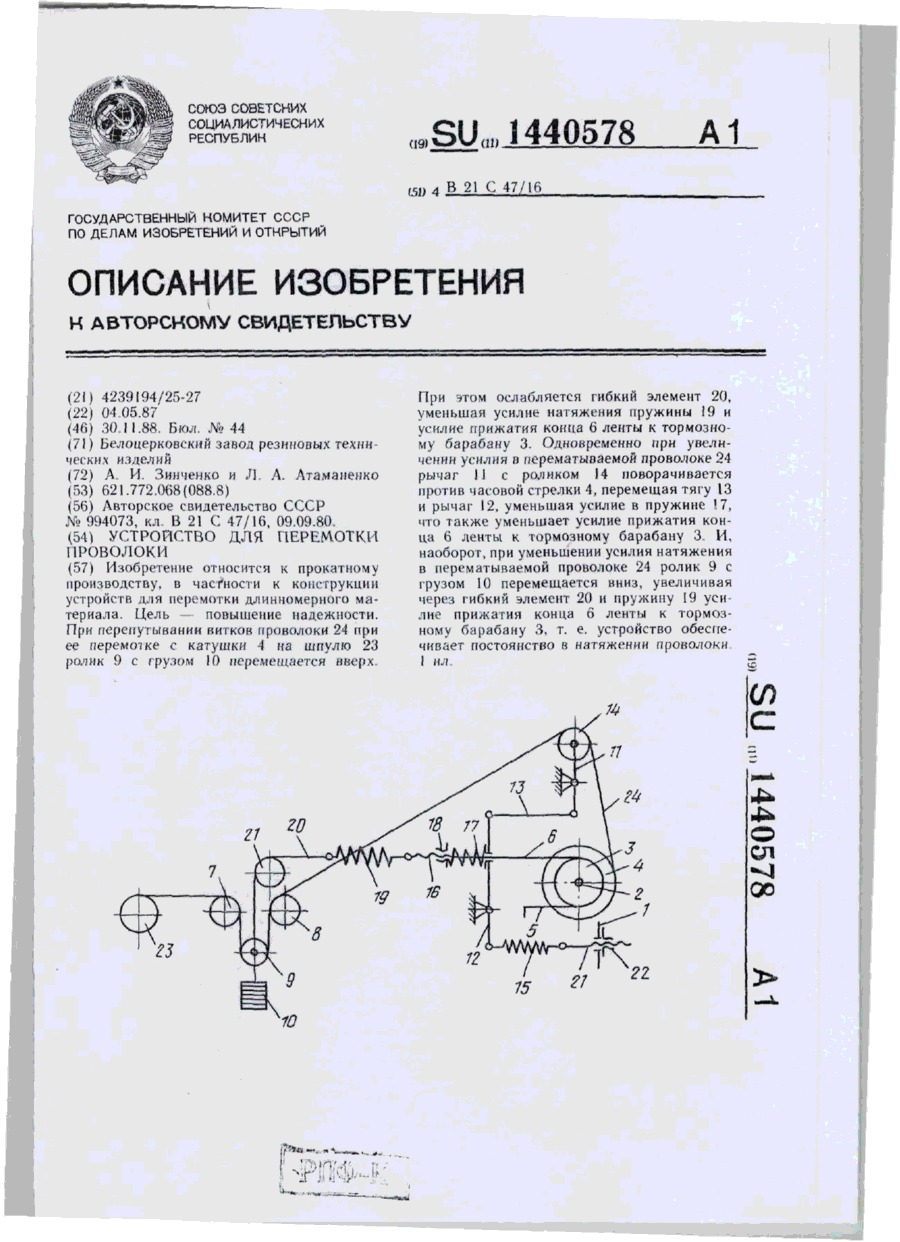
Формула изобретенияУстройство для перемотки проволоки, содержащее смонтированный в опорах корпуса шпиндель для установки катушки, закрепленный на шпинделе тормозной барабан с охватывающей его лентой, зафиксированной одним концом в корпусе, механизм регулировки положения другого конца ленты, а также стабилизатор натяжения проволоки в виде смонтированных на закрепленных в корпусе осях направляющих роликов и размещенного между ними ролика...
Пристрій для гідростатичного волочіння тонкого дроту
Номер патенту: 636
Опубліковано: 15.12.1993
Автори: Медведська Ельвіда Олександрівна, Кублицька Валентина Олександрівна, Чернишев Владислав Анатолійович, Матросов Микола Іванович, Раханський Генадій Афанасійович
МПК: B21C 1/02
Мітки: гідростатичного, тонкого, пристрій, волочіння, дроту
Текст:
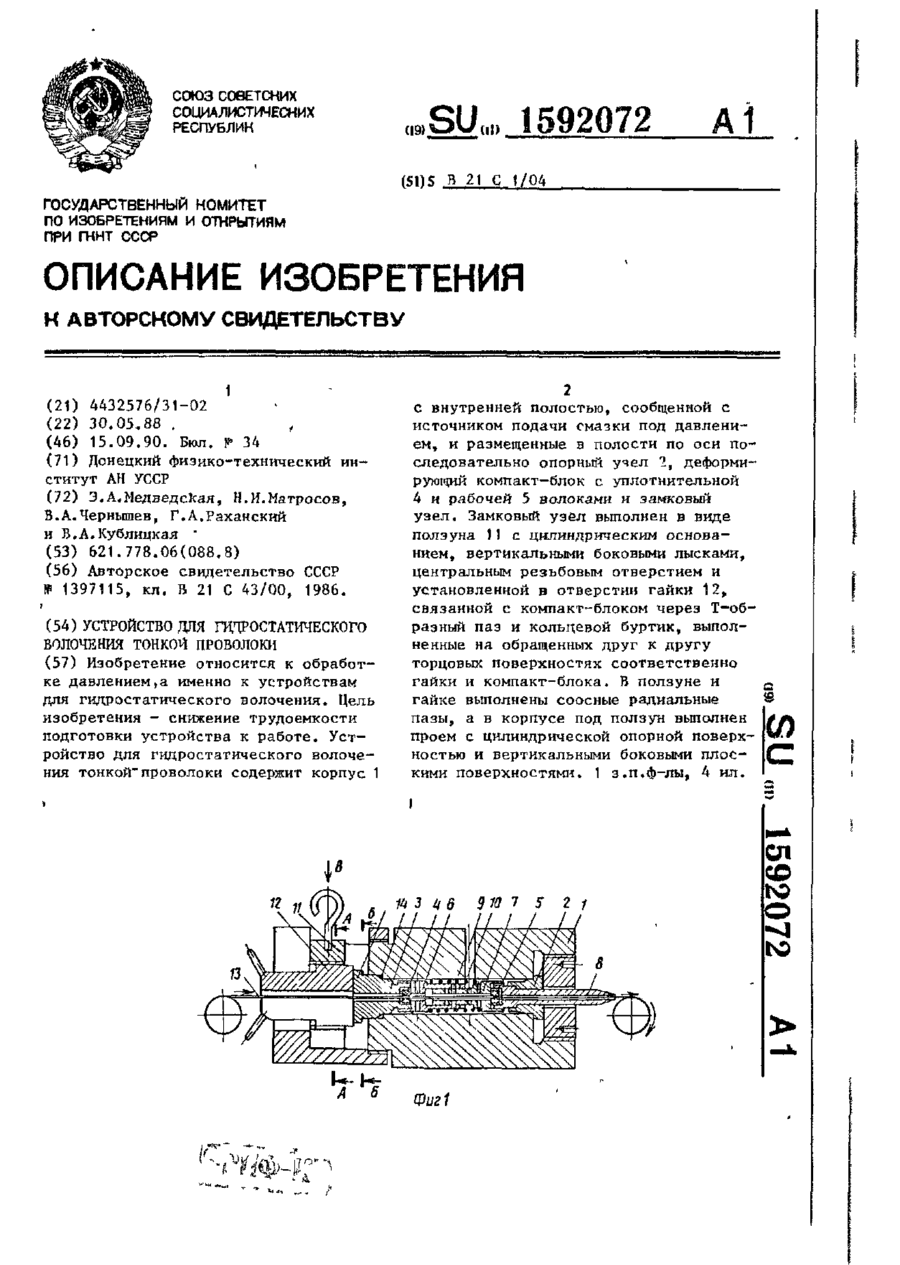
...входит в зацепление с матрицедержателем 3, а продольный паз^ выполненный в ползуне, и гайка дают возможность осуществить это, не воздействуя на длинномерную проволочную заготовку, используемую в форме катуш ки, и исключая вероятность ее обрьюа. Затем поворотом гайки в пределах до 180° деформирующий компакт-блок продвигается дальше и, соприкасаясь с уплотнительным элементом 14, мягко, без присущей клиновому затвору динамики t сжимает...
Спосіб виготовлення гнучкого троса приводу
Номер патенту: 274
Опубліковано: 30.04.1993
Автори: Зиков Юрій Сергійович, Прилуцький Олег Вольфович, Чечель Микола Васильович, Деркач Володимир Мінович, Ніколаєв Олександр Іванович
Мітки: спосіб, троса, виготовлення, приводу, гнучкого
Формула / Реферат:
Способ изготовления гибкого троса привода, включающий профилирование проволоки, навивку каркаса с последующим нанесением полимерного покрытия путем термообработки с помощью термочувствительной трубки, которые подвергают термообработке, отличающийся тем, что профилирование осуществляют путем непрерывного двухступенчатого обжатия, причем степень относительного обжатия на первой ступени составляет 3-15%, на второй - 25-16%, при этом каркас...
Спосiб виготовлення корпусiв атрав матичних голок
Номер патенту: 899
Опубліковано: 15.12.1993
Автори: Тавокін Володимир Вікторович, Торгашин Валерій Михайлович, Бондарь Анатолій Ларіонович, Тищенко Надія Іванівна, Сергеєв Володимир Петрович, Бучнєв Олександр Васильович
МПК: A61B 17/00, A61B 17/06
Мітки: виготовлення, атрав, корпусів, голок, матичних, спосіб
Формула / Реферат:
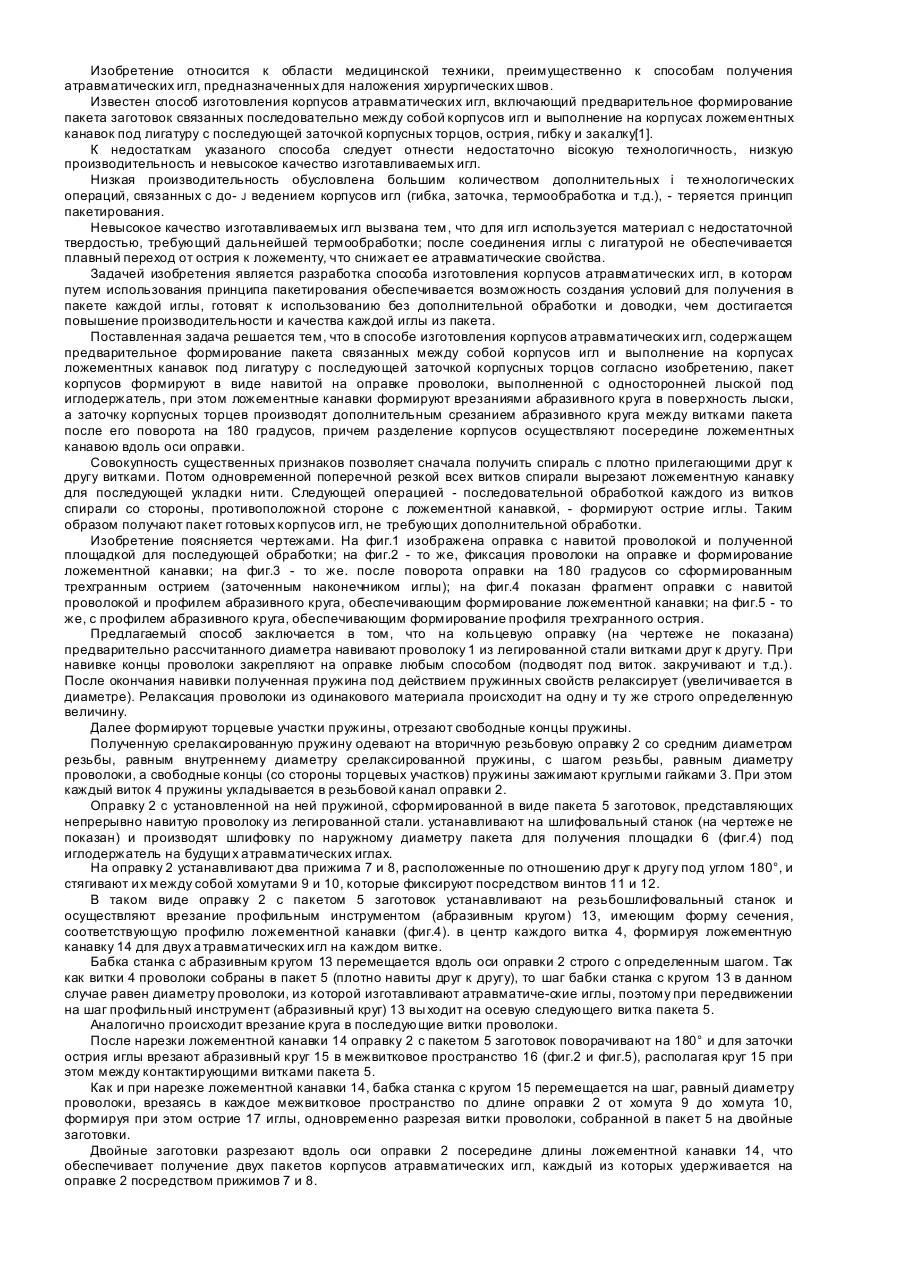
Способ изготовления корпусов атравматических игл, содержащий предварительное формирование пакета связанных между собой корпусов игл и выполнение на корпусах ложемеитных канавок под лигатура с последующей заточкой корпусных торцов, отличающийся тем, что пакет корпусов формируют в виде навитой на оправке проволоки, выполненной с односторонней лыской под иглодержатель, при этом ложементные канавки формируют врезаниями абразивного круга в...
Попередній патент: Спосіб контактного стикового зварювання оплавленням
Наступний патент: Штатив
Випадковий патент: Спосіб визначення віку та статі великої рогатої худоби за остеометричними параметрами носомозкового відділу черепа