Еструзійна голівка інженера шевченка о.в.
Формула / Реферат
Экструзионная головка, содержащая образующие формовочную щель пластины, на одной из которых выполнены углубления, отличающаяся тем, что, с целью повышения качества пленок и увеличения их выхода за счет закручивания потока расплава, углубления выполнены поперечными, причем расстояние между смежными углублениями не превышает ширины двух углублений.
Текст
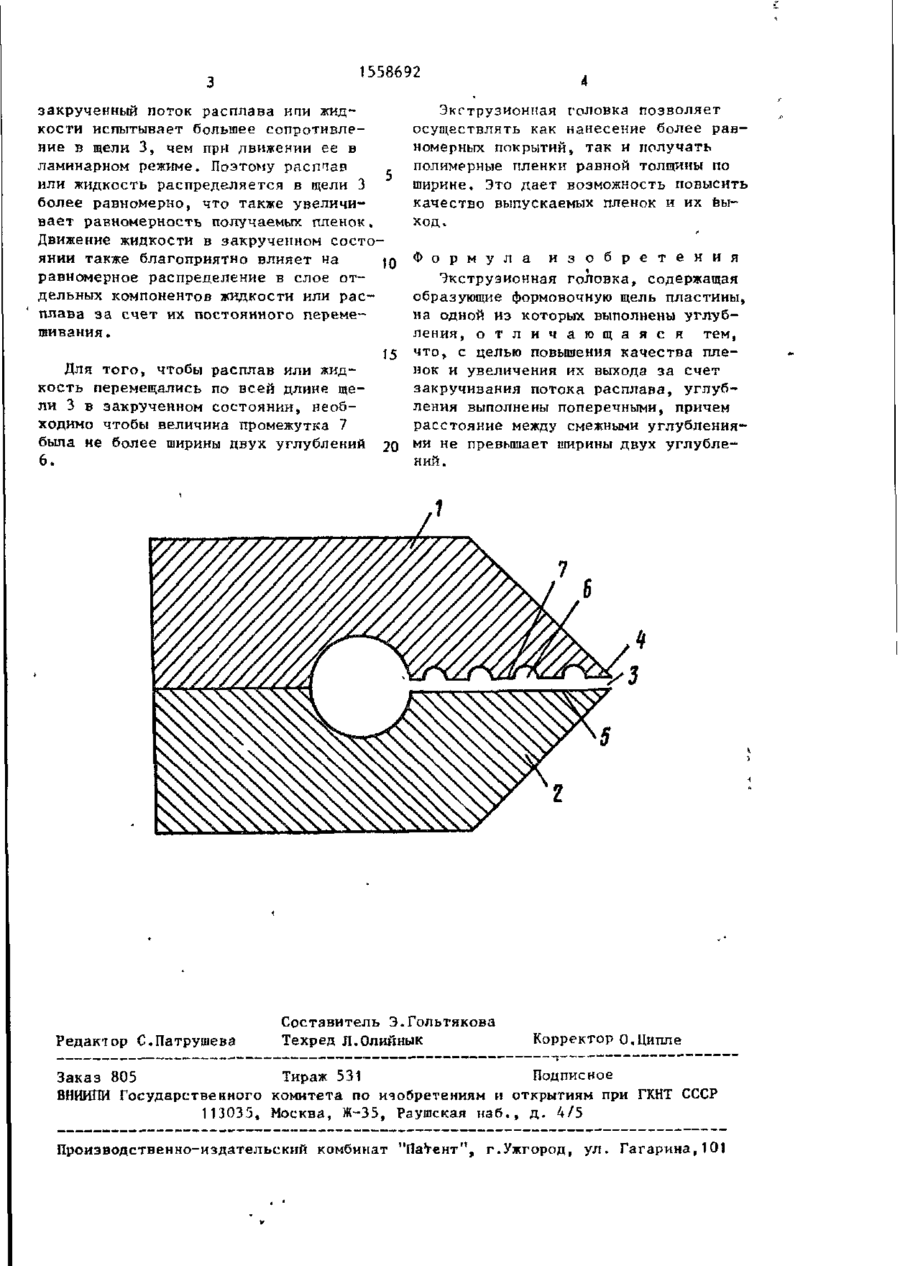
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЄСПУБЛИН (51)5 В 2 9 С 4 7 / 1 4 / / В 2 9 L 7 : 0 0 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЬГТИЯМ ПРИ ГКНТ СССЯ ИЗОБРЕТЕНИЯ 1 (21) 4427014/23-05 (22) 11.04.88 (46) 23.04.90. Бюл. № 15 (71) Специальное коиструкторско-технологнческое бюро химико-фотографической промьгашенности с опытным машиностроительным заводом (72) А.В,Шевченко (53) 678.057.374 (088.8) (56) Заявка Японии N 57-20ПЗ, * кл, В 29 Г 7/04, опублик. 1982. > Авторское свидетельство СССР Ї 1224161, кл. В 29 С 47/14, 1984. ? (54) ЭКСТРУЗЖЛШАЯ ГОЛОВКА ИНЖЕНЕРА ШЕВЧЕНКО А.В. (57) Изобретение касается получения Изобретение относится к области полученья как самих полимерных пленок, так и нанесения жидкостных покрытий на поверхность гибких или жестких подложек экструзией, и может быть использоьано в производстве полимерных пленок, маїмитньг* лент или светочувствительных материалов. Цепь изобретения - повышение качества пленок и увеличение их выхода за счет закручивания потока расплава. На чертеже изображена экструзионная головка, поперечный разрез. Экструзионная головка состоит из пластин 1 и 2, которые образуют формовочную щель 3 поверхностями 4 ч 5. На поверхности 4 выполнены поперечные углубления 6, образующие методу собой промежутки 7, равные расстоянию между смежными углублениями 6 S которое не превышает ширины дозы углублений. полимерных пленок и нанесения жидкостных покрытий экструзией. Целью изобретения является повышение качества пленок за счет закручивания потока расплава. Головка содержит две пластины, которые образуют между собой формовочную щель. Новым является выполнение на одной из пластин поперечных углублении. Расстояние между смежными углублениями не превышает ширины двух упубпенчк. Поток расплава полимера, попадая в углубление, закручивается, благодаря чему распределяется в щели более равномерно. Это приводит к повышению качества изготавливаемых пленок. 1 ил. Головка работает следующим образом. Расплав полимера или наносимая жидкость поступает в формовочную щель 3, образуемую телеобразующими поверхностями 4 и S пластин 1 и 2. Перемещаясь в щели 3, жидкость в углублениях 6 закручивается и катится по поверхности 5 и промежуткам 7. Закрученный поток расплава или наносимой жидкости в местах контакта с щепеобразующей поверхностью 5 и промежутками 7 имеет максимальную скорость и за счет этого не происходит прилипание как самой жидкости (расплава), так и ее твердых включений. Поэтому величина щели 1 в процессе работы гоЛОРКИ остается Р О С ГОЯІ'НОИ ПО ЛСРЙ ширине и полу члені т пленки, а также е покрытие, F процессе экструдирования получаются рлпноморными. Кроме того, УЗ ел СП 00 1558692 закрученный поток расплава ипи жидкости испытывает большее сопротивление в щели 3, чем при движении ее в ламинарном режиме. Поэтому расппав или жидкость распределяется в вдели 3 более равномерно, что также увеличивает равномерность получаемых пленок. Движение жидкости в закрученном состоянии также благоприятно влияет на JQ равномерное распределение в слое отдельных компонентов жидкости или расплава за счет их постоянного перемешивания. Для того, чтобы расплав или жидкость перемещались по всей длине щели 3 в закрученном состоянии, необходимо чтобы величина промежутка 7 была не более ширины двух углублений 6. Редактор С.Патрушева Экструзионная головка позволяет осуществлять как нанесение более равномерных покрытий, так и получать полимерные пленки равной толщины по ширине. Это дает возможность повысить качество выпускаемых пленок и их выход. Ф о р м у л а и з о б р е т е н и я Экструэионная головка, содержащая образующие формовочную щель пластины, на одной из которых выполнены углубления, о т л и ч а ю щ а я с я тем, что, с целью повышения качества пленок и увеличения их выхода за счет закручивания потока расплава, углубления выполнены поперечными, причем расстояние между смежными углубления20 ми не превышает ширины двух углублений. Составитель Э.Гольтякова Техред Л.Олийнык Корректор О.Ципле Заказ 805 Тираж 531 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюExtrusion head of engineer o.shevchenko
Автори англійськоюShevchenko Oleksandr Vasyliovych
Назва патенту російськоюЭкструзионная головка инженера шевченко а.в.
Автори російськоюШевченко Александр Васильевич
МПК / Мітки
МПК: B29C 47/14, B29L 7/00
Мітки: інженера, голівка, о.в, шевченка, еструзійна
Код посилання
<a href="https://ua.patents.su/2-14272-estruzijjna-golivka-inzhenera-shevchenka-ov.html" target="_blank" rel="follow" title="База патентів України">Еструзійна голівка інженера шевченка о.в.</a>
Розточувальна голівка

Номер патенту: 8908
Опубліковано: 30.09.1996
Автор: Леонтьєв Михайло Станіславович
МПК: B23B 29/00
Мітки: розточувальна, голівка
Формула / Реферат:
Расточная головка, содержащая корпус с резцовыми вставками и продольными пазами, предназначенными для размещения жестких и упругих направляющих, отличающаяся тем, что, с целью повышения точности обработки за счет улучшения базирования, на боковой поверхности каждой резцовой вставки, обращенной в сторону обрабатываемой поверхности заготовки, выполнен продольный паз, предназначенный для размещения упругой направляющей.
Екструзійна головка виробництва рукавних термопластичних виробів з ребрами
Номер патенту: 17111
Опубліковано: 18.03.1997
Автори: Лимар Володимир Володимирович, Плошенко Іван Григорович, Чепіга Іван Григорович, Кузяєв Іван Михайлович
МПК: B21C 25/00, B21C 23/02
Мітки: головка, ребрами, виробництва, виробів, термопластичних, екструзійна, рукавних
Формула / Реферат:
Экструзионная головка для изготовления рукавных термопластичных изделий с ребрами, содержащая корпус и дорн, смонтированные с образованием между ними распределительного канала с рабочими поверхностями, кольцевой формующей щели и радиальных пазов для образования ребер, отличающаяся тем, что в корпусе на выходе из головки выполнены ячейки, в которых установлены неподвижные элементы с закрепленными на них подвижными элементами, подпружиненными...
Мийна голівка
Номер патенту: 11838
Опубліковано: 25.12.1996
Автори: Івашко Іван Юхимович, Віноградов Борис Миколайович, Клячковський Дмитро Наумович, Сімушев Сергій Олександрович
МПК: B08B 9/08
Формула / Реферат:
1. Моечная головка, содержащая неподвижный корпус, установленную в нем турбинку, установленный на неподвижном корпусе подвижный корпус, вал турбинки, кинематически связанный с подвижным корпусом, связанные с подвижным корпусом насадки с соплами для истечения рабочей жидкости, уплотнительные кольца для герметизации подвижных соединений, отличающаяся тем, что, с целью повышения надежности в работе, она снабжена вибратором, кинематически...
Пускова голівка переносного вогнегасника
Номер патенту: 4290
Опубліковано: 27.12.1994
Автори: Жилін Олександр Миколаєвич, Плаксов Сергій Вікторович, Чередніченко Іван Іванович, Квітко Ігор Борисович, Малючик Сергій Миколайович, Іщенко Олександр Афанасійович
МПК: A62C 13/76
Мітки: вогнегасника, голівка, пускова, переносного
Формула / Реферат:
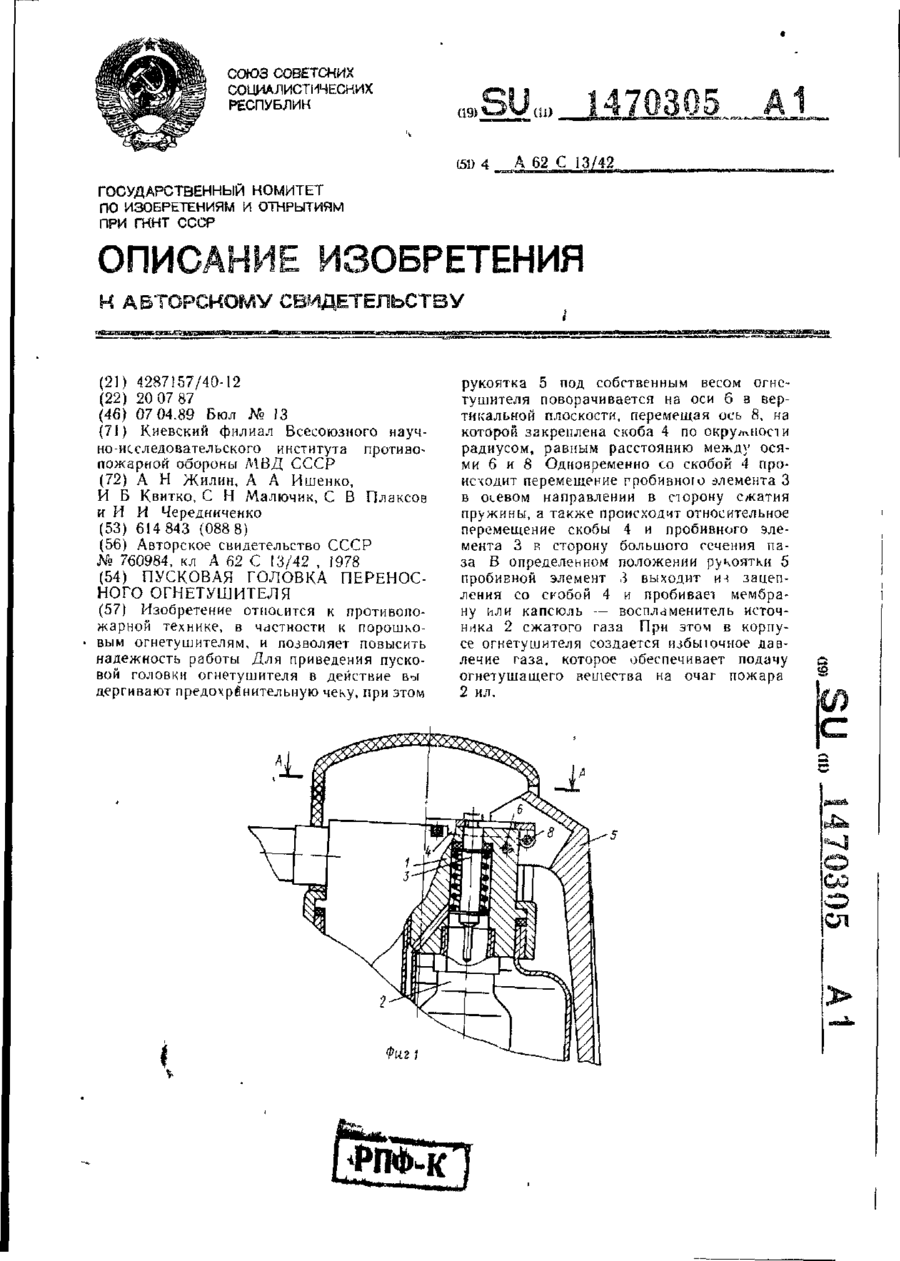
Пусковая головка переносного огнетушителя, содержащая корпус, источник сжатого газа, пробивной элемент, пусковой рычаг, закрепленный шарнирно на корпусе, чеку и средство обеспечения двухстороннего хода пробивного элемента, отличающаяся тем, что, с целью повышения надежности работы, средство обеспечения двухстороннего хода пробивного элемента выполнено в виде скобы со сквозным продольным пазом переменного сечения, причем в верхнем конце...
Пристрій для закріплення рельси до шпали г.і. шевченка
Номер патенту: 8294
Опубліковано: 29.03.1996
Автор: Шевченко Григорій Іванович
МПК: E01B 9/30
Мітки: рельси, шевченка, закріплення, пристрій, шпали, г.і
Формула / Реферат:
(57) Устройство для крепления рельса к шпале, содержащее установленную на шпале подрельсовую подкладку, и упругие клеммы для фиксации подошвы рельса на подкладке, каждая из которых связана со шпалой посредством вертикального закладного элемента, верхний конец которого зафиксирован относительно клеммы при помощи стопора, а нижний - выполнен с ориентированными вдоль рельса противолежащими выступами и охвачен размещенной в углублении,...
Попередній патент: Пристрій для виділення біологічно активних речовин із розчинів
Наступний патент: Автомат для насікання надфілів
Випадковий патент: Сигаретний фільтр (варіанти) і сигарета з фільтром