Екструзійна головка виробництва рукавних термопластичних виробів з ребрами
Номер патенту: 17111
Опубліковано: 18.03.1997
Автори: Кузяєв Іван Михайлович, Плошенко Іван Григорович, Лимар Володимир Володимирович, Чепіга Іван Григорович
Формула / Реферат
Экструзионная головка для изготовления рукавных термопластичных изделий с ребрами, содержащая корпус и дорн, смонтированные с образованием между ними распределительного канала с рабочими поверхностями, кольцевой формующей щели и радиальных пазов для образования ребер, отличающаяся тем, что в корпусе на выходе из головки выполнены ячейки, в которых установлены неподвижные элементы с закрепленными на них подвижными элементами, подпружиненными упругими элементами, при этом поверхность пазов для образования ребер жесткости образована между корпусом, подвижным элементом и кольцевой формующей щели.
Текст
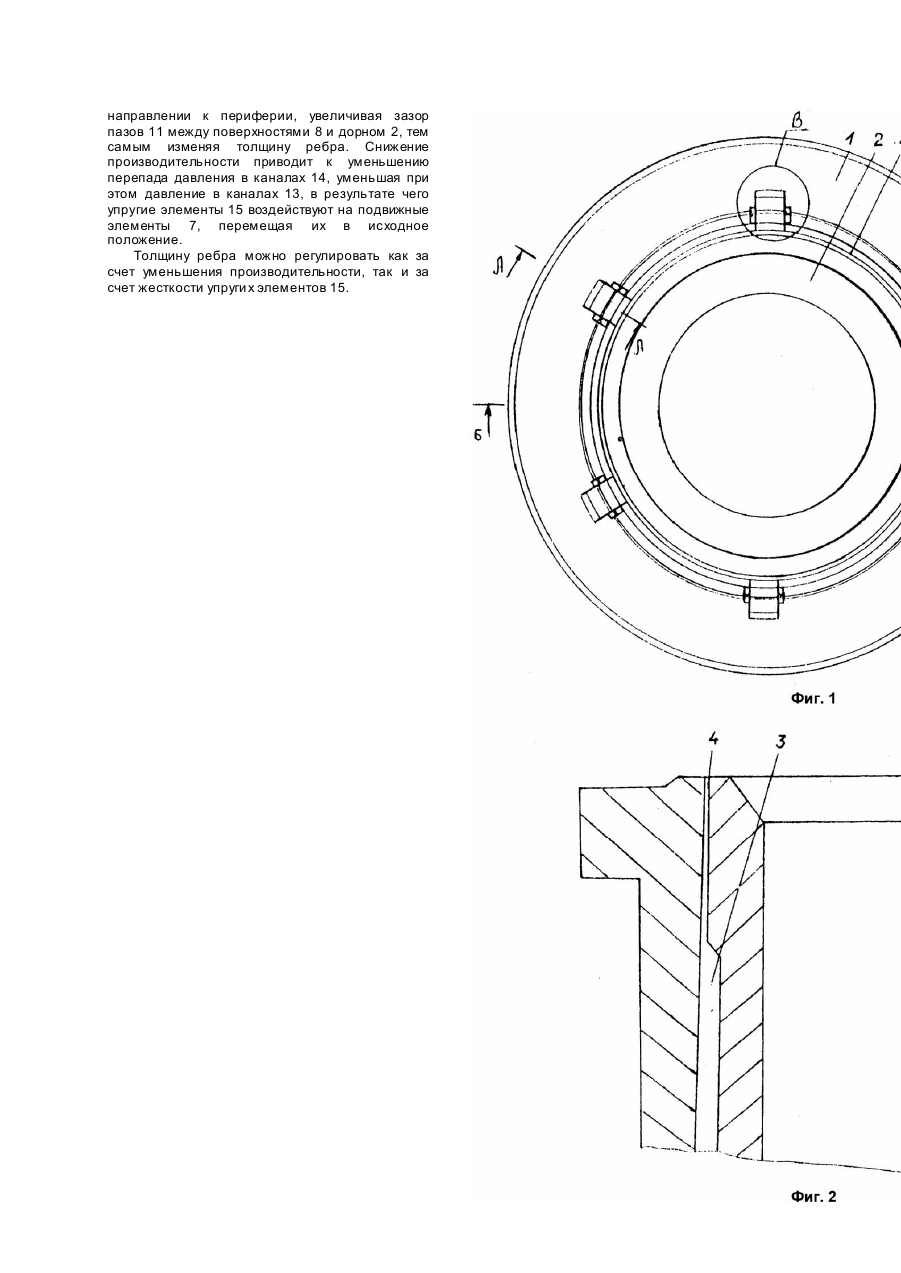
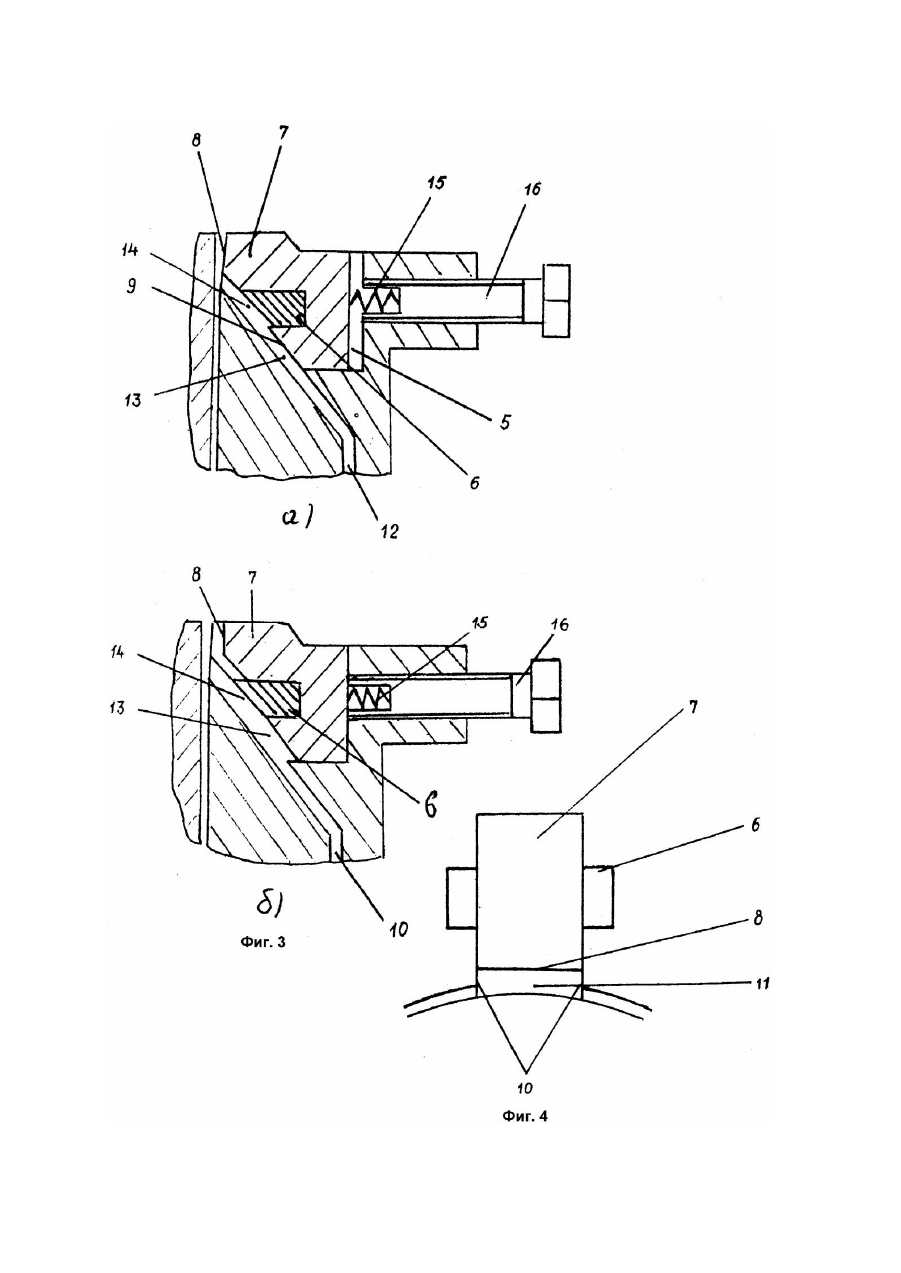
Изобретение относится к области переработки пластмасс, в частности к устройствам для изготовления термопластичных изделий с ребрами, например сосудов с продольными ребрами жесткости, которые могут быть использованы в народном хозяйстве для хранения сыпучих и жидких материалов. Известна экструзионная головка для изготовления профильных изделий из полимерных материалов, содержащая матрицу с профильным каналом, расположенную в корпусе, внутренняя полость которого снабжена распределителями потока расплава, расположенными перед входом в матрицу по периметру ее профильного канала, причем образующие поверхности распределителей, являются продолжением образующи х профильного канала (А.с. СССР №323283, кл. B29F3/04, Бюл. №1, 1972). Недостатком известного устройства является низкое качество получаемого изделия, обусловленное тем, что оно не обеспечивает равномерного истечения расплава полимера по всему сечению изделия сложной формы, так как глубина каналов, выполненных наклонными на входе и равными на выходе экструзионной головки, различна. К недостаткам головки следует также отнести трудоемкость изготовления и наладки распределителей потока расплава. Наиболее близкой по технической сущности и достигаемому результату к предлагаемому изобретению является экструзионная головка для изготовления рукавных термопластичных изделий с ребрами, содержащая корпус и дорн, смонтированные с образованием между ними распределительного канала с рабочими поверхностями, кольцевой формующей щели и радиальных пазов для образования ребер, корпус и дорн на выходе экструзионной головки выполнены с наклонными поверхностями, образующими кольцевой конический выступ, по вершине которого расположена кольцевая формующая щель, наклонные рабочие поверхности распределительного канала выполнены коническими, с вершиной конуса, направленной в сторону формующей щели (А.с. СССР №963872, кл. B29D23/04, Бюл. №37, 1982 прототип). Недостатком прототипа являются ограниченные технологические способности, вследствие невозможности регулировки жесткости по длине рукава, что необходимо для выравнивания напряжения по высоте рукавов, используемых в качестве сосудов. Задачей изобретения является получение рукавной пленки с продольными ребрами переменной жесткости. Поставленная задача решается тем, что известная экструзионная головка, содержащая корпус и дорн, смонтированные с образованием между ними распределительного канала с рабочими поверхностями, кольцевой формующей щели и радиальных пазов, согласно изобретению в корпусе на выходе из головки выполнены ячейки, в которых установлены неподвижные элементы с закрепленными на них подвижными элементами, подпружиненными упругими элементами, при этом поверхность пазов для образования ребер жесткости образована между корпусом, подвижным элементом и кольцевой формующей щели. В заявляемом устройстве при прохождении полимерного материала через канал справедливо следующее соотношение (для ньютоновской жидкости) где - производительность; - коэффициент формы канала; - коэффициент вязкости; - перепад давления. При увеличении производительности при неизменных значениях коэффициентов и возрастает давление и наоборот при увеличении давления производительность тоже увеличивается. Таким образом на стенки канала при увеличении производительности суммарные усилия возрастут. Если у нас стенки установлены с возможностью перемещаться, то под действием усилия на стенки они будут иметь возможность перемещаться. Для возврата стенок в исходное положение после снятия давления (уменьшаем производительность), устанавливается пружинный элемент. На фиг.1 изображена экструзионная головка, вид сверху; на фиг.2 - продольный разрез Б - Б головки; на фиг.3 - разрез А - А, два положения подвижного элемента (а -минимальная толщина ребра, б максимальная толщина ребра); на фиг.4 - выноска, соответствующая положению фиг.3б. Экструзионная головка содержит полый корпус 1, внутри которого расположен дорн 2. Внутренняя поверхность корпуса 1 и наружная поверхность дорна 2 образуют распределительный канал 3, который к выходу из головки переходит в кольцевую формующую щель 4. В корпусе 1 на выходе выполнены ячейки 5. количество которых равно количеству ребер. В ячейках 5 закреплены неподвижные элементы 6, на которых установлены подвижные элементы 7, включающие свободные поверхности 8 и замкнутые поверхности 9. Поверхности 8 с одной стороны и поверхности корпуса 10 с другой стороны образуют пазы 11. В корпусе выполненыразводящие каналы 12. Поверхности корпуса 1 и поверхности 9 образуют регулируемые каналы 13, поверхность корпуса 1 и поверхности неподвижного элемента б образуют нерегулируемые каналы 14. Между подвижными элементами 7 и корпусом 1 размещены упругие элементы 15. Сила поджатия регулируется болтами 16. Экструзионная головка работает следующим образом. Из первого выдавливающего устройства расплав полимера нагнетается в экструзионную головку, заполняет распределительный канал 3, проходит через кольцевую формующую щель 4 и из нее выходит в виде рукавной пленки. Для нанесения ребер переменной жесткости на рукав пленки, расплав из второго выдавливающего устройства поступает в разводящие каналы 12, из которых переходит в регулируемые каналы 13 и нерегулируемые каналы 14, а затем в пазы 11. За счет изменения производительности второго выдавливающего устройства возникает перепад давления на участках 14 нерегулируемых каналов, за счет этого возникает давление в регулируемых каналах 13, в результате чего подвижные элементы отходят в радиальном направлении к периферии, увеличивая зазор пазов 11 между поверхностями 8 и дорном 2, тем самым изменяя толщину ребра. Снижение производительности приводит к уменьшению перепада давления в каналах 14, уменьшая при этом давление в каналах 13, в результате чего упругие элементы 15 воздействуют на подвижные элементы 7, перемещая их в исходное положение. Толщину ребра можно регулировать как за счет уменьшения производительности, так и за счет жесткости упруги х элементов 15.
ДивитисяДодаткова інформація
Назва патенту англійськоюExtrusion head for production sleeve thermoplastic articles with ribs
Автори англійськоюKuziaiev Ivan Mykhailovych, Chepiha Ivan Hryhorovych, Ploshenko Ivan Hryhorovych, Lymar Volodymyr Volodymyrovych
Назва патенту російськоюЭкструзионная головка для изготовления рукавных термопластических изделий с ребрами
Автори російськоюКузяев Иван Михайлович, Чепига Иван Григорьевич, Плошенко Иван Григорьевич, Лымар Владимир Владимирович
МПК / Мітки
МПК: B21C 23/02, B21C 25/00
Мітки: виробів, рукавних, екструзійна, ребрами, виробництва, термопластичних, головка
Код посилання
<a href="https://ua.patents.su/3-17111-ekstruzijjna-golovka-virobnictva-rukavnikh-termoplastichnikh-virobiv-z-rebrami.html" target="_blank" rel="follow" title="База патентів України">Екструзійна головка виробництва рукавних термопластичних виробів з ребрами</a>
Екструзійна головка для полімерних матеріалів
Номер патенту: 7466
Опубліковано: 29.09.1995
Автори: Ануфрієв Валерій Олександрович, Ножненко Анатолій Федорович, Ковалик Леонід Станіславович, Симоненко Георгій Миколайович, Пєтухов Аркадій Дем'янович, Зверлін Валерій Григорович
МПК: B28B 3/26
Мітки: полімерних, головка, екструзійна, матеріалів
Формула / Реферат:
Экструзионная головка для полимерных материалов, содержащая корпус с патрубками для ввода расплава, установленный в нем сердечник, соединенный с приводом вращения и выполненный с рабочим каналом для прохода расплава, и опорное кольцо, смонтированное между поверхностями корпуса и сердечника, отличающаяся тем, что, с целью повышения надежности устройства за счет уменьшения износа рабочих поверхностей, опорное кольцо выполнено с отверстиями,...
Екструзійна головка для виготовлення профілів із полімерних матеріалів
Номер патенту: 8913
Опубліковано: 30.09.1996
Автор: Бондаренко Андрій Іванович
МПК: B29C 47/22, B29C 47/20
Мітки: полімерних, матеріалів, виготовлення, головка, екструзійна, профілів
Формула / Реферат:
Экструзионная головка для изготовления профилей из полимерных материалов, содержащая установленный на опорной плите корпус с входным и выходным отверстиями, размещенный в корпусе конический дорн с вершиной конуса, направленной в сторону выходного отверстия, калибрующую шайбу, шайбодержатель, регулировочную гайку для перемещения шайбодержателя, смонтированную на корпусе, и нониусное устройство, выполненное в виде шкалы со стрелкой и...
Формуюча головка для виробництва профілів зі спінених термопластів
Номер патенту: 2664
Опубліковано: 26.12.1994
Автори: Крамаренко Євген Федорович, Музиченко Олег Олександрович, Новицька Тамара Михайлівна, Юшко Бернард Петрович, Покровський Лев Іванович, Кравченко Вілен Васильович, Кудряшов Володимир Петрович, Куликов Юрій Андрійович
МПК: B29C 47/20, B29L 23/00
Мітки: спінених, головка, термопластів, формуюча, профілів, виробництва
Формула / Реферат:
1. Формующая головка для производства профилей из вспененных термопластов, содержащая корпус с входной и выходной частями и выполненным в нем осевым подводящим каналом, установленную во входной части корпуса решетку с размещенными в ней рабочими элементами, отличающаяся тем, что, с целью повышения производительности головки и качества получаемого профиля за счет предотвращения вспенивания расплава термопласта внутри головки, рабочие...
Кутова головка для обкладки циліндричних виробів гумовою сумішшю
Номер патенту: 648
Опубліковано: 15.12.1993
Автор: Зінченко Анатолій Іванович
МПК: B29C 47/22, B29C 47/20
Мітки: циліндричних, кутова, сумішшю, виробів, гумовою, обкладки, головка
Формула / Реферат:
Формула изобретения1. Угловая головка для обкладки цилиндрических изделий резиновой смесью, содержащая корпус, во входной зоне которого размещен наконечник червяка, в зоне поворота с возможностью осевого перемещения смонтирована цилиндрическая направляющая и в выходной зоне установлены с образованием формующего канала дорн, закрепленный на цилиндрической направляющей, и мундштук со средствами регулирования его положения, причем в зоне...
Охолоджуюча головка для одно- або багатокамерної печі для безперервного виробництва сінильної кислоти
Номер патенту: 1064
Опубліковано: 30.12.1993
Автори: Ханс Шафер, Райнхард Маннер, Вольф Дітер Пфайфер, Карл Фойгт
МПК: C01C 3/00, B01J 19/24
Мітки: сінильної, виробництва, печі, багатокамерної, безперервного, головка, одної, кислоти, охолоджуюча
Формула / Реферат:
Охлаждающая головка для одно- или многокамерной печи для непрерывного производства синильной кислоты, со держащая корпус с размещенным в нем трубчатым элементом, закрепленным в верхней и нижней плитах и снабженным патрубками для входа и выхода охлаждающей среды, трубы которого посредством сальника соединены с реакционными трубами в нижней плите охлаждаю щей головки, о т л и ч а ю щ а я с я тем, что, с целью повышения эффективности процесса,...
Попередній патент: Гранулятор
Наступний патент: Hавчальhа гра “турист”
Випадковий патент: Спосіб електротермічної переробки відходів у газове паливо