Бронефутеровка барабанного млина мокрого самоздрібнювання
Номер патенту: 1453
Опубліковано: 25.03.1994
Автори: Підберезний Микола Петрович, Салацинський Едуард Стефанович, Марченко Валерій Олександрович, Берізка Дмитро Степанович, Денисов Віталій Васильович, Князіва Людмила Олексіївна, Ступак Анатолій Петрович, Степіна Алла Іллівна, Борисов Юрій Миколайович, Бродський Сергій Сергійович, Шаповал Григорій Якович
Формула / Реферат
Бронефутеровка барабанной мельницы мокрого самоизмельчения, содержащая футеровочные элементы и узел крепления, отличающаяся тем, что футеровочные элементы выполнены трапецеидального профиля, содержащего полки, ограниченные наружной радиусной, внутренними и торцевыми гранями, причем основание футеровочного элемента ограничено радиусной кривой, а отношение ширины нижних прямолинейных участков полки к ширине основания, высоты к ширине основания и ширины верхней грани футеровочного элемента к ширине основания составляют 0,4— 0,45; 0,7—0,72 и 0,47—0,5 — соответственно.
Текст
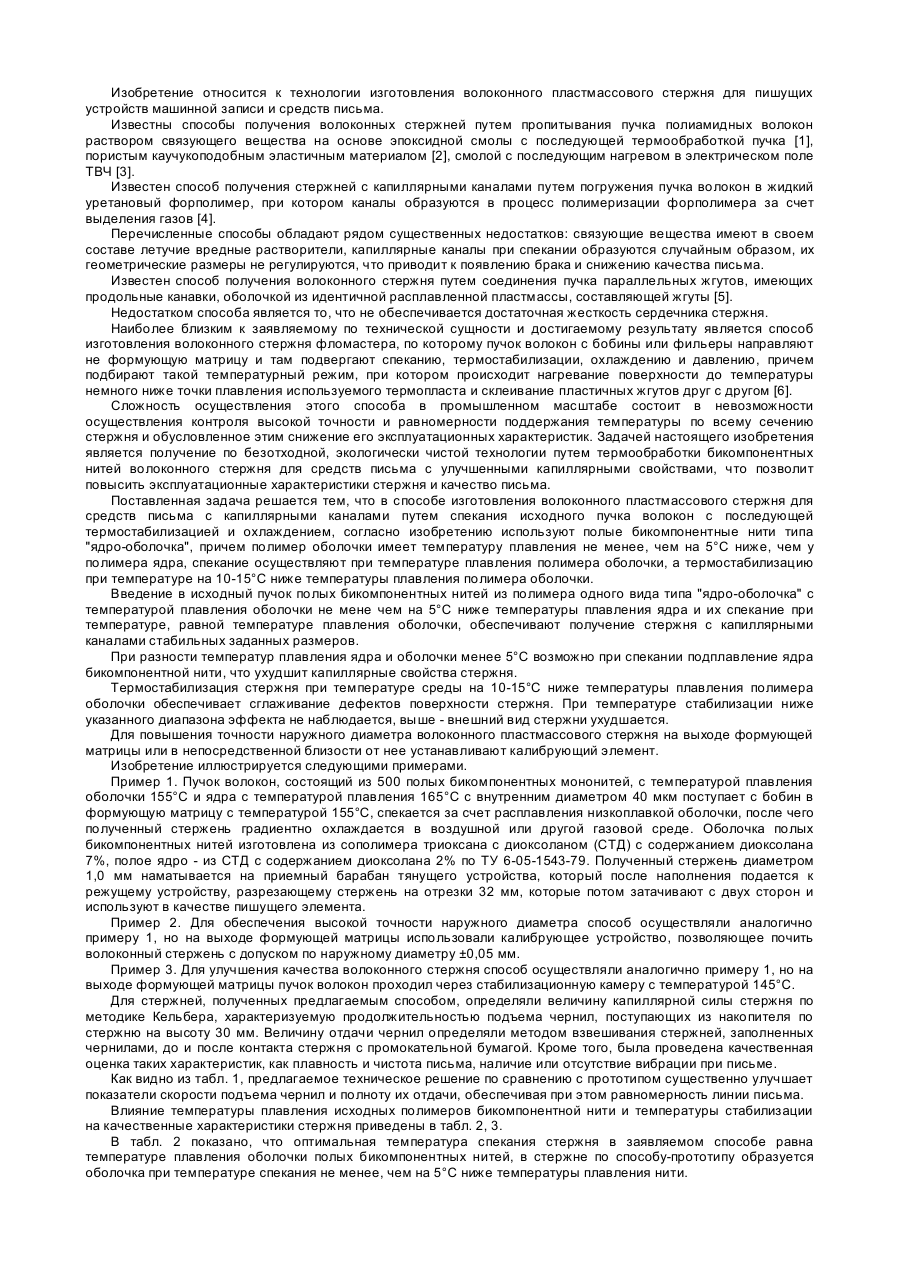
Изобретение относится к технологии изготовления волоконного пластмассового стержня для пишущих устройств машинной записи и средств письма. Известны способы получения волоконных стержней путем пропитывания пучка полиамидных волокон раствором связующего вещества на основе эпоксидной смолы с последующей термообработкой пучка [1], пористым каучукоподобным эластичным материалом [2], смолой с последующим нагревом в электрическом поле ТВЧ [3]. Известен способ получения стержней с капиллярными каналами путем погружения пучка волокон в жидкий уретановый форполимер, при котором каналы образуются в процесс полимеризации форполимера за счет выделения газов [4]. Перечисленные способы обладают рядом существенных недостатков: связующие вещества имеют в своем составе летучие вредные растворители, капиллярные каналы при спекании образуются случайным образом, их геометрические размеры не регулируются, что приводит к появлению брака и снижению качества письма. Известен способ получения волоконного стержня путем соединения пучка параллельных жгутов, имеющих продольные канавки, оболочкой из идентичной расплавленной пластмассы, составляющей жгуты [5]. Недостатком способа является то, что не обеспечивается достаточная жесткость сердечника стержня. Наиболее близким к заявляемому по технической сущности и достигаемому результату является способ изготовления волоконного стержня фломастера, по которому пучок волокон с бобины или фильеры направляют не формующую матрицу и там подвергают спеканию, термостабилизации, охлаждению и давлению, причем подбирают такой температурный режим, при котором происходит нагревание поверхности до температуры немного ниже точки плавления используемого термопласта и склеивание пластичных жгутов друг с другом [6]. Сложность осуществления этого способа в промышленном масштабе состоит в невозможности осуществления контроля высокой точности и равномерности поддержания температуры по всему сечению стержня и обусловленное этим снижение его эксплуатационных характеристик. Задачей настоящего изобретения является получение по безотходной, экологически чистой технологии путем термообработки бикомпонентных нитей волоконного стержня для средств письма с улучшенными капиллярными свойствами, что позволит повысить эксплуатационные характеристики стержня и качество письма. Поставленная задача решается тем, что в способе изготовления волоконного пластмассового стержня для средств письма с капиллярными каналами путем спекания исходного пучка волокон с последующей термостабилизацией и охлаждением, согласно изобретению используют полые бикомпонентные нити типа "ядро-оболочка", причем полимер оболочки имеет температуру плавления не менее, чем на 5°С ниже, чем у полимера ядра, спекание осуществляют при температуре плавления полимера оболочки, а термостабилизацию при температуре на 10-15°С ниже температуры плавления полимера оболочки. Введение в исходный пучок полых бикомпонентных нитей из полимера одного вида типа "ядро-оболочка" с температурой плавления оболочки не мене чем на 5°С ниже температуры плавления ядра и их спекание при температуре, равной температуре плавления оболочки, обеспечивают получение стержня с капиллярными каналами стабильных заданных размеров. При разности температур плавления ядра и оболочки менее 5°С возможно при спекании подплавление ядра бикомпонентной нити, что ухудшит капиллярные свойства стержня. Термостабилизация стержня при температуре среды на 10-15°С ниже температуры плавления полимера оболочки обеспечивает сглаживание дефектов поверхности стержня. При температуре стабилизации ниже указанного диапазона эффекта не наблюдается, выше - внешний вид стержни ухудшается. Для повышения точности наружного диаметра волоконного пластмассового стержня на выходе формующей матрицы или в непосредственной близости от нее устанавливают калибрующий элемент. Изобретение иллюстрируется следующими примерами. Пример 1. Пучок волокон, состоящий из 500 полых бикомпонентных мононитей, с температурой плавления оболочки 155°С и ядра с температурой плавления 165°С с внутренним диаметром 40 мкм поступает с бобин в формующую матрицу с температурой 155°С, спекается за счет расплавления низкоплавкой оболочки, после чего полученный стержень градиентно охлаждается в воздушной или другой газовой среде. Оболочка полых бикомпонентных нитей изготовлена из сополимера триоксана с диоксоланом (СТД) с содержанием диоксолана 7%, полое ядро - из СТД с содержанием диоксолана 2% по ТУ 6-05-1543-79. Полученный стержень диаметром 1,0 мм наматывается на приемный барабан тянущего устройства, который после наполнения подается к режущему устройству, разрезающему стержень на отрезки 32 мм, которые потом затачивают с двух сторон и используют в качестве пишущего элемента. Пример 2. Для обеспечения высокой точности наружного диаметра способ осуществляли аналогично примеру 1, но на выходе формующей матрицы использовали калибрующее устройство, позволяющее почить волоконный стержень с допуском по наружному диаметру ±0,05 мм. Пример 3. Для улучшения качества волоконного стержня способ осуществляли аналогично примеру 1, но на выходе формующей матрицы пучок волокон проходил через стабилизационную камеру с температурой 145°С. Для стержней, полученных предлагаемым способом, определяли величину капиллярной силы стержня по методике Кельбера, характеризуемую продолжительностью подъема чернил, поступающих из накопителя по стержню на высоту 30 мм. Величину отдачи чернил определяли методом взвешивания стержней, заполненных чернилами, до и после контакта стержня с промокательной бумагой. Кроме того, была проведена качественная оценка таких характеристик, как плавность и чистота письма, наличие или отсутствие вибрации при письме. Как видно из табл. 1, предлагаемое техническое решение по сравнению с прототипом существенно улучшает показатели скорости подъема чернил и полноту их отдачи, обеспечивая при этом равномерность линии письма. Влияние температуры плавления исходных полимеров бикомпонентной нити и температуры стабилизации на качественные характеристики стержня приведены в табл. 2, 3. В табл. 2 показано, что оптимальная температура спекания стержня в заявляемом способе равна температуре плавления оболочки полых бикомпонентных нитей, в стержне по способу-прототипу образуется оболочка при температуре спекания не менее, чем на 5°С ниже температуры плавления нити. Из табл. 3 следует, что термостабилизация в способе-прототипе не оказывает существенного влияния на стержень, а в заявляемом способе при температуре 145°С происходит сглаживание дефектов поверхности стержня и снятие внутренних напряжений. Из табл. 1-3 следует, что: 1. Температура спекания волоконного стержня равна температуре плавления оболочки полых бикомпонентных мононитей. 2. Термостабилизация оказывает влияние на волоконный стержень при температуре на 10-15°С ниже температуры плавления оболочки полых бикомпонентных мононитей. 3. В способе-прототипе стержень хорошо спекается при температуре, близкой к температуре плавления составляющих его нитей, но по качественным характеристикам уступает стержню, полученному в соответствии с заявляемым способом.
ДивитисяДодаткова інформація
Назва патенту англійськоюArmored lining of a rattler for wet self-crushing
Автори англійськоюStepina Alla Illivna, Borysov Yurii Mykolaiovych, Berizka Dmytro Stepanovych, Pidbereznyi Mykola Petrovych, Brodskyi Serhii Serhiiovych, Stupak Anatolii Petrovych, Salatsynskyi Eduard Stefanovych, Denysov Vitalii Vasyliovych, Shapoval Hryhorii Yakovych, Kniaziva Liudmyla Oleksiivna, Marchenko Valerii Oleksandrovych
Назва патенту російськоюБронефутеровка барабанной мельницы самоизмельчения
Автори російськоюСтепина Алла Ильинична, Борисов Юрий Николаевич, Березка Дмитрий Степанович, Подберезный Николай Петрович, Бродский Сергей Сергеевич, Ступак Анатолий Петрович, Салацинский Эдуард Стефанович, Денисов Виталий Васильевич, Шаповал Григорий Яковлевич, Князева Людмила Алексеевна, Марченко Валерий Александрович
МПК / Мітки
МПК: B02C 17/22
Мітки: самоздрібнювання, бронефутеровка, барабанного, млина, мокрого
Код посилання
<a href="https://ua.patents.su/2-1453-bronefuterovka-barabannogo-mlina-mokrogo-samozdribnyuvannya.html" target="_blank" rel="follow" title="База патентів України">Бронефутеровка барабанного млина мокрого самоздрібнювання</a>
Бронефутеровка барабанного млина
Номер патенту: 731
Опубліковано: 15.12.1993
Автори: Малий Юрій Георгійович, Стьопіна Алла Ільінічна, Шпачук Олександр Олександрович, Кокін Володимир Михайлович, Поляков Володимир Миколайович, Деревянко Василь Іванович, Ютаєв Володимир Олександрович, Гавриленко Микола Георгійович
МПК: B02C 17/22
Мітки: бронефутеровка, млина, барабанного
Формула / Реферат:
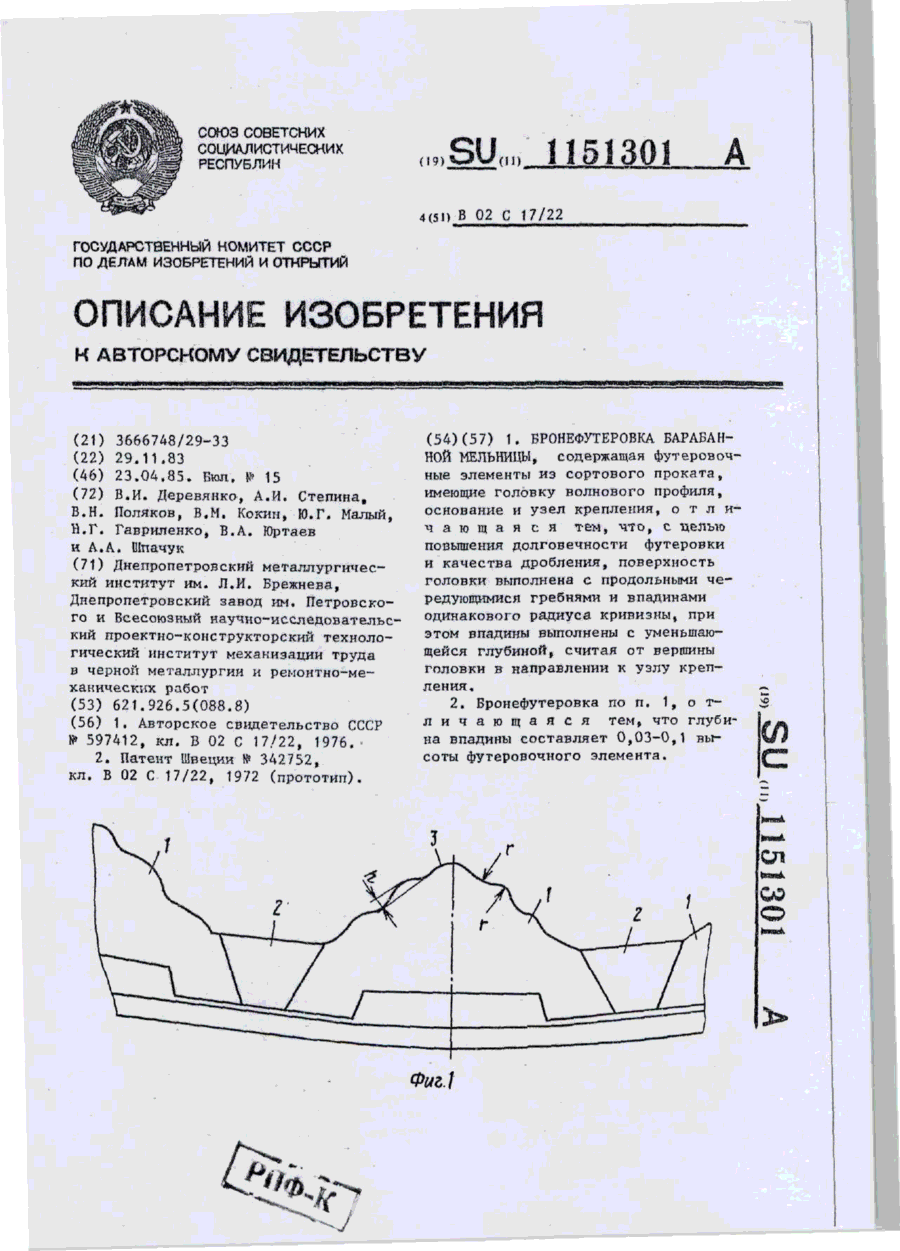
(57) 1. Бронефутеровка барабанной мельницы, содержащая футеровочные элементы из сортового проката, имеющие головку волнового профиля, основание и узел крепления, отличающаяся тем, что, с целью повышения долговечности футеровки и качества дробления, поверхность головки выполнена с продольными чередующимися гребнями и впадинами одинакового радиуса кривизны, при этом впадины выполнены с уменьшающейся глубиной, считая от вершины головки в...
Бронефутеровка барабанного млина

Номер патенту: 483
Опубліковано: 30.04.1993
Автори: Берізка Дмитро Степанович, Кокін Володимир Михайлович, Степіна Алла Іллівна, Поляков Володимир Миколайович, Малий Юрій Григорович, Кулагин Георгій Федорович, Іванов Віталій Іванович, Деревянко Василь Іванович, Чупира Олександр Григорович
МПК: B02C 17/22
Мітки: бронефутеровка, барабанного, млина
Формула / Реферат:
Бронефутеровка барабанной мельницы, содержащая футеровочные элементы и узел крепления, отличающаяся тем, что каждый футеровочный элемент выполнен в виде тавра, содержащего полку, образованную наружной радиальной, внутренними и торцевыми гранями, и стенку, ограниченную торцевыми и боковыми гранями, причем торцевая грань стенки и 0,2-0,6 длины внутренних граней полок расположены водной плоскости.
Бронеплита для футеровки барабанного млина
Номер патенту: 498
Опубліковано: 30.04.1993
Автори: Стасюк Ярослав Дмитрович, Рязанцев Василь Якович, Мельник Олександр Якович
МПК: B02C 17/22
Мітки: барабанного, футеровки, млина, бронеплита
Формула / Реферат:
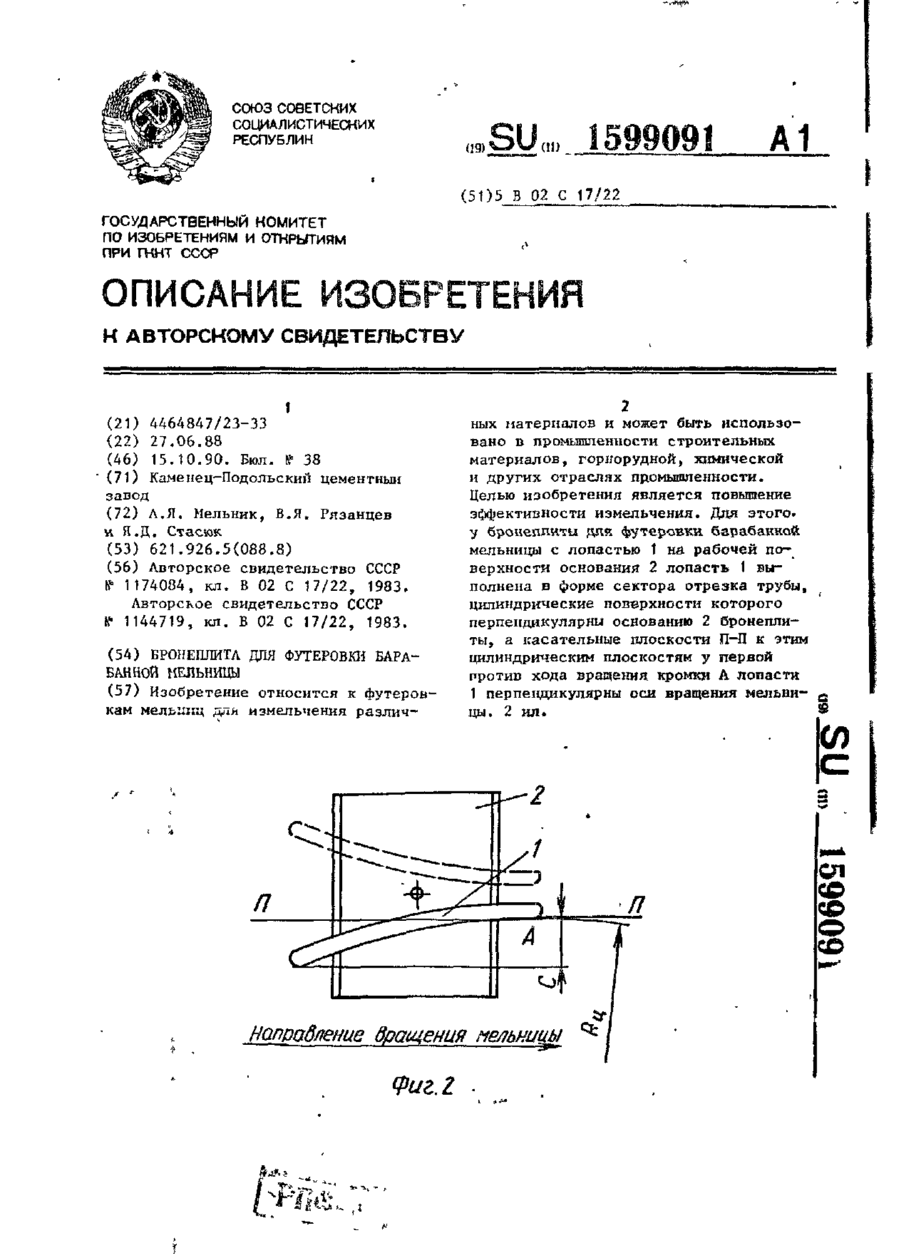
Бронеплита для футеровки барабанной мельницы с лопастью на рабочей поверхности основания, отличающаяся тем, что, с целью повышения эффективности измельчения, лопасть выполнена в форме сектора отрезка трубы, цилиндрические поверхности которого перпендикулярны основанию бронеплиты, а касательные плоскости к этим цилиндрическим поверхностям у первой против хода вращения кромки лопасти перпендикулярны оси вращения мельницы.
Бронефутеровка барабанних млинів
Номер патенту: 1084
Опубліковано: 30.12.1993
Автори: Степіна Алла Іллівна, Кулагин Георгій Федорович, Малий Юрій Георгійович, Деревянко Василь Іванович, Берізка Дмитро Степанович, Кокін Володимир Михайлович, Поляков Володимир Миколайович, Махнін Владлен Семенович
МПК: B02C 17/22
Мітки: бронефутеровка, млинів, барабанних
Формула / Реферат:
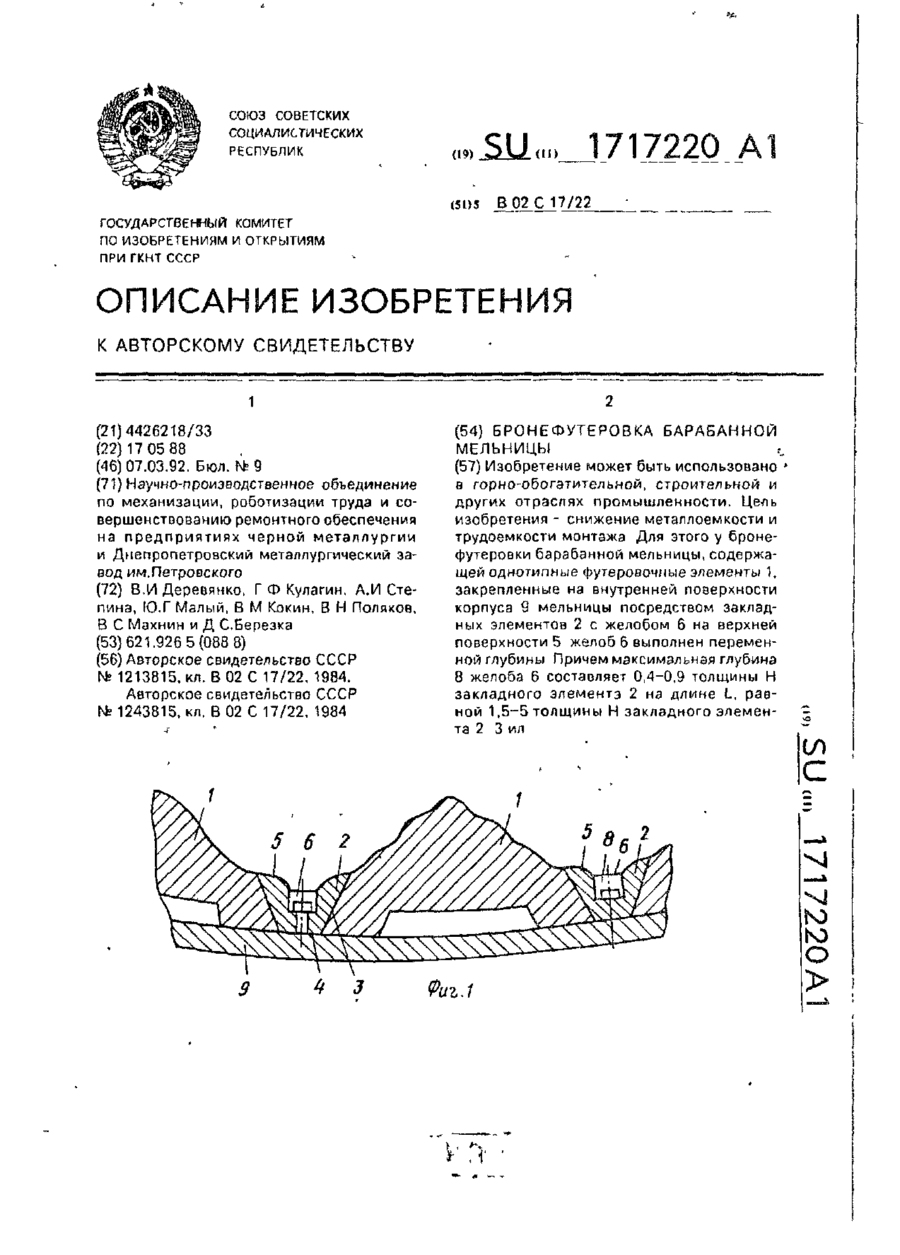
Ф о р м у л а и з о б р е т е н и я Бронефутеровка барабанной мельницы, содержащая однотипные футеровочные элементы, закрепленные на внутренней поверхности корпуса мельницы посредством закладных элементов с желобом на верхней поверхности, о т л и ч а ю щ а я с я тем, что, с целью снижения металлоемкости и трудоемкости монтажа, желоб выполнен переменной глубины, причем максимальная глубина желоба составляет 0.4-0,9 толщины закладного...
Барабанний млин мокрого самоподрібнення
Номер патенту: 626
Опубліковано: 15.12.1993
Автори: Нємцов Віталій Давидович, Макарчук Олександр Миколайович
МПК: B02C 17/18
Мітки: самоподрібнення, барабанний, млин, мокрого
Формула / Реферат:
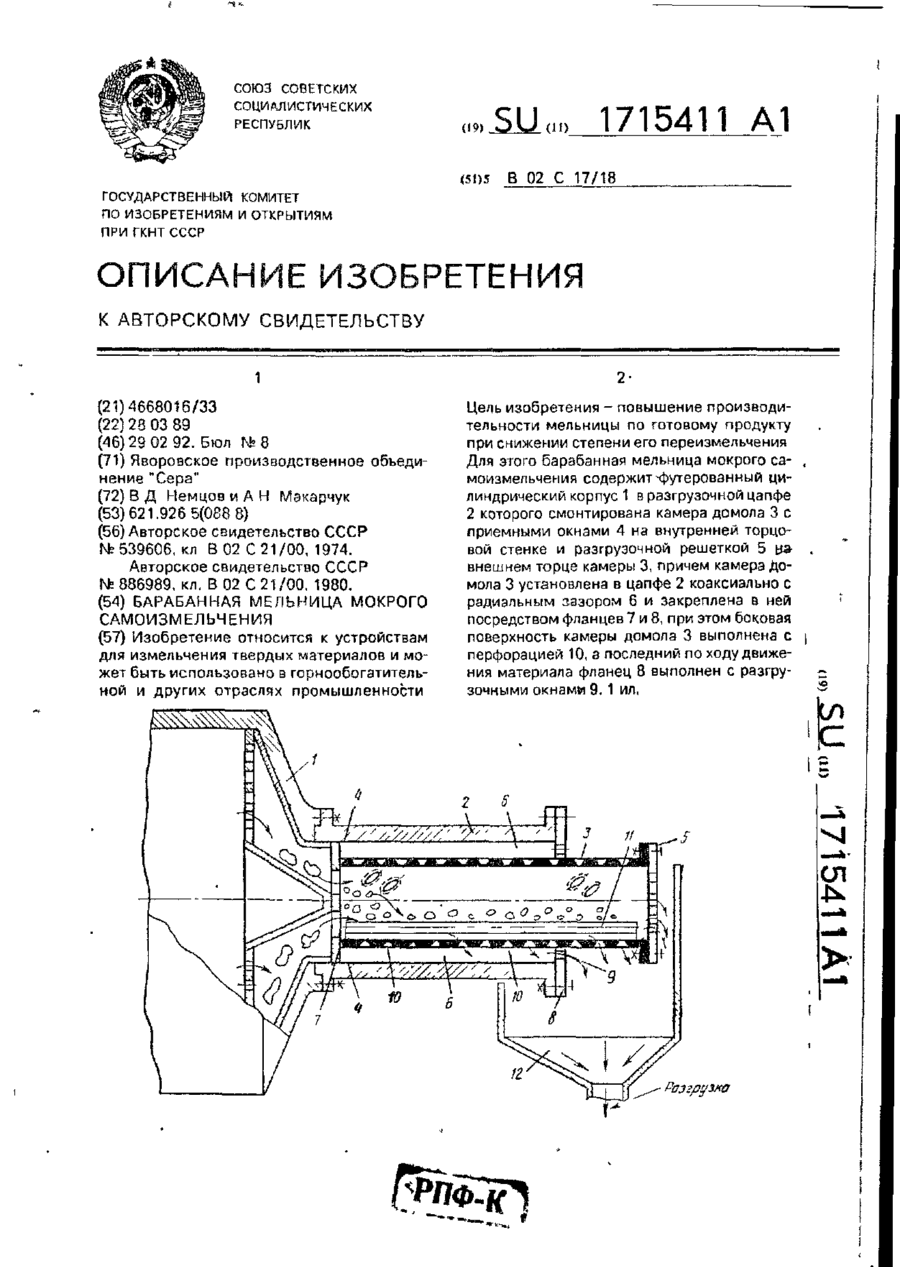
Формула изобретенияБарабанная мельница мокрого самоизмельчения, содержащая футерованный цилиндрический корпус, в разгрузочной цапфе которого смонтирована камера домола с приемными окнами на внутренней торцовой стенке и разгрузочной решеткой на внешнем торце камеры, отличающаяся тем, что, с целью повышения производительности мельницы по готовому продукту при снижении его степени переизмельчения, камера домола установлена в цапфе...
Попередній патент: Муфта зчеплення транспортного засобу
Наступний патент: Стартер для запалювання газоразрядних ламп
Випадковий патент: Пристрій для нарізання зубчастих коліс та шліцьових поверхонь