Бронефутеровка барабанного млина
Номер патенту: 731
Опубліковано: 15.12.1993
Автори: Шпачук Олександр Олександрович, Поляков Володимир Миколайович, Ютаєв Володимир Олександрович, Малий Юрій Георгійович, Кокін Володимир Михайлович, Стьопіна Алла Ільінічна, Деревянко Василь Іванович, Гавриленко Микола Георгійович
Формула / Реферат
(57) 1. Бронефутеровка барабанной мельницы, содержащая футеровочные элементы из сортового проката, имеющие головку волнового профиля, основание и узел крепления, отличающаяся тем, что, с целью повышения долговечности футеровки и качества дробления, поверхность головки выполнена с продольными чередующимися гребнями и впадинами одинакового радиуса кривизны, при этом впадины выполнены с уменьшающейся глубиной, считая от вершины головки в направлении к узлу крепления.
2. Бронефутеровка по п. 1, отличающаяся тем, что глубина впадины составляет 0,03-0,1 высоты футеровочного элемента.
Текст
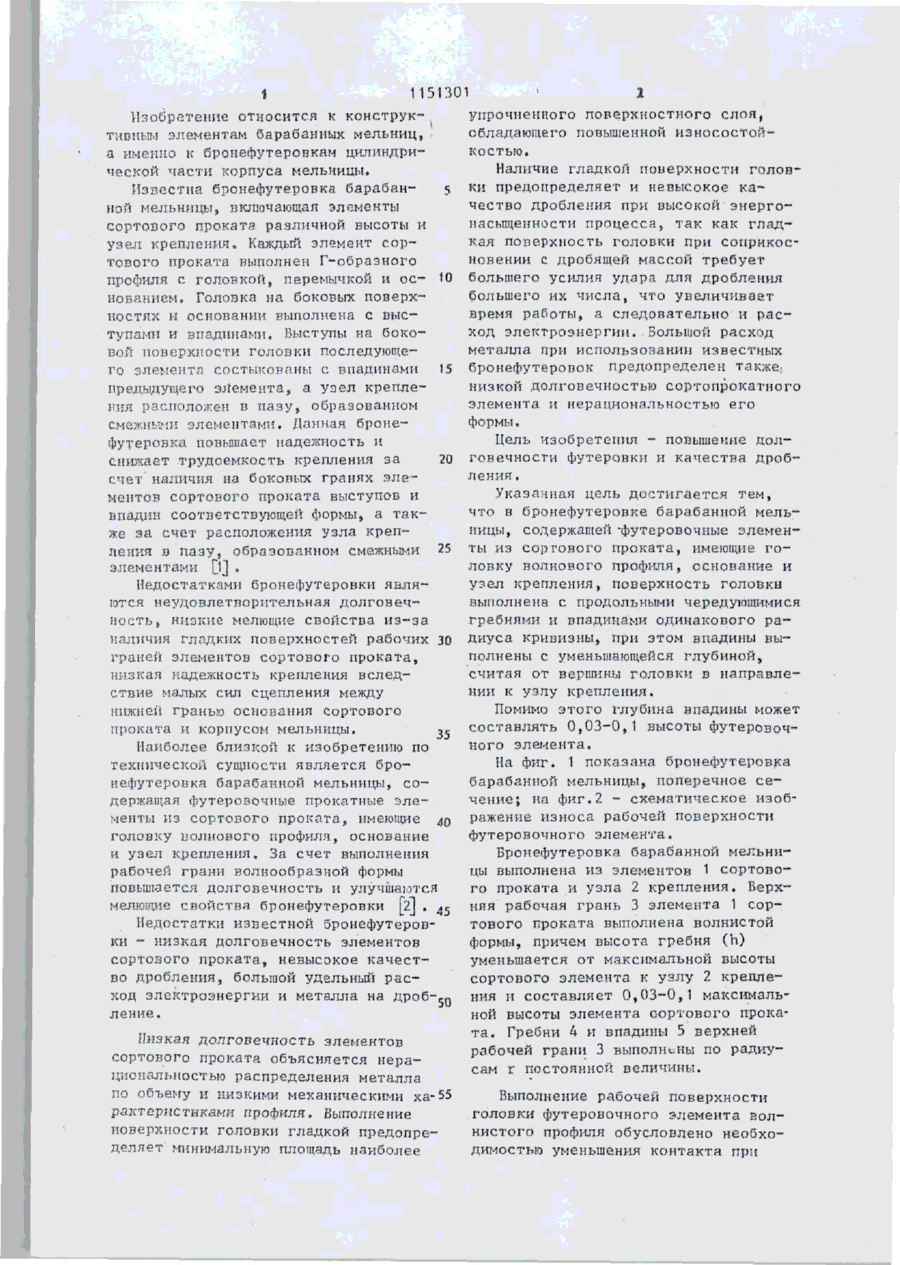
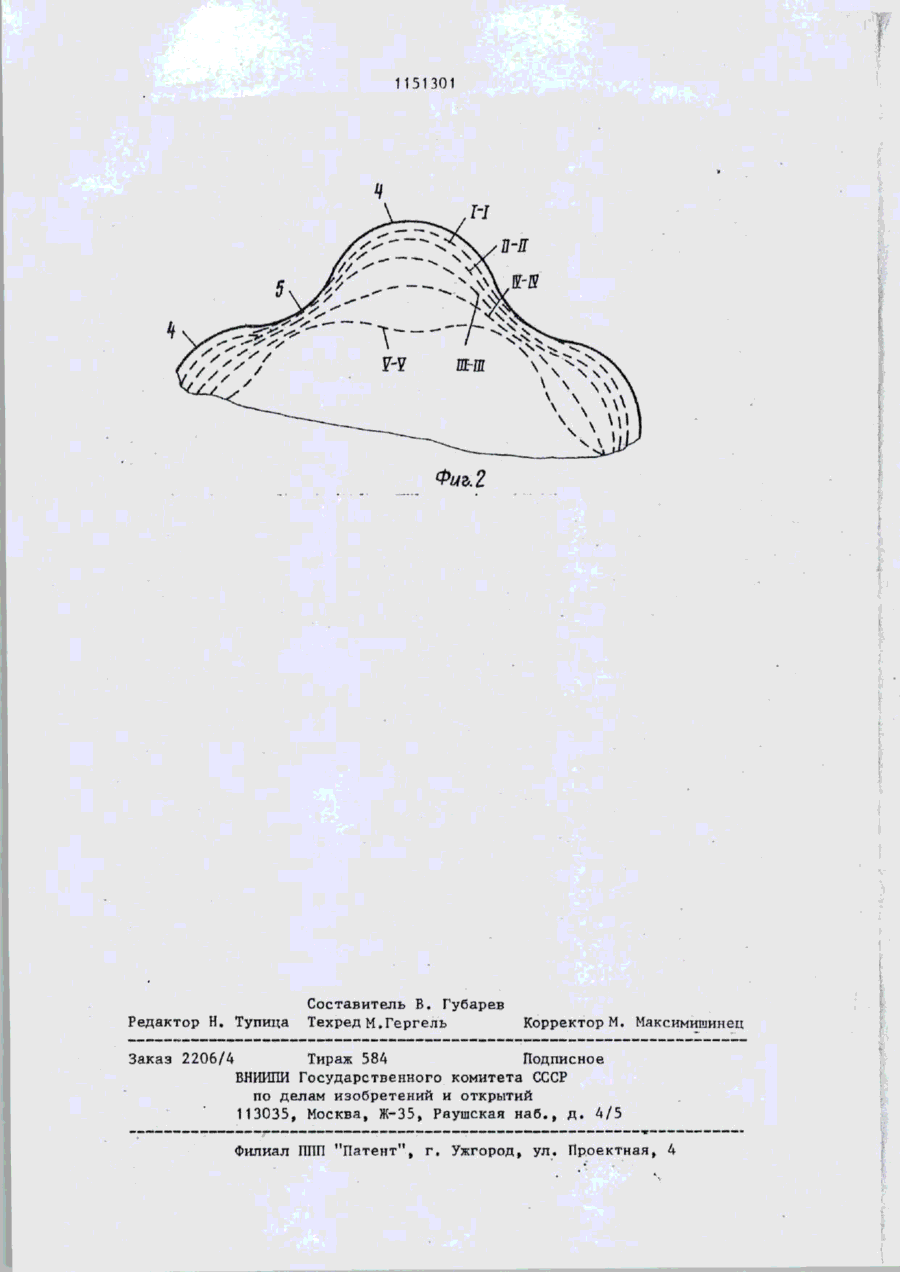
1. БРОНЕФУТЕРОВКА БАРАБАННОЙ МЕЛЬНИЦЫ, содержащая футеровочные элементы из сортового проката, имеющие головку волнового профиля, основание и узел крепления, о т л и ч а ю щ а я с я тем, что, с целью повышения долговечности футеровки и качества дробления, поверхность головки выполнена с продольными чередующимися гребнями и впадинами одинакового радиуса кривизныt при этом впадины выполнены с уменьшающейся глубиной, считая от вершины головки в направлении к узлу крепления. 2. Бронефутеровка по п. 1, о т л и ч а ю щ а я с я тем, что глубина впадины составляет 0,03-0,1 высоты футеровочного элемента. 1 1151301 Изобретение относится к конструкТнвным элементам барабанных мельниц, а именно к бронефутеровкам цилиндрической части корпуса мельницы. Известна бронефутеровка барабанной мельницы, включающая элементы сортового проката различной высоты и узел крепления. Каждый элемент сортового проката выполнен Г-образного профиля с головкой, перемычкой и ос. иованнем. Головка на боковых поверхностях и основании выполнена с выступами и впадинами. Выступы на боковой поверхности головки последующего элемента состыкованы с впадинами предыдущего элемента, а узел крепления расположен В пазу, образованном смежными элементами! Данная бронефутеровка повышает надежность и снижает трудоемкость крепления за счет' наличия на боковых гранях элементов сортового проката выступов и впадин соответствующей формы, а также за счет расположения узла крепления в пазу, образованном смежными элементами [1] * 5 І0 15 упрочненного поверхностного слоя, обладающего повышенной износостойкостью. Наличие гладкой поверхности головки предопределяет и невысокое качество дробления при высокой энергопасыщенпости процесса,, так как гладкая поверхность головки при соприкосновении с дробящей массой требует большего усилия удара для дробления большего их числа, что увеличивает время работы, а следовательно и расход электроэнергии. Большой расход металла при использовании известных бронефутеровок предопределен также, низкой долговечностью сортопрокатного элемента и нерациональностью его формы. 20 25 Недостатками бронефутеровки являются неудовлетворительная долговечность, низкие мелющие свойства из-за наличия гладких поверхностей рабочих 30 граней элементов сортового проката, низкая надежность крепления вследствие малых сил сцепления между нижней гранью основания сортового проката и корпусом мельницы. 35 Наиболее близкой к изобретению по технической сущности является бронефутеровка барабанной мельницы, содержащая футеровочные прокатные элементы из сортового проката, имеющие 49 головку волнового профиля, основание и узел, крепления. За счет выполнения рабочей грани волнообразной формы повышается долговечность и улучшается МвЯЮЩВв свойства бронефутеровки [ J . *5 2 Недостатки известной бронефутеровки - низкая долговечность элементов сортового проката, невысокое качество дробления, большой удельный расход электроэнергии и металла на дроб-ГГ) ление. Низкая долговечность элементов сортового проката объясняется нерациональностью распределения металла по объему и низкими механическими ха-55 рахтернстиками профиля. Выполнение поверхности головки гладкой предопределяет минимальную площадь наиболее Цель изобретения - повышение долговечности футеровки и качества дробления. Указанная цель достигается тем, что в бронефутеровке барабанной мельницы, содержащей -футеровочные элементы из сортового проката, имеющие головку волнового профиля, основание и узел крепления, поверхность головки выполнена с продольными чередующимися гребнями и впадинами одинакового радиуса кривизны, при этом впадины выполнены с уменьшающейся глубиной, считая от вершины головки в направлении к узлу крепления. Помимо этого глубина впадины может составлять 0,03-0,1 высоты футеровочного элемента. На фиг. 1 показана бронефутеровка барабанной мельницы, поперечное сечение; на фиг.2 - схематическое изображение износа рабочей поверхности футеровочного элемента. Бронефутеровка барабанной мельницы выполнена из элементов 1 сортового проката и узла 2 крепления. Верхняя рабочая грань 3 элемента 1 сортового проката выполнена волнистой формы, причем высота гребня (h) уменьшается от максимальной высоты сортового элемента к узлу 2 крепления и составляет 0,03-0,1 максимальной высоты элемента с-ортового проката. Гребни h и впадины 5 верхней рабочей грани 3 выполныш по радиусам Г ПОСТОЯННО!! В Є ЛИЧИНЫ. Выполнение рабочей поверхности гогговки футеровочного элемента волнистого профиля обусловлено необходимостью уменьшения контакта при 4 З 11 51301 ности с глубокой впадиной понижает ударе мелющихся тел с элементом бропрочностные харакі 'ристики гребней нефутеровки, что уменьшает необходипри ударах по ним сбоку. мые усилия для размельчения. Выполнение глубины впадины переПри вращении мельницы под нзгруэменной с уменьшением от максимальной 5 кой площадь контак :а рабочей поверхвысоты элемента сортового проката ности с породой уменьшается, ввиду к узлу крепления вызвано тем, что чего уменьшается i необходимая энерt максимальные нагрузки на элемент гия на дробление. Уменьшение площади сортового проката приходятся в верхконтакта породы с рабочей поверхней его части. Поэтому при прокатке 10 ностью увеличивает долговечность элев верхней части для более высокого ментов сортового проката. Кроме того, упрочнения относительные обжатия долговечность элементов сортового должны быть больше, чем в нижней проката увеличивается з л счет наличия части, что достигается увеличением упрочненного поверхностного слоя гоглубины впадины. Выполнение греб15 ловки. Повышению долговечности споней и йпадин волны по радиусной собствует и характер износа сортоповерхности постоянной величины вого элемента. Повышению долговечносзначительно снижает трудоемкость ти способствует и характер износа изготовления бронефутеровки за счет сортового элемента. В первый период снижения трудоемкости изготовления 2о работы более интенсивно изнашиваются инструмента, так как позволяет исголовки по линиям 1-ї, JI-IJ, П І - І И , пользовать для нарезки калибров образуя радиусную поверхность 1 У-ІУ. валков резец одной формы и размера. В местах впадин 5 элемент сортового проката имеет более упрочненную поВеличина глубины впадины, равная 0,03-0,1 максимальной высоты элемен- 25 верхность, чем в изношенных местах гребней А. При дальнейшей работе та сортового проката, определена более ИНТЄ.НСИВНО изнашивается поверхопытным путем и выбрана, исходя из ность головки под гребнем 4 и обраоптимальных условий изготовления и зуется вторичная поверхность V-V, эксплуатации. Уменьшение глубины впадины менее эп которая работает аналогично начальной первой грани 3. 0,03 максимальной высоты элемента сортового проката приводит к получешпо относительных обжатий при его прокатке менее 10%. При критических деформациях» равных 5-10%э потенциальная энергия достаточна для обра- 35 зования небольшого числа зародышей, поэтому число образующихся при рекристаллизации зерен невелико| а размеры их большие. Такой прокат обладает низкой долговечностью. Следовательно, уменьшение глубины впадины менее 0,03 максимальной высоты профиля нецелесообразно. Увеличение глубины впадины более 0,1 максимальной высоты элемента сортового проката также нецелесообразно ввиду увеличения сверх допустимых нагрузок на чистовую клеть прокатного стана. Кроме того, выполнение поверх50 Таким образом, выполнение рабочей поверхности с чередующимися гребнями и впадинами повышает качество дробления, уменьшает энергонасыщенность процесса при сокращении расхода металла сортового проката. Изготавливать элементы сортового проката можно на любых рельсовых станах без дополнительных затрат на капитальное строительство. Экономическая эффективность изобретения достигается за счет повышения долговечности бронефутеровки на 6-10% при повышении качества дробления, снижения энергозатрат на дробление на 3-5%, а также расхода сортового проката на 3-5% и составит более 1,2 млн.руб. в год. 1151301 Фць.2 Редактор Н. Тупица Заказ 2206/4 Составитель В. Губарев Техред М.Гергель Корректор М. Максимииинец Тираж 584 Подписное ВЛИИЇЇИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюArmoring lining of rattler
Автори англійськоюDerevianko Vasyl Ivanovych, Stiopina Alla Ilinichna, Poliakov Volodymyr Mykolaiovych, Kokin Volodymyr Mykhailovych, Malyi Yurii Heorhiiovych, Havrylenko Mykola Heorhiiovych, Yutaiev Volodymyr Oleksandrovych, Shpachuk Oleksandr Oleksandrovych
Назва патенту російськоюБронефутеровка барабанной мельницы
Автори російськоюДеревянко Василий Иванович, Степина Алла Ильинична, Поляков Владимир Николаевич, Кокин Владимир Михайлович, Малый Юрий Георгиевич, Гавриленко Николай Георгиевич, Ютаев Владимир Александрович, Шпачук Александр Александрович
МПК / Мітки
МПК: B02C 17/22
Мітки: барабанного, бронефутеровка, млина
Код посилання
<a href="https://ua.patents.su/4-731-bronefuterovka-barabannogo-mlina.html" target="_blank" rel="follow" title="База патентів України">Бронефутеровка барабанного млина</a>
Бронефутеровка барабанного млина

Номер патенту: 483
Опубліковано: 30.04.1993
Автори: Берізка Дмитро Степанович, Малий Юрій Григорович, Степіна Алла Іллівна, Деревянко Василь Іванович, Поляков Володимир Миколайович, Чупира Олександр Григорович, Кокін Володимир Михайлович, Кулагин Георгій Федорович, Іванов Віталій Іванович
МПК: B02C 17/22
Мітки: барабанного, бронефутеровка, млина
Формула / Реферат:
Бронефутеровка барабанной мельницы, содержащая футеровочные элементы и узел крепления, отличающаяся тем, что каждый футеровочный элемент выполнен в виде тавра, содержащего полку, образованную наружной радиальной, внутренними и торцевыми гранями, и стенку, ограниченную торцевыми и боковыми гранями, причем торцевая грань стенки и 0,2-0,6 длины внутренних граней полок расположены водной плоскости.
Бронеплита для футеровки барабанного млина
Номер патенту: 498
Опубліковано: 30.04.1993
Автори: Мельник Олександр Якович, Стасюк Ярослав Дмитрович, Рязанцев Василь Якович
МПК: B02C 17/22
Мітки: бронеплита, млина, барабанного, футеровки
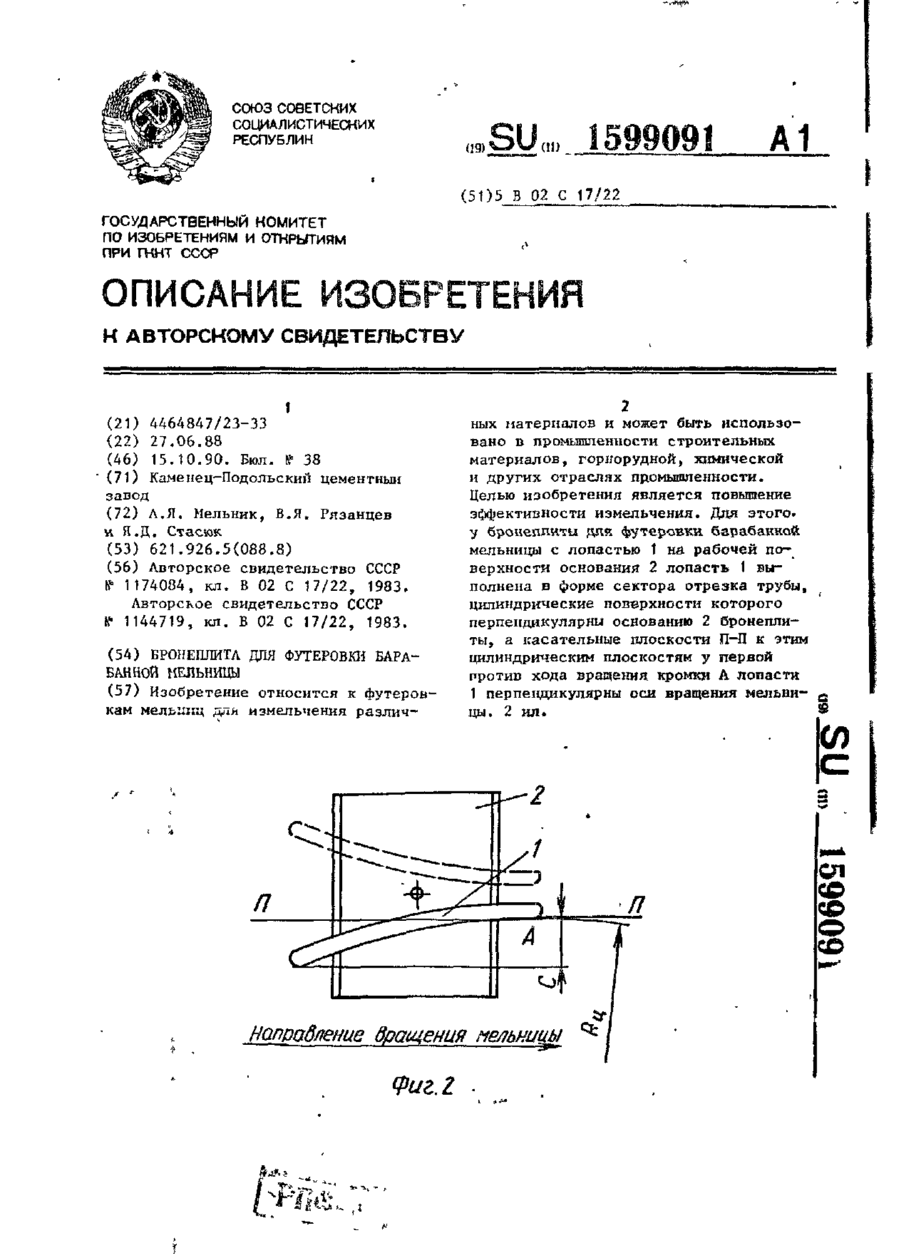
Формула / Реферат:
Бронеплита для футеровки барабанной мельницы с лопастью на рабочей поверхности основания, отличающаяся тем, что, с целью повышения эффективности измельчения, лопасть выполнена в форме сектора отрезка трубы, цилиндрические поверхности которого перпендикулярны основанию бронеплиты, а касательные плоскости к этим цилиндрическим поверхностям у первой против хода вращения кромки лопасти перпендикулярны оси вращения мельницы.
Арматурний стержень періодичного профілю
Номер патенту: 743
Опубліковано: 15.12.1993
Автори: Буравльов Ігор Борисович, Белик Володимир Іванович, Сорокін Володимир Анатолійович, Пірогов Віталій Олександрович, Коцюба Олександр Іванович, Морозенко Вадим Ничіпорович, Бондаренко Валерій Іванович, Добров Ігор В'ячеславович, Должанський Анатолій Михайлович
МПК: E04C 5/01
Мітки: арматурний, профілю, стержень, періодичного
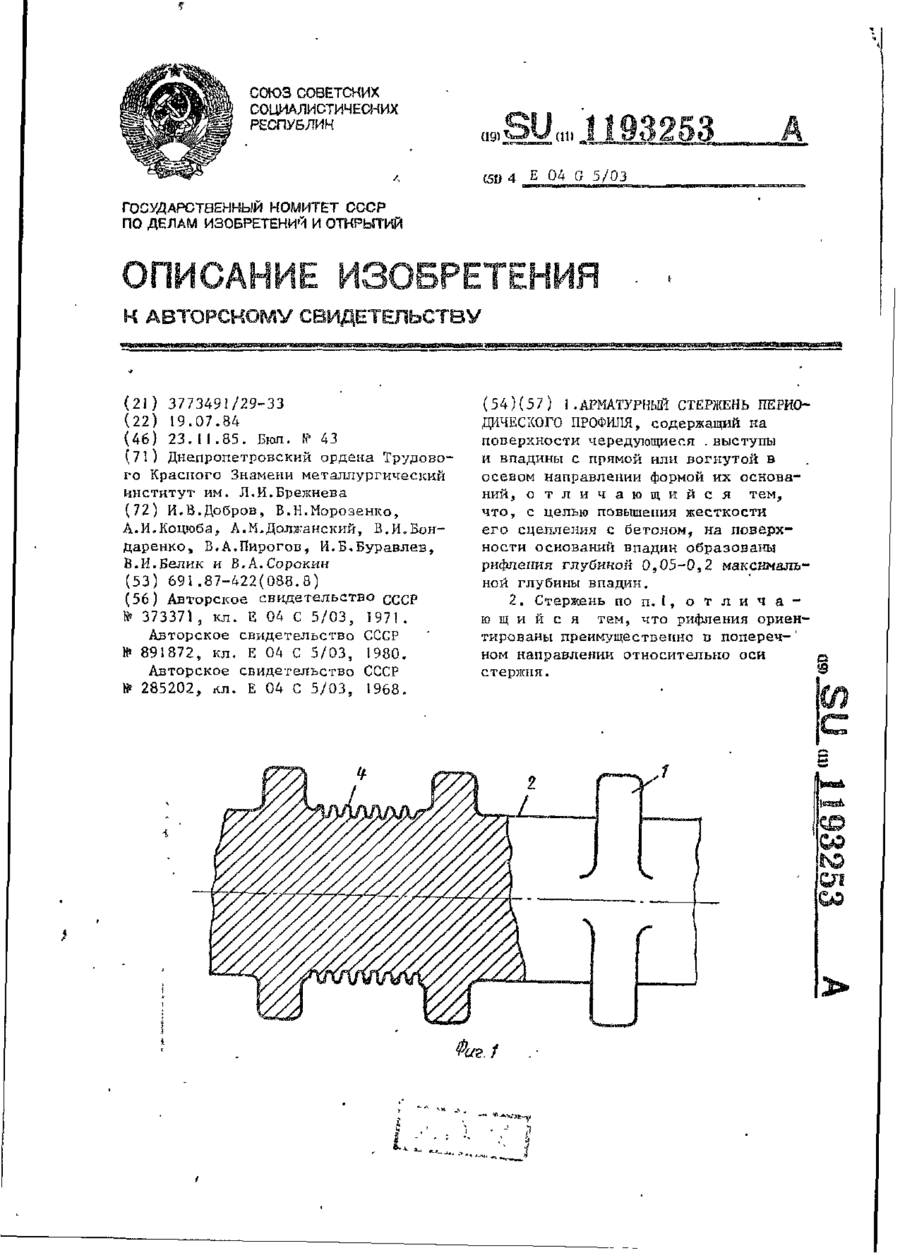
Формула / Реферат:
(57) 1. АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ, содержащий на поверхности чередующиеся выступы и впадины с прямой или вогнутой в осевом направлении формой их оснований, отличающийся тем, что, с целью повышения жесткости его сцепления с бетоном, на поверхности оснований впадин образованы рифления глубиной 0,05-0,2 максимальной глубины впадин.2. Стержень по п.1, отличающийся тем, что рифления ориентированы преимущественно в...
Регульований стіл для персональних комп’ютерів
Номер патенту: 430
Опубліковано: 30.04.1993
Автори: Роздобудько Анатолій Іванович, Пилипчук Анатолій Юхимович
МПК: A47B 9/00
Мітки: регульованій, комп'ютерів, персональних, стіл
Формула / Реферат:
1. Регулируемый стол для персональных компьютеров, содержащий смонтированные на основании первую и вторую рабочие поверхности для размещения блоков компьютера, при этом основание включает, по меньшей мере, одну полую опорную стойку и расположенный в ней шпиндель, отличающийся тем, что основание включает установленную на шпинделе с возможностью возвратно-поступательного перемещения в вертикальной плоскости горизонтальную раму с жестко...
Очисник головок коренеплодів від гички на корені
Номер патенту: 517
Опубліковано: 30.04.1993
Автори: Безпальок Андрій Петрович, Казіброда Ярослав Іванович, Гевко Роман Богданович, Бессонов Олег Геннадійович, Павлов Ярослав Антонович, Данильченко Михайло Григорович, Мартиненко Володимир Якимович
МПК: A01D 23/02
Мітки: очисник, коренеплодів, гички, головок, корені
Формула / Реферат:
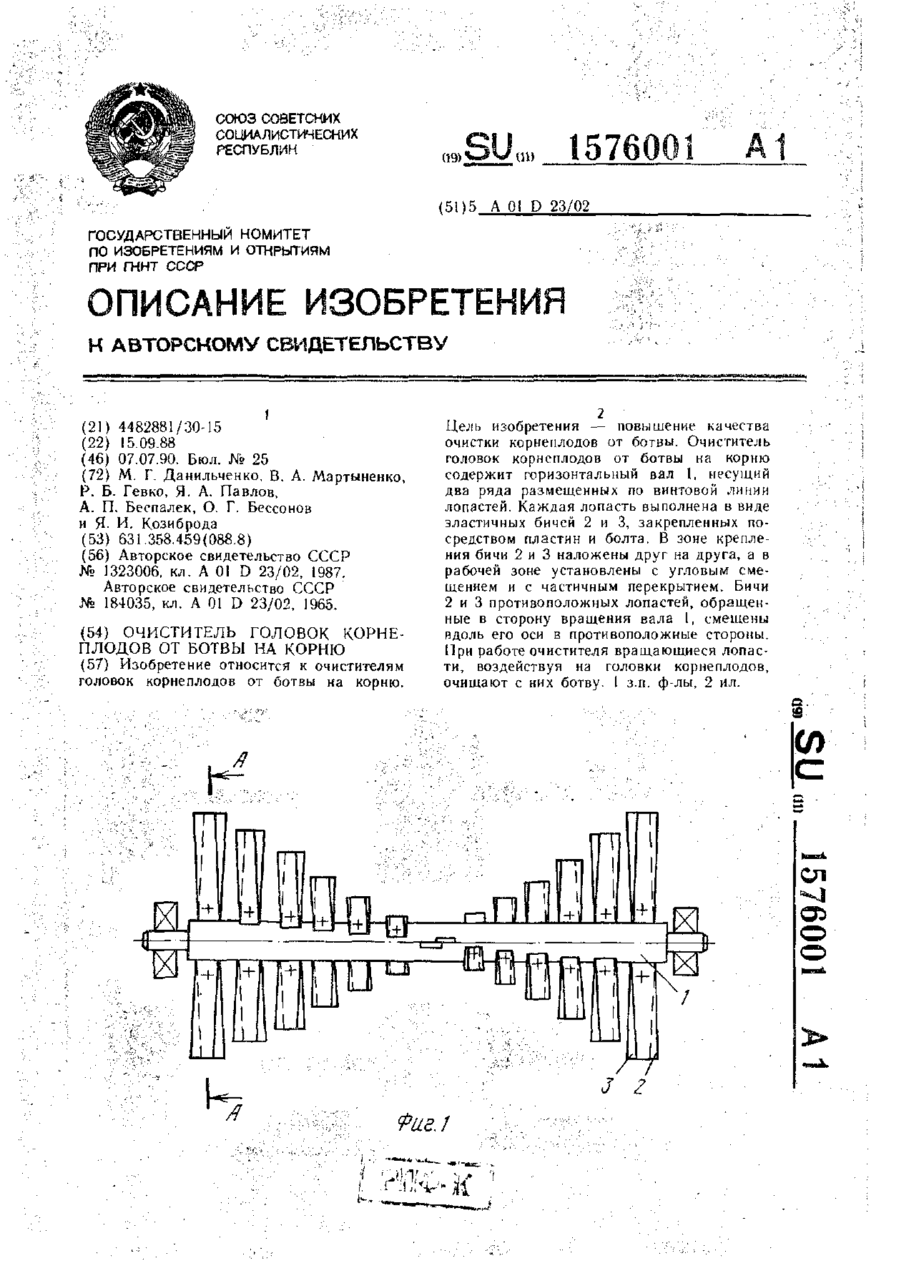
1. Очиститель головок корнеплодов от ботвы на корню, содержащий горизонтальный вал, вдоль которого противоположно оси его вращения размещено по крайней мере два ряда рабочих лопастей, каждая из которых выполнена в виде нескольких эластичных бичей, закрепленных одними концами на валу посредством пластин и связанного с ними крепежного элемента, при этом бичи лопасти в зоне их крепления наложены друг на друга, отличающийся тем, что, с целью...
Попередній патент: Пристрій для управління процесом контактного стикового зварювання плавленням
Наступний патент: Спосіб переробки металобрухту
Випадковий патент: Пристрій для кріплення аркушів паперу