Hеплавкий електрод для плазмово-дугових процесів
Номер патенту: 14735
Опубліковано: 04.02.1997
Автори: Чудаков Вячеслав Андрійович, Дудко Данило Андрійович

Формула / Реферат
Неплавящийся электрод для плазменно-дуговых процессов, состоящий из нерасходуемой части и сменной расходуемой обоймы с активной вставкой, отличающийся тем, что свободный конец обоймы имеет коническую поверхность и с помощью накидной гайки закреплен на ответном коническом выступе нерасходуемой части электрода, жестко закрепленной на корпусе плазмотрона, причем толщина стенки обоймы, длина ее конической части и диаметр вставки выбраны в соответствии с величиной рабочего тока плазмотрона.
Текст
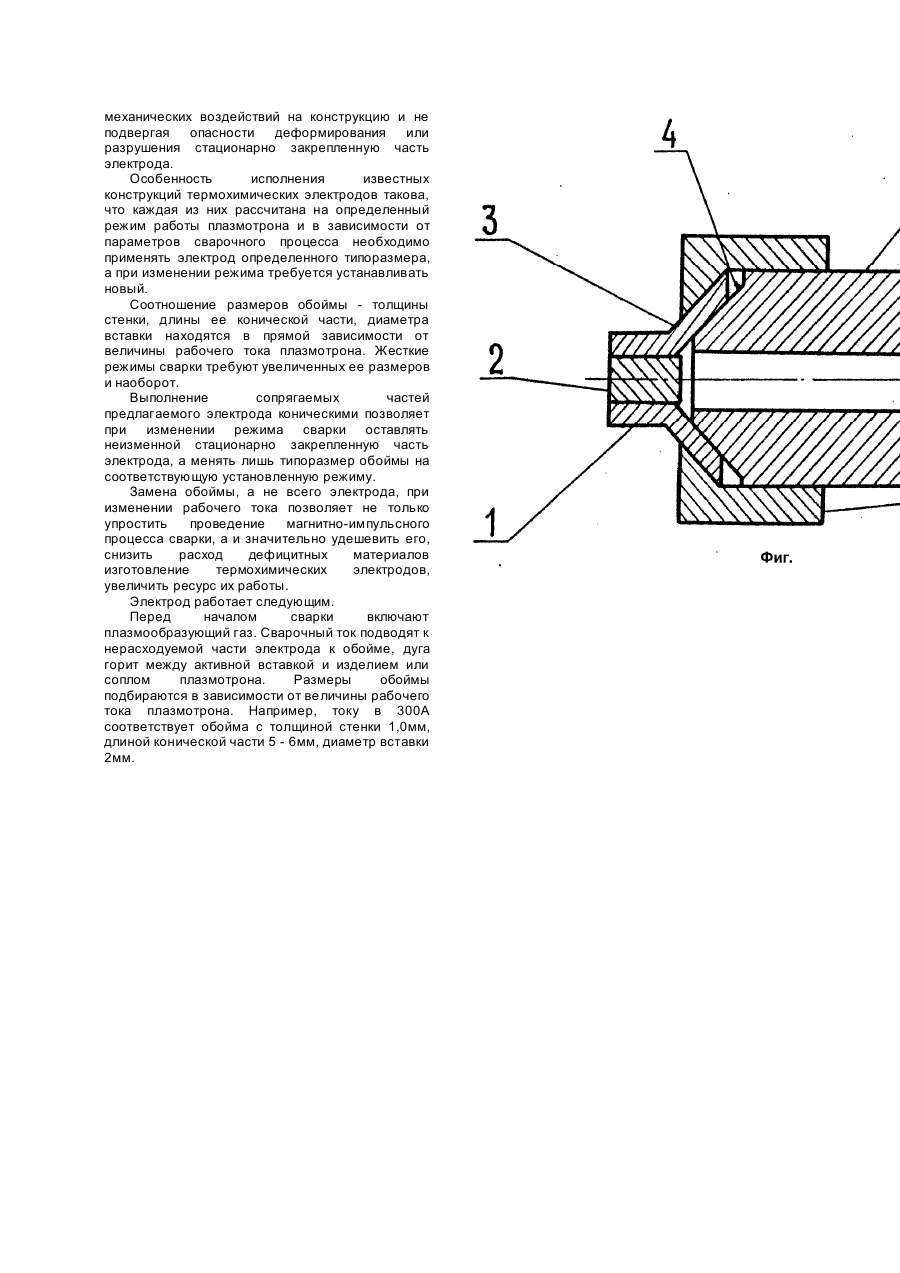
Изобретение относится к устройствам для дуговой сварки неплавящимся электродом и может быть использовано для плазменной обработки, сварки и резки металлов. В практике плазменно-дуговой сварки используются термохимические неплавящиеся электроды, основными конструктивными элементами которых являются электропроводный корпус, соединенный с высокотеплопроводной обоймой с активной вставкой. Корпус электродов, как правило, изготавливают из меди либо медносодержащих сплавов и соединяется с корпусом посредством запрессовки, пайки или сварки, причем в большинстве случаев превалирует запрессовка. Особенности конструкции и условий работы термохимических электродов таковы, что они приходят в негодность по причине износа их рабочей части, каковой является обойма со вставкой, поэтому электроды быстро изнашиваются и их приходится менять. Учитывая тот факт, что и корпус электрода, и его обойму изготавливают, как правило, вытачиванием из дорогостоящего высокотеплопроводного металла, причем большое количество материала заготовки составляют отходы, становится очевидным, что изготовление их является дорогостоящим и нерентабельным. Известен неплавящийся электрод, состоящий из медного охлаждаемого наконечника и закрепленной в нем вставки по а.с. №979792, кл. B23K35/02, 02.02.81г. (С.П. Ковешникова, В.Ф. Павлова "Неплавящийся электрод для дуговой сварки"). Вставку из вольфрама запрессовывают в корпус наконечника. Ресурс работы такого электрода ограничен и в процессе эксплуатации плазмотрона приходится часто заменять выработанный электрод на новый. Кроме того, изготовление электрода требует многочисленных операций, как то: сверление в наконечнике отверстия строго выдержанных размеров, выполнение в нем полости сложной конфигурации и т.п., в результате проведения которых большое количество дорогостоящего металла теряется в виде отходов. Более совершенным конструктивным решением, позволяющим увеличить срок службы электродов, являются термохимические электроды со сменными обоймами. Так, известен неплавящийся электрод по а.с. №420222, кл. B23K35/02, 9/16, 29.02.72г.), содержащий сменную высокотеплопроводную обойму, в которой закреплена катодная вставка из циркония или гафния. Обойма запрессована в корпус. По мере выработки рабочей части обойму удаляют, вставляя и вновь закрепляя новую. Но удаление запрессованной обоймы, которое производят путем выбивания последней из корпуса электрода, часто приводит к деформации или же к разрушению самого корпуса к тому же процесс закрепления новой обоймы во многих случаях не обеспечивает надежного соединения из-за несоответствия размеров бывшего в эксплуатации корпуса электрода и новой обоймы. Поэтому на практике, как правило, при износе выработанной части приходится заменять весь электрод на новый. Наиболее близкой к заявляемому устройству по технической сущности и достигаемому эффекту является конструкция термохимического электрода, описанная в техническом решении по заявке 5045510/08 (от 02.06.92г.) Д.А. Дудко, В.В. Камышный, В.А. Капленко и др., "Неплавящийся электрод для плазменно-дуговых процессов", положительное решение от 28.10.93г.). Корпус электрода соединяют с обоймой различными способами с возможностью разъема этих элементов. Использованную часть электрода заменяют на новую путем закатки либо запрессовки в корпус. Но при разъеме и сочленении элементов электрода возникают те же явления, что и у описанных выше конструкций. Задачей заявляемого изобретения является создание конструкции термохимического электрода, позволяющей увеличить срок его работы и сэкономить дорогостоящий материал, идущий на изготовление электрода. Технический эффект от использования предлагаемой конструкции выражается в возможности установления на стационарной части электрода сменной обоймы определенного типоразмера, соответствующей конкретной величине рабочего тока плазмотрона. Сущность предлагаемого изобретения состоит в том, что в неплавящемся электроде для плазменно-дуговых процессов, состоящем из нерасходуемой части и сменной обоймы с активной вставкой, свободный конец обоймы развальцован на конус и с помощью накидной гайки закреплен на ответном коническом выступе нерасходуемой части электрода, жестко закрепленной на корпусе плазмотрона, причем толщина стенки обоймы, длина ее конической части и диаметр вставки выбраны в соответствии с величиной рабочего тока плазмотрона. Суть способа поясняет приведенный на рисунке чертеж (фиг.) электрода, состоящего из изнашиваемой обоймы 1,выполненной в виде трубки, в которой размещен стержень 2 из гафния, циркония либо других элементов, выбранных из IV группы таблицы Менделеева. Стержень соединен с обоймой путем магнитно-импульсной сварки. Второй конец трубки имеет коническую часть 3, насаженную на ответный конический выступ 4 нерасходуемой части 5 электрода, стационарно закрепленной в плазмотроне. Коническая часть обоймы соединена с нерасходуемой частью с помощью накидной гайки 6. Отличие заявляемого составного электрода от описанного в прототипе состоит в конструктивном исполнении его съемной и стационарной частей и в соответствии размеров обоймы величине рабочего тока. В отличии от известных вариантов выполнения составных термохимических электродов, соединение элементов которых производится путем запрессовки, закатки и пр., а разъем соединенных частей чреват деформированием или поломкой, в заявляемой конструкции составные части имеют конические сопрягаемые поверхности, легко отделяемые друг от друга. Для жесткого соединения их используется накидная гайка. При необходимости замены выработанной обоймы достаточно снять гайку, удалить расходуемую часть электрода, а на конический выступ нерасходуемой части насадить новую обойму и вновь зафиксировать гайкой. Такой процесс позволяет легко заменять одну обойму на другую, не применяя дополнительных механических воздействий на конструкцию и не подвергая опасности деформирования или разрушения стационарно закрепленную часть электрода. Особенность исполнения известных конструкций термохимических электродов такова, что каждая из них рассчитана на определенный режим работы плазмотрона и в зависимости от параметров сварочного процесса необходимо применять электрод определенного типоразмера, а при изменении режима требуется устанавливать новый. Соотношение размеров обоймы - толщины стенки, длины ее конической части, диаметра вставки находятся в прямой зависимости от величины рабочего тока плазмотрона. Жесткие режимы сварки требуют увеличенных ее размеров и наоборот. Выполнение сопрягаемых частей предлагаемого электрода коническими позволяет при изменении режима сварки оставлять неизменной стационарно закрепленную часть электрода, а менять лишь типоразмер обоймы на соответствующую установленную режиму. Замена обоймы, а не всего электрода, при изменении рабочего тока позволяет не только упростить проведение магнитно-импульсного процесса сварки, а и значительно удешевить его, снизить расход дефицитных материалов изготовление термохимических электродов, увеличить ресурс их работы. Электрод работает следующим. Перед началом сварки включают плазмообразующий газ. Сварочный ток подводят к нерасходуемой части электрода к обойме, дуга горит между активной вставкой и изделием или соплом плазмотрона. Размеры обоймы подбираются в зависимости от величины рабочего тока плазмотрона. Например, току в 300А соответствует обойма с толщиной стенки 1,0мм, длиной конической части 5 - 6мм, диаметр вставки 2мм.
ДивитисяДодаткова інформація
Автори англійськоюDudko Danylo Andriiovych, Chudakov Viacheslav Andriiovych
Автори російськоюДудко Даниил Андреевич, Чудаков Вячеслав Андреевич
МПК / Мітки
МПК: B23K 35/02
Мітки: процесів, hеплавкий, електрод, плазмово-дугових
Код посилання
<a href="https://ua.patents.su/2-14735-heplavkijj-elektrod-dlya-plazmovo-dugovikh-procesiv.html" target="_blank" rel="follow" title="База патентів України">Hеплавкий електрод для плазмово-дугових процесів</a>
Електрод для електрогідроімпульсних установок
Номер патенту: 9834
Опубліковано: 30.09.1996
Автори: Цветков Арнольд Васильович, Старков Микола Володимирович, Сізьов Анатолій Миколайович
МПК: B21D 26/12
Мітки: електрогідроімпульсних, електрод, установок
Формула / Реферат:
Электрод для электрогидроимпульсных установок, содержащий диэлектрический корпус с размещенным в нем токоподводом в виде двух установленных в электрическом контакте своими торцами частей, а также средство относительной фиксации этих частей в виде гайки, при этом одна из частей токоподвода выполнена с резьбой, а гайка установлена на этой резьбе, отличающийся тем, что он снабжен втулкой из упругого материала, закрепленной в предварительно...
Електрод для електропунктурної діагностики та корекції
Номер патенту: 9572
Опубліковано: 30.09.1996
Автори: Портніченко Володимир Ілліч, Коляда Юрій Михайлович
МПК: A61H 39/00
Мітки: електропунктурної, діагностики, корекції, електрод
Формула / Реферат:
Электрод для электропунктурной диагностики и коррекции, включающий корпус с наконечником и регулятором прижима, внутри которого расположен подпружиненный контактный узел, выполненный в виде набора токопроводящих стержней и соединенный с электрическим кабелем, отличающийся тем, что токопроводящие стержни контактного узла равноудалены друг от друга и каждый стержень соединен с изолированным проводом электрического кабеля.
Електрод для черезшкірної електростимуляції
Номер патенту: 8769
Опубліковано: 30.09.1996
Автори: Колесников Георгій Пилипович, Полубєлов Олександр Олександрович, Шпак Володимир Васильович
Мітки: електростимуляції, черезшкірної, електрод
Формула / Реферат:
Электрод для чрезкожной электростимуляции, содержащий контактирующие между собой токопроводящий и токораспределяющий слои, отличающийся тем, что, с целью увеличения срока службы путем исключения расслоения электрода под действием электрострикции, токопроводящий слой выполнен из токопроводящей ткани, при этом поверхность, не контактирующая с токораспределяющим слоем, покрыта упругим изоляционным материалом.
Біомедичний багаторазовий електрод і спосіб його кріплення на тіло
Номер патенту: 10759
Опубліковано: 25.12.1996
Автори: Микитюк Ірина Михайлівна, Набатова Наталія Юріївна, Набатов Юрій Федорович, Микитюк Андрій Олегович
МПК: A61B 5/04
Мітки: тіло, електрод, кріплення, багаторазовий, спосіб, біомедичний
Формула / Реферат:
1. Биомедицинский многоразовый электрод, содержащий токопроводящий элемент, отличающийся тем, что токопроводящий элемент выполнен из углепластика и имеет плоскую контактную сторону, на которую нанесен токопроводящий слой из смеси резорцинового олигомера и Ag/AgCl.2. Способ крепления электрода на тело пациента с использованием клеющего кольца, отличающийся тем, что, с одностороннего клеющего кольца снимают защитную пленку, в...
Електрод газорозрядної лампи високого тиску
Номер патенту: 10660
Опубліковано: 25.12.1996
Автори: Шталь Валерій Вольдемарович, Литвин Анатолій Павлович, Берчун Валерій Петрович, Гаргер Костянтин Сергійович, Рязанцев Олег Вадимович, Власов Володимир Миколайович, Пабат Анатолій Іванович, Коровін Юрій Федорович, Мухачов Анатолій Петрович
МПК: H01J 61/06
Мітки: високого, електрод, газорозрядної, тиску, лампи
Формула / Реферат:
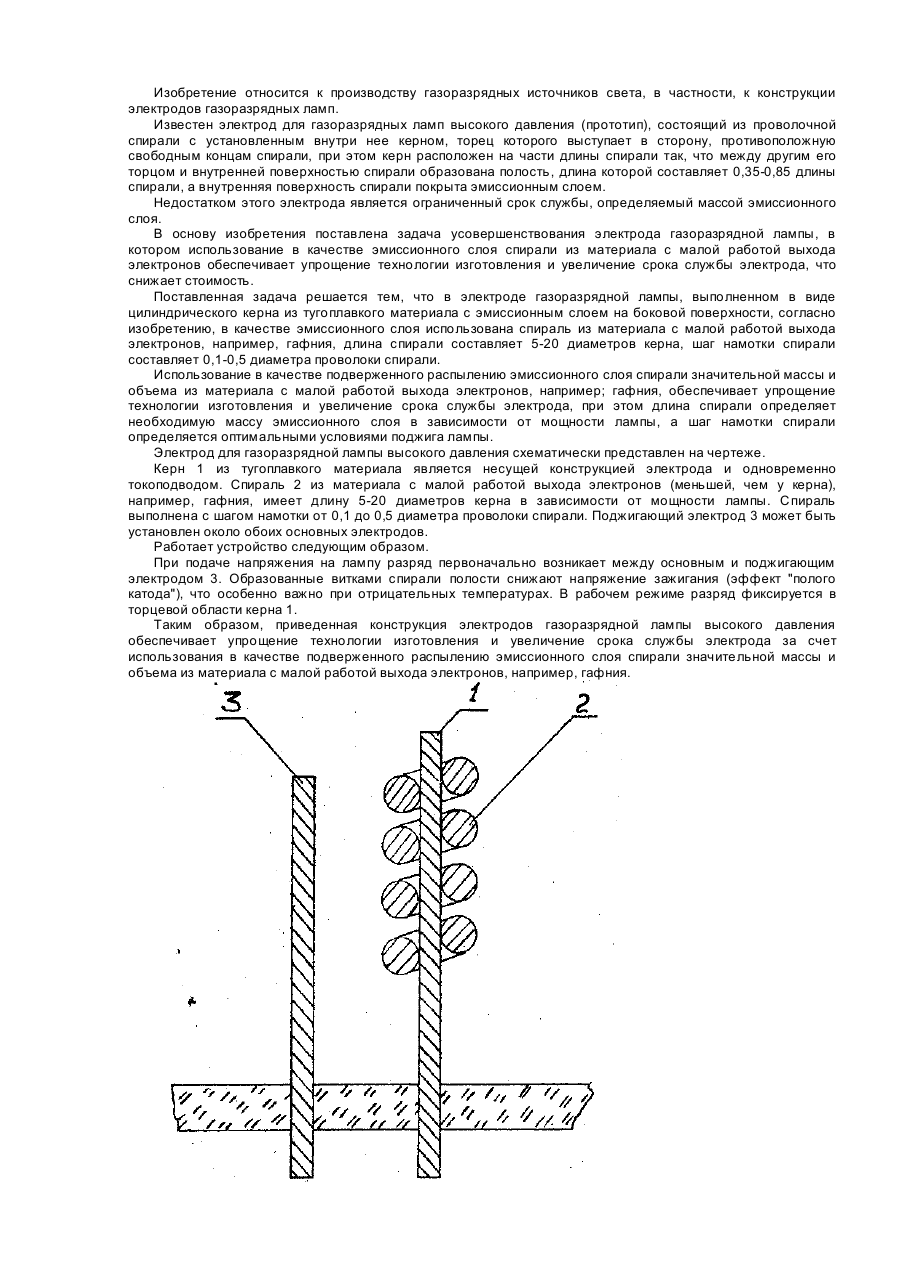
Электрод газоразрядной лампы высокого давления, выполненный в виде цилиндрического керна из тугоплавкого материала с эмиссионным слоем на боковой поверхности, отличающийся тем, что в качестве эмиссионного слоя использована спираль из материала с малой работой выхода электронов, длина спирали составляет 5-20 диаметров керна, шаг намотки спирали составляет 0,1-0,5 диаметра проволоки спирали.
Попередній патент: Пристрій для добування металевих порошків та волокон із розплава мінералів
Наступний патент: Гідравлічний пневмогенератор
Випадковий патент: Спосіб оцінки якості та властивостей виробів