Спосіб заправлення футерівки конвертера з виплавки сталі
Номер патенту: 7495
Опубліковано: 15.06.2005
Автори: Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Челомбитько Олександр Олексійович, ТРОЩІЙ Сергій Володимирович, Павлюченков Олег Ігоревич, Бродський Олександр Сергійович, Кекух Анатолій Володимирович

Формула / Реферат
Спосіб заправлення футерівки конвертера для виплавки сталі, що включає подавання вогнетривкого порошкоподібного матеріалу під час плавки на ділянки футерівки, який відрізняється тим, що вогнетривкий матеріал наносять після окислення кремнію рідкого чавуну шихти та повного скачування шлаку з відкритим дзеркалом металу зі швидкістю не менше 150 м/сек по всій поверхні футерівки вище рівня металу.
Текст
Спосіб заправлення футерівки конвертера для виплавки сталі, що включає подавання вогнетривкого порошкоподібного матеріалу під час плавки на ділянки футерівки, який відрізняється тим, що вогнетривкий матеріал наносять після окислення кремнію рідкого чавуну шихти та повного скачування шлаку з відкритим дзеркалом металу зі швидкістю не менше 150 м/сек по всій поверхні футерівки вище рівня металу. Корисна модель відноситься до галузі чорної металургії, зокрема, до виплавки сталі та стосується способів заправляння футерівки конвертера. При виплавлянні сталі ділянки футерівки, стичні з розплавом шлаку, зазнають його ерозійного впливу та потребують для продовження кампанії плавок захисту чи ремонту. Як правило, у сталеплавильних цехах на ці ділянки футерівки накидаються спеціальними машинами заправні вогнетривкі матеріали, доломітові та магнезитові маси, подрібнені від відпрацьованих вогнетривів [Кудрин В.А., Металургия стали, М., Металлургия, 1989, стр. 303]. Недоліком даного методу є низька технологічність, оскільки така операція вимагає значних витрат часу (від 10 до ЗО хвилин) та вогнетривких мас. У стаціонарних плавильних агрегатах така операція проводиться перед кожною плавкою. В поворотних сталеплавильних агрегатах, наприклад, вертикальних чи горизонтальних конвертерах, треба ще й залишати розплавлений кінцевий шлак для забезпечення прогрівання та розм'якшування таких вогнетривких матеріалів, додаткового часу для їх заморожування на вогнетриви робочої поверхні футерівки. Це призводить до нестабільного з'єднання шару, що наморозили, та вогнетривів кладки робочого шару, хімічної неоднорідності шару та низької її стійкості під час подальшої експлуатації футерівки агрегату. Відповідне підвищення часто ти операцій заправляння приводить до втрати продуктивності сталеплавильного агрегату під час виплавляння сталі. Найбільш близьким за технічною суттю та досягненим результатом до заявленого є спосіб заправляння конвертера для виплавки сталі, що включає подавання вогнетривкого порошку під час плавки на ділянки футерівки, що ремонтуються, крізь шар металевої емульсії зі швидкістю 10100м/с [Журнал «Огнеупоры», №3, 1996 р., стр. 27-31]. При реалізації способу в початковий період продування первинний шлак має низьку основність та підвищений вміст кремнезему внаслідок окислення кремнію чавуну, що призводить до інтенсивного проникнення до робочого шару вогнетривкої цегли окислів кремнію сумісно зі швидкісними струменями вогнетривкого порошку, чим прискорюється процес хімічної ерозії основних окислів вогнетривів. Захисний ремонтний шар, що містить кремнезем та нанесений на початку виплавляння, не забезпечує захист футерівки під час продовження продування, коли використовують значну кількість вапна як флюс, підвищують температуру ванни, до того ж наприкінці плавки зростає вміст окислів заліза. У прикінцевий період продування, коли введені усі добавки, що флюсують, та утворений значний об'єм шлаку, кінцеві шлаки мають підвищену рідкотекучість завдяки великому вмісту окислів ю 7495 заліза та високій температурі ванни, що призводить до сумісного проникнення швидкісних струменів вогнетривкого порошку з парами окислів заліза та частинками газорідинної фази, що знаходяться над ванною металу, в поверхневі шари вогнетривів самої футерівки, до формування хімічно неоднорідного захисного шару та прискореному його зносу внаслідок ерозії під час наступної продувки та на початку нової плавки. Таким чином, за вищеописаним подаванням вогнетривкого порошку до вогнетривів робочого шару футерівки неможливо сформувати однорідне, хімічно стійке захисне вогнетривке покриття, що призводить до збільшення кількості заправок футерівки та сумарного часу операцій з відповідною втратою продуктивності агрегату. Також не забезпечується рівномірність подавання вогнетривкого порошку до футерівки та формування захисного покриття по всій робочій поверхні вогнетривів футерівки, тому що одночасно вводять до робочого об'єму конвертера тільки дві фурми. При цьому неможливо забезпечить формування щільного спеченого покриття на поверхні футерівки, так як навіть при швидкості подавання 100м/сек, частинки вогнетривкого порошку значно втрачають свою швидкість (до 20м/сек та нижче) на відстані 1,0м од зрізу сопла фурми. До того ж, такий спосіб заправляння футерівки застосовується тільки в конвертерах малої ємності діаметром циліндричної частини не більше 1,50м (наприклад, 160-т конвертер має робочий діаметр футерівки у вихідному стані 5,2м). Крім того, сплески металу і шлако-металевої емульсії, густина яких значно перевищує густину газорідинної фази, неможливо подолати частинкам вогнетривкого порошку, що заважає формуванню рівномірного та щільного захисного покриття на поверхні вогнетривів робочого шару футерівки. За основу корисної моделі поставлена задача удосконалення способу заправляння футерівки конвертера, у якому досягається висока технологічність операції, за рахунок рівномірного нанесення вогнетривкого захисного покриття, яке формується однорідним, хімічно стійким та щільним, що забезпечує зменшення кількості заправок футерівки у ході кампанії, підвищення продуктивності конвертера з виплавки сталі та продовження строку експлуатації футерівки. Поставлена задача вирішується тим, що у способі заправляння футерівки конвертера з виплавки сталі, що включає подавання вогнетривкого порошковидного матеріалу під час плавки на ділянки футерівки, згідно з корисною моделлю вогнетривкий матеріал подають після окислення кремнію рідкого чавуну шихти та повного скачування шлаку з відкритим дзеркалом металу зі швидкістю не менше 150м/сек по всій поверхні футерівки вище рівня металу. У пропонованому способі під час виплавляння після окислення кремнію та повного скачування шлаку з відкритим дзеркалом металу та вертикальним положенням конвертера наносять газопорошковими струменями вогнетривке покриття на відкриту робочу поверхню футерівки, уникаючи проникнення кремнезему та окислів заліза первинного низькоосновного шлаку, що дозволяє проводити виплавляння з мінімальним зносом покриття в залишковий період продування та в початковий період нової плавки. Вогнетривке покриття, що наносять за допомогою окремої фурми, покриває усю поверхню вище відкритого дзеркала металу, захищає футерівку у зонах шлакового поясу, цапфовій зоні та горловині від впливу шлаку, що утворюється з наступними присадками вапна, високотемпературного випромінювання реакційних зон проникнення кисневих променів, парів заліза та розігрітого кінцевого шлаку, що містить окиси заліза. Нанесене таким чином покриття гарантовано захищає робочий шар вогнетривів між шлаковим поясом та рівнем металевої ванни, оскільки рівень під час продування завжди вище, ніж у стані спокою завдяки наявності у металі окислу вуглецю, що виділяється, та крупного впливу кисневих променів високого тиску. При нанесенні покриття зі швидкістю менше 150м/сек ефективність проникнення порошковидних часток мінімальна, оскільки за таких швидкостях частки порошку наносяться на поверхню футерівки за рахунок налипання та спікання, частина вогнетривкого, наприклад, магнієвмісного матеріалу не встигає приварюватись до поверхневого шару вже нанесеного покриття, при цьому значна кількість його виноситься з конвертера вихідними газами та не використовується у формуванні захисного покриття. За заявленими швидкостями (не менше 150м/сек) реалізується механізм проникнення вогнетривкого матеріалу безпосередньо до поверхневого шару вогнетривкої футерівки, інтенсивного нагрівання його та пом'якшення, що забезпечує ефективне формування наступних шарів щільно спеченого однорідного захисного покриття засобу проникнення. Запропонований спосіб технологічний, оскільки реалізується на існуючому обладнанні, так як торкрет-фурма розміщується на машинах подавання кисню та для її пересування використовують механізм переміщення продувальної фурми. За таким способом нанесення вогнетривкого порошковидного магнієвмісного матеріалу формується найбільш щільне максимальної товщини та рівномірне захисне покриття, чим забезпечується зростання стійкості робочого шару футерівки конвертера у ході плавлення та продовження строку його служби, що підвищує продуктивність конвертера за рахунок видовження його експлуатації, знижає витрати на холодні ремонти. Приклад Пропонований спосіб реалізується таким чином. Після завалки до конвертера твердої металошихти заливають чавун, переводять конвертер у вертикальне робоче положення та продувають киснем з одно часовою присадкою флюсів. Після продувки протягом 1/3 всього часу операції піднімають продувальну фурму, проводять повне скачування низькоосновного (основність 2,4-2,8) шлаку, опускають торкрет-фурму та у вертикальному положенні з відкритим дзеркалом металу наносять покриття порошковидним вогнетривким матеріа 5 7495 лом фракції до 2мм у кількості 2,0т. Після закінчення операції нанесення покриття піднімають торкрет-фурму та продувають з присадками флюсів до необхідного хімічного складу сталі. Контро Комп'ютерна верстка А Крулевський 6 люють товщину футерівки лазерним сканером типу "Дельта". Стійкість покриття складала не менше 5 плавок, Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for charging the lining of converter for steel smelting
Автори англійськоюSokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych, Kekukh Anatolii Volodymyrovych, Troschii Sergii Volodymyrovych
Назва патенту російськоюСпособ заправки футеровки конвертера по выплавке стали
Автори російськоюСокуренко Анатолий Валентинович, Шеремет Владимир Александрович, Кэкух Анатолий Владимирович, Трощий Сергей Владимирович
МПК / Мітки
МПК: C21C 5/44
Мітки: виплавки, сталі, спосіб, заправлення, конвертера, футерівки
Код посилання
<a href="https://ua.patents.su/4-7495-sposib-zapravlennya-futerivki-konvertera-z-viplavki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб заправлення футерівки конвертера з виплавки сталі</a>
Спосіб виводу футерівки сталеплавильного конвертера на робочий режим
Номер патенту: 65047
Опубліковано: 15.03.2004
Автори: Кекух Анатолій Володимирович, Рожков Євген Михайлович, Павлюченков Олег Ігоревич, Бродський Олександр Сергійович, Сокуренко Анатолій Валентинович, ТРОЩІЙ Сергій Володимирович, Челомбитько Олександр Олексійович, Шеремет Володимир Олександрович
МПК: C04B 35/64
Мітки: режим, конвертера, робочий, виводу, спосіб, футерівки, сталеплавильного
Формула / Реферат:
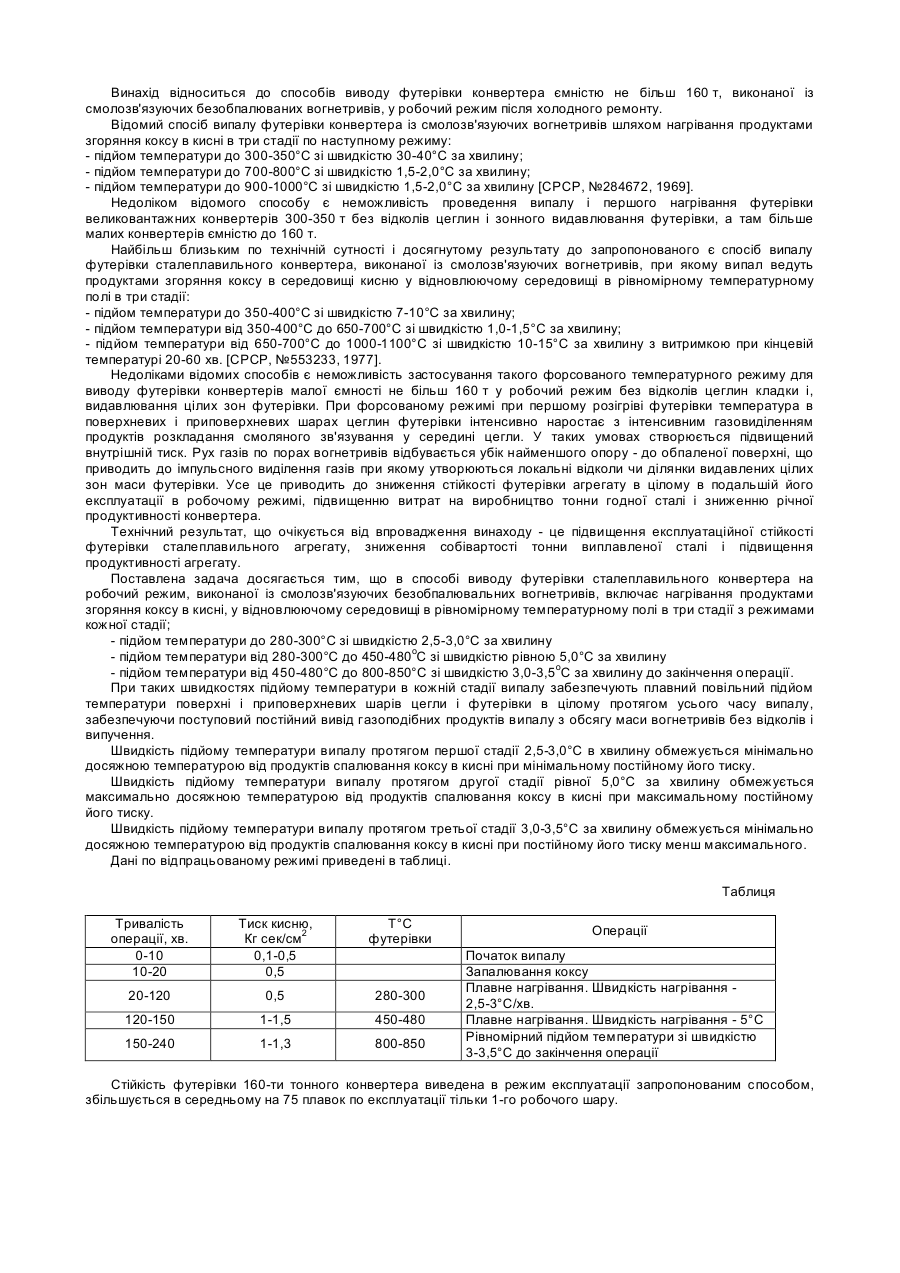
Спосіб виводу футерівки сталеплавильного конвертера, виконаної із смолозв’язуючих безобпалювальних вогнетривів, на робочий режим, включає нагрівання продуктами згоряння коксу в кисні у відновлюючому середовищі в рівномірному температурному полі в три стадії, який відрізняється тим, що режими нагрівання кожної стадії такі:підйом температури до 280-3000С зі швидкістю 2,5- 3,00С в хвилину;підйом температури від 280-3000С до...
Спосіб відновлення футерівки конвертера
Номер патенту: 55855
Опубліковано: 15.04.2003
Автори: Чуб Євген Петрович, Івко Володимир Вікторович, Сітало Олександр Олексійович, Моцний Валерій Васильович, Учитель Лев Михайлович, Макшеєв Володимир Миколайович, Чуб Петро Іванович
МПК: C21C 5/44
Мітки: футерівки, конвертера, відновлення, спосіб
Формула / Реферат:
Спосіб відновлення футерівки конвертера, що включає подачу на залишок розплавленого шлаку від попередньої плавки в конвертері брухту відпрацьованої основної футерівки, механічне зміщення їх в зону пошкодженої футерівки, який відрізняється тим, що як брухт основної футерівки використовують брухт пекопериклазових вогнетривів, який вводять в конвертер в кількості 3-5,2 т, адекватній масі вимитої футерівки, в інтервалі не більше 5 хвилин після...
Спосіб нанесення шлакового гарнісажу на футерівку конвертера
Номер патенту: 66393
Опубліковано: 17.05.2004
Автори: Коваленко Олександр Генадійович, Черненков Сергій Павлович, Товкун Валерій Іванович, Оробцев Юрій Вікторович, Літвінов Леонід Федорович, Коцур Сергій Дмитрович, Димченко Євген Миколайович
МПК: C21C 5/44
Мітки: гарнісажу, спосіб, конвертера, нанесення, шлакового, футерівку
Формула / Реферат:
1. Спосіб нанесення шлакового гарнісажу на футерівку конвертера, який включає повертання конвертера і випуск із нього металу після проведення основної окислювальної продувки до певного вмісту у металі вуглецю, залишення у конвертері шлаку, його підготовку шляхом присаджування карбонатних матеріалів і/або матеріалів, що містять вуглець, та нанесення на футерівку конвертера отриманого шлакового розплаву за рахунок подавання згори на шлаковий...
Спосіб та конвертер для виплавки сталі
Номер патенту: 69619
Опубліковано: 15.09.2004
Автор: Пантейков Сергій Петрович
МПК: C21C 5/00
Мітки: виплавки, сталі, конвертер, спосіб
Формула / Реферат:
1. Спосіб виплавки сталі, що включає бічну продувку рідкого металу кисневими або паливно-кисневими струменями, який відрізняється тим, що подачу бічного дуття здійснюють під кутами до вертикальної осі конвертера і до горизонтальної площини над зонами переважного виділення СО з ванни - реакційними зонами...
Установка для гарячого заправлення футерівки склепіння електропечі
Номер патенту: 49197
Опубліковано: 16.09.2002
Автори: Морозов Ігор Олександрович, Красовський Сергій Савелович, Борисенко Андрій Володимирович, Ведмедєв Анатолій Федорович
МПК: B21B 39/00
Мітки: електропечі, установка, склепіння, гарячого, футерівки, заправлення
Формула / Реферат:
Установка для гарячого заправлення футерівки склепіння електропечі, що містить конусоподібний корпус, привід, на вихідному валу якого встановлений кидальний механізм, який відрізняється тим, що кидальний механізм виконаний у вигляді напрямних, установлених на внутрішній стінці конусоподібного корпуса під кутом до осі корпуса, при цьому корпус оснащений сегментною кришкою, по периферії якої виконані отвори.
Попередній патент: Спосіб гальмування автоокиснення молочного жиру
Наступний патент: Пристрій вимірювання величини подвійного променезаломлювання
Випадковий патент: Спосіб моделювання симптоматичної артеріальної гіпертензії у дрібних гризунів