Спосіб контролю якості з’єднань в процесі лазерного мікрозварювання термопар
Номер патенту: 15112
Опубліковано: 30.06.1997
Автори: Саляк Мирослава Теодорівна, Білобородченко Володимир Іванович, Бачмага Лев Васильович
Формула / Реферат
Спосіб контролю якості з'єднань в процесі лазерного мікрозварювання термопар за електричними параметрами, який відрізняється тим, що робочі кінці термоелектродів, зібрані в скрутку з зазором, зварюють лазерним випромінюванням, одночасно вимірюють величину ефективної термо-ЕPC, що генерується із зони розплавлення за цикл імпульсного впливу випромінювання на матеріал термоелектродів, і порівнюють цю величину з базовими величинами ефективних термо-ЕРС допускового, приймального і бракувального рівнів та розрахунковою величиною функціонального зв'язку ефективної термо-ЕPC і технологічних параметрів режиму лазерного мікрозварювання.
Текст
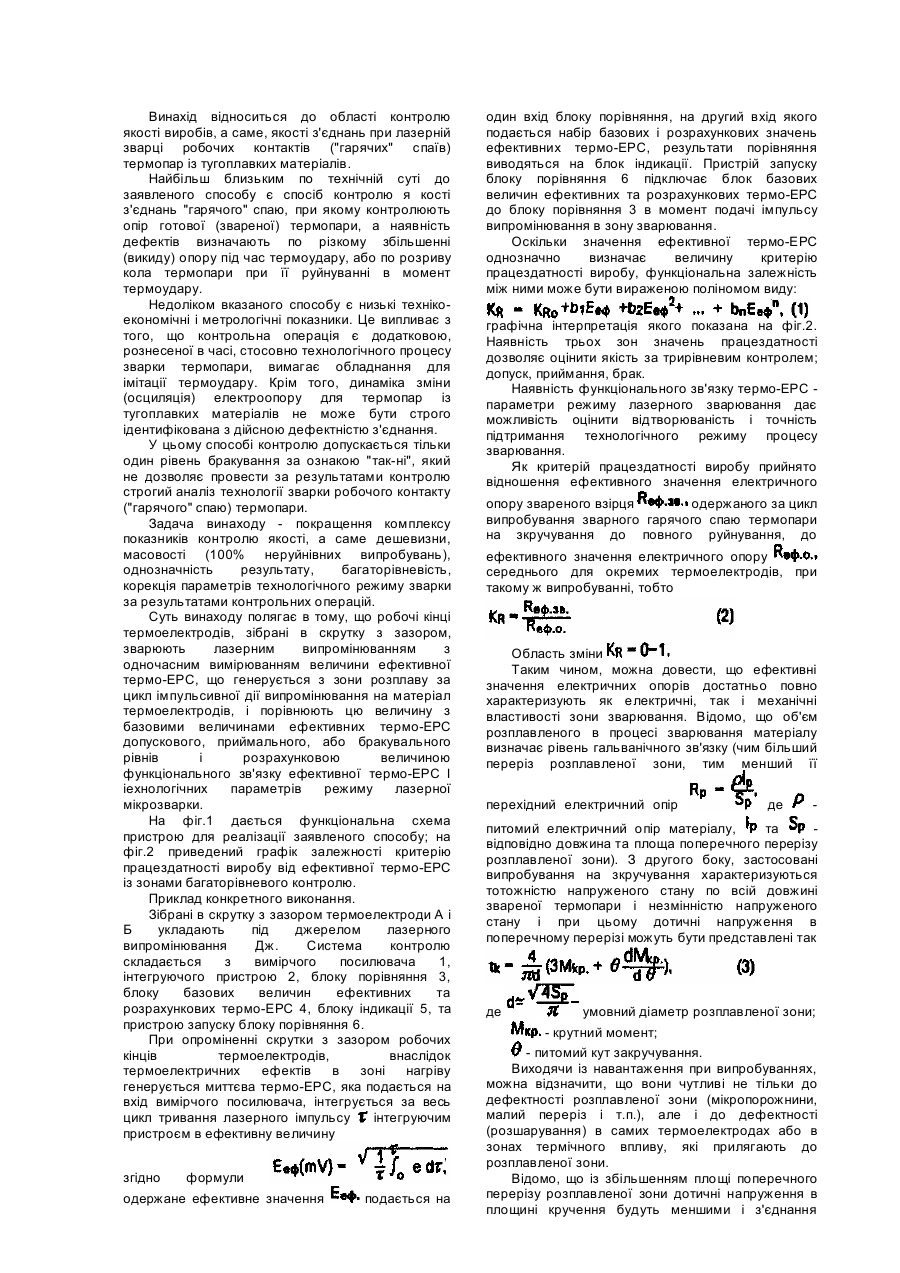
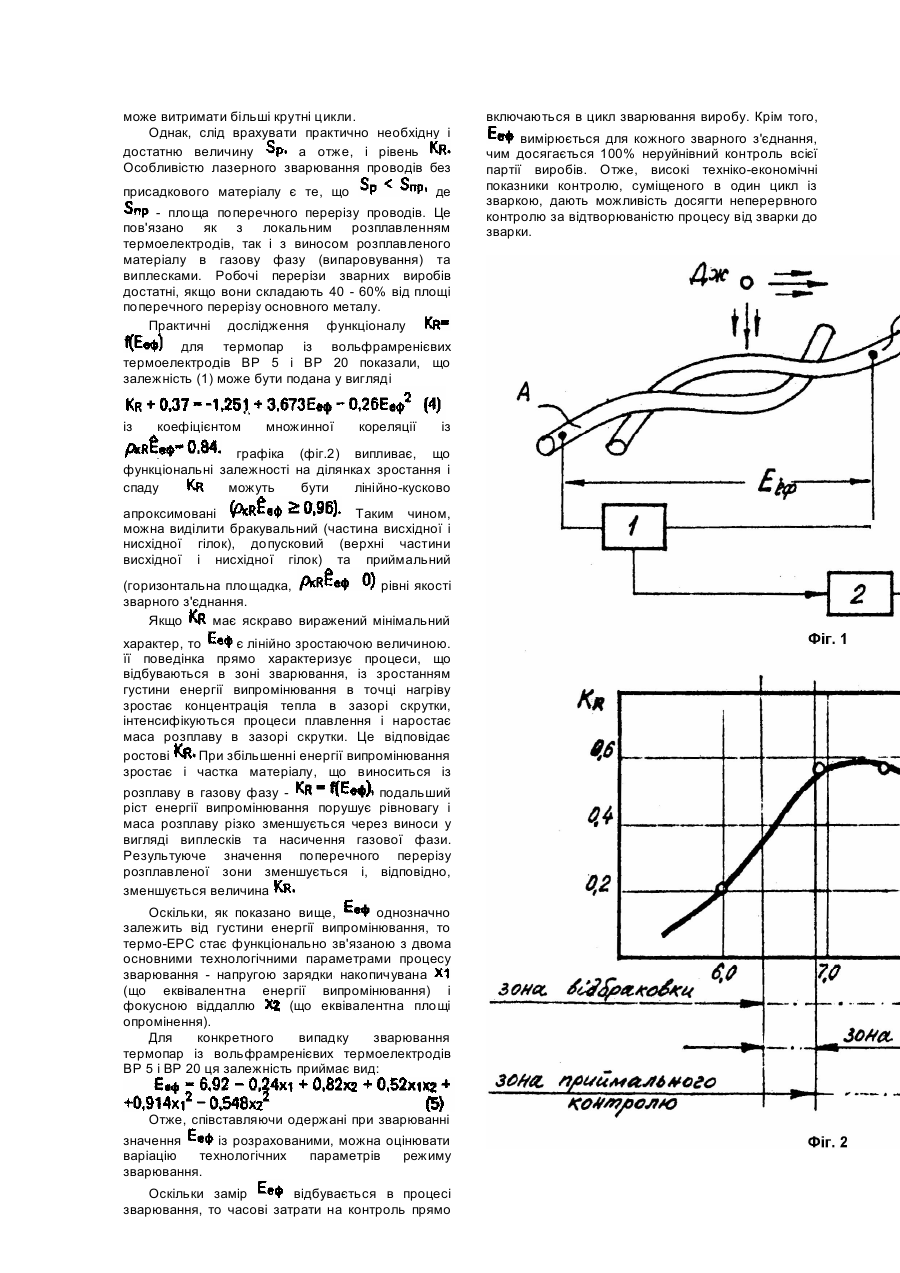
Винахід відноситься до області контролю якості виробів, а саме, якості з'єднань при лазерній зварці робочих контактів ("гарячих" спаїв) термопар із тугоплавких матеріалів. Найбільш близьким по технічній суті до заявленого способу є спосіб контролю я кості з'єднань "гарячого" спаю, при якому контролюють опір готової (звареної) термопари, а наявність дефектів визначають по різкому збільшенні (викиду) опору під час термоудару, або по розриву кола термопари при її руйнуванні в момент термоудару. Недоліком вказаного способу є низькі технікоекономічні і метрологічні показники. Це випливає з того, що контрольна операція є додатковою, рознесеної в часі, стосовно технологічного процесу зварки термопари, вимагає обладнання для імітації термоудару. Крім того, динаміка зміни (осциляція) електроопору для термопар із тугоплавких матеріалів не може бути строго ідентифікована з дійсною дефектністю з'єднання. У цьому способі контролю допускається тільки один рівень бракування за ознакою "так-ні", який не дозволяє провести за результатами контролю строгий аналіз технології зварки робочого контакту ("гарячого" спаю) термопари. Задача винаходу - покращення комплексу показників контролю якості, а саме дешевизни, масовості (100% неруйнівних випробувань), однозначність результату, багаторівневість, корекція параметрів технологічного режиму зварки за результатами контрольних операцій. Суть винаходу полягає в тому, що робочі кінці термоелектродів, зібрані в скрутку з зазором, зварюють лазерним випромінюванням з одночасним вимірюванням величини ефективної термо-ЕРС, що генерується з зони розплаву за цикл імпульсивної дії випромінювання на матеріал термоелектродів, і порівнюють цю величину з базовими величинами ефективних термо-ЕРС допускового, приймального, або бракувального рівнів і розрахунковою величиною функціонального зв'язку ефективної термо-ЕРС І іехнологічних параметрів режиму лазерної мікрозварки. На фіг.1 дається функціональна схема пристрою для реалізації заявленого способу; на фіг.2 приведений графік залежності критерію працездатності виробу від ефективної термо-ЕРС із зонами багаторівневого контролю. Приклад конкретного виконання. Зібрані в скрутку з зазором термоелектроди А і Б укладають під джерелом лазерного випромінювання Дж. Система контролю складається з вимірчого посилювача 1, інтегруючого пристрою 2, блоку порівняння 3, блоку базових величин ефективних та розрахункових термо-ЕРС 4, блоку індикації 5, та пристрою запуску блоку порівняння 6. При опроміненні скрутки з зазором робочих кінців термоелектродів, внаслідок термоелектричних ефектів в зоні нагріву генерується миттєва термо-ЕРС, яка подається на вхід вимірчого посилювача, інтегрується за весь цикл тривання лазерного імпульсу інтегруючим пристроєм в ефективну величину згідно формули одержане ефективне значення подається на один вхід блоку порівняння, на другий вхід якого подається набір базових і розрахункових значень ефективних термо-ЕРС, результати порівняння виводяться на блок індикації. Пристрій запуску блоку порівняння 6 підключає блок базових величин ефективних та розрахункових термо-ЕРС до блоку порівняння 3 в момент подачі імпульсу випромінювання в зону зварювання. Оскільки значення ефективної термо-ЕРС однозначно визначає величину критерію працездатності виробу, функціональна залежність між ними може бути вираженою поліномом виду: графічна інтерпретація якого показана на фіг.2. Наявність трьох зон значень працездатності дозволяє оцінити якість за трирівневим контролем; допуск, приймання, брак. Наявність функціонального зв'язку термо-ЕРС параметри режиму лазерного зварювання дає можливість оцінити відтворюваність і точність підтримання технологічного режиму процесу зварювання. Як критерій працездатності виробу прийнято відношення ефективного значення електричного опору звареного взірця одержаного за цикл випробування зварного гарячого спаю термопари на зкручування до повного руйнування, до ефективного значення електричного опору середнього для окремих термоелектродів, при такому ж випробуванні, тобто Область зміни Таким чином, можна довести, що ефективні значення електричних опорів достатньо повно характеризують як електричні, так і механічні властивості зони зварювання. Відомо, що об'єм розплавленого в процесі зварювання матеріалу визначає рівень гальванічного зв'язку (чим більший переріз розплавленої зони, тим менший її перехідний електричний опір де питомий електричний опір матеріалу, та відповідно довжина та площа поперечного перерізу розплавленої зони). З другого боку, застосовані випробування на зкручування характеризуються тотожністю напруженого стану по всій довжині звареної термопари і незмінністю напруженого стану і при цьому дотичні напруження в поперечному перерізі можуть бути представлені так де умовний діаметр розплавленої зони; - крутний момент; - питомий кут закручування. Виходячи із навантаження при випробуваннях, можна відзначити, що вони чутливі не тільки до дефектності розплавленої зони (мікропорожнини, малий переріз і т.п.), але і до дефектності (розшарування) в самих термоелектродах або в зонах термічного впливу, які прилягають до розплавленої зони. Відомо, що із збільшенням площі поперечного перерізу розплавленої зони дотичні напруження в площині кручення будуть меншими і з'єднання може витримати більші крутні цикли. Однак, слід врахувати практично необхідну і достатню величину а отже, і рівень Особливістю лазерного зварювання проводів без присадкового матеріалу є те, що де - площа поперечного перерізу проводів. Це пов'язано як з локальним розплавленням термоелектродів, так і з виносом розплавленого матеріалу в газову фазу (випаровування) та виплесками. Робочі перерізи зварних виробів достатні, якщо вони складають 40 - 60% від площі поперечного перерізу основного металу. Практичні дослідження функціоналу для термопар із вольфрамренієвих термоелектродів ВР 5 і ВР 20 показали, що залежність (1) може бути подана у вигляді із коефіцієнтом множинної кореляції із графіка (фіг.2) випливає, що функціональні залежності на ділянках зростання і спаду можуть бути лінійно-кусково апроксимовані Таким чином, можна виділити бракувальний (частина висхідної і нисхідної гілок), допусковий (верхні частини висхідної і нисхідної гілок) та приймальний (горизонтальна площадка, рівні якості зварного з'єднання. Якщо має яскраво виражений мінімальний характер, то є лінійно зростаючою величиною. її поведінка прямо характеризує процеси, що відбуваються в зоні зварювання, із зростанням густини енергії випромінювання в точці нагріву зростає концентрація тепла в зазорі скрутки, інтенсифікуються процеси плавлення і наростає маса розплаву в зазорі скрутки. Це відповідає ростові При збільшенні енергії випромінювання зростає і частка матеріалу, що виноситься із розплаву в газову фазу подальший ріст енергії випромінювання порушує рівновагу і маса розплаву різко зменшується через виноси у вигляді виплесків та насичення газової фази. Результуюче значення поперечного перерізу розплавленої зони зменшується і, відповідно, зменшується величина Оскільки, як показано вище, однозначно залежить від густини енергії випромінювання, то термо-ЕРС стає функціонально зв'язаною з двома основними технологічними параметрами процесу зварювання - напругою зарядки накопичувана (що еквівалентна енергії випромінювання) і фокусною віддаллю (що еквівалентна площі опромінення). Для конкретного випадку зварювання термопар із вольфрамренієвих термоелектродів ВР 5 і ВР 20 ця залежність приймає вид: Отже, співставляючи одержані при зварюванні значення із розрахованими, можна оцінювати варіацію технологічних параметрів режиму зварювання. Оскільки замір відбувається в процесі зварювання, то часові затрати на контроль прямо включаються в цикл зварювання виробу. Крім того, вимірюється для кожного зварного з'єднання, чим досягається 100% неруйнівний контроль всієї партії виробів. Отже, високі техніко-економічні показники контролю, суміщеного в один цикл із зваркою, дають можливість досягти неперервного контролю за відтворюваністю процесу від зварки до зварки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of quality of joints in process of laser micro-welding of thermo-couples
Автори англійськоюBiloborodchenko Volodymyr Ivanovych, Bachmaha Lev Vasyliovych, Saliak Myroslava Teodorivna
Назва патенту російськоюСпособ контроля качества соединений в процессе лазерной микросварки термопар
Автори російськоюБилобородченко Владимир Иванович, Бачмага Лев Васильевич, Саляк Мирослава Теодоровна
МПК / Мітки
МПК: G01K 7/02, B23K 26/00
Мітки: лазерного, процесі, контролю, термопар, мікрозварювання, спосіб, якості, з'єднань
Код посилання
<a href="https://ua.patents.su/2-15112-sposib-kontrolyu-yakosti-zehdnan-v-procesi-lazernogo-mikrozvaryuvannya-termopar.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю якості з’єднань в процесі лазерного мікрозварювання термопар</a>
Спосіб ультразвукового контролю якості збирання з’єднань з натягом
Номер патенту: 8441
Опубліковано: 30.09.1996
Автор: Карпаш Олег Михайлович
МПК: G01N 29/00
Мітки: якості, збирання, ультразвукового, спосіб, з'єднань, контролю, натягом
Формула / Реферат:
1. Способ ультразвукового контроля качества сборки соединений с натягом, заключающийся в том, что излучают и принимают ультразвуковые колебания в одном сечении соединения, измеряют параметры провзаимодействовавших с соединением колебаний и с их помощью определяют величину контактного давления в этом сечении, по которому судят о качестве, отличающийся тем, что, с целью повышения информативности контроля за счет определения остаточного...
Спосіб контролю якості неелектропровідних покрить на металах
Номер патенту: 15076
Опубліковано: 30.06.1997
Автори: Ліпсон Галина Олександрівна, Воскресенська Ірина Борисівна, Ведь Марина Вітальївна, Сахненко Микола Дмитрович
МПК: G01B 17/00
Мітки: неелектропровідних, покрить, якості, спосіб, металах, контролю
Формула / Реферат:
Способ контроля качества неэлектропроводящих покрытий на металлах путем измерения емкости образцов, погруженных в электролит и обработанных ультразвуковыми колебаниями, отличающийся тем, что воздействие ультразвуковых колебаний на поверхность образца осуществляют при интенсивности колебаний на торце излучателя (5 - 10)Вт/см2 с расположением торца излучателя перпендикулярно поверхности покрытия на расстоянии (3 - 7)мм от него в течение (3 -...
Електроємкісний спосіб контролю якості просочення обмоток електромашин
Номер патенту: 12410
Опубліковано: 28.02.1997
Автор: Шкілько Григорій Яковлевич
МПК: G01R 31/06
Мітки: просочення, контролю, електромашин, електроємкісний, якості, обмоток, спосіб
Формула / Реферат:
Электроемкое гной способ контроля качества пропитки обмоток электромашин, при котором сосредотачивают в объекте контроля электрическую емкость с электродами в виде проводников обмотки и магнитопровода статора, разделенных диэлектриком, и измеряют значение диэлектрической проницаемости, по которой оценивают степень насыщенности пористостей в системе изоляции обмотки пропиточным составом, отличающийся тем, что проводят выборочный...
Спосіб контролю якості тампонажу при спорудженні протяжних профільтраційних завіс
Номер патенту: 13269
Опубліковано: 28.02.1997
Автори: Биков Микола Леонідович, Пшєнічний Алєксандр Андрєєвіч, Полозов Юрій Аркадійович, Спічак Юрій Миколайович, Горєв Євгєній Стєпановіч, Кіпко Ернест Якович
МПК: E21D 11/38
Мітки: профільтраційних, тампонажу, спорудженні, протяжних, контролю, спосіб, якості, завіс
Формула / Реферат:
(57)Способ контроля качества тампонажа при сооружении протяженных противо-фильтрационных завес, ограниченных на флангах водоупорными породами, включающий бурение скважин, проведение в них гидродинамических исследований в процессе ведения тампонажних работ, отличающийся тем, что определяют величину остаточного водопритока для чего бурят дополнительную контрольную скважину, последовательно измеряют напор в контрольной и тампонажной скважинах...
Пристрій контролю якості виробів
Номер патенту: 5874
Опубліковано: 29.12.1994
Автори: Суслов Микола Миколайович, Лук'янов Євген Федорович, Божко Олександр Євгенович, Федоров Геннадій Миколайович, Лебединська Вікторія Іллівна
МПК: G01N 29/04
Мітки: якості, контролю, пристрій, виробів
Формула / Реферат:
Устройство контроля качества изделий, содержащее преобразователь и соединенный с ним усилитель, последовательно соединенные генератор, первый счетчик и первый блок регистров, последовательно соединенные компаратор, формирователь нормированных импульсов и второй счетчик, и блок схем И, выход формирователя нормированных импульсов соединен со стробирующим входом первого блока регистров, отличающееся тем, что, с целью повышения достоверности...
Попередній патент: Автоматичний регулятор непрямої дії
Наступний патент: Спосіб вимірювання нелінійних особливостей вольт-амперної характеристики електронних приладів
Випадковий патент: Кінцевий кран гальмівної магістралі