Спосіб виготовлення порожнистої осі колісної пари рухомого складу
Номер патенту: 16304
Опубліковано: 15.08.2006
Автори: Донченко Анатолій Володимирович, Вакуленко Ігор Олексійович, Лашко Анатолій Дмитрович, Кукуй Давид Петрович, Костенко Анатолій Олександрович, Піменов Анатолій Романович, Перков Олег Миколайович, Рейдемейстер Геннадій Валеріанович, Анофрієв Василь Григорійович, Ілюкович Олександр Будимирович
Формула / Реферат
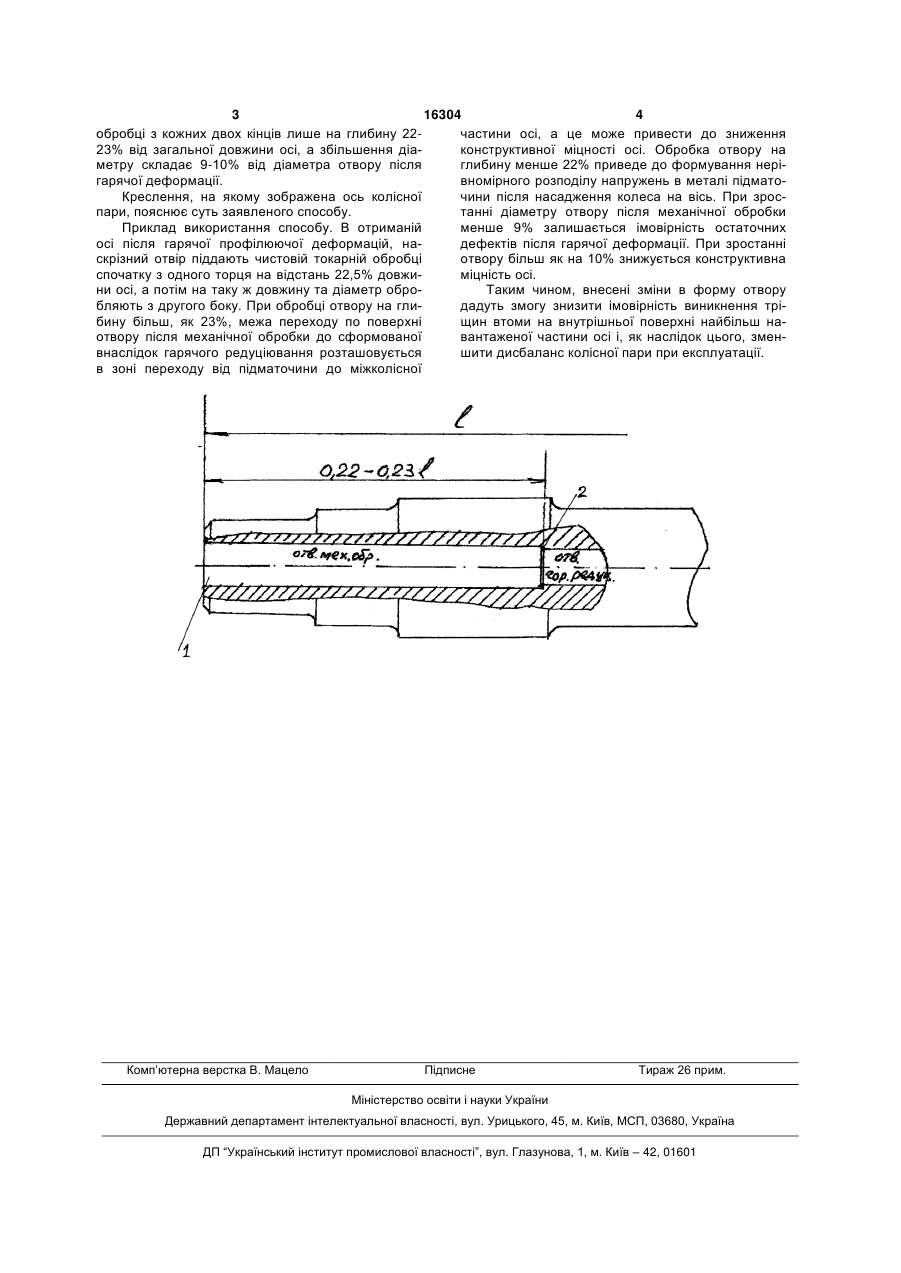
Спосіб виготовлення порожнистої осі колісної пари рухомого складу, при якому виконують гарячу профілюючу деформацію заготовки та чистову токарну обробку наскрізного отвору, який відрізняється тим, що отвір піддають чистовій токарній обробці з обох торців лише на відстань 22-23 % від загальної довжини осі, а збільшення діаметра складає 9-10 % від діаметра отвору після гарячої деформації.
Текст
Спосіб виготовлення порожнистої осі колісної пари рухомого складу, при якому виконують гарячу профілюючу деформацію заготовки та чистову токарну обробку наскрізного отвору, який відрізняється тим, що отвір піддають чистовій токарній обробці з обох торців лише на відстань 22-23 % від загальної довжини осі, а збільшення діаметра складає 9-10 % від діаметра отвору після гарячої деформації. (19) (21) u200508917 (22) 20.09.2005 (24) 15.08.2006 (46) 15.08.2006, Бюл. № 8, 2006 р. (72) Пименов Анатолій Романович, Вакуленко Ігор Олексійович, Перков Олег Миколайович, Рейдемейстер Геннадій Валеріанович, Анофрієв Василь Григорійович, Ілюкович Олександр Будимирович, Донченко Анатолій Володимирович, Лашко Анатолій Дмитрович, Костенко Анатолій Олександрович, Кукуй Давид Петрович 3 16304 4 обробці з кожних двох кінців лише на глибину 22частини осі, а це може привести до зниження 23% від загальної довжини осі, а збільшення діаконструктивної міцності осі. Обробка отвору на метру складає 9-10% від діаметра отвору після глибину менше 22% приведе до формування нерігарячої деформації. вномірного розподілу напружень в металі підматоКреслення, на якому зображена ось колісної чини після насадження колеса на вісь. При зроспари, пояснює суть заявленого способу. танні діаметру отвору після механічної обробки Приклад використання способу. В отриманій менше 9% залишається імовірність остаточних осі після гарячої профілюючої деформацій, надефектів після гарячої деформації. При зростанні скрізний отвір піддають чистовій токарній обробці отвору більш як на 10% знижується конструктивна спочатку з одного торця на відстань 22,5% довжиміцність осі. ни осі, а потім на таку ж довжину та діаметр оброТаким чином, внесені зміни в форму отвору бляють з другого боку. При обробці отвору на глидадуть змогу знизити імовірність виникнення трібину більш, як 23%, межа переходу по поверхні щин втоми на внутрішньої поверхні найбільш наотвору після механічної обробки до сформованої вантаженої частини осі і, як наслідок цього, зменвнаслідок гарячого редуціювання розташовується шити дисбаланс колісної пари при експлуатації. в зоні переходу від підматочини до міжколісної Комп’ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of hollow axle of the pair of wheels of rolling stock
Автори англійськоюVakulenko Igor Oleksiiovych, Perkov Oleh Mykolaiovych, Reidemeister Hennadii Valerianovych, Anofriiev Vasyl Hryhoriiovych, Donchenko Anatolii Volodymyrovych, Lashko Anatolii Dmytrovych, Kostenko Anatolii Oleksandrovych
Назва патенту російськоюСпособ изготовления полой оси колесной пары подвижного состава
Автори російськоюВакуленко Игорь Алексеевич, Перков Олег Николаевич, Рейдемейстер Геннадий Валерьянович, Анофриев Василий Григорьевич, Донченко Анатолий Владимирович, Лашко Анатолий Дмитриевич, Костенко Анатолий Александрович
МПК / Мітки
МПК: B61F 15/00
Мітки: колісної, порожнистої, осі, рухомого, спосіб, виготовлення, складу, пари
Код посилання
<a href="https://ua.patents.su/2-16304-sposib-vigotovlennya-porozhnisto-osi-kolisno-pari-rukhomogo-skladu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистої осі колісної пари рухомого складу</a>
Пристрій для контролю проходження колісної пари залізничного рухомого складу
Номер патенту: 38081
Опубліковано: 15.05.2001
Автори: Гаврилюк Володимир Ілліч, Гончаров Костянтин Вікторович, Байдуж Анатолій Миколайович
МПК: B61L 1/00
Мітки: контролю, складу, пари, колісної, пристрій, проходження, залізничного, рухомого
Текст:
...4 за рахунок ослаблення його індуктивного зв'язку з рейкою. Це призводить до зменшення частоти f3. При цьому значення різниць N1-N3 та N2-N3 одночасно виходять за межі заданого інтервалу. Мікроконтролер виробляє сигнал логічної одиниці Z, що сигналізує про порушення в роботі пристрою. Тому як генератори 5, 6 та 7 складаються з однакових елементів, то характер зміни їх частот під впливом температурних коливань буде однаковим. Тому...
Пристрій для контролю проходження колісної пари залізничного рухомого складу
Номер патенту: 36827
Опубліковано: 16.04.2001
Автори: Гончаров Костянтин Вікторович, Гаврилюк Володимир Ілліч
МПК: B61L 1/00
Мітки: складу, контролю, залізничного, колісної, пари, проходження, рухомого, пристрій
Текст:
...фіксації пониження амплітуди 8 та підвищення частоти 10 виробляють сигнали логічної одиниці, а елемент збігу 12 - сигнал С одиничного рівня, що сигналізує про прохід колеса. При відході чутливого елемента 2 від рейки 1 збільшується реактивна та зменшується активна складова електричного опору чутливого елемента за рахунок ослаблення його індуктивного зв'язку з рейкою. Це призводить до зменшення частоти та збільшення амплітуди змитої...
Буксова підвіcка колісної пари локомотива
Номер патенту: 32976
Опубліковано: 15.05.2002
Автори: Дерюгін Олег Валентинович, Мішин Володимир Васильович
Мітки: буксова, колісної, пари, підвіcка, локомотива
Формула / Реферат:
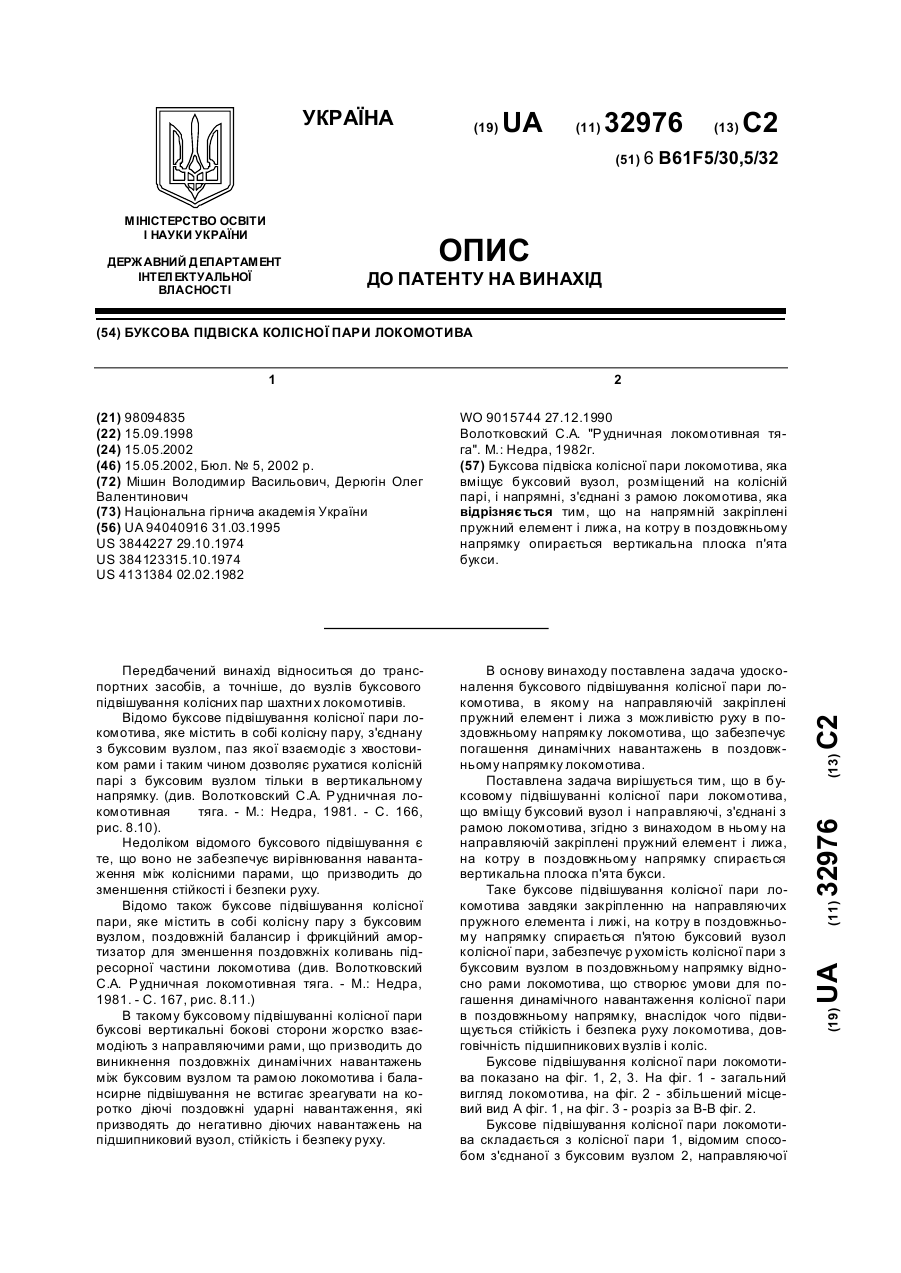
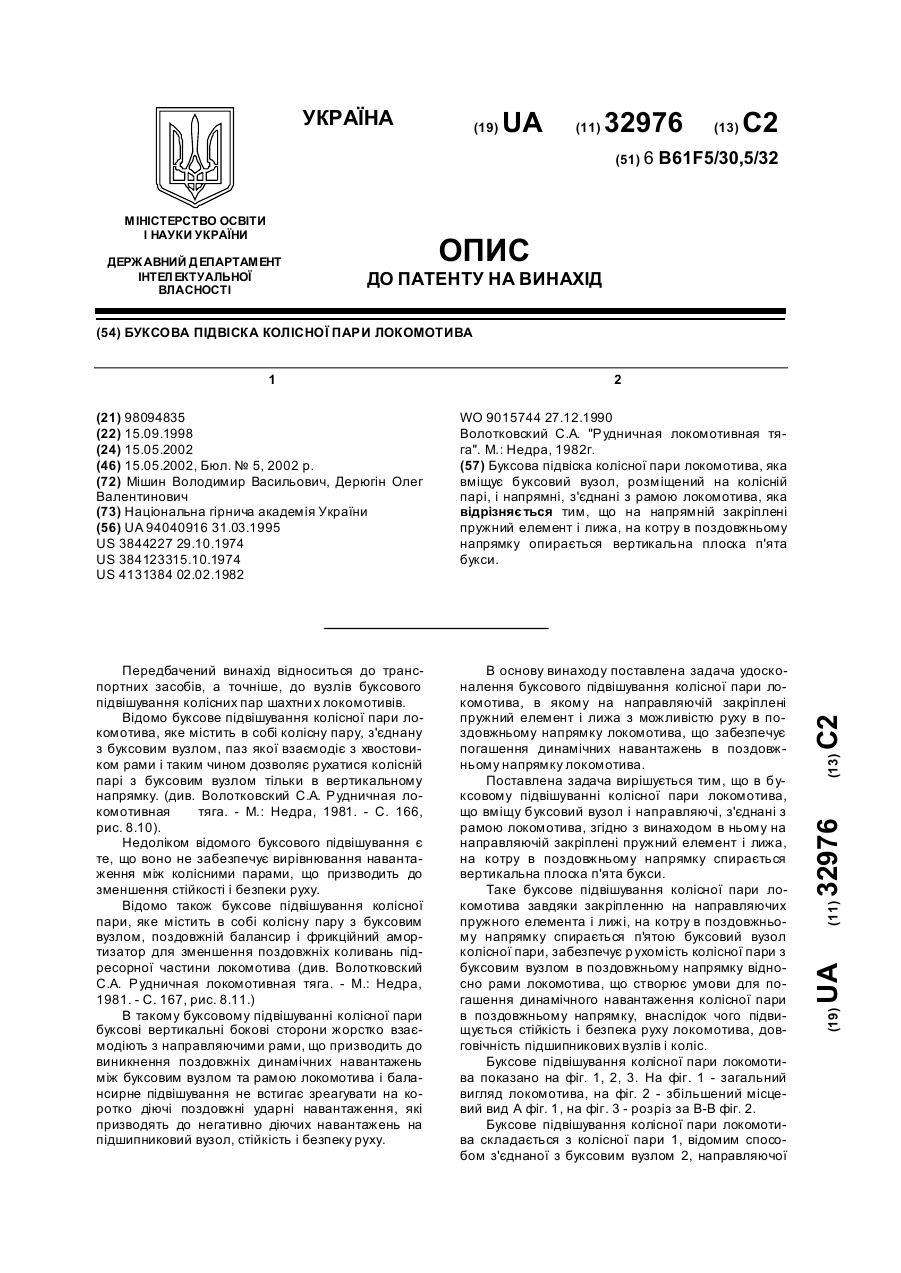
Буксова підвіска колісної пари локомотива, яка вміщує буксовий вузол, розміщений на колісній парі, і напрямні, з'єднані з рамою локомотива, яка відрізняється тим, що на напрямній закріплені пружний елемент і лижа, на котру в поздовжньому напрямку опирається вертикальна плоска п'ята букси.
Буксове підвішування колісної пари локомотива
Номер патенту: 32976
Опубліковано: 15.02.2001
Автори: Мішин Володимир Васильович, Дерюгін Олег Валентинович
Мітки: підвішування, пари, буксове, локомотива, колісної
Формула / Реферат:
Буксова підвіска колісної пари локомотива, яка вміщує буксовий вузол, розміщений на колісній парі, і напрямні, з'єднані з рамою локомотива, яка відрізняється тим, що на напрямній закріплені пружний елемент і лижа, на котру в поздовжньому напрямку опирається вертикальна плоска п'ята букси.
Спосіб визначення кута перекосу осі колісної пари транспортного засобу відносно поздовжньої осі рейкової колії
Номер патенту: 5144
Опубліковано: 15.02.2005
Автори: Бурка Михайло Леонтійович, Полупан Юлія Вікторівна, Нестеренко Володимир Іванович, Романенко Олеся Володимирівна, Петров Олександр Степанович
МПК: G01M 17/08, G01B 11/02
Мітки: колісної, засобу, спосіб, визначення, відносної, рейкової, перекосу, осі, колії, поздовжньої, пари, кута, транспортного
Формула / Реферат:
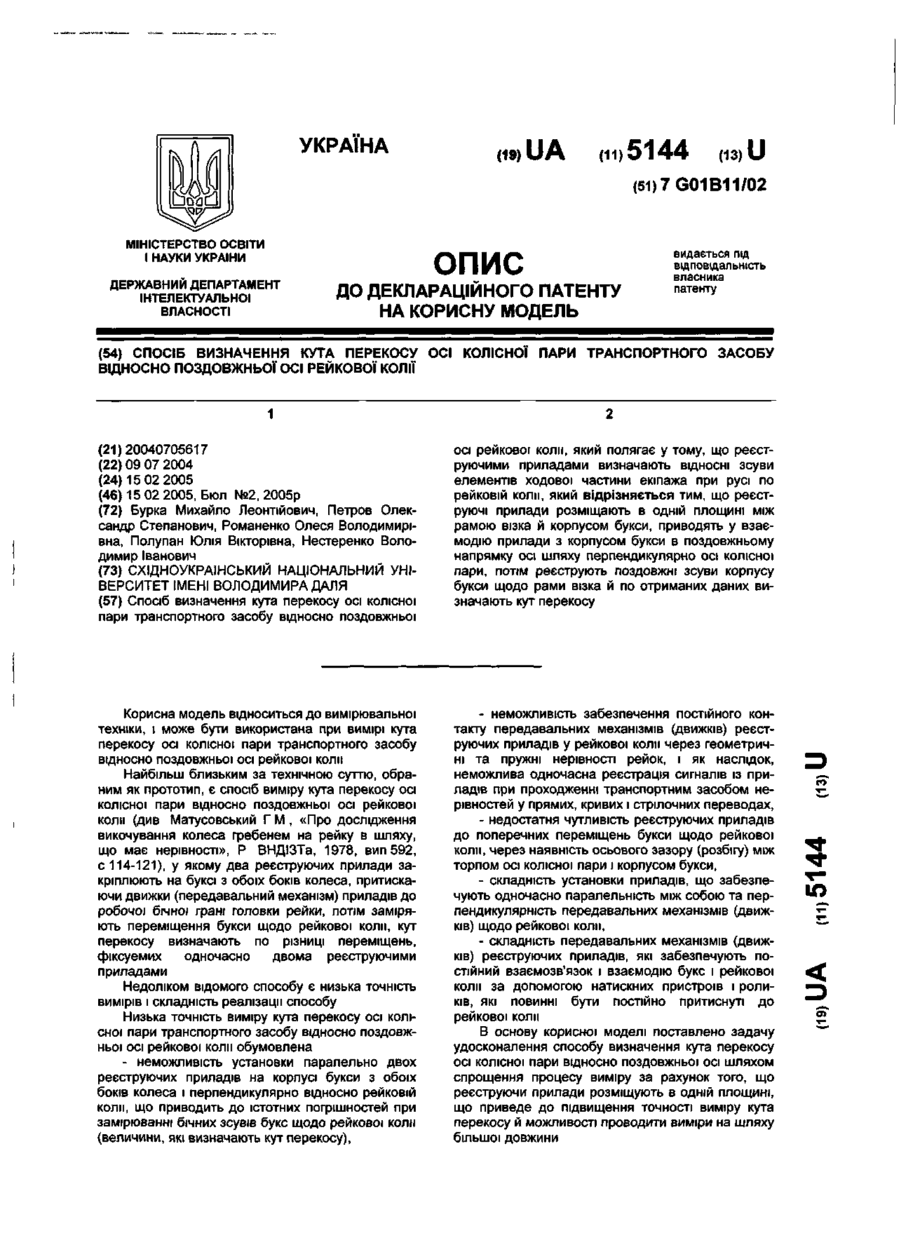
Спосіб визначення кута перекосу осі колісної пари транспортного засобу відносно поздовжньої осі рейкової колії, який полягає у тому, що реєструючими приладами визначають відносні зсуви елементів ходової частини екіпажа при русі по рейковій колії, який відрізняється тим, що реєструючі прилади розміщають в одній площині між рамою візка й корпусом букси, приводять у взаємодію прилади з корпусом букси в поздовжньому напрямку осі шляху...
Попередній патент: Гальмова колодка залізничного рухомого складу
Наступний патент: Спосіб знезаражування води
Випадковий патент: Пристрій розвороту колісних пар