Прес безперервної дії

Формула / Реферат
1. Пресс непрерывного действия для изготовления и/или покрытия фанерования одно- или многослойного полотна из сырья и/или предварительно изготовленного материала, содержащего целлюлозу или лигноцеллюлозу, древесные стружки, древесное волокно, обрезки бумаги, бумажные волокна, смешанных, по меньшей мере, с одним связующим, включающий нижнюю плиту и подвижную верхнюю плиту, находящуюся под давлением, а также верхнюю и нижнюю бесконечные ленты, перемещаемые с одинаковой скоростью последовательно расположенные зоны прессования и калибрования полотна, а также приспособление для создания и поддержания пленки смазочного материала, передающее давление на верхнюю и нижнюю бесконечные ленты, отличающийся тем, что, по меньшей мере, зона прессования, находящаяся во входной части пресса, снабжена трубопроводом с насосом, создающим гидродинамический напор, а калибровочная зона также снабжена трубопроводом, подводящим смазочный материал под статическим давлением.
2. Пресс по п.1, отличающийся тем, что трубопровод, создающий гидродинамический напор смазочного материала, выполнен в виде замкнутого контура.
3. Пресс по пп.1 и 2, отличающийся тем, что трубопровод калибровочной зоны выполнен от трубопровода зоны прессования.
4. Пресс по пп.1 - 3, отличающийся тем, что между зоной прессования, находящейся во входной части пресса, и калибровочной зоной расположена дополнительная средняя зона прессования с трубопроводом, подводящим смазочный материал под гидродинамическим напором, при этом гидродинамический напор в трубопроводе средней зоны прессования меньше гидродинамического напора в трубопроводе входной зоны прессования.
5. Пресс по пп.1, 2 и 4, отличающийся тем, что насос для создания гидродинамического давления смазочного материала в трубопроводах выполнен регулируемым.
Текст
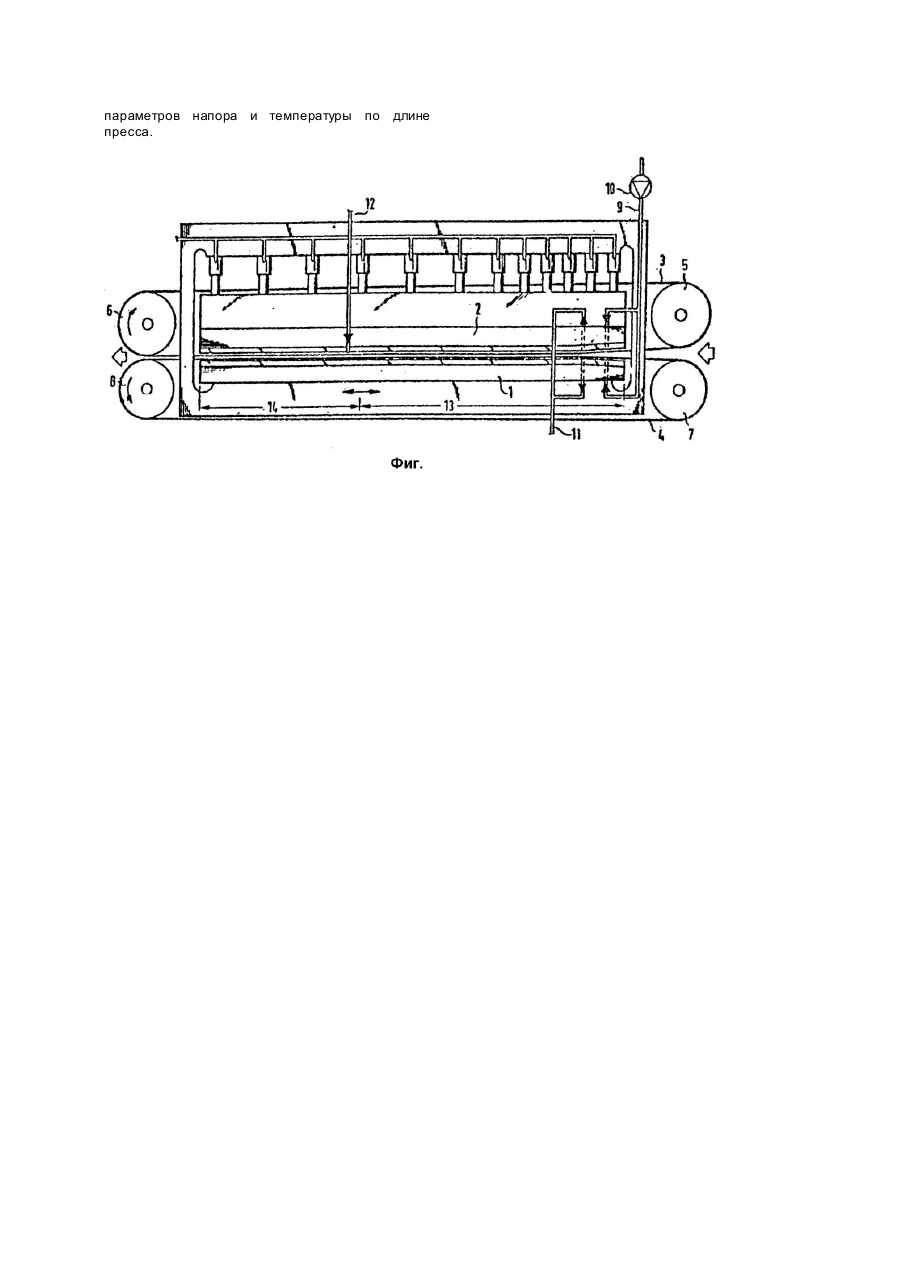
Изобретение относится к прессам непрерывного действия и может быть применено при изготовлении и отделке плит из измельченной древесины. Для того чтобы еще более повысить обусловленную системой верхнюю границу производительности такого рода прессов, задачей изобретения является ускорение работы пресса при сохранении высокой степени точности готовых изделий, т.е. при выдерживании практически пренебрежимо малых допусков, в частности, также для таких изделий, в которых нетканому материалу в качестве связующего материала добавлены неорганические связующие материала (например гипс, цемент, летучая зола, пуццоланы). В предложенном прессе за счет калибровочной зоны на выходной стороне пресса, находящейся лишь под статическим напором смазочного материала, достигается снижение допусков на изготовление, т.е. существенное улучшение конечного изделия. Во многих случая х могут, например, достигаться допуски 6/100мм. Эффект является следствием того, что в калибровочной зоне номинальная толщина может очень точно задаваться, не сказывается изменения напора, при гидродинамическом режиме работы, наконец соответствующему материалу представляется возможность достаточно долго "дышать" в калибровочной зоне, т.е. расширять до номинальной толщины в таких зонах, которые после выхода из гидродинамической зоны прессования имеют углубления в виде впадин. Вследствие этого также возможно повысить скорость прохождения пресса. Особым преимуществом является также то, что различные зоны прессования, нагружаемые гидродинамически, могут управляться также в отношении температурного режима в соответствии с условиями, оптимальными для соответствующего изделия. Так, возможно либо вводить тепловой импульс в прессуемое изделие на входной стороне пресса, либо предусматривать тепловые импульсы различной интенсивности в гидродинамической и гидростатической зонах. В частности может использоваться побочная энергия, получаемая на этапах предварительной обработки, например тепловая энергия, которая возникает при изготовлении ледяных кристаллов, смешиваемых в случае применения гипса в качестве связующего материала с частицами нетканого материала. За счет подготовки очень точной калибровочной зоны, на которую не влияют колебания напора смазочного материала, в предшествующи х зонах прессования, в которых работают с гидродинамическим напором, может производиться соответствующее этому изделию прессование, независимо от того, стремится ли в этой зоне прессования получить номинальный или наименьший размер, в примыкающей калибровочной зоне вновь получают желаемую конечную точность соответствующей плиты. Предпочтительным является то, что за счет возможности варьирования размеров гидродинамически и гидростатически нагружаемых зон и возможности различным образом нагружать эти зоны в отношении температурного режима, обеспечивается высокая степень приспособляемости к прессуемым материалам. На чертеже (фиг.) изображен пресс непрерывного действия, общий вид. Пресс непрерывного действия включает в себя стационарный стол прессования 1 и вертикально перемещаемую плиту прессования 2, а также бесконечные стальные ленты 3, 4, направляемые через отклоняющие ролики 5, 6 и 7, 8 и перемещаемые с одинаковой скоростью вдоль обращенных друг к другу поверхностей стола прессования 1 и плиты прессования. Для обеспечения возможности скольжения стальных лент 3, 4 вдоль стола прессования и вдоль плиты прессования через эти плиты подводят смазочное масло, так что образуется пленка скольжения по всей поверхности. Отвод смазочного масла осуществляется через отверстия в столе прессования 1, в плите прессования 2, а также на краях поверхностей прессования. Пресс имеет трубопровод 9 для подвода смазочного масла во входную зону пресса под действием насоса 10, а также трубопровод 11 для обратного направления смазочного масла, подводящий трубопровод 12 к калибровочной зоне, зону 13 прессования, калибровочную зону 14. Пресс работает следующим образом. Смазочное масло подводится к входной стороне пресса, трубопровод 9 под действием насоса 10. производящего гидродинамический напор, необходимый в зоне прессования 13. Вывод смазочного материала из зоны прессования 13 осуществляется через трубопровод 11, причем смазочное масло преимущественно направляется в циркуляционный контур. В соответствии с этим принципом гидродинамического напора может смазываться маслом вся зона прессования 13. К зоне прессования 13 примыкает калибровочная зона 14, причем (обозначено двойной стрелкой) размеры зоны прессования 13 и калибровочной зоны 14 могут выполняться изменяемыми для того, чтобы учитывать соответствующие свойства изготавливаемого изделия. В калибровочной зоне 14 смазочный материал имеет место в основном лишь статический напор, и необходимое для этой калибровочной зоны смазочное масло может полностью или частично поступать из зон прессования 13 и переводиться в калибровочную зону 14. Однако также является возможным подводить к калибровочной зоне 14 через подводящий трубопровод 12 дополнительное, не находящееся под гидродинамическим напором смазочное масло. Создание зон прессования, находящихся под гидродинамическим (иногда под сниженным гидродинамическим) напором и на входной стороне пресса находящихся под гидростатическим напором, обеспечивает возможность также дифференцированной тепловой нагрузки этих зон за счет подвода различным образом нагретого или при известных обстоятельствах охлажденного, смазочного масла. Таким образом, можно наилучшим образом обеспечивать соответствие изготавливаемым изделиям за счет регулировки соответствующи х параметров напора и температуры по длине пресса.
ДивитисяДодаткова інформація
Назва патенту англійськоюPress of continuous action
Назва патенту російськоюПресс непрерывного действия
МПК / Мітки
МПК: B27N 3/08
Мітки: прес, безперервної, дії
Код посилання
<a href="https://ua.patents.su/2-18248-pres-bezperervno-di.html" target="_blank" rel="follow" title="База патентів України">Прес безперервної дії</a>
Прес безперервної дії
Номер патенту: 2020
Опубліковано: 20.12.1994
Автор: Мішин Володимир Васильович
МПК: B30B 11/00
Мітки: прес, дії, безперервної
Формула / Реферат:
Пресс непрерывного действия, содержащий камеру для подачи прессуемого материала, в которой размещен шнековый механизм создания давления, примыкающий к ней корпус с каналом, имеющим участок переменного сечения и формующую полость, отличающийся тем, что шнековый механизм для создания давления выполнен в виде, по меньшей мере, двух шнеков, установленных в плоскости, параллельной оси прессования, а корпус выполнен в виде основания коробчатого...
Прес непреривної дії

Номер патенту: 7839
Опубліковано: 26.12.1995
Автор: Альберт де Метс
Мітки: дії, непреривної, прес
Формула / Реферат:
1. Пресс непрерывного действия для изготовления и/или облицовки одно- или многослойных плит, включающий узел прессования с верхней и нижней бесконечными лентами, обратные стороны которых контактируют через слой смазки с обкладкой скольжения, размещенной на контропоре параллельно ей, узел подпрессовки и привод, отличающийся тем, что, с целью повышения надежности в работе и упрощения конструкции, обкладки скольжения выполнены по всей длине...
Шнековий прес для віджимання рідини
Номер патенту: 5032
Опубліковано: 28.12.1994
Автори: Лисіков Андрій Володимирович, Заєць Юрій Олександрович, Микал Юрій Вікторович
МПК: B30B 9/16
Мітки: шнековий, віджимання, рідини, прес
Формула / Реферат:
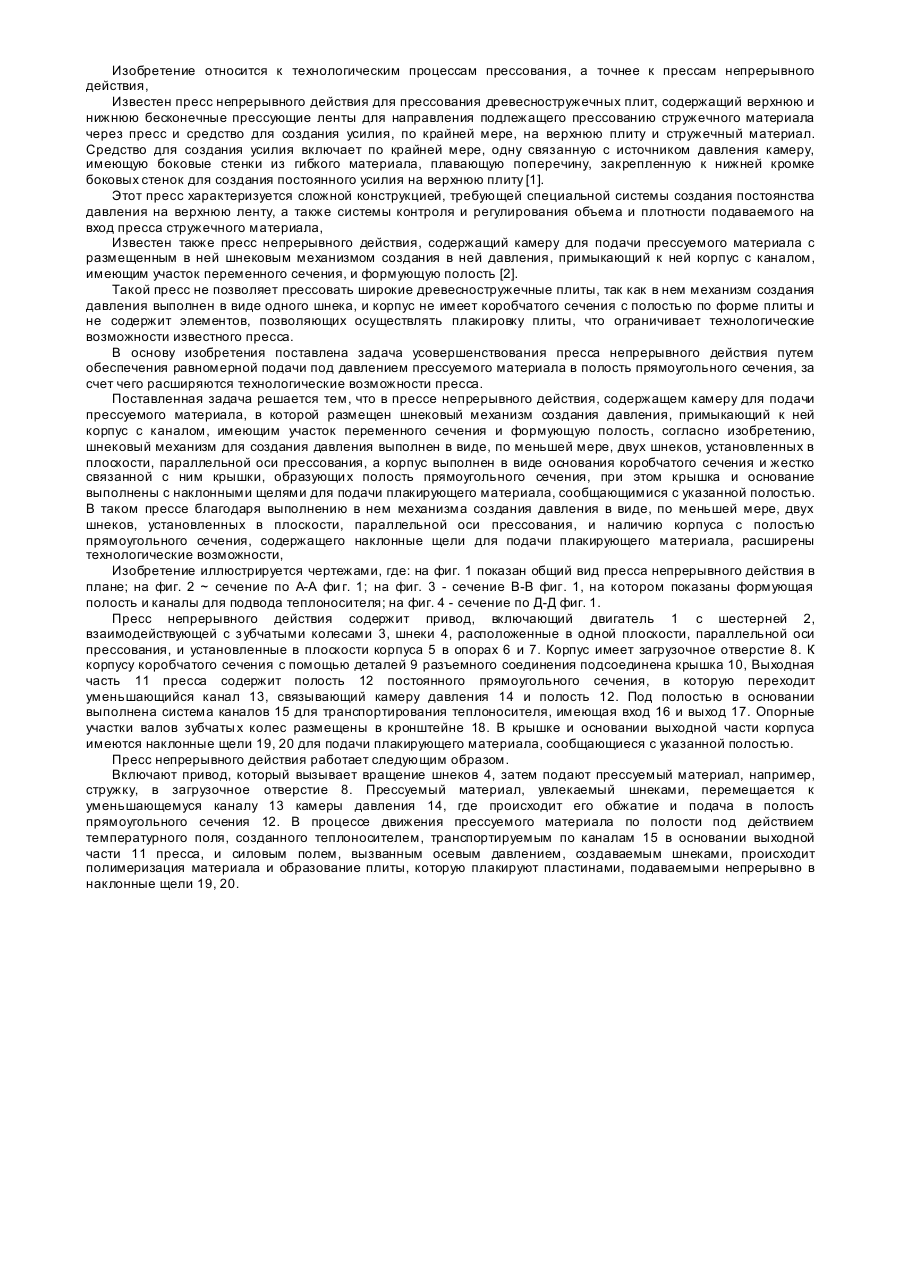
Шнековый пресс для отжима жидкости преимущественно из сахаросодержащих материалов, содержащий последовательно смонтированные в полом перфорированном корпусе конические шнеки предварительного и окончательного прессования в виде общего полого вала и размещенных на нем шнековых секций, а также загрузочный бункер и сборник жидкости, отличающийся тем, что, с целью увеличения выхода жидкой фазы, он снабжен узлом промежуточной обработки...
Прес пакетировочний на пересувній платформі
Номер патенту: 4578
Опубліковано: 28.12.1994
Автори: Шайдров Юрій Олександрович, Романова Ларіса Олексієвна, Волошин Олексій Іванович, Бобильов Олександр Леонідович, Потураєв Валентин Микитович
МПК: B30B 9/32
Мітки: пересувний, пакетировочний, прес, платформи
Формула / Реферат:
(57) Пресс пакетировочный на передвижной платформе, содержащий смонтированную на последней рабочую камеру прессования с приводной поворотной крышкой и приводными ползунами предварительной и оконча тельной ступеней прессования, отличающийся тем, что он снабжен дополнительными ползунами с соосными им приводными цилиндрами, ползуны выполнены с клиновыми рабочими поверхностями, обращенными к оси камеры прессования, при этом ползуны...
Прес

Номер патенту: 4736
Опубліковано: 28.12.1994
Автор: Боєвець Микола Олексійович
МПК: B30B 11/02
Мітки: прес
Формула / Реферат:
Пресс, содержащий многопозиционный барабан с пресс-формами и фиксирующими элементами по каждой рабочей позиции, механизм его периодического вращения, ползун с инструментом и направляющими колонками, взаимодействующими с фиксирующими элементами барабана, механизм возвратно-поступательного перемещения ползуна, толкатель и приводной вал, отличающийся тем, что барабан установлен на приводном валу соосно с ним, пресс-формы размещены радиально по...
Попередній патент: Амортизатор
Наступний патент: Спосіб управління плазмовим осадженням тонких плівок у вакуумі
Випадковий патент: Виріб, який видає потік