Спосіб нерознімного з’єднання металічних конструкційних елементів зварюванням плавленням
Номер патенту: 21033
Опубліковано: 07.10.1997
Автори: Головня Вадим Вадимович, Маштаков Микола Михайлович, Колодяжний Анатолій Вікторович, Кльонишев Вадим Володимирович
Формула / Реферат
Способ неразъемного соединения металлических конструкционных элементов, включающих сварку плавлением, при котором в зазор между соединяемыми поверхностями конструкционных элементов помещают тонкую прокладку, а сварку проводят с образованием торцевого шва или шва внахлестку, отличающийся тем, что в качестве материала прокладки используют припой для данной пары металлических конструкционных элементов, а сварку плавлением проводят одновременно с пайкой, при этом нагрев припоя осуществляют за счет тепла, поступающего из зоны сварки.
Текст
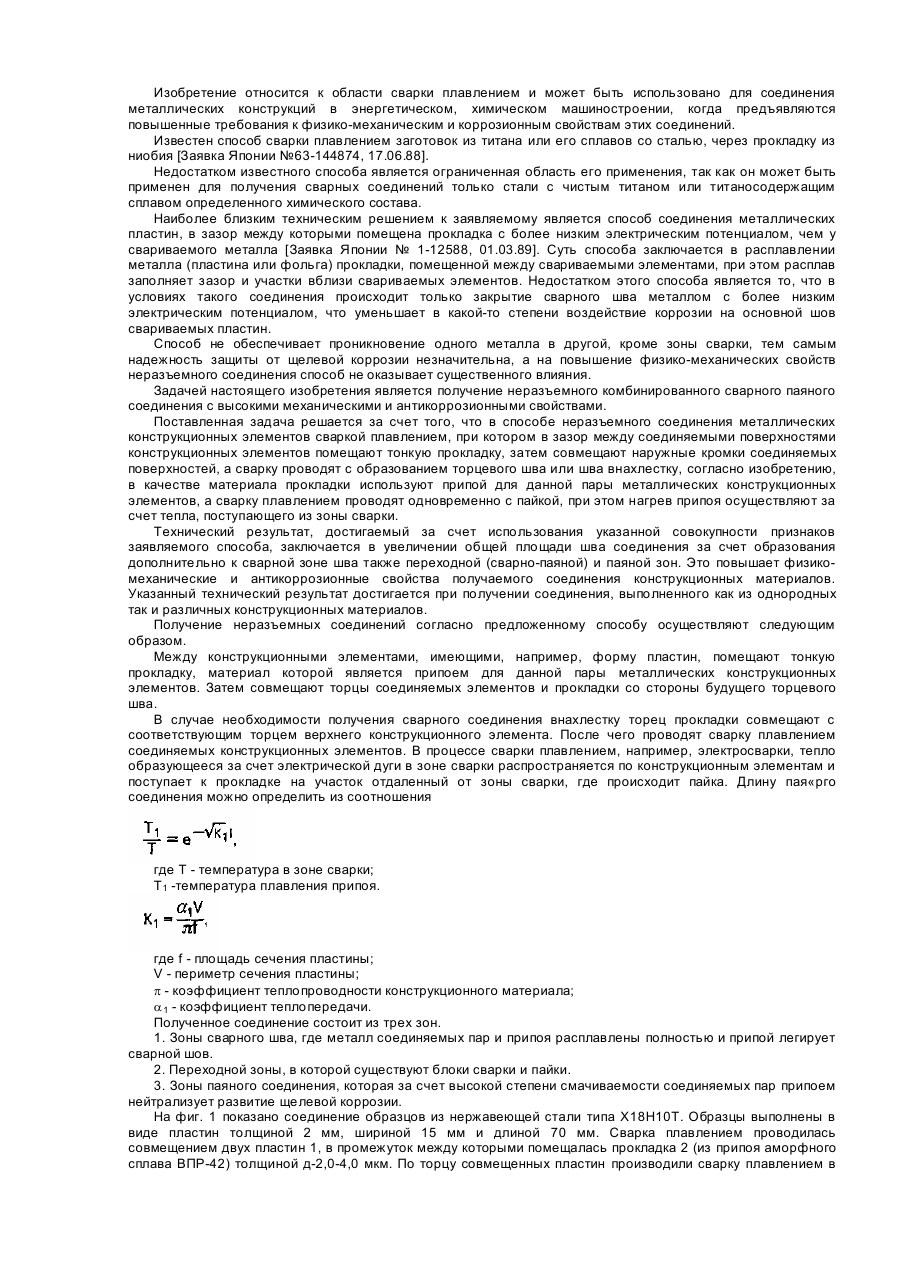
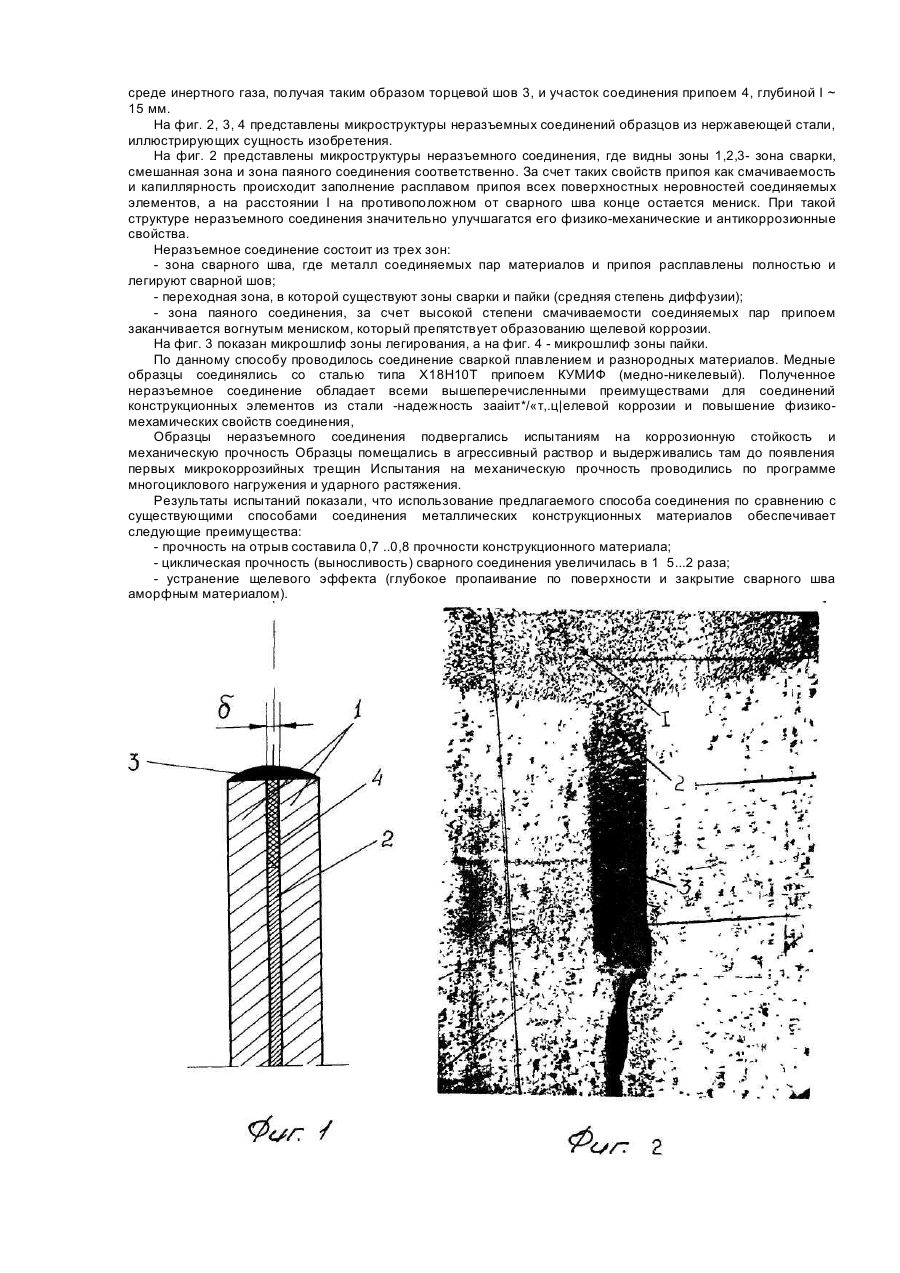
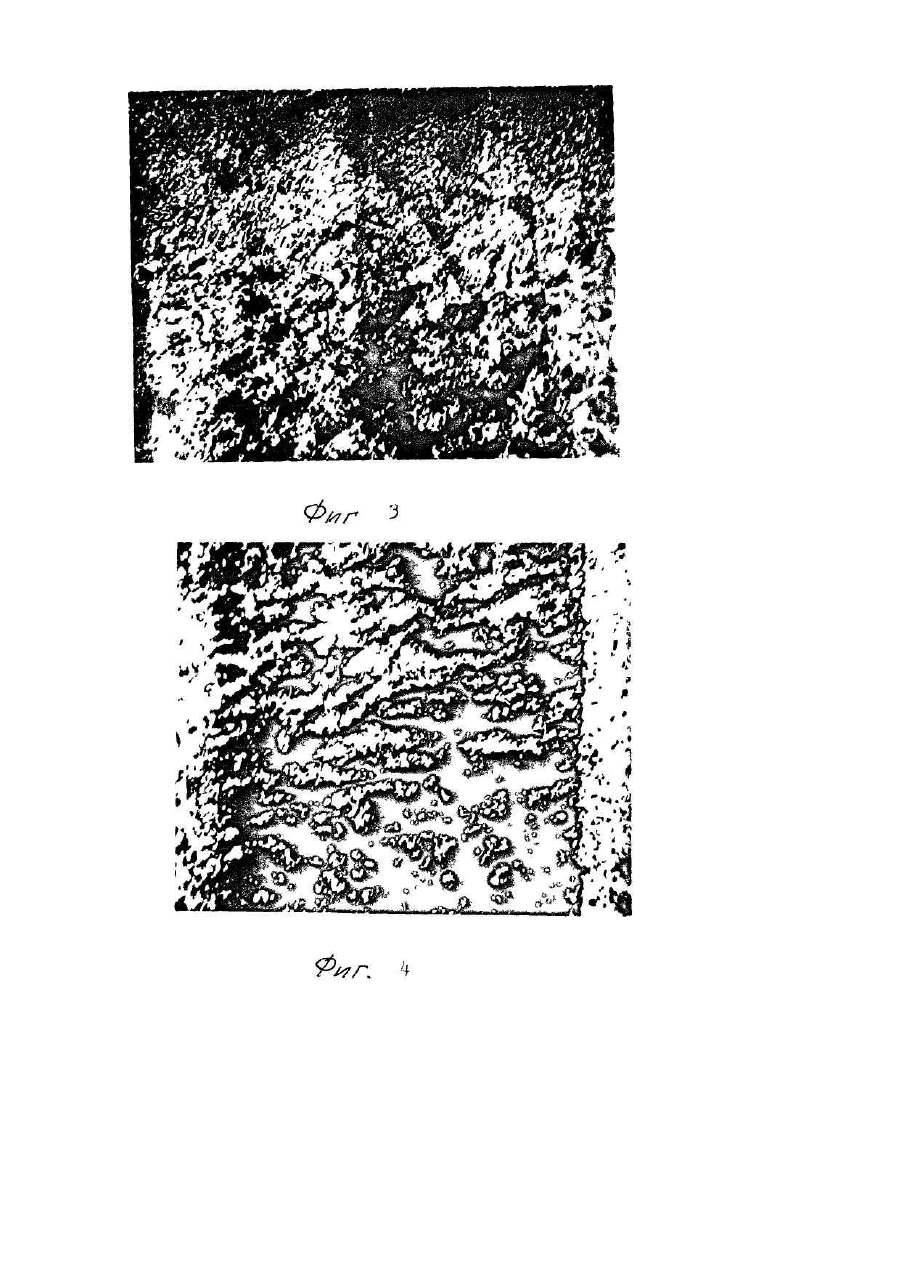
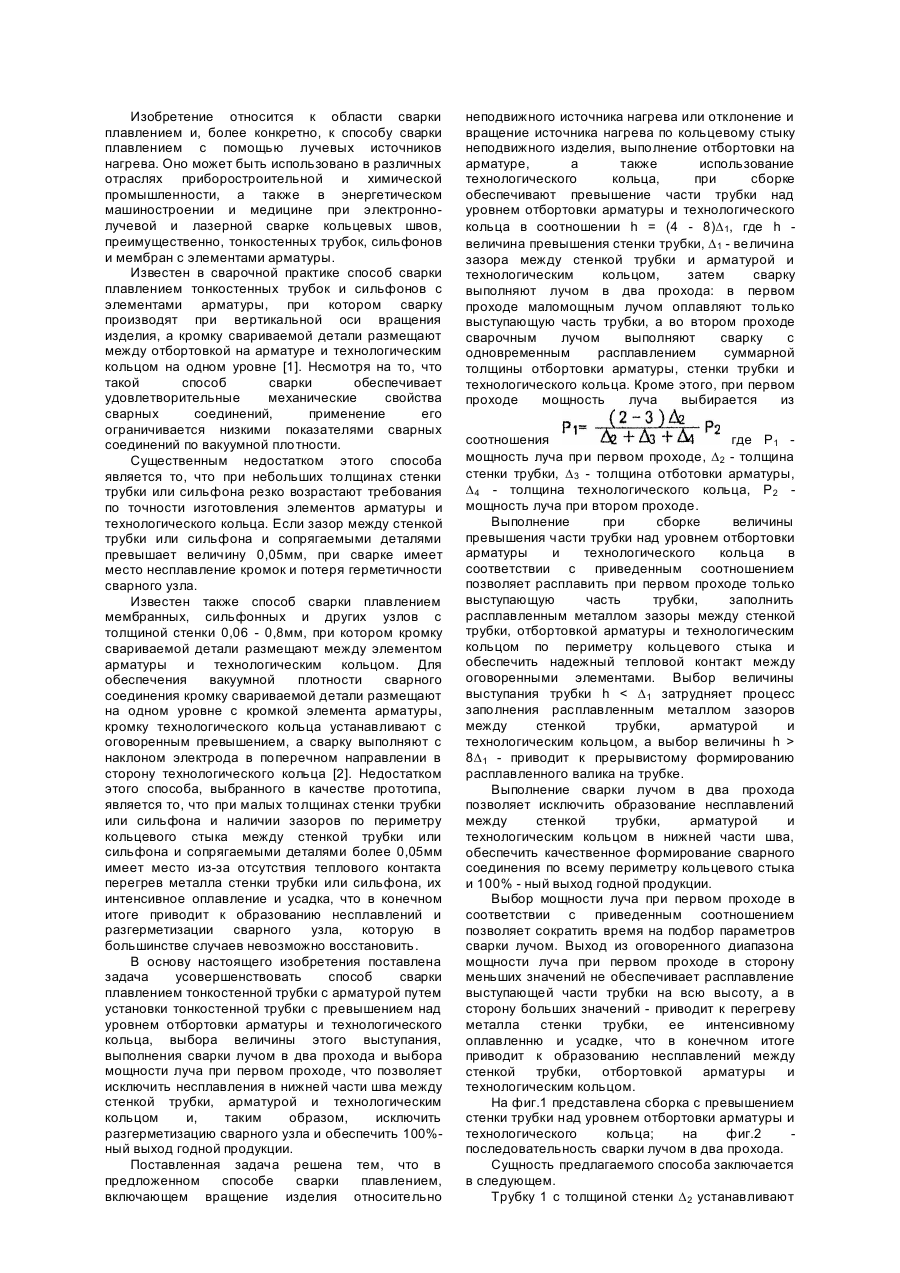
Изобретение относится к области сварки плавлением и может быть использовано для соединения металлических конструкций в энергетическом, химическом машиностроении, когда предъявляются повышенные требования к физико-механическим и коррозионным свойствам этих соединений. Известен способ сварки плавлением заготовок из титана или его сплавов со сталью, через прокладку из ниобия [Заявка Японии №63-144874, 17.06.88]. Недостатком известного способа является ограниченная область его применения, так как он может быть применен для получения сварных соединений только стали с чистым титаном или титаносодержащим сплавом определенного химического состава. Наиболее близким техническим решением к заявляемому является способ соединения металлических пластин, в зазор между которыми помещена прокладка с более низким электрическим потенциалом, чем у свариваемого металла [Заявка Японии № 1-12588, 01.03.89]. Суть способа заключается в расплавлении металла (пластина или фольга) прокладки, помещенной между свариваемыми элементами, при этом расплав заполняет зазор и участки вблизи свариваемых элементов. Недостатком этого способа является то, что в условиях такого соединения происходит только закрытие сварного шва металлом с более низким электрическим потенциалом, что уменьшает в какой-то степени воздействие коррозии на основной шов свариваемых пластин. Способ не обеспечивает проникновение одного металла в другой, кроме зоны сварки, тем самым надежность защиты от щелевой коррозии незначительна, а на повышение физико-механических свойств неразъемного соединения способ не оказывает существенного влияния. Задачей настоящего изобретения является получение неразъемного комбинированного сварного паяного соединения с высокими механическими и антикоррозионными свойствами. Поставленная задача решается за счет того, что в способе неразъемного соединения металлических конструкционных элементов сваркой плавлением, при котором в зазор между соединяемыми поверхностями конструкционных элементов помещают тонкую прокладку, затем совмещают наружные кромки соединяемых поверхностей, а сварку проводят с образованием торцевого шва или шва внахлестку, согласно изобретению, в качестве материала прокладки используют припой для данной пары металлических конструкционных элементов, а сварку плавлением проводят одновременно с пайкой, при этом нагрев припоя осуществляют за счет тепла, поступающего из зоны сварки. Технический результат, достигаемый за счет использования указанной совокупности признаков заявляемого способа, заключается в увеличении общей площади шва соединения за счет образования дополнительно к сварной зоне шва также переходной (сварно-паяной) и паяной зон. Это повышает физикомеханические и антикоррозионные свойства получаемого соединения конструкционных материалов. Указанный технический результат достигается при получении соединения, выполненного как из однородных так и различных конструкционных материалов. Получение неразъемных соединений согласно предложенному способу осуществляют следующим образом. Между конструкционными элементами, имеющими, например, форму пластин, помещают тонкую прокладку, материал которой является припоем для данной пары металлических конструкционных элементов. Затем совмещают торцы соединяемых элементов и прокладки со стороны будущего торцевого шва. В случае необходимости получения сварного соединения внахлестку торец прокладки совмещают с соответствующим торцем верхнего конструкционного элемента. После чего проводят сварку плавлением соединяемых конструкционных элементов. В процессе сварки плавлением, например, электросварки, тепло образующееся за счет электрической дуги в зоне сварки распространяется по конструкционным элементам и поступает к прокладке на участок отдаленный от зоны сварки, где происходит пайка. Длину пая«рго соединения можно определить из соотношения где Т - температура в зоне сварки; Т1 -температура плавления припоя. где f - площадь сечения пластины; V - периметр сечения пластины; p - коэффициент теплопроводности конструкционного материала; a 1 - коэффициент теплопередачи. Полученное соединение состоит из трех зон. 1. Зоны сварного шва, где металл соединяемых пар и припоя расплавлены полностью и припой легирует сварной шов. 2. Переходной зоны, в которой существуют блоки сварки и пайки. 3. Зоны паяного соединения, которая за счет высокой степени смачиваемости соединяемых пар припоем нейтрализует развитие щелевой коррозии. На фиг. 1 показано соединение образцов из нержавеющей стали типа Х18Н10Т. Образцы выполнены в виде пластин толщиной 2 мм, шириной 15 мм и длиной 70 мм. Сварка плавлением проводилась совмещением двух пластин 1, в промежуток между которыми помещалась прокладка 2 (из припоя аморфного сплава ВПР-42) толщиной д-2,0-4,0 мкм. По торцу совмещенных пластин производили сварку плавлением в среде инертного газа, получая таким образом торцевой шов 3, и участок соединения припоем 4, глубиной I ~ 15 мм. На фиг. 2, 3, 4 представлены микроструктуры неразъемных соединений образцов из нержавеющей стали, иллюстрирующих сущность изобретения. На фиг. 2 представлены микроструктуры неразъемного соединения, где видны зоны 1,2,3- зона сварки, смешанная зона и зона паяного соединения соответственно. За счет таких свойств припоя как смачиваемость и капиллярность происходит заполнение расплавом припоя всех поверхностных неровностей соединяемых элементов, а на расстоянии I на противоположном от сварного шва конце остается мениск. При такой структуре неразъемного соединения значительно улучшагатся его физико-механические и антикоррозионные свойства. Неразъемное соединение состоит из трех зон: - зона сварного шва, где металл соединяемых пар материалов и припоя расплавлены полностью и легируют сварной шов; - переходнaя зона, в которой существуют зоны сварки и пайки (средняя степень диффузии); - зона паяного соединения, за счет высокой степени смачиваемости соединяемых пар припоем заканчивается вогнутым мениском, который препятствует образованию щелевой коррозии. На фиг. 3 показан микрошлиф зоны легирования, а на фиг. 4 - микрошлиф зоны пайки. По данному способу проводилось соединение сваркой плавлением и разнородных материалов. Медные образцы соединялись со сталью типа Х18Н10Т припоем КУМИФ (медно-никелевый). Полученное неразъемное соединение обладает всеми вышеперечисленными преимуществами для соединений конструкционных элементов из стали -надежность зааіит*/«т,.ц|елевой коррозии и повышение физикомехамических свойств соединения, Образцы неразъемного соединения подвергались испытаниям на коррозионную стойкость и механическую прочность Образцы помещались в агрессивный раствор и выдерживались там до появления первых микрокоррозийных трещин Испытания на механическую прочность проводились по программе многоциклового нагружения и ударного растяжения. Результаты испытаний показали, что использование предлагаемого способа соединения по сравнению с существующими способами соединения металлических конструкционных материалов обеспечивает следующие преимущества: - прочность на отрыв составила 0,7 ..0,8 прочности конструкционного материала; - циклическая прочность (выносливость) сварного соединения увеличилась в 1 5...2 раза; - устранение щелевого эффекта (глубокое пропаивание по поверхности и закрытие сварного шва аморфным материалом).
ДивитисяДодаткова інформація
Автори англійськоюKlionyshev Vadym Volodymyrovych, Kolodiazhnyi Anatolii Viktorovych, Holovnia Vadym Vadymovych, Mashtakov Mykola Mykhailovych
Автори російськоюКленышев Вадим Владимирович, Колодяжный Анатолий Викторович, Головня Вадим Вадимович, Маштаков Николай Михайлович
МПК / Мітки
МПК: B23K 9/23
Мітки: нерознімного, плавленням, елементів, спосіб, зварюванням, з'єднання, конструкційних, металічних
Код посилання
<a href="https://ua.patents.su/3-21033-sposib-neroznimnogo-zehdnannya-metalichnikh-konstrukcijjnikh-elementiv-zvaryuvannyam-plavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб нерознімного з’єднання металічних конструкційних елементів зварюванням плавленням</a>
Спосіб зварювання плавленням тонкостінної трубки з елементами арматури
Номер патенту: 15255
Опубліковано: 30.06.1997
Автори: Кравчук Леонід Аркадійович, Небесний Станіслав Васильович
МПК: B23K 26/00, B23K 15/00
Мітки: арматури, тонкостінної, спосіб, зварювання, елементами, плавленням, трубки
Формула / Реферат:
Способ сварки плавлением тонкостенной трубки с элементами арматуры, включающий вращение изделия относительно неподвижного источника нагрева или отклонение и вращение источника нагрева по кольцевому стыку неподвижного изделия, выполнение отбортовки на арматуре, а также использование технологического кольца, отличающийся тем, что тонкостенную трубку устанавливают с превышением над уровнем отбортовки арматуры и технологического кольца, величину...
Засіб з’єднання зварюванням тонколистових заготівок із металевих композиційних матеріалів
Номер патенту: 9457
Опубліковано: 30.09.1996
Автори: Сергацький Георгій Іванович, Чаюн Андрій Григорович, Кривов Георгій Олексійович, Титов Вячеслав Андрійович
МПК: B23K 31/02
Мітки: заготівок, матеріалів, металевих, тонколистових, композиційних, засіб, зварюванням, з'єднання
Формула / Реферат:
Способ соединения сваркой тонколистовых заготовок из металлических композиционных материалов, при котором перед сваркой на свариваемые поверхности каждой кромки наносят по меньшей мере один плакирующий слой, а стыковку под сварку заготовок производят по плакирующему слою, отличающийся тем, что, с цельюснижения материалоем-кости и повышения прочности соединения, после нанесения плакирующего слоя изгибают по меньшей мере одну из кромок в...
Вузол з’єднання стержньових елементів
Номер патенту: 72
Опубліковано: 30.04.1993
Автор: Кагановський Леонід Овсійович
Мітки: елементів, вузол, стержньових, з'єднання
Формула / Реферат:
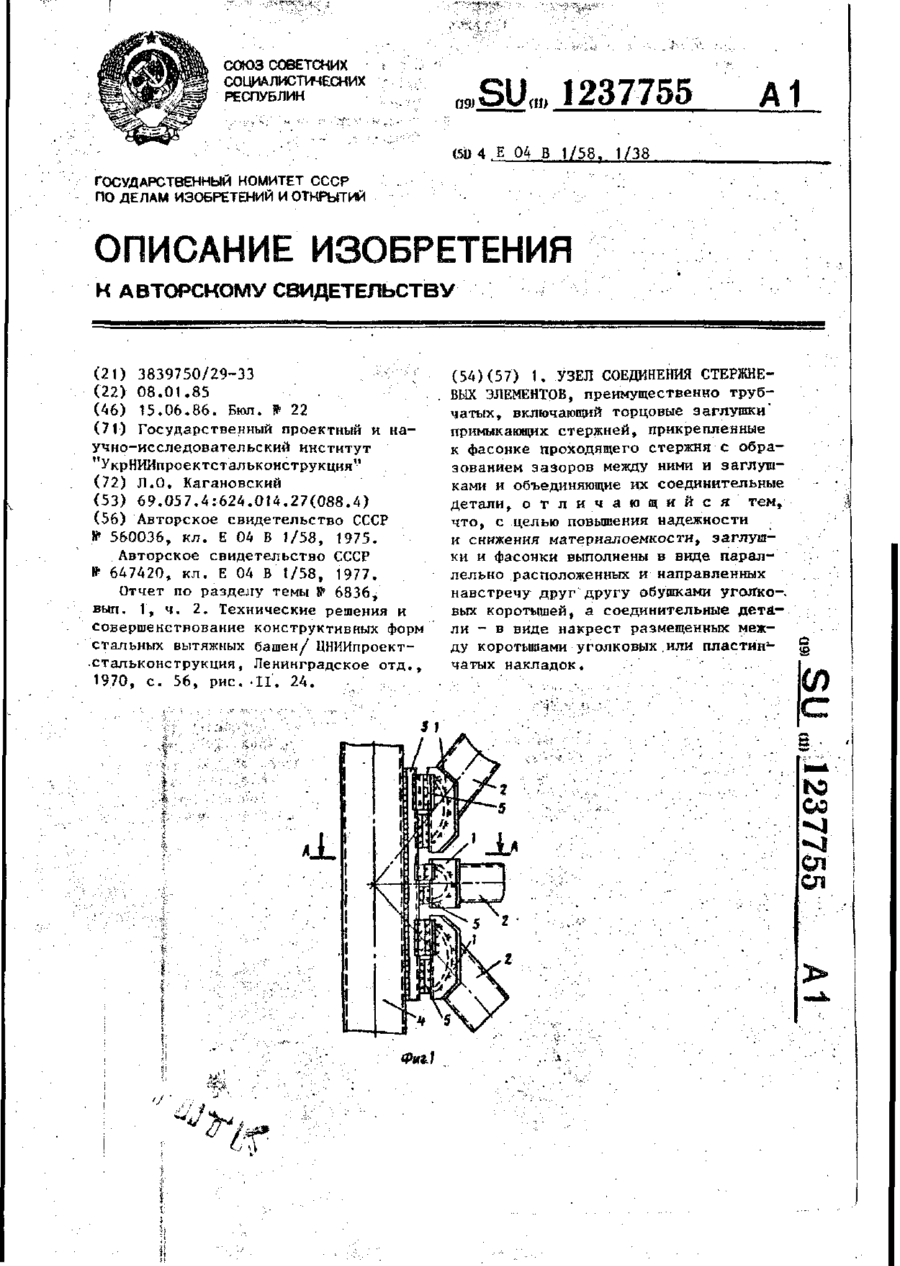
(57) 1. УЗЕЛ СОЕДИНЕНИЯ СТЕРЖНЕВЫХ ЭЛЕМЕНТОВ, преимущественно трубчатых, включающий торцовые заглушки примыкающих стержней, прикрепленные к фасонке проходящего стержня с образованием зазоров между ними и заглушками и объединяющие их соединительные детали, отличающийся тем, что, с целью повышения надежности и снижения материалоемкости, заглушки и фасонки выполнены в виде параллельно расположенных и направленных навстречу друг другу обушками...
Спосіб нерознімного з’єднування монокристалів оксидів
Номер патенту: 5752
Опубліковано: 29.12.1994
Автори: Бурачас Станіслав Феліксович, Ткаченко Сергій Анатолійович, Рижиков Володимир Діомидович, Литвинов Леонід Аркадійович, Кривоносов Євген Володимирович, Каневський Віктор Семенович, Бороденко Юрій Афанасійович
МПК: C30B 33/06, C30B 29/22
Мітки: з'єднування, нерознімного, спосіб, оксидів, монокристалів
Формула / Реферат:
(57) 1. Способ неразъемного соединения монокристаллов оксидов, включающий приведение их в контакт при наличии промежуточной прослойки между ними, нагрев, выдержку и охлаждение, отличающийся тем, что в качестве прослойки используют прокладку из монокристаллов лейкосапфира, контакт осуществляют с усилием 0,35-0,45 кг/см2, нагрев ведут до температуры на 5-10°С ниже температуры плавления германата висмута со скоростью 350-400°С/час, выдержку...
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 727
Опубліковано: 15.12.1993
Автори: Горишняков Олексій Іванович, Гамен Борис Опанасович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: зварювання, пристрій, плавленням, процесом, стикового, управління, контактного
Формула / Реферат:
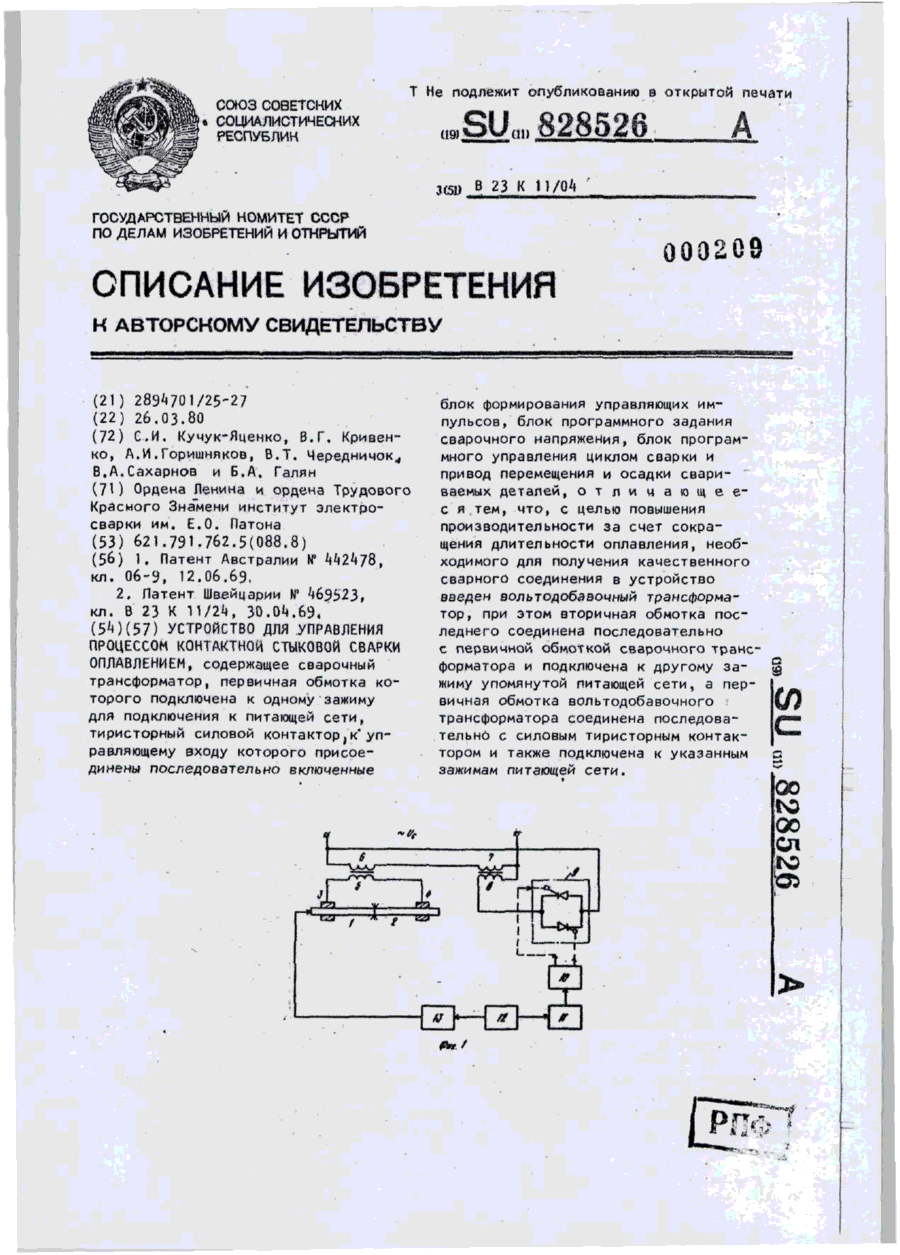
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, первичная обмотка которого подключена к одному зажиму для подключения к питающей сети, тиристорный силовой контактор к управляющему входу которого присоединены последовательно включенные блок формирования управляющих импульсов, блок программного задания сварочного напряжения, блок программного управления циклом сварки и привод...
Попередній патент: Шлюз – регулятор
Наступний патент: Кормова добавка
Випадковий патент: Спосіб лікування артеріальної гіпертензії, ускладненої метаболічним синдромом