Різальний інструмент для обробки отворів
Номер патенту: 19628
Опубліковано: 25.12.1997
Автори: Чайковська Валерія Едуардівна, Крепак Сергій Олександрович, Крепак Олександр Сергійович
Формула / Реферат
Режущий инструмент для обработки отверстий, содержащий рабочую часть, образованную режущими и калибрующими зубьями с лезвиями и режущими кромками, отличающийся тем, что зубья расположены подуглом к оси инструмента и выполнены в форме замкнутой кривой второго порядка с числом лезвий в два раза превышающим число режущих кромок.
Текст
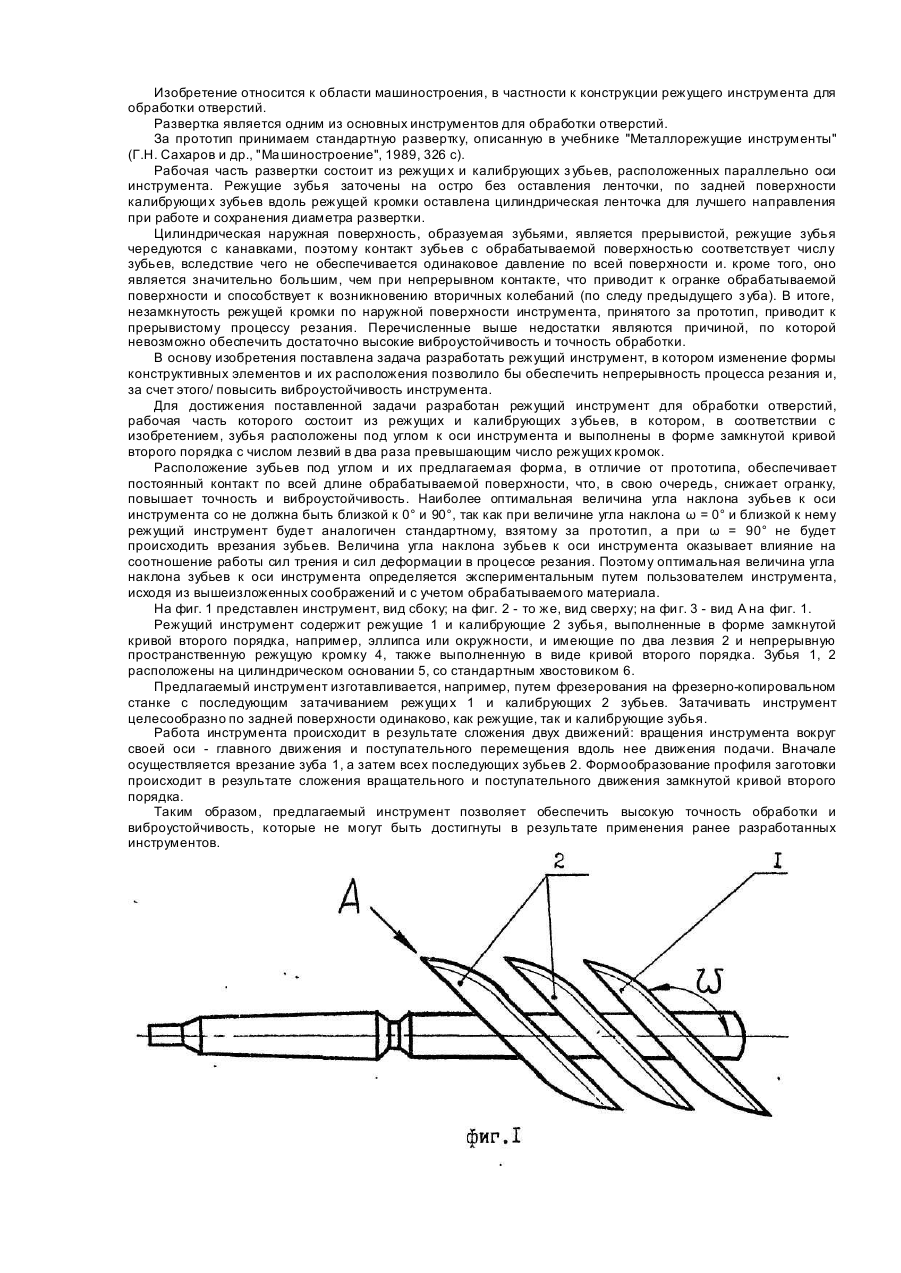
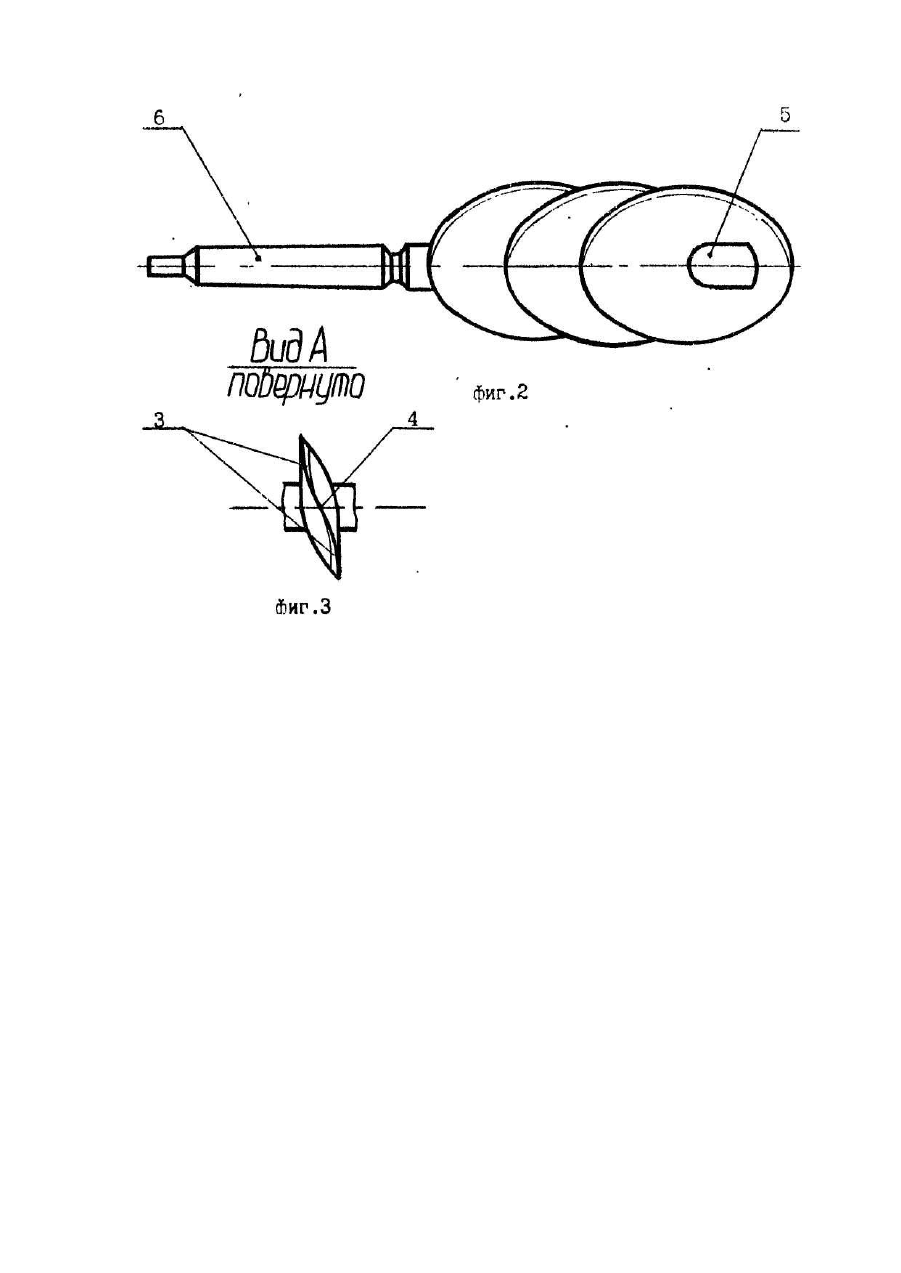
Изобретение относится к области машиностроения, в частности к конструкции режущего инструмента для обработки отверстий. Развертка является одним из основных инструментов для обработки отверстий. За прототип принимаем стандартную развертку, описанную в учебнике "Металлорежущие инструменты" (Г.Н. Сахаров и др., "Ма шиностроение", 1989, 326 с). Рабочая часть развертки состоит из режущи х и калибрующих з убьев, расположенных параллельно оси инструмента. Режущие зубья заточены на остро без оставления ленточки, по задней поверхности калибрующи х зубьев вдоль режущей кромки оставлена цилиндрическая ленточка для лучшего направления при работе и сохранения диаметра развертки. Цилиндрическая наружная поверхность, образуемая зубьями, является прерывистой, режущие зубья чередуются с канавками, поэтому контакт зубьев с обрабатываемой поверхностью соответствует числу зубьев, вследствие чего не обеспечивается одинаковое давление по всей поверхности и. кроме того, оно является значительно большим, чем при непрерывном контакте, что приводит к огранке обрабатываемой поверхности и способствует к возникновению вторичных колебаний (по следу предыдущего з уба). В итоге, незамкнутость режущей кромки по наружной поверхности инструмента, принятого за прототип, приводит к прерывистому процессу резания. Перечисленные выше недостатки являются причиной, по которой невозможно обеспечить достаточно высокие виброустойчивость и точность обработки. В основу изобретения поставлена задача разработать режущий инструмент, в котором изменение формы конструктивных элементов и их расположения позволило бы обеспечить непрерывность процесса резания и, за счет этого/ повысить виброустойчивость инструмента. Для достижения поставленной задачи разработан режущий инструмент для обработки отверстий, рабочая часть которого состоит из режущих и калибрующих з убьев, в котором, в соответствии с изобретением, зубья расположены под углом к оси инструмента и выполнены в форме замкнутой кривой второго порядка с числом лезвий в два раза превышающим число режущих кромок. Расположение зубьев под углом и их предлагаемая форма, в отличие от прототипа, обеспечивает постоянный контакт по всей длине обрабатываемой поверхности, что, в свою очередь, снижает огранку, повышает точность и виброустойчивость. Наиболее оптимальная величина угла наклона зубьев к оси инструмента со не должна быть близкой к 0° и 90°, так как при величине угла наклона ω = 0° и близкой к нему режущий инструмент буде т аналогичен стандартному, взятому за прототип, а при ω = 90° не будет происходить врезания зубьев. Величина угла наклона зубьев к оси инструмента оказывает влияние на соотношение работы сил трения и сил деформации в процессе резания. Поэтому оптимальная величина угла наклона зубьев к оси инструмента определяется экспериментальным путем пользователем инструмента, исходя из вышеизложенных соображений и с учетом обрабатываемого материала. На фиг. 1 представлен инструмент, вид сбоку; на фиг. 2 - то же, вид сверху; на фи г. 3 - вид А на фиг. 1. Режущий инструмент содержит режущие 1 и калибрующие 2 зубья, выполненные в форме замкнутой кривой второго порядка, например, эллипса или окружности, и имеющие по два лезвия 2 и непрерывную пространственную режущую кромку 4, также выполненную в виде кривой второго порядка. Зубья 1, 2 расположены на цилиндрическом основании 5, со стандартным хвостовиком 6. Предлагаемый инструмент изготавливается, например, путем фрезерования на фрезерно-копировальном станке с последующим затачиванием режущи х 1 и калибрующих 2 зубьев. Затачивать инструмент целесообразно по задней поверхности одинаково, как режущие, так и калибрующие зубья. Работа инструмента происходит в результате сложения двух движений: вращения инструмента вокруг своей оси - главного движения и поступательного перемещения вдоль нее движения подачи. Вначале осуществляется врезание зуба 1, а затем всех последующих зубьев 2. Формообразование профиля заготовки происходит в результате сложения вращательного и поступательного движения замкнутой кривой второго порядка. Таким образом, предлагаемый инструмент позволяет обеспечить высокую точность обработки и виброустойчивость, которые не могут быть достигнуты в результате применения ранее разработанных инструментов.
ДивитисяДодаткова інформація
Назва патенту англійськоюCutting tool for treatment of holes
Автори англійськоюKrepak Oleksandr Serhiiovych, Chaikovska Valeria Eduardivna, Krepak Serhii Oleksandrovych
Назва патенту російськоюРежущий инструмент для обработки отверстий
Автори російськоюКрепак Александр Сергеевич, Чайковская Валерия Эдуардовна, Крепак Сергей Александрович
МПК / Мітки
МПК: B23F 21/00
Мітки: інструмент, різальний, отворів, обробки
Код посилання
<a href="https://ua.patents.su/2-19628-rizalnijj-instrument-dlya-obrobki-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Різальний інструмент для обробки отворів</a>
Різальний інструмент для обробки плоских поверхонь з додатковим осьовим рухом
Номер патенту: 20018
Опубліковано: 25.12.1997
Автори: Крепак Сергій Олександрович, Клочко Тетяна Олександрівна, Крепак Олександр Сергійович
МПК: B23C 5/02
Мітки: обробки, інструмент, рухом, додатковим, поверхонь, різальний, плоских, осьовим
Формула / Реферат:
1. Режущий инструмент для обработки плоских поверхностей с дополнительным осевым движением, содержащий цилиндрическую поверхность с режущими зубьями, на смежных сторонах которых выполнены основные и дополнительные режущие кромки, расположенные под различными углами к оси инструмента, отличающийся тем, что форма режущих зубьев образована замкнутой кривой 2-го порядка, а сами зубья расположены под различными углами наклона к оси...
Різальний інструмент для обробки волокнистих матеріалів
Номер патенту: 18200
Опубліковано: 01.07.1997
Автори: Захаров Микола Володимирович, Тарасюк Олександр Петрович, Кушніров Павло Василійович, Мельниченко Олександр Анатолійович
Мітки: різальний, матеріалів, інструмент, обробки, волокнистих
Формула / Реферат:
Режущий инструмент для обработки волокнистых материалов, содержащий периферийную цилиндрическую режущую часть, винтовые режущие кромки которой выполнены со знакопеременным направлением, и торцевую часть с режущими кромками, отличающийся тем, что торцевые режущие кромки установлены по хордам в плоскостях, параллельных оси инструмента, с передними углами у одной части кромок положительными, у другой - отрицательными.
Ріжучий інструмент
Номер патенту: 16555
Опубліковано: 29.08.1997
Автори: Топоров Олег Олексійович, Кушніров Павло Васильович, Червяков Володимир Миколайович
МПК: B23C 5/02
Мітки: ріжучий, інструмент
Формула / Реферат:
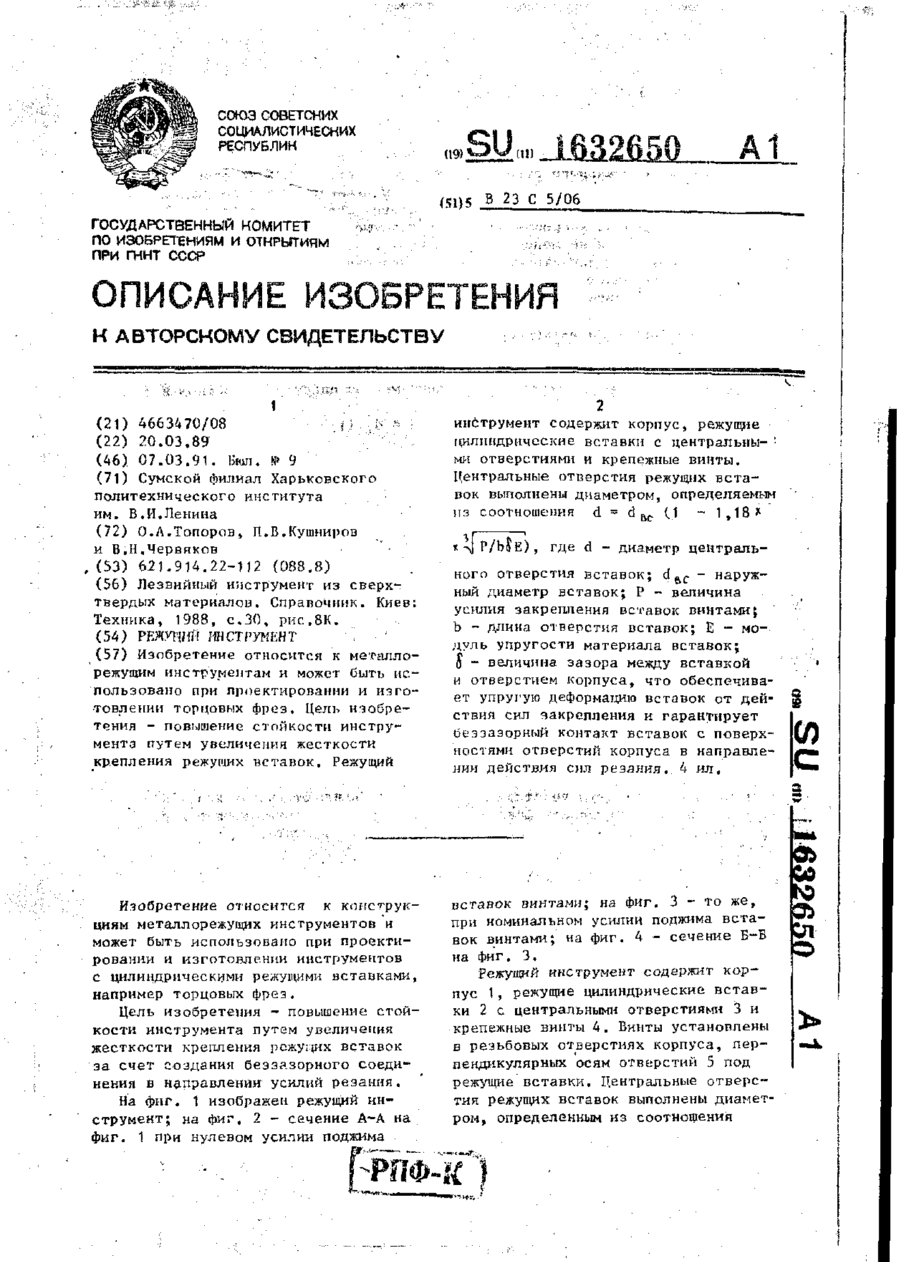
Режущий инструмент, содержащий корпус, в отверстиях которого установлены цилиндрические режущие вставки с центральными отверстиями, закрепляемые с помощью винтов, установленных в резьбовых отверстиях корпуса, перпендикуляр осям отверстий под режущие вставки, отличающийся тем, что, с целью повышения стойкости инструмента путем увеличения жесткости креплений режущих вставок, центральные отверстия во вставках выполнены диаметром, определяемым из...
Інструмент-катод для електрохімічної абразивної обробки отворів
Номер патенту: 12645
Опубліковано: 28.02.1997
Автор: Гурвіч Роберт Олександрович
МПК: B23H 5/00
Мітки: інструмент-катод, електрохімічної, отворів, абразивної, обробки
Формула / Реферат:
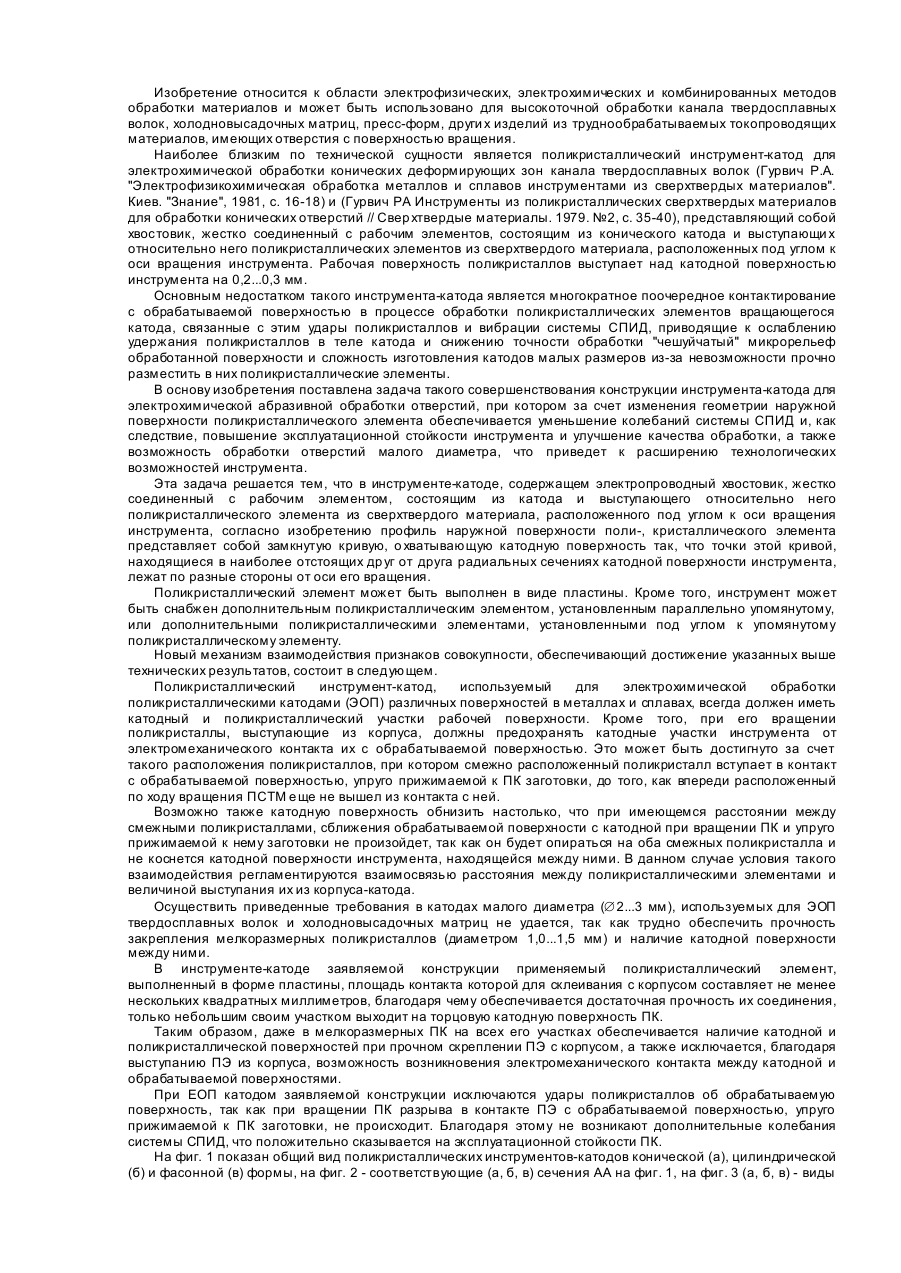
1. Инструмент-катод для электрохимической абразивной обработки отверстий, содержащий электропроводный хвостовик, жестко соединенный с рабочим элементом, состоящим из катода и выступающего относительно него поликристаллического элемента из сверхтвердого материала, расположенного под углом к оси вращения инструмента, отличающийся тем, что профиль наружной поверхности поликристаллического элемента представляет собой замкнутую кривую,...
Різальний інструмент
Номер патенту: 14365
Опубліковано: 25.04.1997
Автори: Онішко Олексій Васильович, Філіпов Генадій Семенович, Хает Григорій Львович, Гузенко Віталій Семенович, Музикант Яків Абрамович
МПК: B23B 27/16
Мітки: різальний, інструмент
Формула / Реферат:
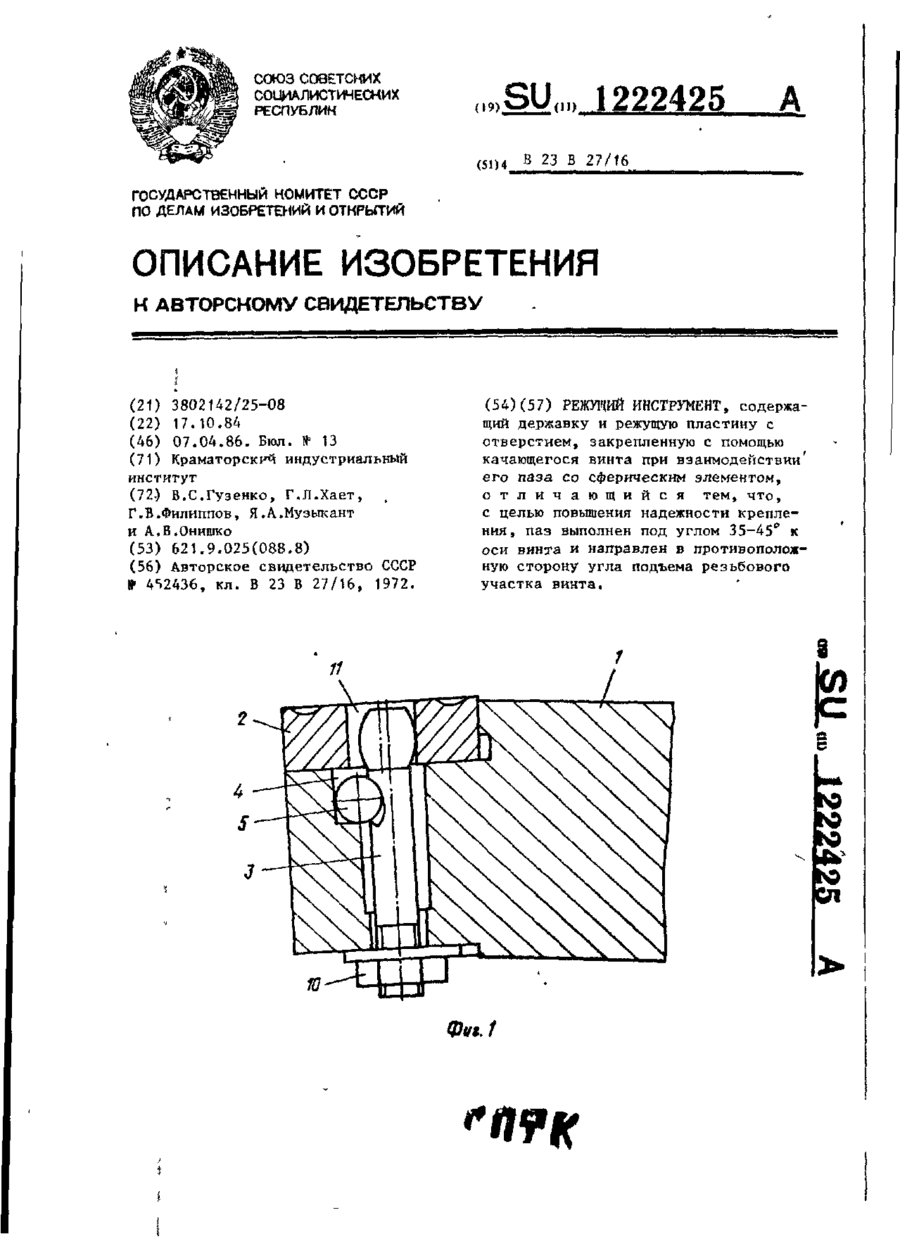
Режущий инструмент, содержащий державку и режущую пластину с отверстием, закрепленную с помощью качающегося винта при взаимодействии его паза со сферическим элементом, отличающийся тем, что, с целью повышения надежности крепления, паз выполнен под углом 35-45° к оси винта и направлен в противоположную сторону угла подъема резьбового участка винта.
Попередній патент: Ударна установка
Наступний патент: Установка для очищування димових газів
Випадковий патент: Спосіб оцінки нестаціонарності електроенцефалограми