Інструмент-катод для електрохімічної абразивної обробки отворів
Формула / Реферат
1. Инструмент-катод для электрохимической абразивной обработки отверстий, содержащий электропроводный хвостовик, жестко соединенный с рабочим элементом, состоящим из катода и выступающего относительно него поликристаллического элемента из сверхтвердого материала, расположенного под углом к оси вращения инструмента, отличающийся тем, что профиль наружной поверхности поликристаллического элемента представляет собой замкнутую кривую, охватывающую катодную поверхность так, что точки этой кривой, находящиеся в наиболее отстоящих друг от друга радиальных сечениях катодной поверхности инструмента, лежат по разные стороны от оси вращения.
2. Инструмент-катод по п.1, отличающийся тем, что поликристаллический элемент выполнен в виде пластины.
3. Инструмент-катод по п.1, отличающийся тем, что он снабжен дополнительно поликристаллическим элементом, установленным параллельно упомянутому.
4. Инструмент-катод по п.1, отличающийся тем, что он снабжен дополнительными поликристаллическими элементами, установленными под углом к упомянутому поликристаллическому элементу.
Текст
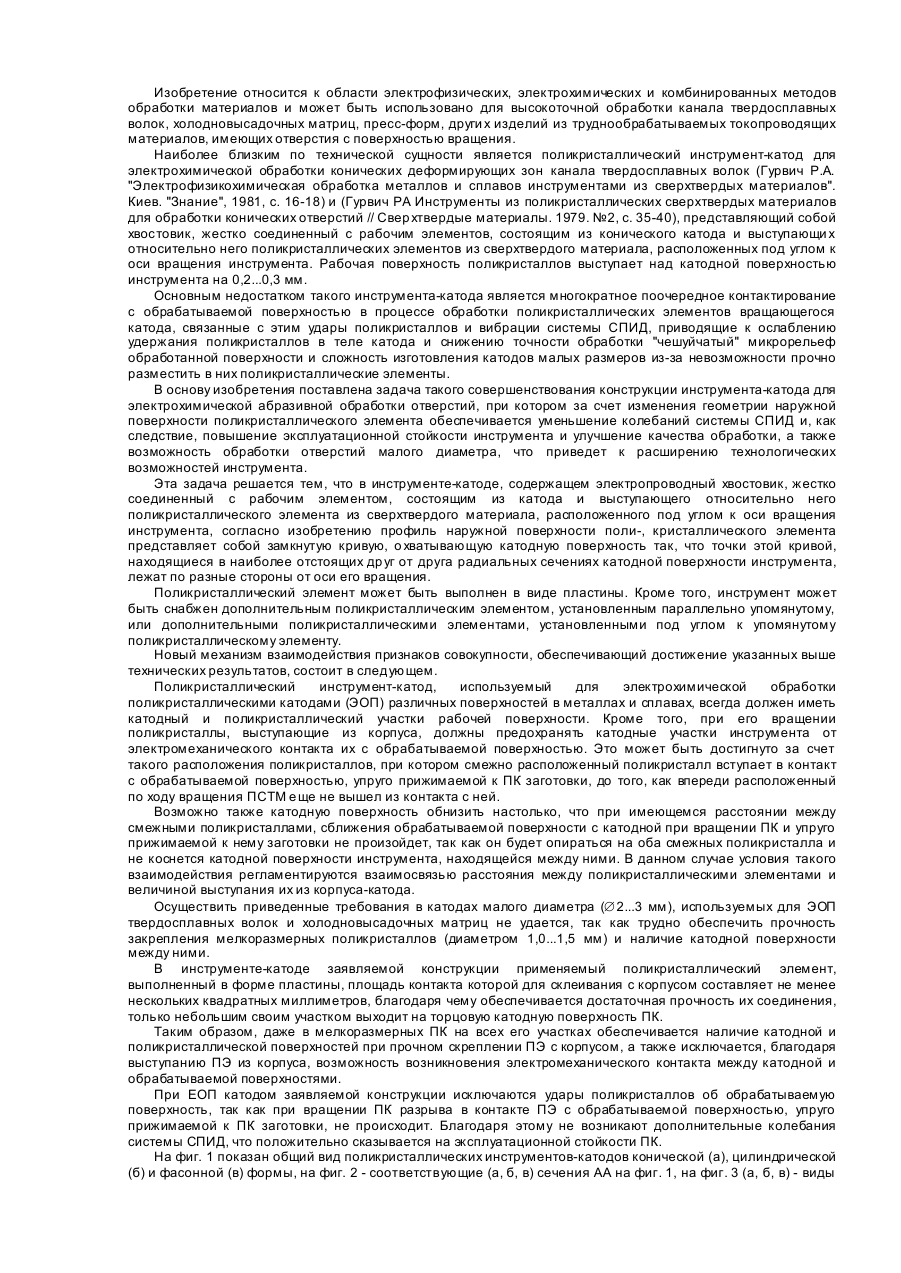
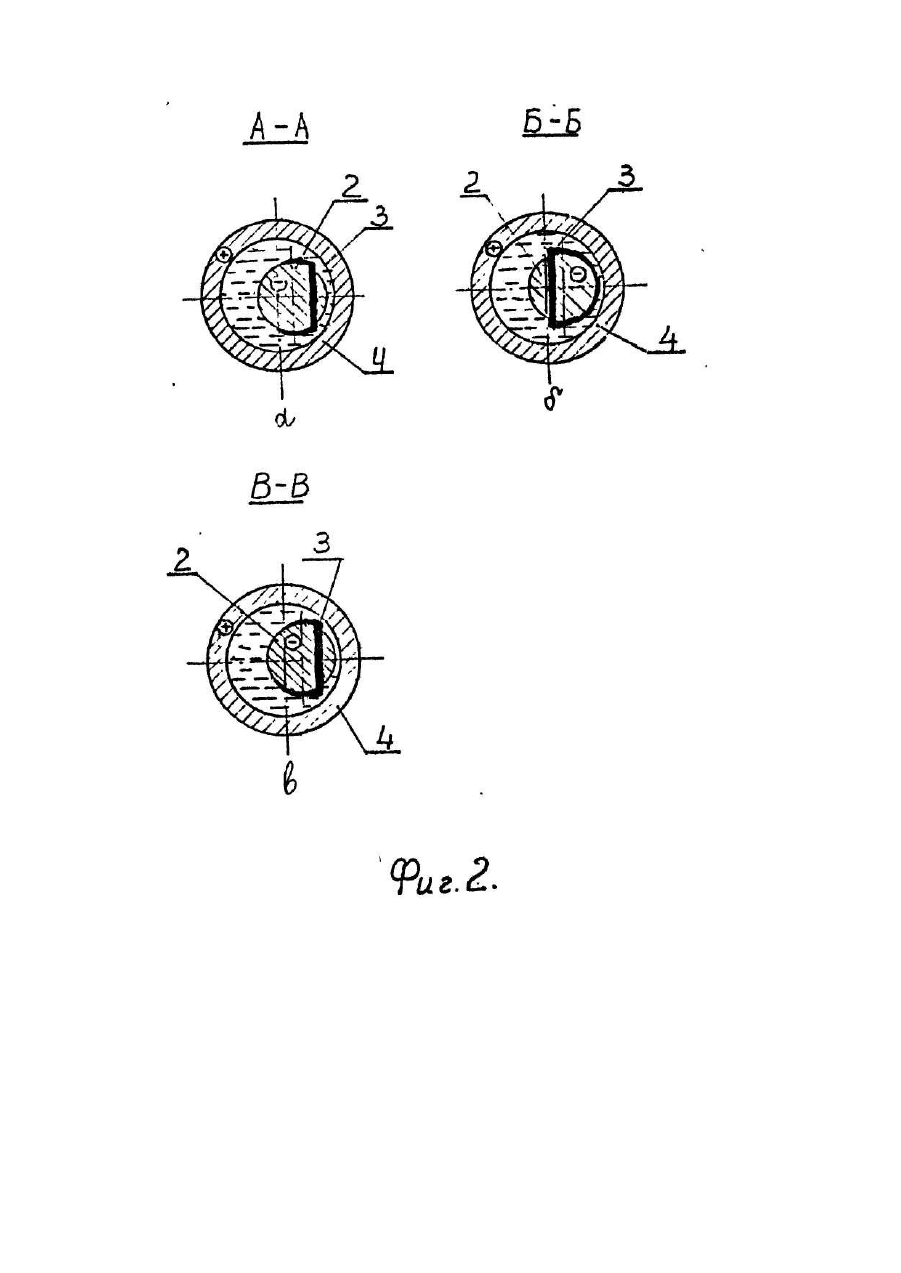
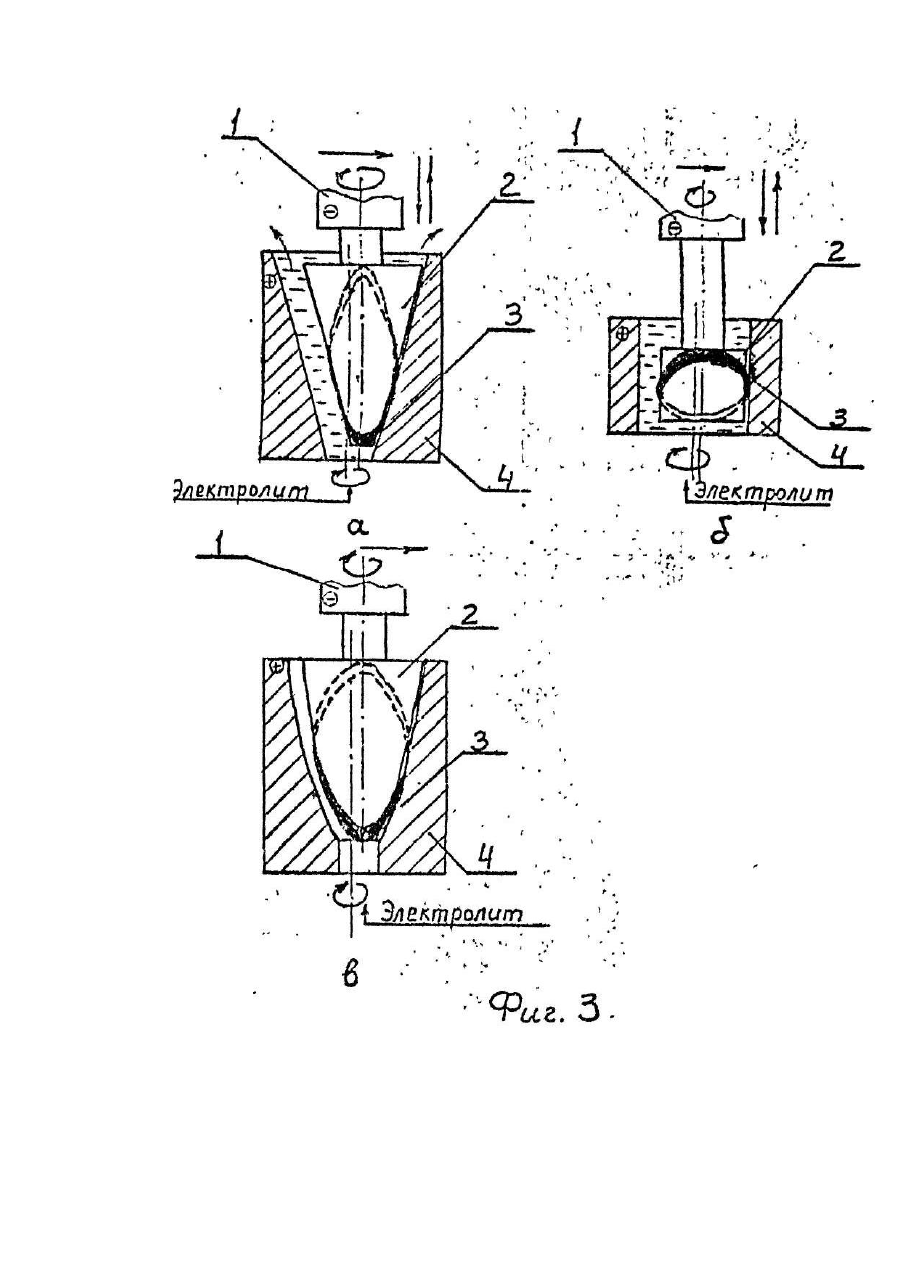
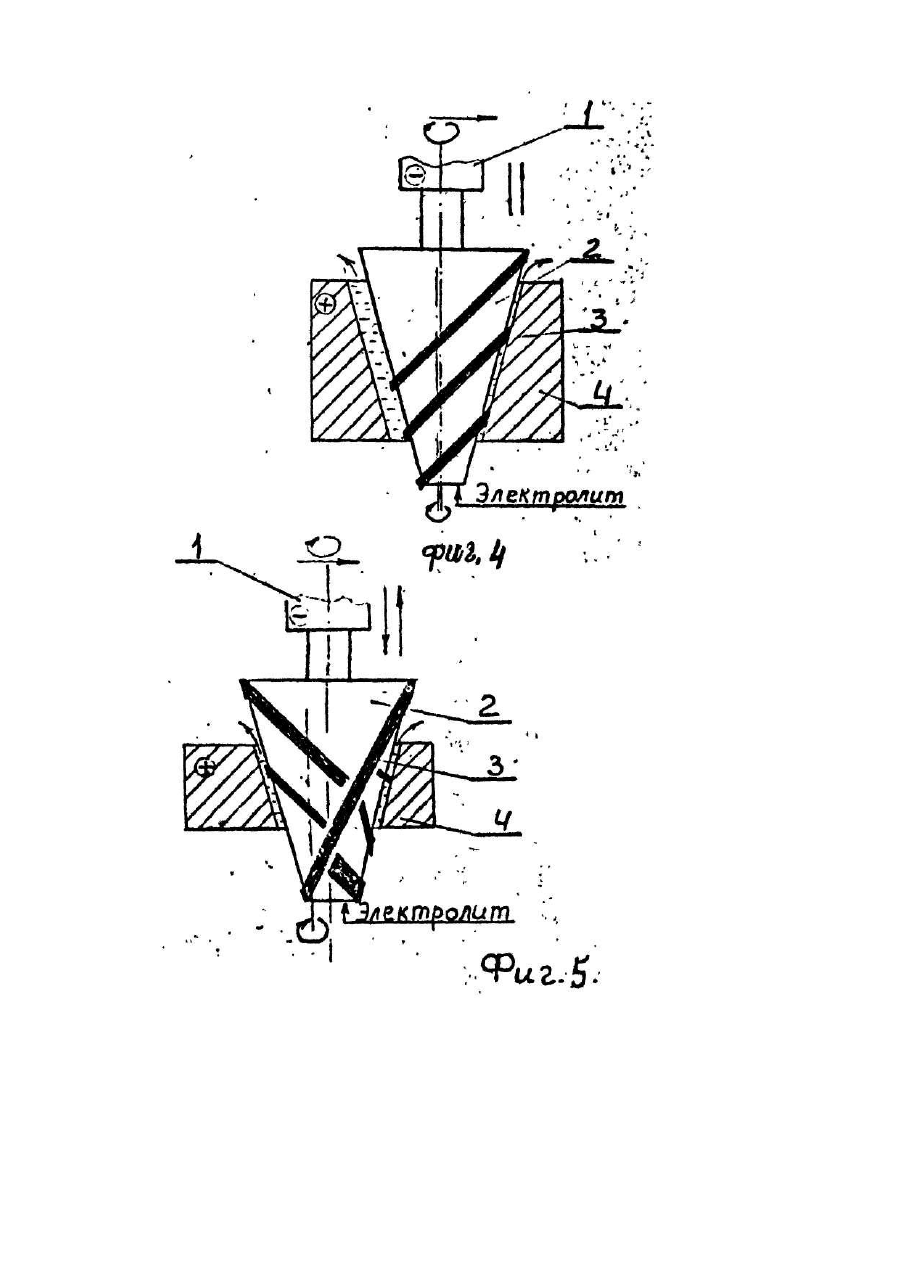
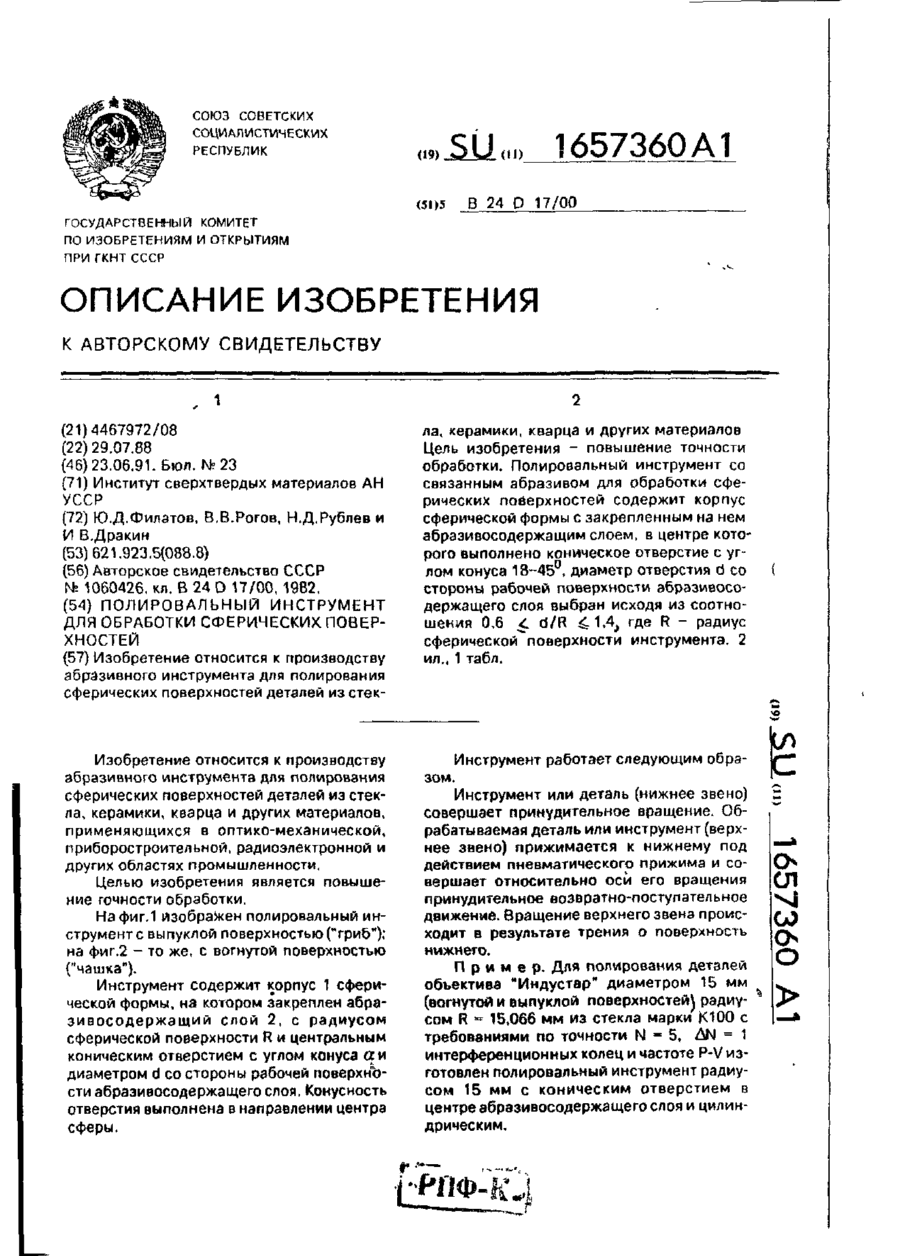
Изобретение относится к области электрофизических, электрохимических и комбинированных методов обработки материалов и может быть использовано для высокоточной обработки канала твердосплавных волок, холодновысадочных матриц, пресс-форм, други х изделий из труднообрабатываемых токопроводящих материалов, имеющих отверстия с поверхностью вращения. Наиболее близким по технической сущности является поликристаллический инструмент-катод для электрохимической обработки конических деформирующих зон канала твердосплавных волок (Гурвич Р.А. "Электрофизикохимическая обработка металлов и сплавов инструментами из сверхтвердых материалов". Киев. "Знание", 1981, с. 16-18) и (Гурвич РА Инструменты из поликристаллических сверхтвердых материалов для обработки конических отверстий // Свер хтвердые материалы. 1979. №2, с. 35-40), представляющий собой хвостовик, жестко соединенный с рабочим элементов, состоящим из конического катода и выступающи х относительно него поликристаллических элементов из сверхтвердого материала, расположенных под углом к оси вращения инструмента. Рабочая поверхность поликристаллов выступает над катодной поверхностью инструмента на 0,2...0,3 мм. Основным недостатком такого инструмента-катода является многократное поочередное контактирование с обрабатываемой поверхностью в процессе обработки поликристаллических элементов вращающегося катода, связанные с этим удары поликристаллов и вибрации системы СПИД, приводящие к ослаблению удержания поликристаллов в теле катода и снижению точности обработки "чешуйчатый" микрорельеф обработанной поверхности и сложность изготовления катодов малых размеров из-за невозможности прочно разместить в них поликристаллические элементы. В основу изобретения поставлена задача такого совершенствования конструкции инструмента-катода для электрохимической абразивной обработки отверстий, при котором за счет изменения геометрии наружной поверхности поликристаллического элемента обеспечивается уменьшение колебаний системы СПИД и, как следствие, повышение эксплуатационной стойкости инструмента и улучшение качества обработки, а также возможность обработки отверстий малого диаметра, что приведет к расширению технологических возможностей инструмента. Эта задача решается тем, что в инструменте-катоде, содержащем электропроводный хвостовик, жестко соединенный с рабочим элементом, состоящим из катода и выступающего относительно него поликристаллического элемента из сверхтвердого материала, расположенного под углом к оси вращения инструмента, согласно изобретению профиль наружной поверхности поли-, кристаллического элемента представляет собой замкнутую кривую, о хватывающую катодную поверхность так, что точки этой кривой, находящиеся в наиболее отстоящих др уг от друга радиальных сечениях катодной поверхности инструмента, лежат по разные стороны от оси его вращения. Поликристаллический элемент может быть выполнен в виде пластины. Кроме того, инструмент может быть снабжен дополнительным поликристаллическим элементом, установленным параллельно упомянутому, или дополнительными поликристаллическими элементами, установленными под углом к упомянутому поликристаллическому элементу. Новый механизм взаимодействия признаков совокупности, обеспечивающий достижение указанных выше технических результатов, состоит в следующем. Поликристаллический инструмент-катод, используемый для электрохимической обработки поликристаллическими катодами (ЭОП) различных поверхностей в металлах и сплавах, всегда должен иметь катодный и поликристаллический участки рабочей поверхности. Кроме того, при его вращении поликристаллы, выступающие из корпуса, должны предохранять катодные участки инструмента от электромеханического контакта их с обрабатываемой поверхностью. Это может быть достигнуто за счет такого расположения поликристаллов, при котором смежно расположенный поликристалл вступает в контакт с обрабатываемой поверхностью, упруго прижимаемой к ПК заготовки, до того, как впереди расположенный по ходу вращения ПСТМ е ще не вышел из контакта с ней. Возможно также катодную поверхность обнизить настолько, что при имеющемся расстоянии между смежными поликристаллами, сближения обрабатываемой поверхности с катодной при вращении ПК и упруго прижимаемой к нему заготовки не произойдет, так как он будет опираться на оба смежных поликристалла и не коснется катодной поверхности инструмента, находящейся между ними. В данном случае условия такого взаимодействия регламентируются взаимосвязью расстояния между поликристаллическими элементами и величиной выступания их из корпуса-катода. Осуществить приведенные требования в катодах малого диаметра (Æ2...3 мм), используемых для ЭОП твердосплавных волок и холодновысадочных матриц не удается, так как трудно обеспечить прочность закрепления мелкоразмерных поликристаллов (диаметром 1,0...1,5 мм) и наличие катодной поверхности между ними. В инструменте-катоде заявляемой конструкции применяемый поликристаллический элемент, выполненный в форме пластины, площадь контакта которой для склеивания с корпусом составляет не менее нескольких квадратных миллиметров, благодаря чему обеспечивается достаточная прочность их соединения, только небольшим своим участком выходит на торцовую катодную поверхность ПК. Таким образом, даже в мелкоразмерных ПК на всех его участках обеспечивается наличие катодной и поликристаллической поверхностей при прочном скреплении ПЭ с корпусом, а также исключается, благодаря выступанию ПЭ из корпуса, возможность возникновения электромеханического контакта между катодной и обрабатываемой поверхностями. При ЕОП катодом заявляемой конструкции исключаются удары поликристаллов об обрабатываемую поверхность, так как при вращении ПК разрыва в контакте ПЭ с обрабатываемой поверхностью, упруго прижимаемой к ПК заготовки, не происходит. Благодаря этому не возникают дополнительные колебания системы СПИД, что положительно сказывается на эксплуатационной стойкости ПК. На фиг. 1 показан общий вид поликристаллических инструментов-катодов конической (а), цилиндрической (б) и фасонной (в) формы, на фиг. 2 - соответствующие (а, б, в) сечения АА на фиг. 1, на фиг. 3 (а, б, в) - виды сбоку на фиг. 1, на фиг. 4 - разновидности ПК с параллельно, на фиг. 5 - с перпендикулярно расположенными в корпусе инструмента поликристаллическими элементами. Инструмент-катод (фиг. 1-3) состоит из электропроводного хвостовика 1 с рабочим элементом 2, представляющим собой катод, в котором под углом коси вращения инструмента закреплен с помощью клея или методом пайки с выступанием поликристаллический элемент 3. В качестве последнего используются пластины карбонита, киборита, АТП, СВ и им подобные. Профиль наружной поверхности поликристаллического элемента представляет собой замкнутую кривую (фиг. 3), о хва тывающую поверхность так, что точки этой кривой, находящиеся в наиболее отстоящих друг от друга радиальных сечениях катодной поверхности инструмента лежат по разные стороны от оси его вращения. Ввиду того, что выпускаемые промышленностью поликристаллы имеют ограниченные размеры, а ПК целесообразно в некоторых случая х изготавливать длинными, то ПЭ могут быть образованы также соединением нескольких ПСТМ с приданием ПЭ требуемой формы. Обработка осуществляется в два этапа: черновой электролитический съем основного припуска на обработку и механическая доводка полученной поверхности (при отключенном источнике технологического тока). На обоих этапах обработка ведется одним ПК, без переустановки на станке его и обрабатываемой заготовки и при одних и те х же относительных их перемещениях. При черновой операции съем металла (сплава) происходит за счет его электролитического травления с направленной зачисткой поверхности от продуктов электрохимических реакций поликристаллическими элементами 3, состоящими из скрепленных между собой микронных зерен алмаза или кубического нитрида бора. Ме ханическая доводка поверхности, полученной в результате черновой операции, производится субмикрорезанием на уровне полирующей операции в результате контактирования с ней тех же ПЭ 3. В процессе ЭОП на обоих этапах инструмент-катод должен находиться в постоянном контакте с обрабатываемой поверхностью упруго прижимаемой к нему обрабатываемой заготовки 4, (Гурвич Р.А. "Электрофизикохимическая обработка металлов и сплавов инструментами из сверхтвердых материалов". Киев.: "Знание". -1979). Для осуществления чернового съема к обрабатываемой заготовке 4 подключают положительный, а к ПК отрицательный полюса источника технологического (постоянного) тока низкого напряжения (4...8 В). Через обрабатываемое отверстие прокачивают электролит, например, иитритно-нитратный. Инструменту и заготовке придают вращение частотой соответственно 5000 и 50... 1000 об/мин (ориентировочные значения) и взаимное осевое перемещение (осцилляцию) со скоростью продольной подачи 0,05...0,10 м/мин. ПК упруго прижимают к обрабатываемой поверхности с силой 0,5.,.5,0 кгс. Ход осевой осцилляции выбирают таким, при котором наиболее удаленные друг от друга участки ПЭ не выходили бы за торцевые кромки отверстия или выходили на длину, равную длине поверхности ПЭ, параллельной обрабатываемой поверхности на этих участках. Если длина отверстия меньше длины катода, то возможны контакты корпуса катода между поликристаллическими элементами с обрабатываемой поверхностью, возникновение электрических разрядов между ними, порча катода и поверхности отверстия. Происходит это вследствие "проваливания" упруго прижимаемой к ПК вращающейся заготовки на участке между противоположными участками поликристаллического элемента 3, выступающе го на 0,2...0,3 мм из рабочего элемента 2. Чтобы избежать этого, в катоде закрепляют дополнительные поликристаллические элементы (фиг. 4) под углом к основному. Благодаря этому появляются опорные поликристаллические участки катода, исключающие возможность его "проваливания" под действием поперечного упругого прижима заготовки к вращающемуся ПК. То же относится к обработке конических и фасонных отверстий или полостей. В случае обработки цилиндрических отверстий или расшлифовывания конических, когда заготовке 4 придают вращение, инструмент-катод в каждый данный момент контактирует поликристаллическим элементом 3 с обрабатываемой поверхностью по микродуге, образованной касанием ПСТМ по винтовой линии с цилиндрической или конической поверхностями. При вращении (повороте) инструмента-катода участок касания перемещается по всему периметру поликристаллического элемента, а на обрабатываемой поверхности остается след от контактирования двух вращающи хся цилиндрической и конической поверхностей или двух цилиндрических поверхностей, дважды проходя за один оборот инструмента в прямом и обратном направлениях путь, соответствующий половине периметра рабочей поверхности ПЭ с учетом хода осевой осцилляции ПК. При этом траектория контактирования имеет вид синусоиды. Так как в процессе обработки все участки рабочей поверхности контактируют с обрабатываемой поверхностью одно и то же время и при одинаковых условиях, то износ ПЭ 3 происходит равномерно по всему его периметру. Поэтому не требуется реставрировать ПЭ 3 круглым алмазным шлифованием. По мере абразивного износа ПЭ 3 требуется лишь сближение металлического корпуса ПК относительно рабочей поверхности ПЭ, что осуществляется обычно электролитическим травлением (по известной технологии). Благодаря тому, что ПЭ вращающегося инструмента в процессе ЭОП не выходит из контакта с обрабатываемой поверхностью заготовки 4, подпружиненной в радиальной плоскости относительно вращающегося ПК, то и не возникает ударов поликристаллических элементов о заготовку 4, а следовательно, не возникают дополнительные вибрации системы СПИД, связанные с такими ударами. Это улучшает качество обработанной поверхности и исключает ударные нагрузки на ПЭ, закрепленные в корпусе ПК, в результате чего повышается эксплуатационная стойкость инструмента. В ПК заявляемой конструкции представляется возможным разместить ПЭ 3 на участках с малым диаметром, например, 2...3 мм, обеспечивая при этом прочие условия, необходимые для осуществления ЭОП отверстий малого диаметра. В этом случае пластинчатый ПЭ может иметь толщину 1...2 мм, что практически выполнимо с помощью электроэрозионной или алмазной обработки стандартных столбиков ПСТМ, а площадь его контакта с корпусом ПК может достигать нескольких десятых долей квадратного сантиметра и более, что обеспечивает условия достаточно прочного соединения ПЭ 3 с рабочим элементом 2. Заявляемый инструмент-катод позволяет осуществлять высокоточную обработку цилиндрических, конических и фасонных отверстий с поверхностью вращения в изделиях из тр уднообрабатываемых токопроводящих материалов, например, твердосплавных волок, холодновысадочных матриц, пресс-форм, обеспечивая обработанную поверхность с низкой шероховатостью. Использование инструмента-катода заявляемой конструкции позволяет: - сократить или полностью исключить ручной труд на доводочной операции при обработке твердосплавных волок, холодно-высадочных матриц, пресс-форм, обеспечив при этом высокие точность и качество обработанной поверхности; - создать гибкий быстро переналаживаемый модуль благодаря высокой эксплуатационной стойкости ПК и самовосстановлению формы рабочей поверхности ПЭ (без применения принудительной правки); - повысить производительность труда. Реализация процесса ЭОП инструментом-катодом заявляемой конструкции на операции обработки деформирующей зоны канала твердосплавных волок позволила осуществить обработку волок с диаметром калибрующей зоны два-три и более миллиметров с обеспечением шероховатости обработанной поверхности Ra=0,04 мкм. При этом одним катодом представилось возможным обработать до 1000 шт. волок, что в 1,5 раза выше эксплуатационной стойкости поликристаллических катодов других типов (с радиальным и рядным расположением ПСТМ).
ДивитисяДодаткова інформація
Назва патенту англійськоюTool-cathode for electrochemical abrasive machining of holes
Автори англійськоюHurvich Robert Oleksandrovych
Назва патенту російськоюИнструмент-катод для электрохимической абразивной обработки отверстий
Автори російськоюГурвич Роберт Александрович
МПК / Мітки
МПК: B23H 5/00
Мітки: електрохімічної, обробки, інструмент-катод, абразивної, отворів
Код посилання
<a href="https://ua.patents.su/7-12645-instrument-katod-dlya-elektrokhimichno-abrazivno-obrobki-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Інструмент-катод для електрохімічної абразивної обробки отворів</a>
Полірувальний інструмент для обробки сферичних поверхонь
Номер патенту: 1378
Опубліковано: 25.03.1994
Автори: Рогов Валентин Васильович, Філатов Юрій Данилович, Рубльов Микола Дмитрович, Дракін Ігор Володимирович
МПК: B24D 17/00
Мітки: інструмент, полірувальний, поверхонь, обробки, сферичних
Формула / Реферат:
Полировальный инструмент для обработки сферических поверхностей, содержащий корпус сферической формы с закрепленным на нем рабочим элементом, в центре которого выполнено отверстие, отличающийся тем, что, с целью повышения точности обработки, отверстие выполнено коническим с углом конуса 18—45°, причем конусность выполнена в направлении центра сферы, а отношение диаметра d отверстия на поверхности рабочего элемента к радиусу R сферической...
Інструмент для фрикційного поверхневого зміцнення
Номер патенту: 692
Опубліковано: 15.12.1993
Автори: Калічак Теодор Миколайович, Кирилів Володимир Іванович
МПК: B24B 29/00
Мітки: фрикційного, інструмент, поверхневого, зміцнення
Формула / Реферат:
Формула изобретенияИнструмент для фрикционного поверхностного упрочнения деталей машин, содержащий корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, отличающийся тем, что, с целью повышения качества обрабатываемой детали за счет увеличения толщины упрочненного слоя, инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у...
Спосіб електрохімічної обробки води
Номер патенту: 9602
Опубліковано: 30.09.1996
Автори: Вергунова Рима Володимирівна, Калашников Володимир Михайлович
МПК: C02F 1/46
Мітки: електрохімічної, спосіб, води, обробки
Формула / Реферат:
1. Способ электрохимической обработки воды, включающий ее электролиз с использованием по крайней мере одного анода из титана с окиснорутениевым покрытием, отличающийся тем, что в качестве катода используют титановую стружку и/или опилки, которые помещают в сетку из титана или инертного материала, а электрообработку ведут при плотности тока 0,3 - 0,4 А/м.2. Способ по п. 1, отличающийся тем, что используют титановую стружку и/или...
Абразивна маса для струйно-абразивної обробки
Номер патенту: 2995
Опубліковано: 26.12.1994
Автори: Назаров Сергій Андрійович, Дмитренко Володимир Никифорович, Полінський Олександр Маркович, Гришин Володимир Сергійович, Проволоцький Олександр Євдокимович, Лапшин Сергій Павлович
МПК: B24C 1/00
Мітки: струйно-абразивної, абразивна, маса, обробки
Формула / Реферат:
Абразивная масса для струйно-абразивной обработки, включающая в качестве агента сополимеры стирола, отличающаяся тем, что зернистость сополимеров стирола принимают равной 0,2-0,45 мм.
Ріжучий інструмент
Номер патенту: 9945
Опубліковано: 30.09.1996
Автори: Жеребний Сергій Михайлович, Жеребний Михайло Олександрович
МПК: B23B 27/00
Мітки: інструмент, ріжучий
Формула / Реферат:
(57) 1. Режущий инструмент, содержащийдержавку, в пазу которой, сужающемся в направлении от вершины, закрепляется режущая пластина, имеющая переднюю поверхность и хвостовик, ограниченный опорными поверхностями прилежащей и противолежащей к передней поверхности, предназначенными для взаимодействия с соответствующими поверхностями гнезда державки, отличающийся тем, что опорная поверхность режущей пластины, противолежащая передней поверхности,...
Попередній патент: Агрегат для переробки зерна в крупу та лопатева машина
Наступний патент: Радіолокатор
Випадковий патент: Вихровий енергетизатор