Спосіб одержання покриття на металевих ливарних формах
Номер патенту: 20303
Опубліковано: 07.06.1999
Автори: Сироватка Леонід Олександрович, Гаранчук Аркадій Миколайович, Дмитрієва Тетяна Володимирівна, Купрієнко Василь Іванович, Мулярчук Іван Федосійович, Правошинський Станіслав Альбертович, Ваньчик Ігор Львович, Терехов Валерій Васильович, Сорока Василь Григорович

Формула / Реферат
Способ получения покрытия на металлических литейных формах, путем нанесения состава, включающего графит, каолин, жидкое стекло, воду, отверждения и термофиксации слоя покрытия, отличающийся тем, что на литейные формы при комнатной температуре наносят грунтовочный слой покрытия при следующем соотношении компонентов (мас.%): железо или чугун 2-10, никель 0,2-5, графит 1-10, каолин 20-40, жидкое стекло
30-70, гидроокись натрия 0,5-2, вода - остальное (до 100 %), литейные формы с нанесенным грунтовочным слоем сначала выдерживают при комнатной температуре в течение 24 ч, после чего подвергают термофиксации при температуре 250-350°С, затем пульверизатором наносят теплоизоляционный слой покрытия при следующем соотношении компонентов (мас.%): бентонит 0,2-1, кремниевая мука (маршаллит) фракции 10:20 мк 5-25, ме-тасиликат натрия 2-8, вода - остальное, и перед каждой эксплуатацией на нагретую до 250-350°С литейную форму дополнительно наносят разделительный слой покрытия при следующем соотношении компонентов (мас.%): кремниевая мука (молотый марщаллит) фракции 10:20 мк 5-25, суспензия белой сажи 2-15, суспензия диатомита 2-15, вода - остальное с последующей термофиксацией и заливкой металла.
Текст
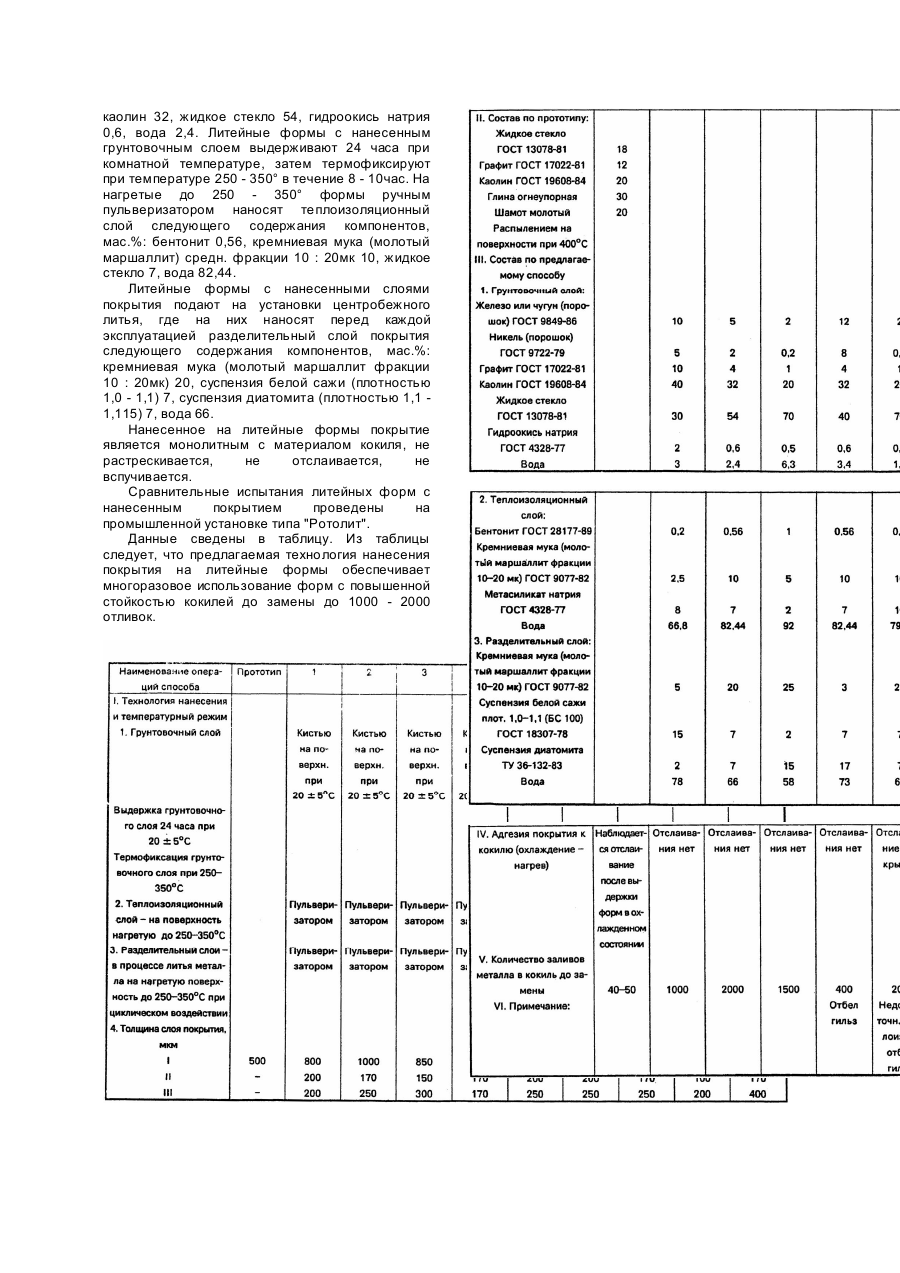
Изобретение относится к области литейного производства металлов, конкретно к технологии получения покрытия на поверхности линейных форм, и предназначено для использования в металлургическом производстве. Известна технология нанесения на литейную форму (кокиль) облицовок из сыпучих формовочных смесей путем вдувания смеси в зазор, образующийся между моделью и кокилем при их спаривании, Охлаждение отливок в кокиле с теплоизоляционным слоем толщиной 10мм происходит значительно медленнее, чем в кокиле окрашенном теплоизоляционной краской. Теплоизоляционную краску наносят на облицовку или непосредственно на рабочую поверхность кокиля [1]. Известен способ нанесения покрытия на литейные формы (кокили), состоящий в том, что на предварительно нагретые до 400° формы наносят распылением состав, содержащий (в мас.%): бентонит 0,8, маршаллит 10,3, метасиликат натрия 7,0, вода 81,9, затем формы с нанесенным слоем подвергают термофиксации при температуре 400 - 450° в течение 2 - х часов [1 - 3]. Недостатком указанного способа является наличие отбела на отливках чугуна и невысокая долговечность покрытия. Прототипом предлагаемого изобретения является способ нанесения покрытия на литейные формы, состоящий в том, что на предварительно нагретые формы (кокили) до 400° на установках центробежного литья распылением наносят состав, содержащий, в мас.%: жидкое стекло 18, графит 12, каолин 20, глина огнеупорная 30, шамот молотый 20. Затем кокили подвергают термофиксации с последующей заливкой жидкого стекла. Недостатком известного способа является неудовлетворительная стойкость литейных форм, являющаяся результатом отслаивания покрытия от кокиля при циклическом воздействии повышенных температур, появление отбела на отливках чугуна, являющегося результатом малой толщины покрытия. Задачей предлагаемого изобретения является разработка способа получения покрытия многоразового использования на литейных металлических формах (кокилях), обеспечивающего повышение стойкости литейных форм путем нанесения при комнатной температуре на кокиль сначала грунтовочного слоя покрытия, затем - теплоизолирующего слоя, а перед каждой эксплуатацией - разделительного слоя покрытия. Поставленная задача достигается тем, что в способе получения покрытия на литейных формах, заключающемся в нанесении состава, включающий графит, каолин, жидкое стекло, воду, отверждении (термофиксации) полученного слоя покрытия, согласно предлагаемого изобретения, при комнатной температуре на литейные формы наносят грунтовочный слой при следующем соотношении компонентов, мас.%: железо или чугун 2 - 10; никель 0,2 - 5; графит 1 - 10; каолин 20 - 40; гидроокись натрия 0,5 - 2; вода 2,4 - 6,3; жидкое стекло - остальное, литейные формы с нанесенным грунтовочным слоем скачала выдерживают при комнатной температуре 24 часа, после чего подвергают термофиксации при температуре 250 - 350°, затем ручным пульверизатором наносят теплоизоляционный слой из покрытия при следующем соотношении компонентов, мас.%: бентонит 0,2 - 1, кремниевая мука (маршаллит фракции 10 : 20мк) 5 - 25, метасиликат Na 2 - 8, вода остальное и перед эксплуатацией на нагретую до 250 - 350° литейную форму дополнительно наносят разделительный слой покрытия при следующем соотношении компонентов, мас.%: кремниевая мука (молотый маршаллит фракции 10 : 20мкм) 5 - 25; суспензия белой сажи (плотностью 1,0 - 1,1) 2 - 15; суспензия диатомита (плотностью 1,1 - 1,15) 2 - 15; вода остальное. Указанный порядок приемов обеспечивает получение монолитного слоя покрытия толщиной до 1 - 1,5мм с хорошей адгезией, без отслаивания и вспучивания. Введение порошкообразных металлов и гидроокиси натрия в состав грунтовочного слоя приводит к повышению адгезии, долговечности, теплопроводности нанесенного слоя, что обеспечивает стойкость покрытия, стабильное качество отливок. Введение графита обеспечивает огнеупорность, вязкость, технологичность, изменение количества графита приводит к повышению хрупкости покрытия, ухудшению технологичности нанесения, потере долговечности и прочности покрытия. Введение каолина обеспечивает термостойкость, а в сочетании с гидроокисью натрия придает составу вяжущие свойства, увеличение прочности слоя покрытия. Но увеличение содержания каолина приводит к увеличению хрупкости покрытия, а уменьшение, - к снижению термостойкости и вспучиваемости покрытия. Изменение количества жидкого стекла приводит к увеличению хрупкости, влагоудерживанию, вспучиваемости покрытия, высокой вязкости, ухудшению технологичности. Гидроокись натрия обеспечивает пластифицирующие свойства покрытия, изменение его количественного содержания либо увеличивает его влагоемкость, снижает долговечность, либо не достигается эффект повышения прочности. Использование минеральных наполнителей бентонита (в состоянии геля) и кремниевой муки (молотого маршаллита) в теплоизоляционном слое обеспечивает высокую теплоизоляционность, а использование в качестве связующего метасиликата натрия обеспечивает увеличение прочности сцепления и монолитность слоя покрытия. Такой комплекс компонентов составов и приемов создает постоянное теплоизоляционное покрытие, которое служит на протяжении всего периода работы литейной формы и обеспечивает получение отливок типа тел вращения с заданной структурой чугуна. Нанесение перед каждой эксплуатацией на литейную форму разделительного слоя, на водной основе, содержащего кремниевую муку суспензии белой сажи и диатомита обеспечивает дополнительную теплоизоляцию и технологичность получения отливок. Предлагаемый способ реализуется следующим образом. При комнатной температуре на холодные литейные формы кистью наносят грунтовочный состав следующего содержания компонентов, мас.%: железо или чугун 5, никель 2, графит 4, каолин 32, жидкое стекло 54, гидроокись натрия 0,6, вода 2,4. Литейные формы с нанесенным грунтовочным слоем выдерживают 24 часа при комнатной температуре, затем термофиксируют при температуре 250 - 350° в течение 8 - 10час. На нагретые до 250 - 350° формы ручным пульверизатором наносят теплоизоляционный слой следующего содержания компонентов, мас.%: бентонит 0,56, кремниевая мука (молотый маршаллит) средн. фракции 10 : 20мк 10, жидкое стекло 7, вода 82,44. Литейные формы с нанесенными слоями покрытия подают на установки центробежного литья, где на них наносят перед каждой эксплуатацией разделительный слой покрытия следующего содержания компонентов, мас.%: кремниевая мука (молотый маршаллит фракции 10 : 20мк) 20, суспензия белой сажи (плотностью 1,0 - 1,1) 7, суспензия диатомита (плотностью 1,1 1,115) 7, вода 66. Нанесенное на литейные формы покрытие является монолитным с материалом кокиля, не растрескивается, не отслаивается, не вспучивается. Сравнительные испытания литейных форм с нанесенным покрытием проведены на промышленной установке типа "Ротолит". Данные сведены в таблицу. Из таблицы следует, что предлагаемая технология нанесения покрытия на литейные формы обеспечивает многоразовое использование форм с повышенной стойкостью кокилей до замены до 1000 - 2000 отливок.
ДивитисяДодаткова інформація
Автори англійськоюDmytriieva Tetiana Volodymyrivna, Syrovatka Leonid Oleksandrovych, Muliarchuk Ivan Fedosiiovych, Vanchyk Ihor Lvovych, Terekhov Valerii Vasyliovych, Haranchuk Arkadii Mykolaiovych, Pravoshynskyi Stanislav Albertovych, Kupriienko Vasyl Ivanovych, Soroka Vasyl Hryhorovych
Автори російськоюДмитриева Татьяна Владимировна, Сыроватка Леонид Александрович, Мулярчук Иван Федосеевич, Ваньчик Игорь Львович, Терехов Валерий Васильевич, Гаранчук Аркадий Николаевич, Правошинский Станислав Альбертович, Куприенко Василий Иванович, Сорока Василий Григорьевич
МПК / Мітки
МПК: B22C 3/00
Мітки: ливарних, покриття, спосіб, одержання, металевих, формах
Код посилання
<a href="https://ua.patents.su/2-20303-sposib-oderzhannya-pokrittya-na-metalevikh-livarnikh-formakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання покриття на металевих ливарних формах</a>
Композиція для одержання захисного покриття металевих елементів залізобетонних будівельних конструкцій
Номер патенту: 2547
Опубліковано: 26.12.1994
Автори: Терліковський Євгеній Васильович, Квятковська Валентина Василівна, Січкар Ольга Миколаївна
МПК: C04B 12/00
Мітки: будівельних, захисного, залізобетонних, покриття, елементів, одержання, композиція, конструкцій, металевих
Формула / Реферат:
Композиция для получения защитного покрытия металлических элементов железобетонных строительных конструкций, включающая силикат щелочного металла, цинковый порошок, добавку и воду, отличающаяся тем, что она содержит в качестве добавки бутадиен-стирольный латекс при следующем соотношении компонентов, (в мас., %): Силикат щелочного металла 7,82-8,03 Цинковый порошок 75,58-77,40 ...
Композиція для одержання вогнезахисного покриття
Номер патенту: 22319
Опубліковано: 03.02.1998
Автори: Шликов Микола Юрійович, Крикунов Генадій Миколайович, Бєліков Анатолій Серафимович, Бєлікова Ганна Анатоліївна, Чалий Валерій Григорович, Бєлікова Валентина Василівна
МПК: C04B 28/26, E04B 1/94, C09K 21/00
Мітки: вогнезахисного, композиція, покриття, одержання
Формула / Реферат:
Композиция для получения огнезащитного покрытия, включающая жидкое стекло, мел, цинковые белила, отличающаяся тем, что она дополнительно содержит синтанол ДС-10, синтанол АЛМ-10. дисперсию поливинилацетатную, диспергатор НФ, натрий карбоксиметилцеллюлозы, натрий лаурилсульфат, медный купорос, дибутилфталат при следующем соотношении компонентов, мас.%:
Будівельний розчин для захистного покриття

Номер патенту: 3658
Опубліковано: 27.12.1994
Автори: Шишкін Олександр Олексійович, Буланкін Микола Іванович, Калюжний Григорій Іванович, Зюзь Володимир Григорович
МПК: C04B 28/26
Мітки: захистного, будівельний, розчин, покриття
Формула / Реферат:
Строительный раствор для защитного покрытия, включающий жидкое стекло, доменный гранулированный шлак и кварцсодержащий наполнитель, отличающийся тем что, с целью повышения прочности сцепления с металлом при действии сульфат-ионов, он содержит в качестве кварцсодержащего наполнителя кварцево-железистый песок - отход обогащения железных руд и дополнительно карбонат натрия или калия при следующем соотношении компонентов, мае....
Композиція для одержання вогнезахисного покриття
Номер патенту: 15356
Опубліковано: 30.06.1997
Автори: Бєліков Анатолій Серафимович, Довгаль Віктор Миколайович, Крикунов Генадій Миколайович, Жартовський Володимир Михайлович
МПК: C04B 18/08, C04B 14/22, C04B 20/00, E04B 1/94
Мітки: одержання, вогнезахисного, композиція, покриття
Формула / Реферат:
Композиция для получения огнезащитного покрытия, включающая жидкое стекло и продукт конденсации аминоэфинов с диэтиленгликолем, отличающаяся тем, что она дополнительно содержит колошниковую пыльипластификатор адипиново-щелочной, при следующем соотношении компонентов, мас.%:Колошниковая пыль 18-35Продукт конденсации амино-эфировс диэтиленгликолем...
Склад для виготовлення вогнезахистного покриття
Номер патенту: 22320
Опубліковано: 03.02.1998
Автори: Шликов Микола Юрійович, Бєлікова Ганна Анатоліївна, Бєліков Анатолій Серафимович, Довгаль Віктор Миколайович, Крикунов Генадій Миколайович, Ставрінов Георгій Михайлович
МПК: C09K 21/00, C04B 41/45
Мітки: склад, вогнезахистного, покриття, виготовлення
Формула / Реферат:
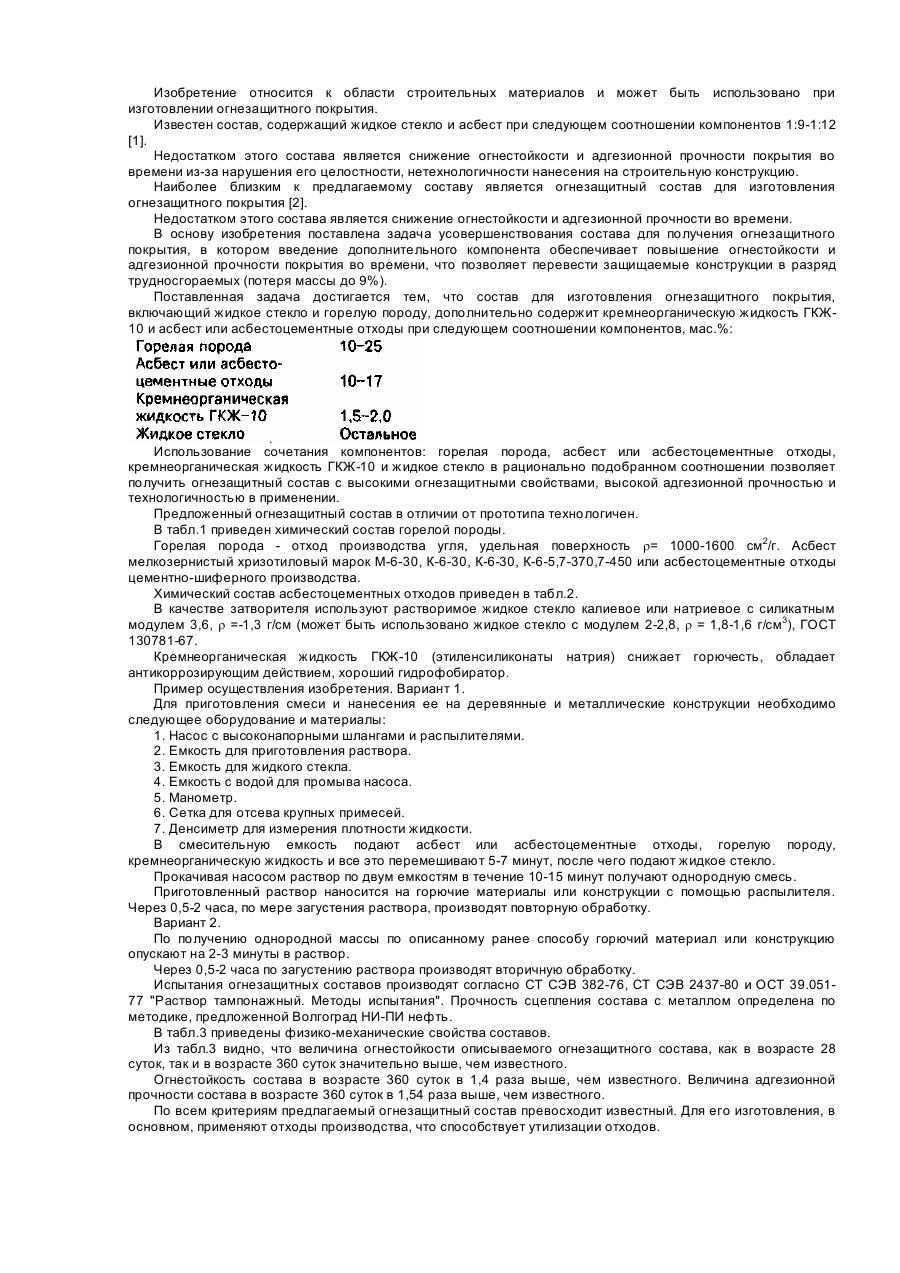
Состав для изготовления огнезащитного покрытия, включающий жидкое стекло и горелую породу, отличающийся тем, что он дополнительно содержит кремнеорганическую жидкость ГКЖ-10 и асбест или асбестоцементные отходы при следующем соотношении компонентов по мас.%:
Попередній патент: Пристрій для регулювання системи холостого ходу карбюратора
Наступний патент: Спосіб захисту виробу від підробки та вільної візуалізації його достовірності
Випадковий патент: Спосіб одержання модифікатора гум