Спосіб обробки деталей криволінійного перерізу, симетричних відносно вісі обертання, шліфувальним кругом з дугоподібною шліфуючою поверхнею
Номер патенту: 20749
Опубліковано: 07.10.1997
Автори: Зіненко Володимир Миколайович, Шепелев Анатолій Олександрович


Формула / Реферат
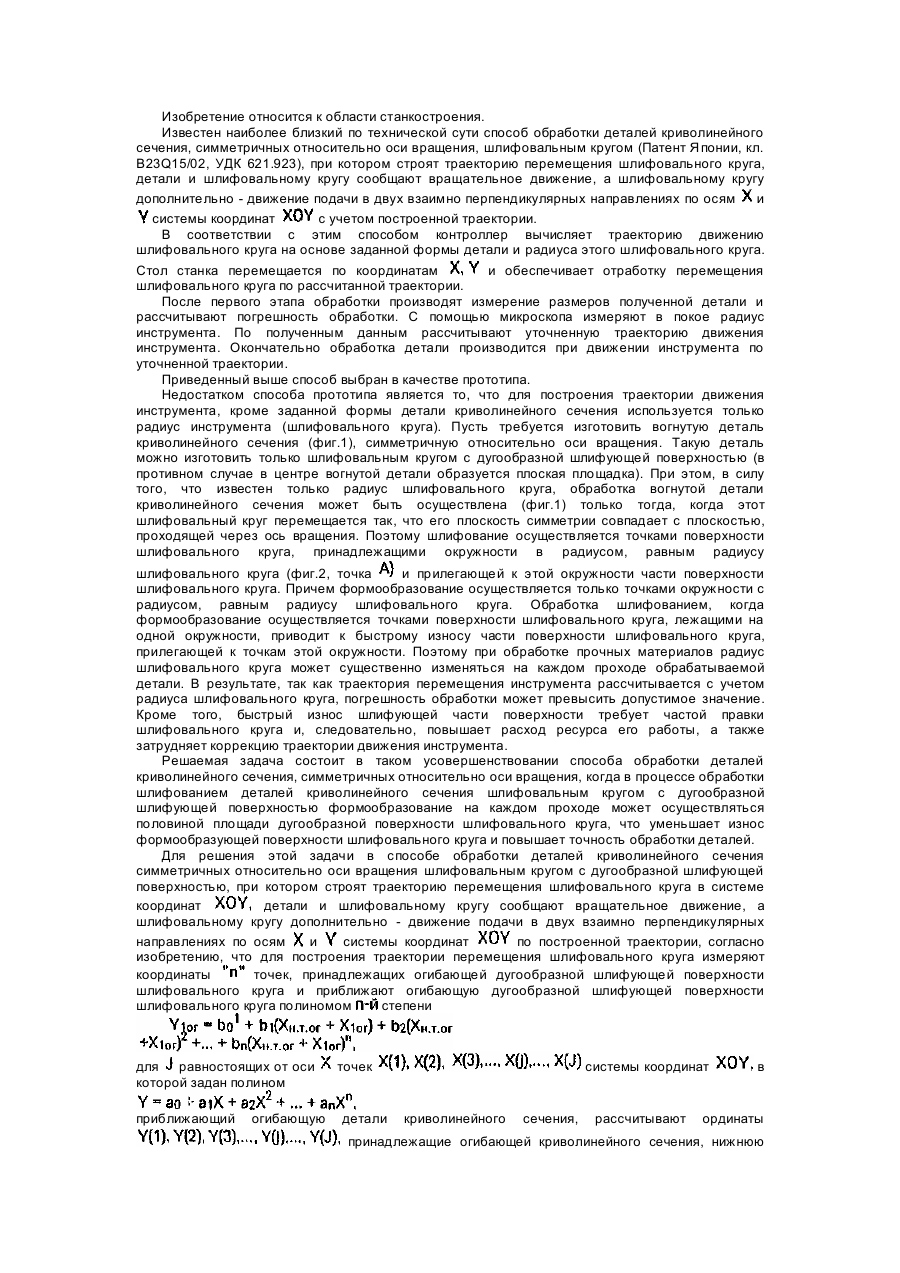
1. Способ обработки деталей криволинейного сечения симметричных относительно оси вращения шлифовальным кругом с дугообразной шлифу-ющей поверхностью, при котором строят траекторию перемещения шлифовального круга в системе координат XOY, детали и шлифовальному кругу сообщают вращательное движение, а шлифовальному кругу дополнительно - движение подачи в двух взаимно перпендикулярных направлениях по осям Х и Y системы координат XOY по построенной траектории, отличающийся тем, что для построения траектории перемещения шлифовального круга измеряют координаты "n" точек, принадлежащих огибающей дугообразной шлифующей поверхности шлифовального круга и приближают огибающую дугообразной шлифующей поверхности шлифовального круга полиномом n-й степени Y1ог=bo’-b1 (Хн.т.ог+Х1ог)+b2(Хн.т.ог+ +X1ог)2+…+bn(Xн.т.ог+X1ог)n, для J равностоящих по оси Х точек Х(1), Х(2), Х(3),..., X(j),...,X(J) системы координат XOY, в которой задан полином
Y=aо+ а1x + a2x2 +…+anxn,
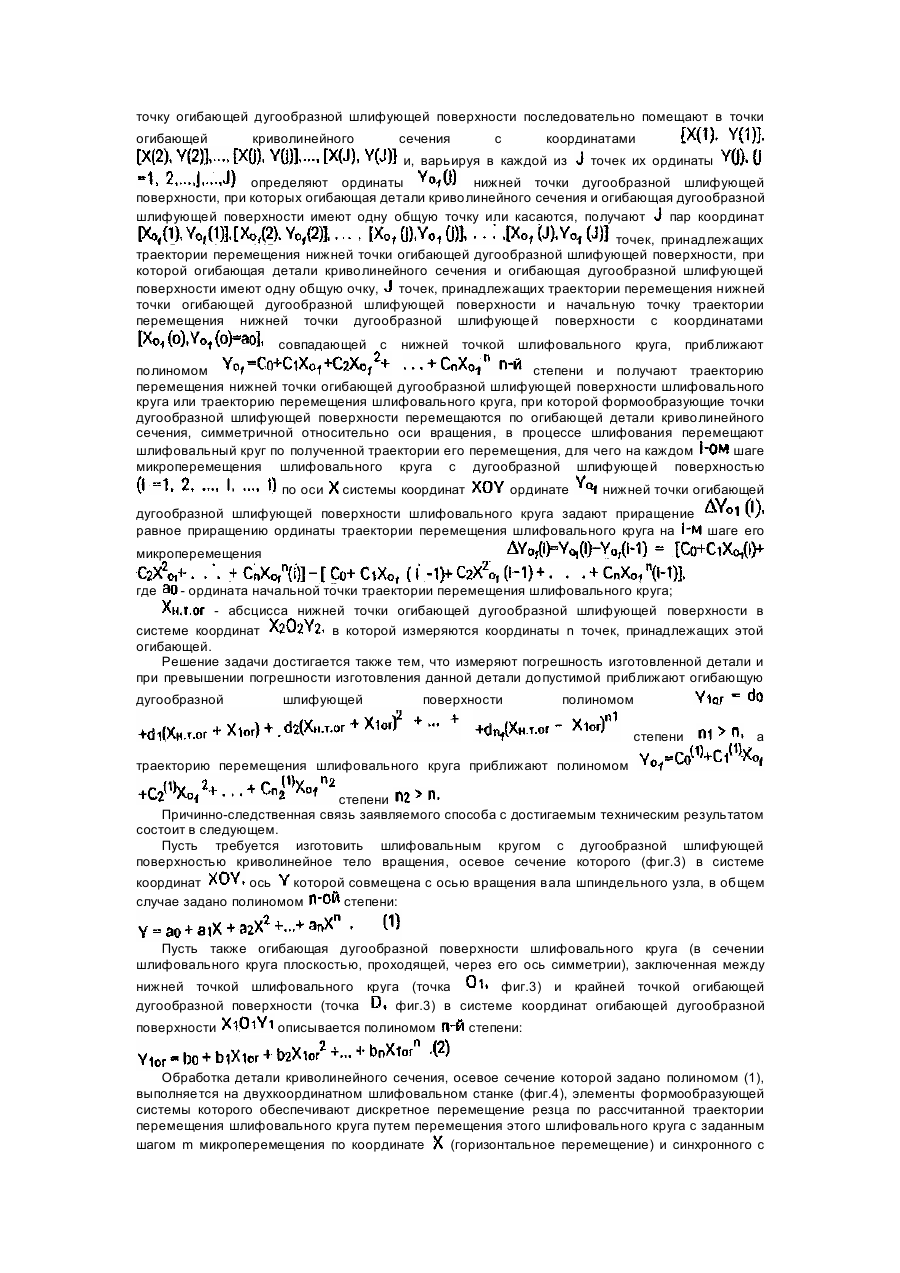
приближающий огибающую детали криволинейного сечения, рассчитывают ординаты точек Y(1), Y(2), Y(3) ,...,Y(j) ,...,Y(J), принадлежащие огибающей детали криволинейного сечения, нижнюю точку огибающей дугообразной шлифующей поверхности последовательно помещают в точки огибающей детали криволинейного сечения с координатами Х(1), Y(1), X(2), Y(2),...,X(j), Y(j),...,X(J), Y(J) и, варьируя в каждой из J точек их координаты Y(j) (j=l,2,...,j,...,J), определяют ординаты Yo1 ф нижней точки дугообразной шлифующей поверхности, при которых огибающая детали криволинейного сечения и огибающая дугообразной шлифующей поверхности имеют одну общую точку или касаются, получают J пар координат (Xo1(l), Yo1(D], [Xo1(2), Yo1(2)]…, [Xo1(j), Yo1(j)],..., (Xo1(J), Yo1(J)] точек, принадлежащих траектории перемещения нижней точки огибающей дугообразной шлифующей поверхности, при которой огибающая детали криволинейного сечения и огибающая дугообразной шлифующей поверхности имеют одну общую точку, J точек, принадлежащих траектории перемещения нижней точки огибающей дугообразной шлифующей поверхности и начальную точку траектории перемещения нижней точки дугообразной шлифующей поверхности с координатами [Xo1(0), Yo1(0)], совпадающей с нижней точкой шлифовального круга, приближают полиномом Yo1=C1+C1Xo1+Xoi2+... …+CnXo1n "n" степени и получают траекторию перемещения нижней точки огибающей дугообразной шлифующей поверхности шлифовального круга или траекторию перемещения шлифовального круга, при которой формообразующие точки дугообразной шлифующей поверхности перемещаются по огибающей детали криволинейного сечения, симметричной относительно оси вращения, в процессе шлифования перемещают шлифовальный круг по полученной траектории его перемещения, для чего на каждом і-ом шаге микроперемещения шлифовального круга с дугообразной шлифующей поверхностью (і=1,2,...,і,...,І) по оси Х системы координат XOY ординате Yo1 нижней точки огибающей дугообразной шлифующей поверхности круга задают приращение ΔYо1(і), равное приращению ординаты траектории перемещения шлифовального круга на і-м шаге его микроперемещения Δyo1(i)=Yo1(i)–
-Yo1(i-l)=[Co+C1Xo1(i)+...+CnXo1(i)]–[Co+C1Xo1(i-l)+ ...+CnXon(i-l)],
где аo – ордината начальной точки траектории перемещения шлифовального круга;
Хн.т.ог– абсцисса нижней точки огибающей дугообразной шлифующей поверхности в системе координат X2O2Y2, в которой измеряются координаты "n" точек, принадлежащих этой огибающей.
2. Способ по п. 1, отличающийся тем, что измеряют погрешность изготовленной детали и при превышении погрешности изготовления данной детали допустимой приближают дугообразной шлифующей поверхности полиномом Y1ог=do+d1(Xн.т.ог+Х1ог)+d11(Xн.т.ог+Х1ог)²+ …+dn1(Xн.т.ог+Х1ог)n1 степени n1>n, а траекторию перемещения шлифовального круга приближают полиномом Y01=Co(1)+C1(1)Xo1+C2(1)X012+...+CnXo1n2 cтeпени n2>n.
Текст
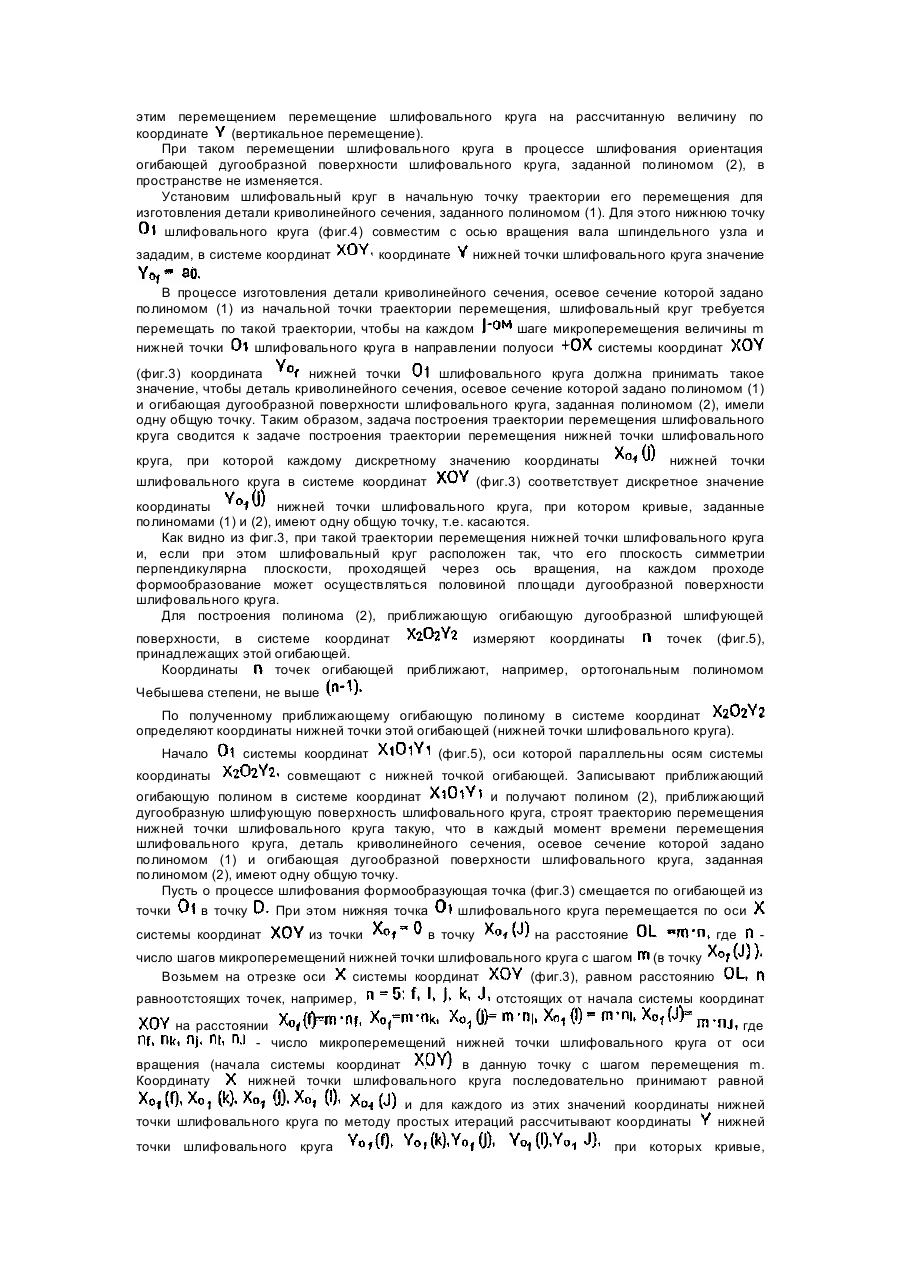
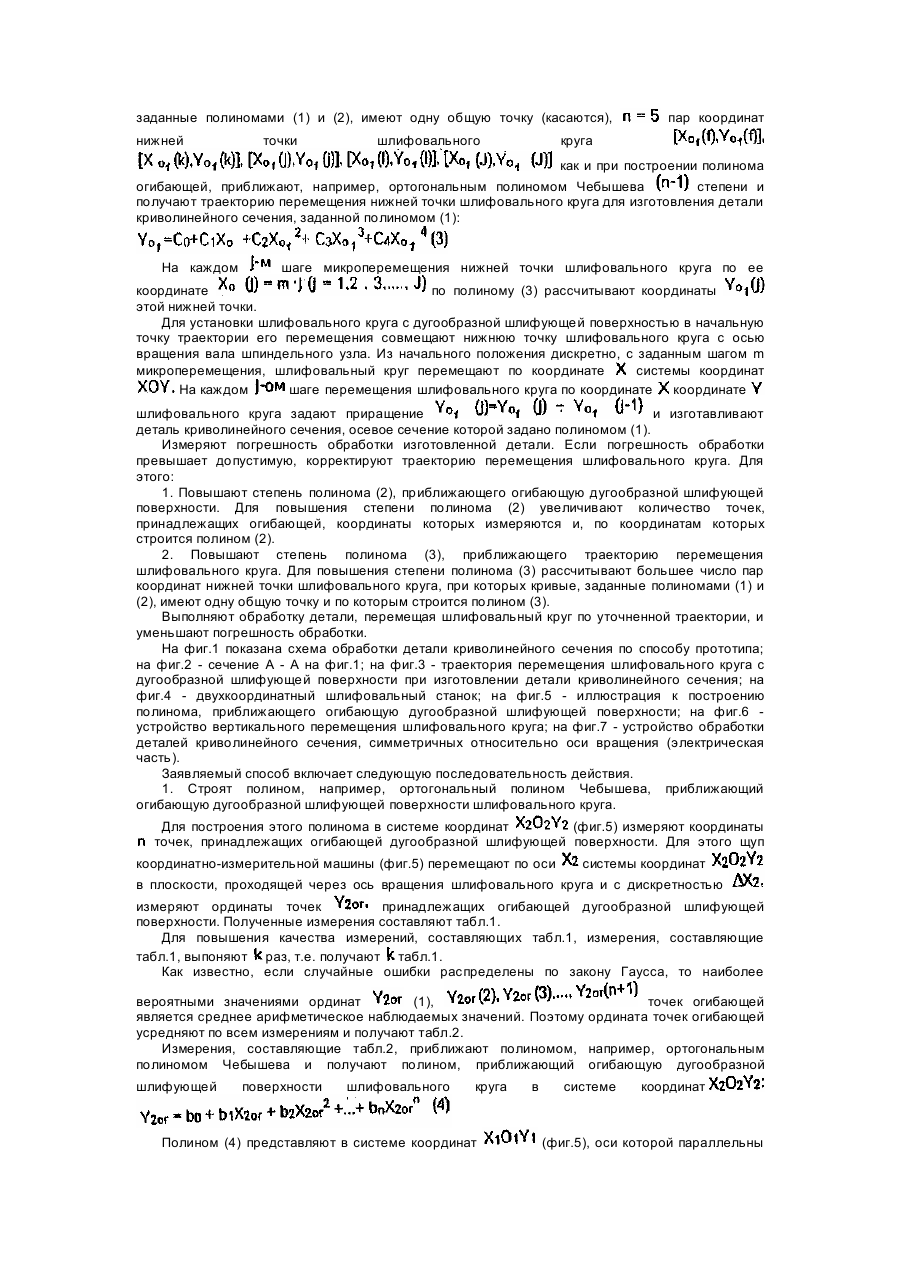
Изобретение относится к области станкостроения. Известен наиболее близкий по технической сути способ обработки деталей криволинейного сечения, симметричных относительно оси вращения, шлифовальным кругом (Патент Японии, кл. B23Q15/02, УДК 621.923), при котором строят траекторию перемещения шлифовального круга, детали и шлифовальному кругу сообщают вращательное движение, а шлифовальному кругу дополнительно - движение подачи в двух взаимно перпендикулярных направлениях по осям и системы координат с учетом построенной траектории. В соответствии с этим способом контроллер вычисляет траекторию движению шлифовального круга на основе заданной формы детали и радиуса этого шлифовального круга. Стол станка перемещается по координатам и обеспечивает отработку перемещения шлифовального круга по рассчитанной траектории. После первого этапа обработки производят измерение размеров полученной детали и рассчитывают погрешность обработки. С помощью микроскопа измеряют в покое радиус инструмента. По полученным данным рассчитывают уточненную траекторию движения инструмента. Окончательно обработка детали производится при движении инструмента по уточненной траектории. Приведенный выше способ выбран в качестве прототипа. Недостатком способа прототипа является то, что для построения траектории движения инструмента, кроме заданной формы детали криволинейного сечения используется только радиус инструмента (шлифовального круга). Пусть требуется изготовить вогнутую деталь криволинейного сечения (фиг.1), симметричную относительно оси вращения. Такую деталь можно изготовить только шлифовальным кругом с дугообразной шлифующей поверхностью (в противном случае в центре вогнутой детали образуется плоская площадка). При этом, в силу того, что известен только радиус шлифовального круга, обработка вогнутой детали криволинейного сечения может быть осуществлена (фиг.1) только тогда, когда этот шлифовальный круг перемещается так, что его плоскость симметрии совпадает с плоскостью, проходящей через ось вращения. Поэтому шлифование осуществляется точками поверхности шлифовального круга, принадлежащими окружности в радиусом, равным радиусу шлифовального круга (фиг.2, точка и прилегающей к этой окружности части поверхности шлифовального круга. Причем формообразование осуществляется только точками окружности с радиусом, равным радиусу шлифовального круга. Обработка шлифованием, когда формообразование осуществляется точками поверхности шлифовального круга, лежащими на одной окружности, приводит к быстрому износу части поверхности шлифовального круга, прилегающей к точкам этой окружности. Поэтому при обработке прочных материалов радиус шлифовального круга может существенно изменяться на каждом проходе обрабатываемой детали. В результате, так как траектория перемещения инструмента рассчитывается с учетом радиуса шлифовального круга, погрешность обработки может превысить допустимое значение. Кроме того, быстрый износ шлифующей части поверхности требует частой правки шлифовального круга и, следовательно, повышает расход ресурса его работы, а также затрудняет коррекцию траектории движения инструмента. Решаемая задача состоит в таком усовершенствовании способа обработки деталей криволинейного сечения, симметричных относительно оси вращения, когда в процессе обработки шлифованием деталей криволинейного сечения шлифовальным кругом с дугообразной шлифующей поверхностью формообразование на каждом проходе может осуществляться половиной площади дугообразной поверхности шлифовального круга, что уменьшает износ формообразующей поверхности шлифовального круга и повышает точность обработки деталей. Для решения этой задачи в способе обработки деталей криволинейного сечения симметричных относительно оси вращения шлифовальным кругом с дугообразной шлифующей поверхностью, при котором строят траекторию перемещения шлифовального круга в системе координат детали и шлифовальному кругу сообщают вращательное движение, а шлифовальному кругу дополнительно - движение подачи в двух взаимно перпендикулярных направлениях по осям и системы координат по построенной траектории, согласно изобретению, что для построения траектории перемещения шлифовального круга измеряют координаты точек, принадлежащих огибающей дугообразной шлифующей поверхности шлифовального круга и приближают огибающую дугообразной шлифующей поверхности шлифовального круга полиномом степени для равностоящих от оси которой задан полином приближающий огибающую точек детали системы координат криволинейного сечения, рассчитывают в ординаты принадлежащие огибающей криволинейного сечения, нижнюю точку огибающей дугообразной шлифующей поверхности последовательно помещают в точки огибающей криволинейного сечения с координатами и, варьируя в каждой из точек их ординаты определяют ординаты нижней точки дугообразной шлифующей поверхности, при которых огибающая детали криволинейного сечения и огибающая дугообразной шлифующей поверхности имеют одну общую точку или касаются, получают пар координат точек, принадлежащих траектории перемещения нижней точки огибающей дугообразной шлифующей поверхности, при которой огибающая детали криволинейного сечения и огибающая дугообразной шлифующей поверхности имеют одну общую очку, точек, принадлежащих траектории перемещения нижней точки огибающей дугообразной шлифующей поверхности и начальную точку траектории перемещения нижней точки дугообразной шлифующей поверхности с координатами совпадающей с нижней точкой шлифовального круга, приближают полиномом степени и получают траекторию перемещения нижней точки огибающей дугообразной шлифующей поверхности шлифовального круга или траекторию перемещения шлифовального круга, при которой формообразующие точки дугообразной шлифующей поверхности перемещаются по огибающей детали криволинейного сечения, симметричной относительно оси вращения, в процессе шлифования перемещают шлифовальный круг по полученной траектории его перемещения, для чего на каждом шаге микроперемещения шлифовального круга с дугообразной шлифующей поверхностью по оси системы координат ординате нижней точки огибающей дугообразной шлифующей поверхности шлифовального круга задают приращение равное приращению ординаты траектории перемещения шлифовального круга на шаге его микроперемещения где - ордината начальной точки траектории перемещения шлифовального круга; - абсцисса нижней точки огибающей дугообразной шлифующей поверхности в системе координат в которой измеряются координаты n точек, принадлежащих этой огибающей. Решение задачи достигается также тем, что измеряют погрешность изготовленной детали и при превышении погрешности изготовления данной детали допустимой приближают огибающую дугообразной шлифующей поверхности полиномом степени а траекторию перемещения шлифовального круга приближают полиномом степени Причинно-следственная связь заявляемого способа с достигаемым техническим результатом состоит в следующем. Пусть требуется изготовить шлифовальным кругом с дугообразной шлифующей поверхностью криволинейное тело вращения, осевое сечение которого (фиг.3) в системе координат ось которой совмещена с осью вращения вала шпиндельного узла, в общем случае задано полиномом степени: Пусть также огибающая дугообразной поверхности шлифовального круга (в сечении шлифовального круга плоскостью, проходящей, через его ось симметрии), заключенная между нижней точкой шлифовального круга (точка фиг.3) и крайней точкой огибающей дугообразной поверхности (точка фиг.3) в системе координат огибающей дугообразной поверхности описывается полиномом степени: Обработка детали криволинейного сечения, осевое сечение которой задано полиномом (1), выполняется на двухкоординатном шлифовальном станке (фиг.4), элементы формообразующей системы которого обеспечивают дискретное перемещение резца по рассчитанной траектории перемещения шлифовального круга путем перемещения этого шлифовального круга с заданным шагом m микроперемещения по координате (горизонтальное перемещение) и синхронного с этим перемещением перемещение шлифовального круга на рассчитанную величину по координате (вертикальное перемещение). При таком перемещении шлифовального круга в процессе шлифования ориентация огибающей дугообразной поверхности шлифовального круга, заданной полиномом (2), в пространстве не изменяется. Установим шлифовальный круг в начальную точку траектории его перемещения для изготовления детали криволинейного сечения, заданного полиномом (1). Для этого нижнюю точку шлифовального круга (фиг.4) совместим с осью вращения вала шпиндельного узла и зададим, в системе координат координате нижней точки шлифовального круга значение В процессе изготовления детали криволинейного сечения, осевое сечение которой задано полиномом (1) из начальной точки траектории перемещения, шлифовальный круг требуется перемещать по такой траектории, чтобы на каждом шаге микроперемещения величины m нижней точки шлифовального круга в направлении полуоси системы координат (фиг.3) координата нижней точки шлифовального круга должна принимать такое значение, чтобы деталь криволинейного сечения, осевое сечение которой задано полиномом (1) и огибающая дугообразной поверхности шлифовального круга, заданная полиномом (2), имели одну общую точку. Таким образом, задача построения траектории перемещения шлифовального круга сводится к задаче построения траектории перемещения нижней точки шлифовального круга, при которой каждому дискретному значению координаты шлифовального круга в системе координат нижней точки (фиг.3) соответствует дискретное значение координаты нижней точки шлифовального круга, при котором кривые, заданные полиномами (1) и (2), имеют одну общую точку, т.е. касаются. Как видно из фиг.3, при такой траектории перемещения нижней точки шлифовального круга и, если при этом шлифовальный круг расположен так, что его плоскость симметрии перпендикулярна плоскости, проходящей через ось вращения, на каждом проходе формообразование может осуществляться половиной площади дугообразной поверхности шлифовального круга. Для построения полинома (2), приближающую огибающую дугообразной шлифующей поверхности, в системе координат измеряют координаты точек (фиг.5), принадлежащих этой огибающей. Координаты точек огибающей приближают, например, ортогональным полиномом Чебышева степени, не выше По полученному приближающему огибающую полиному в системе координат определяют координаты нижней точки этой огибающей (нижней точки шлифовального круга). Начало системы координат координаты (фиг.5), оси которой параллельны осям системы совмещают с нижней точкой огибающей. Записывают приближающий огибающую полином в системе координат и получают полином (2), приближающий дугообразную шлифующую поверхность шлифовального круга, строят траекторию перемещения нижней точки шлифовального круга такую, что в каждый момент времени перемещения шлифовального круга, деталь криволинейного сечения, осевое сечение которой задано полиномом (1) и огибающая дугообразной поверхности шлифовального круга, заданная полиномом (2), имеют одну общую точку. Пусть о процессе шлифования формообразующая точка (фиг.3) смещается по огибающей из точки в точку При этом нижняя точка шлифовального круга перемещается по оси системы координат из точки в точку на расстояние где число шагов микроперемещений нижней точки шлифовального круга с шагом (в точку Возьмем на отрезке оси системы координат (фиг.3), равном расстоянию равноотстоящих точек, например, отстоящих от начала системы координат на расстоянии где - число микроперемещений нижней точки шлифовального круга от оси вращения (начала системы координат в данную точку с шагом перемещения m. Координату нижней точки шлифовального круга последовательно принимают равной и для каждого из этих значений координаты нижней точки шлифовального круга по методу простых итераций рассчитывают координаты нижней точки шлифовального круга при которых кривые, заданные полиномами (1) и (2), имеют одну общую точку (касаются), нижней точки шлифовального пар координат круга как и при построении полинома огибающей, приближают, например, ортогональным полиномом Чебышева степени и получают траекторию перемещения нижней точки шлифовального круга для изготовления детали криволинейного сечения, заданной полиномом (1): На каждом шаге микроперемещения нижней точки шлифовального круга по ее координате по полиному (3) рассчитывают координаты этой нижней точки. Для установки шлифовального круга с дугообразной шлифующей поверхностью в начальную точку траектории его перемещения совмещают нижнюю точку шлифовального круга с осью вращения вала шпиндельного узла. Из начального положения дискретно, с заданным шагом m микроперемещения, шлифовальный круг перемещают по координате системы координат На каждом шаге перемещения шлифовального круга по координате координате шлифовального круга задают приращение и изготавливают деталь криволинейного сечения, осевое сечение которой задано полиномом (1). Измеряют погрешность обработки изготовленной детали. Если погрешность обработки превышает допустимую, корректируют траекторию перемещения шлифовального круга. Для этого: 1. Повышают степень полинома (2), приближающего огибающую дугообразной шлифующей поверхности. Для повышения степени полинома (2) увеличивают количество точек, принадлежащих огибающей, координаты которых измеряются и, по координатам которых строится полином (2). 2. Повышают степень полинома (3), приближающего траекторию перемещения шлифовального круга. Для повышения степени полинома (3) рассчитывают большее число пар координат нижней точки шлифовального круга, при которых кривые, заданные полиномами (1) и (2), имеют одну общую точку и по которым строится полином (3). Выполняют обработку детали, перемещая шлифовальный круг по уточненной траектории, и уменьшают погрешность обработки. На фиг.1 показана схема обработки детали криволинейного сечения по способу прототипа; на фиг.2 - сечение А - А на фиг.1; на фиг.3 - траектория перемещения шлифовального круга с дугообразной шлифующей поверхности при изготовлении детали криволинейного сечения; на фиг.4 - двухкоординатный шлифовальный станок; на фиг.5 - иллюстрация к построению полинома, приближающего огибающую дугообразной шлифующей поверхности; на фиг.6 устройство вертикального перемещения шлифовального круга; на фиг.7 - устройство обработки деталей криволинейного сечения, симметричных относительно оси вращения (электрическая часть). Заявляемый способ включает следующую последовательность действия. 1. Строят полином, например, ортогональный полином Чебышева, приближающий огибающую дугообразной шлифующей поверхности шлифовального круга. Для построения этого полинома в системе координат (фиг.5) измеряют координаты точек, принадлежащих огибающей дугообразной шлифующей поверхности. Для этого щуп координатно-измерительной машины (фиг.5) перемещают по оси системы координат в плоскости, проходящей через ось вращения шлифовального круга и с дискретностью измеряют ординаты точек принадлежащих огибающей дугообразной шлифующей поверхности. Полученные измерения составляют табл.1. Для повышения качества измерений, составляющих табл.1, измерения, составляющие табл.1, выпоняют раз, т.е. получают табл.1. Как известно, если случайные ошибки распределены по закону Гаусса, то наиболее вероятными значениями ординат (1), точек огибающей является среднее арифметическое наблюдаемых значений. Поэтому ордината точек огибающей усредняют по всем измерениям и получают табл.2. Измерения, составляющие табл.2, приближают полиномом, например, ортогональным полиномом Чебышева и получают полином, приближающий огибающую дугообразной шлифующей поверхности шлифовального круга Полином (4) представляют в системе координат в системе координат (фиг.5), оси которой параллельны осям системы координат а ее начало совмещено с нижней точкой огибающей (с нижней точкой дугообразной шлифующей поверхности). Для этого производную приравнивают нулю: Решают уравнение (5) и получают координату координат Подставив полученное значение от полинома (4) нижней точки огибающей (в системе в (4), получают координату (в системе координат В системе координат полином (4) записывают в виде Вводят обозначение и записывают полином (6) в виде 2. Полагая, что ось симметрии детали криволинейного сечения, огибающая которого задана (1) совмещена с осью вращения вала шпиндельного узла (фиг.3), нижняя точка дугообразной шлифующей поверхности (огибающей) в начальной точке траектории перемещений шлифовального круга лежит на оси вращения вала шпиндельного узла, а огибающая дугообразной шлифующей поверхности лежит в плоскости системы координат ось которой совмещена с осью вращения вала шпиндельного узла, а ось системы координат лежит в плоскости основания детали криволинейного сечения, заданной полиномом (1), для точек лежащих на отрезке полуоси радиусу детали криволинейного сечения, рассчитывают ординаты криволинейного сечения равном максимальному точек на огибающей детали Сохраняя оси систем координат и параллельными, нижнюю точку огибающей дугообразной шлифующей поверхности последовательно помещають в точки огибающей детали криволинейного сечения с координатами и, варьируя по методу простых итераций, ординаты нижней точки огибающей определяют значения ординат нижней точки огибающей, при которых огибающая дугообразной шлифующей поверхности и огибающая детали криволинейного сечения, заданная полиномом (1), имеют одну общую точку или касаются. Названные выше действия рассмотрим для точки огибающей детали криволинейного сечения с координатами (фиг.3, 2.1. Помещают нижнюю точку огибающей дугообразной шлифующей поверхности в точку огибающей детали криволинейного сечения, для чего нижней точке задают координаты Координате нижней точки огибающей шлифующей поверхности задают приращение и представляют ординату этой огибающей в системе координат 2.2. Задают шаг изменения переменной полинома (1) и переменной полинома (8). Изменяют значение переменной в системе координат полинома (1) с шагом от значения и значение переменной до значения до значения полинома (8) от значения - координаты точки (фиг.3) в системе координат и для каждого значения этих переменных вычисляют ординаты точек, принадлежащих огибающей детали криволинейного сечения и огибающей дугообразной шлифующей поверхности 2.3. На каждом шаге измерения значения переменных и вычисляют разность между ординатой точки, принадлежащей огибающей дугообразной шлифующей поверхности и ординатой точки огибающей детали криволинейного сечения: и проверяют выполнение неравенства 2.4. Если на k - ом шаге изменения переменных и неравенство не выполняется, огибающая детали криволинейного сечения и огибающая дугообразной шлифующей поверхности пересекаются. Нижней точкой огибающей в соответствии с (10) задают очередное приращение как и в п.2.2. уменьшают значения переменных и с шагом На каждом шаге изменения переменных и вычисляют ординаты точек, принадлежащих детали криволинейного сечения и огибающей дугообразной шлифующей поверхности, вычисляют разность и проверяют выполнение неравенства в соответствии с (11) и (12). Если неравенство (12) не выполняется на всем интервале изменения переменных и приведенные выше действия по невыполнению неравенства (12) повторяют до выполнения этого неравенства на всем интервале изменений переменных и 2.5. Если на всем интервале изменения переменных и нераверство выполняется, огибающая дугообразной шлифующей поверхности находится над огибающей детали криволинейного сечения. Уменьшают ординату дискреты и уменьшают шаг изменения переменных на половину и в раз и делают равным Задают величину допустимого отклонения e ординаты точки, принадлежащей огибающей дугообразной шлифующей поверхности, от ординаты точки огибающей детали криволинейного сечения. 2.6. В том же интервале изменяют значения переменных и с шагом Для каждого значения переменных и вычисляют ординаты точек, принадлежащих огибающей детали криволинейного сечения и огибающей дугообразной шлифующей поверхности, заданных полиномами (9) и (10) соответственно Вычисляют величину разности между этими ординатами в соответствии с (11). Определяют и запоминают минимальную разность на интервале изменения переменных и и номер дискреты минимальная разность изменения переменных и на которой получена Проверяют выполнение неравенства и, если это неравенство выполняется, запоминают координаты нижней точки огибающей дугообразной шлифующей поверхности (в системе координат при которых отклонения формообразующей точки огибающей дугообразной шлифующей поверхности от огибающей детали криволинейного сечения по координату не превышает допустимого значения 2.7. Если нераверство не выполняется, проверяют, принимала ли разность отрицательные значения Если "да", огибающая детали криволинейного сечения и огибающая дугообразной шлифующей поверхности пересеклись. Увеличивают ординату нижней точки огибающей дугообразной шлифующей поверхности на половину дискреты изменения этой ординаты на предыдущем шаге Если "нет", т.е. разность на всем интервале изменения переменных и огибающая дугообразной шлифующей поверхности осталась над огибающей детали криволинейного сечения и расстояние превышает допустимую величину отклонения Уменьшают ординату нижней точки огибающей дугообразной шлифующей поверхности на половину дискреты изменения этой ординаты на предыдущем шаге: В этом же интервале для ординаты нижней точки огибающей, заданной (20) или (21), изменяют значения переменных и с шагом в соответствии с (15). На каждом шаге изменения переменных и вычисляют ординаты точек огибающей детали криволинейного сечения и огибающей дугообразной шлифующей поверхности, вычисляют и запоминают разность ординат определяют минимальное значение этой разности интервале и запоминают номер дискреты на упомянутом на которой достигнута минимальная разность. Проверяют выполнение неравенства 2.8. Если неравенство огибающей дугообразной выполняется, запоминают координаты нижней точки шлифующей поверхности при которых отклонение формообразующей точки огибающей дугообразной шлифующей поверхности от огибающей детали криволинейного сечения по координате не превышает допустимого значения Если неравенство не выполняется, увеличивают ординату нижней точки огибающей дугообразной шлифующей поверхности на половину дискреты изменения этой ординаты на предыдущем шаге, если на интервале изменения переменных и разность принимала отрицательные значения. Если на этом интервале разность не принимала отрицательных значений, уменьшают ординату нижней точки огибающей на ту же величину. Выполняя приведенные выше действия добиваются на шаге дробления дискреты выполнения неравенства дугообразной шлифующей и получают координаты нижней точки огибающей поверхности при которых отклонение по координате формообразующей точки от огибающей детали криволинейного сечения не превышает допустимого значения 2.9. Приведенные выше действия выполняют для точек лежащих на отрезке полуоси системы координат равном радиусу основания детали криволинейного сечения. В результате получают пар координат нижней точки огибающей дугообразной шлифующей поверхности, принадлежащих траектории перемещения этой нижней точки огибающей, при которой в каждый момент времени огибающая детали криволинейного сечения, заданная полиномом (1) и огибающая дугообразной шлифующей поверхности, заданная полиномом (7), имеют общую точку или касаются: где точек, принадлежащих траектории перемещения нижней точки огибающей дугообразной шлифующей поверхности и начальную точку траектории перемещения этой нижней точки огибающей приближают полиномом, например, ортогональным полиномом Чебышева и получают траекторию перемещения нижней точки огибающей дугообразной шлифующей поверхности, при которой формообразующая точка перемещается по дугообразной шлифующей поверхности и в каждый момент времени не отклоняется по координате от огибающей детали криволинейного сечения, заданной полиномом (1) допустимой величины отклонения больше 2.10. В процессе шлифования нижнюю точку огибающей дугообразной шлифующей поверхности перемещают из начальной точки (фиг.3) траектории ее перемещения с координатами по траектории, заданной полиномом (23). Для этого нижнюю точку огибающей дугообразной шлифующей поверхности дискретно с установленным шагом микроперемещения перемещают по оси из начальной точки траектории ее перемещения на расстояние (фиг.3), больше радиуса детали криволинейного сечения на величину проекции крайней точки дугообразной шлифующей поверхности на ось системы координат На каждом шаге шлифующей поверхности микроперемещения нижней точки огибающей дугообразной по оси системы координат ординате нижней точки огибающей задают приращение равное приращению ординаты траектории перемещения вершины резца на шаге микроперемещения: и получают деталь криволинейного сечения, симметричную относительно оси вращения, огибающая которой задана полиномом 3. Измеряют погрешность изготовления детали криволинейного сечения и, если погрешность изготовления превышает допустимую, корректируют траекторию перемещения нижней точки огибающей. Для этого повышают степень полинома (7), приближающего огибающую дугообразной шлифующей поверхности, для чего увеличивают количестве точек, принадлежащих огибающей дугообразной шлифующей поверхности, координаты которых измеряются и по измеренным координатам которых строится полином (7). Строят приближающий огибающую полином (7) степени Используя полином (7) повышенной степени, определяют число пар координат нижней точки огибающей, при которых огибающая детали криволинейного сечения и огибающая дугообразной шлифующей поверхности имеют одну общую точку. По числу измерений координат нижней точки огибающей строят полином (23), задающий траекторию перемещения нижней точки огибающей степени и выполняют шлифование по уточненной траектории. Устройство обработки деталей криволинейного сечения, симметричных относительно оси вращения, шлифовальным кругом 1 (рис.4) с дугообразной шлифующей поверхностью на двухкоординатном станке (фиг.4) основными элементами формообразующей системы которого является станина 2, установленная на виброкомпенсирующих опорах 3, шпиндельный узел 4, направляющая 5, установленная на стойках 6, аэростатический узел 7, перемещающийся на воздушной подушке по направляющей 5 и включающий шаговый пьезоэлектрический двигатель 8, устройство 9 вертикального перемещения шлифовального круга, шпиндель 10 шлифовального круга 1, цифровой блок 11, блок 12 управления перемещением шлифовального круга 1. Шаговый пьезоэлектрический двигатель 8 (а.с. СССР №470030, кл. H01V7/00) служит для перемещения аэростатического узла 7 с заданным шагом микроперемещения. Устройство 9 вертикального перемещения шлифовального круга предназначено для перемещения шлифовального круга 1 по координате (фиг.4). Причем, вертикальное перемещение шлифовального круга 1 осуществляется синхронно с перемещением аэростатического узла 7 по координате (по горизонтали) на величину приращения координаты шлифовального круга на j - ом шаге микроперемещения аэростатического узла 7. Синхронность перемещения обеспечивает блок 12 управления перемещением шлифовального круга 1. Устройство 9 вертикального перемещения шлифовального круга 1 (фиг.6) включает втулку 13, стакан 14, в полости которого установлен пьезоэлемент 15 перемещения шлифовального круга 1. Причем, один конец пьезоэлемента 15 связан с втулкой 13, а другой со стаканом 14. Втулка 13 посредством полуколец 16, пьезостолбов 17 фиксации втулки при подаче напряжения на пьезостолбы 17 жестко связывается с корпусом 18 устройства 9. Начальную величину зазора между втулкой 13 и полукольцами 16 устанавливают с помощью регулировочных винтов 19. Стакан 14 с корпусом 18 устройства 9 связан посредством полуколец 20 и пьезостолбов 21 фиксации стакана. Стакан 14 взаимодействует с подвижным элементом 22 и связан с корпусом 18 устройства 9 посредством однорядной аэростатической опоры 23, 24 - выпускное окно. Камера наддува 25 и поршень 26, укрепленный на подвижном элементе 22, обеспечивают прижим подвижного элемента 22 к стакану 14 с постоянной силой, 27 - уплотнительные манжеты. В качестве цифрового блока 11 может, например, использоваться цифровой блок, включающий ЭВМ типа 9825 фирмы "Хьюлетт"-Паккард" и модуль ввода-вывода Z80-PI0 (см. Науман Г. и др. Стандартные интерфейсы для измерительной техники. - Мир, 1982). Блок 12 управления перемещением шлифовального круга включает (фиг.7) триггер 28, длительность импульсов которого определяет длительность шага микроперемещений шлифовального круга по координатам и Импульсы с триггера 28 поступают на дифференцирующую цепочку 29, а с ее выхода короткие продифференцированные импульсы поступают на запуск и срыв генератора 30 пилы, на инвертор 31, на запуск мультивибратора 32 с одним устойчивым состоянием, в вычислитель 11 для считывания кода приращения координаты на шаге микроперемещения аэростатического узла 7. С выхода генератора 30 пилы напряжение поступает на усилитель 33, а с него на пьезостолб 34 безударного перемещения аэростатического узла 7. С генератора 31 продифференцированные импульсы поступают на запуск мультивибратора 35 с одним устойчивым состоянием. Импульс мультивибратора 35 усиливается усилителем 36 и поступает на обмотку фиксатора 37, который служит для закрепления конца подвижной части пьезоэлектрического двигателя 8 и подтягивания фиксатора 38 после снятия напряжения с пьезостолба 34. Фиксатор 38 служит для закрепления второго конца подвижной части пьезоэлектрического двигателя 8 при перемещении аэростатического узла 7. Импульс с мультивибратора 35 поступает также на усилитель 39, а с него на пьезостолб 21 фиксации стакана 14. Импульсы мультивибратора 32 с одним устойчивым состоянием усиливаются усилителями 40 и 41 и поступают на фиксатор 38 и пьезостолбы 17 фиксации втулки 13. 42 интегратор, постоянная времени которого выбрана такой, что напряжение на его выходе достигает значения входного напряжения за время длительности шага микроперемещения аэростатического узла 7.43 - переключатель "прямой - реверс". В положении "реверс" к фиксатору 37 подключается усилитель 38, что обеспечивает перемещение аэростатического узла 7 в обратном направлении. Причем, выход триггера 28 соединен с входом дифференцирующей цепочки 29, а ее выход соединен с входом генератора 30 пилы, с входом инвертора 31, с входом мультивибратора 32, с входом цифрового блока 11, выход генератора 30 пилы соединен с входом усилителя 33, а его выход соединен с пьезостолбом 34, выход инвертора 31 соединен с входом мультивибратора 35, а его выход соединен с входами усилителей 36 и 39, выход усилителя 36 через переключатель 43 в положении "прямой" соединен с фиксатором 37, а в положении "реверс" соединен с фиксатором 38, выход усилителя 39 соединен с пьезостолбами 21, выход мультивибратора 32 соединен с входами усилителей 40 и 41, выход усилителя 40 через переключатель 43 в положении "прямой" соединен с фиксатором 38, а в положении "реверс" соединен с фиксатором 37, выход усилителя 41 соединен с пьезостолбами 17, первый выход цифрового блока 11 соединен с входом мультивибратора 28, а его второй выход соединен с входом интегратора 43, выход которого соединен с пьезостолбом 15 перемещения шлифовального круга. Работает устройство следующим образом. С помощью координатно-измерительной машины КИМ-Р измеряют координаты n точек в плоскости, проходящей через ось вращения шлифовального круга и принадлежащих огибающей дугообразной шлифующей поверхности. Вводят измеренные координаты n точек в цифровой блок 11 и выполняют пуск подпрограммы "Полином", Цифровой блок 11 рассчитывает и запоминает коэффициенты полинома (7), приближающего огибающую дугообразной шлифующей поверхности. В память цифрового блока 11 вводят коэффициенты полинома (1) и выполняют пуск подпрограммы "Траектория перемещения шлифовального круга". В соответствии с алгоритмом работы этой подпрограммы рассчитываются и запоминаются коэффициенты полинома (23), приближающего траекторию перемещения шлифовального круга такую, что в каждой точке этой траектории огибающие, заданные полиномами (1) и (7) имеют одну общую точку или касаются. В цифровой блок 11 вводят радиус детали криволинейного сечения и величину шага m микроперемещения шлифовального круга пьезоэлектрическим двигателем 8 по координате и выполняют пуск подпрограммы "Расчет приращений В соответствии с алгоритмом работы этой подпрограммы цифровой блок 11: а) Рассчитывает число шагов I микроперемещений шлифовального круга 1 с шагом перемещения например, перемещается на расстояние б) Для каждого за которое нижняя точка шлифовального круга шага микроперемещений рассчитывается приращение ординаты ординаты траектории шлифовального круга на шлифовального круга по оси шлифовального круга 1, равное приращению шаге микроперемещения по оси в) В памяти цифрового блока формируется одномерный массив приращений Для изготовления поверхности, заданной полиномом (1), нижнюю точку шлифовального круга 1 устанавливают в начальную точку траектории перемещения шлифовального круга 1 (точка А, фиг.3), т.е. на ось вращения вала шпиндельного узла. Выполняют пуск (с пульта цифрового блока 11) подпрограммы "Шлифование". По сигналу пуска подпрограммы "Шлифование" цифровой блок 11 снимает запирающее напряжение с мульвибратора 28. Мульвибратор 28 (фиг.7) генерирует импульсы, длительность которых определяет длительность шага микроперемещений шлифовального круга 1. Импульсы микровибратора 28 дифференцируются дифференцирующей цепочкой 29 и поступают на запуск и срыв генератора 30 пилы. Следовательно, длительность пилы равна длительности импульсов мультивибратора 28. Напряжение пилы поступает на усилитель 33, а с его выхода поступает на пьезостолб 34. Под воздействием этого напряжения пьезостолб 34 удлиняется на величину шага m микроперемещения шлифовального круга 1. Одновременно с запуском генератора 30 пилы продифференцированные положительные импульсы с дифференцирующей цепочки 29 поступают на запуск ждущего мультивибратора 32 с одним устойчивым состоянием, длительность импульса которого равна длительности пилы, и в цифровой блок 11. Импульсы с выхода ждущего мультивибратора 32 поступают на усилители 40 и 41, а с их выходов через переключатель 43 "прямой - реверс" поступают на фиксатор 38 и пьезостолбы 17 фиксации втулки 13. В результате пьезостолб 34 удлиняется относительно фиксатора 38 и перемещает аэростатический узел 7 вправо (фиг.7), а также фиксируется стакан 14 устройства 9. Одновременно с фиксацией стакана 14 код приращения с цифрового блока 11 поступает на вход интегратора 42. С выхода интегратора 42 возрастающий по экспоненте сигнал, пропорциональный коду приращения поступает на пьезостолб 15 перемещения шлифовального круга 1, Так как втулка 13 зафиксирована, шлифовальный круг 1 перемещается на величину Отрицательный продифференцированный импульс с дифференцирующей цепочки 29 поступает на инвертор 31, инвертируется и запускает ждущий мультивибратор 35, импульс которого усиливается усилителями 36 и 39 и через переключатель 43 "прямой - реверс" поступает на фиксатор 37 и пьезостолбы 21 фиксации стакана 14 устройства 9. В результате фиксируется правый конец пьезостолба 34 и стакан 14. Отрицательный продифференцированный импульс с дифференцирующей цепочки 29 поступает также на срыв генератора 30 пилы, на ждущий мультивибратор 32 и цифровой блок 11. В результате пьезостолб 34 укорачивается, мультивибратор 32 опрокидывается и фиксатор 38 освобождает левый конец пьезостолба 34 пьезодвигателя 8. Левый конец пьезостолба 34 вместе с фиксатором 38 подтягивается вправо, а также снимается напряжение с пьезостолбов 17 втулки 13. Втулка 13 освобождается. Отрицательный импульс с выхода дифференцирующей цепочки 29 поступает также в цифровой блок 11. По этому сигналу цифровой блок 11 устанавливает в ноль интегратор 42. Напряжение на пьезостолбе 15 перемещения шлифовального круга 1 становится равным нулю. Пьезостолб 15 укорачивается и подтягивает освобожденную втулку 13. Шлифовальный круг 1 перемещен по координате Y на величину По переднему фронту второго положительного импульса мультивибратора 28 описанный выше цикл работы повторяется и шлифовальный круг 1 будет перемещен по координате на величину шага микроперемещения а по координате на величину дискреты После перемещения шлифовального круга 1 в конечную точку траектории его перемещения при поступлении в цифровой блок 11 отрицательного импульса с дифференцирующей цепочки 29 цифровой блок 11 выдает на мультивибратор 28 постоянное напряжение запирания. Мультивибраторов прекращает генерацию. Под давлением газа на поршень 26 (фиг.6) шлифовальный круг 1 поднимается вверх. Для перемещения аэростатического узла 7 в обратном направлении переключатель 32 "прямой - реверс" устанавливают в положение "реверс". В этом положении переключателя 43 фиксатор 37 подключается к выходу усилителя 40, а фиксатор 38 - к выходу усилителя 36. При включении устройства пьезодвигатель 8 будет перемещать аэростатический узел 7 в обратном направлении.
ДивитисяДодаткова інформація
Автори англійськоюShepelev Anatolii Oleksandrovych, Zinenko Volodymyr Mykolaiovych
Автори російськоюШепелев Анатолий Александрович, Зиненко Владимир Николаевич
МПК / Мітки
МПК: B24B 19/00, B23Q 15/007
Мітки: дугоподібною, обробки, відносної, шліфувальним, кругом, перерізу, криволінійного, обертання, вісі, деталей, шліфуючою, спосіб, симетричних, поверхнею
Код посилання
<a href="https://ua.patents.su/16-20749-sposib-obrobki-detalejj-krivolinijjnogo-pererizu-simetrichnikh-vidnosno-visi-obertannya-shlifuvalnim-krugom-z-dugopodibnoyu-shlifuyuchoyu-poverkhneyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки деталей криволінійного перерізу, симетричних відносно вісі обертання, шліфувальним кругом з дугоподібною шліфуючою поверхнею</a>
Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей
Номер патенту: 20238
Опубліковано: 15.07.1997
Автори: Логовський Євген Іванович, Корбут Микола Антонович, Шишиць Микола Пилипович
МПК: B24B 5/00
Мітки: поверхонь, циліндричних, обробки, верстат, деталей, зовнішніх, безцентровошліфувальний
Формула / Реферат:
Бесцентрошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащих загрузочное устройство и имеющее параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, отличающийся тем, что станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом...
Спосіб налагодження верстату для обробки поверхонь обертання та пристрій для його здійснення

Номер патенту: 2427
Опубліковано: 26.12.1994
Автори: Мельниченко Володимир Васильйович, Єфремов Володимир Борисович, Муравський Аркадій Миколайович, Добровольський Геннадій Георгійович, Баришников Олександр Олександрович
МПК: B23B 25/00
Мітки: верстату, поверхонь, спосіб, пристрій, здійснення, обробки, налагодження, обертання
Формула / Реферат:
1. Способ наладки станка для обработки поверхностей вращения, заключающийся в измерении одновысотности и параллельности осей шпинделя и суппорта, регистрации и анализе результатов измерения с последующим устранением рассогласований, отличающийся тем, что, с целью повышения точности формообразования, измеряют величины перемещения оси суппорта от контрольной поверхности в середине и на максимальных удалениях контролируемого участка для...
Засіб абразивоструминної обробки деталей
Номер патенту: 1584
Опубліковано: 25.10.1994
Автори: Дрозд Віталій Антонович, Пилипенко Віктор Васильович, Іванов Володимир Іванович
МПК: B24C 1/00
Мітки: обробки, абразивоструминної, деталей, засіб
Формула / Реферат:
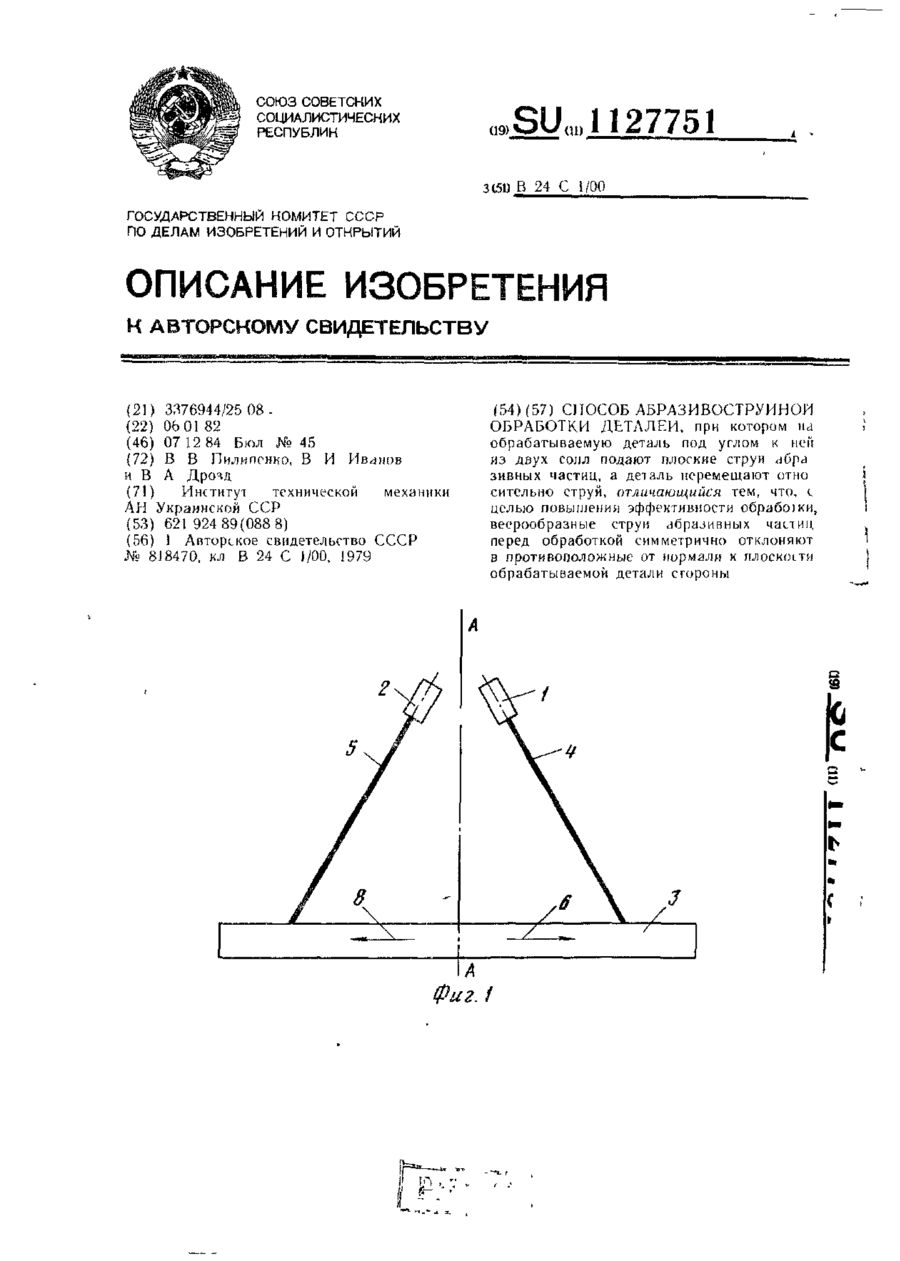
Способ абразивоструйной обработки деталей, при котором на обрабатываемую деталь под углом к ней из двух сопл подают плоские струи абразивных частиц, а деталь перемещают относительно струй, отличающийся тем, что, с целью повышения эффективности обработки, веерообразные струи абразивных частиц перед обработкой симметрично отклоняют в противоположные от нормали к плоскости обрабатываемой детали стороны.
Спосіб вібраційної обробки деталей

Номер патенту: 8831
Опубліковано: 30.09.1996
Автори: Оніщенко Олександр Олександрович, Саповець Володимир Миколайович, Баскаков Генадій Гаврилович
МПК: B24B 31/06
Мітки: деталей, вібраційної, спосіб, обробки
Формула / Реферат:
1. Способ вибрационной обработки деталей, при котором обрабатываемую деталь устанавливают на шпинделе и погружают в вибрирующий контейнер, заполненный сыпучей абразивной средой, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения обработки деталей с тонкослойными покрытиями, детали в течение цикла обработки поворачивают относительно шпинделя не менее чем на один полный оборот.2. Способ по п. 1,...
Верстат для обробки виробів у вигляді тіл обертання
Номер патенту: 392
Опубліковано: 30.04.1993
Автори: Білоконь Віктор Юр'євич, Титаренко Руслан Вікторович
МПК: B27C 7/00
Мітки: виробів, тіл, верстат, обробки, обертання, вигляді
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Станок для обработки изделий в виде тел вращения, включающий основание, центр для зажима и вращения изделий, копир, каретку, на которой смонтирован с возможностью перемещения к оси центров суппорт, несущий с одного конца копирный ролик, взаимодействующий с копиром, а с другого - шпиндельный узел, о т л и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей, каретка со стороны...
Попередній патент: Складений прокатний валок
Наступний патент: Легкоатлетичний спис та спосіб його виготовлення
Випадковий патент: Апарат псевдозрідженого шару