Спосіб дугового зварювання стиків рельсів
Номер патенту: 21039
Опубліковано: 07.10.1997
Автори: Сергієнко Юрій Вікторовіч, Чигарьов Валерій Васильович
Формула / Реферат
Способ дуговой сварки стыков рельсов с многослойным заполнением разделки кромок, при котором слои выполняют на оптимальном режиме возвратно-поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков, отличающийся тем, что на оптимальном режиме выполняют сварку стойки рельса, а сварку подошвы и головки рельсов на режимах, в 1,6-1,7 раза превышающий оптимальный.
Текст
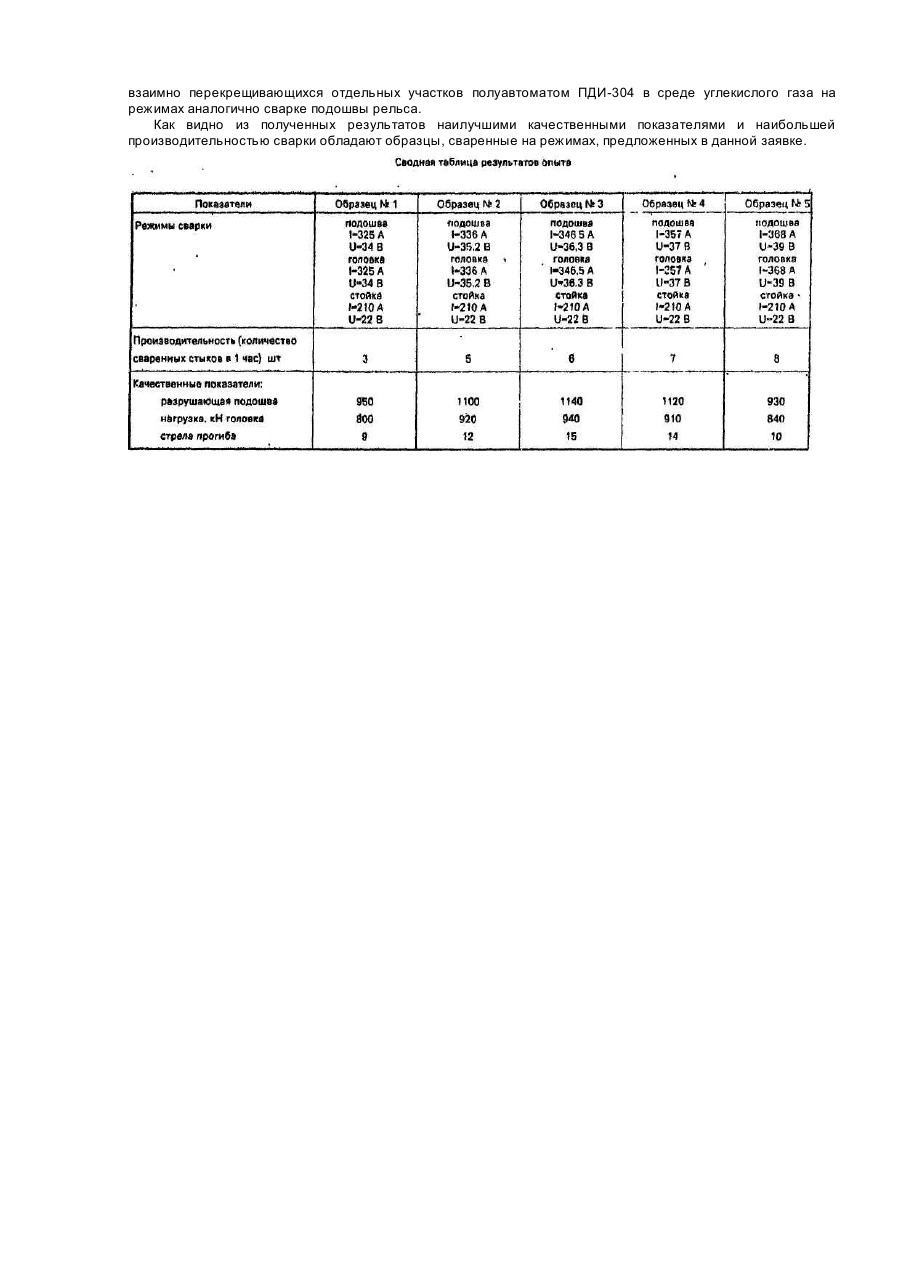
Изобретение относится к способам дуговой сварки, преимущественно деталей сложного сечения и может найти применение на промышленном железнодорожном транспорте, например, при сварке стыков рельсов. При сварке подобных изделий важное значение имеет производительность сварки. Производительность сварки, в свою очередь, определяется, особенно при сварке стыков рельсов, объемом сварочной ванны. . Увеличение объема (массы) сварочной ванны при сварке стыков рельсов приводит к образованию наплывов, а при дальнейшем увеличении массы - к вытеканию жидкого металла. Известен способ ручной дуговой, сварки - стыков рельсов, при котором электродом совершают возвратно-поступательное перемещение с образованием взаимно перекрывающихся отдельных участков [1]. Однако, этот способ характеризуется малой производительностью при сварке деталей переменного сечения в силу малой проплавляющей способности данного вида сварки, что исключает образование равнопрочного соединения с основным металлом. Известен способ дуговой сварки стыковых соединений с многослойным заполнением разделки кромок, при котором первый и последующие слои выполняются с взаимно перекрещивающимися участками равномерным взаимно поступательным перемещением электрода [2]. Недостатком известного способа является малая производительность процесса заполнения разделки, связанная с трудностью обеспечения в каждом слое максимально возможной величины объема сварочной ванны, достижение которого связано с необходимостью выполнения нескольких (по количеству слоев) проходов, что, в свою очередь, снижает производительность процесса сварки. Наиболее близким техническим решением является способ дуговой сварки стыковых соединений с многослойным заполнением разделки кромок, при котором слои выполняются на оптимальном режиме возвратно поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков [3]. В известном способе не обеспечивает равнопрочное соединение за счет того, что при сварке деталей переменного сечения необходима на каждом участке определенная величина погонной энергии, в случае неравномерного распределения которой необходимо выполнять ряд дополнительных технологических приемов, что приводит к уменьшению производительности. В основу изобретения поставлена задача усовершенствовать способ дуговой сварки, в котором новый режим позволил бы получить равнопрочное сварное соединение с основным металлом и за счет этого сократить продолжительность осуществлений процесса сварки. Техническим результатом данного изобретения является повышение качества и производительности процесса сварки стыков рельсов. Это достигается за счет того, что способ дуговой сварки стыков рельсов выполняют с многослойным заполнением сварного шва, при котором слои выполняются на оптимальном режиме возвратно-поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков, поэтому, согласно изобретению, сварку стойки рельсов выполняют на оптимальном режиме, а сварку подошвы и головки рельса на режиме, превышающем оптимальный в 1,6-41,7 раза. Выполнение на оптимальном режиме сварки стойки рельса, а сварки подошвы и головки рельса на режиме, превышающем оптимальный в 1,6—1,7 раза, позволяет избежать появления в зоне сварки крупнозернистой структуры, появления в стыках остаточных напряжений, что значительно повышает механические свойства стыкового рельсового соединения. При сварке на режимах, отличных от заявляемых, возможно разупрочнение металла, резко изменяется первоначальная структура и строение металла, что снижает качественные и механические показатели стыков рельсов. Все вышеперечисленные выводы была сделаны, исходя из изученных микроструктур сварных стыков. Образцы, у которых сварка стойки выполнена на оптимальном режиме, а сварка подошвы головки на режиме, превышающем оптимальный в 1,6-1,7 раза, имели наиболее благоприятную структуру. Микроструктура сварных стыков по длине имеет шесть зон. Шов выделяется в виде светлой полоски, имеет ферритную сетку и поперечный поворот волокон. В зоне неполного расплавления в образцах, сваренных на режимах, предлагаемых в заявке гораздо меньше легкоплавких скоплений и рыхлот, чем при сварке на других режимах. Зона крупного зерна в случае со сваркой на режиме, предлагаемом в заявке, минимальна, а зона мелкого зерна наоборот больше, чем при сварке на других режимах. Дальше располагается зона неполной нормализации с переходом к основному металлу. Последней, шестой зоной является непосредственно основной металл. Таким образом, предложенная технология позволяет получить более качественный металл в зоне термического влияния, и кроме того, сварка стыков рельсов на заявленных режимах приводит к увеличению производительности сварки. Способ сварки стыков рельсов осуществляется следующим образом. Рельсы, подлежащие сварке, закрепляют и производят сварку стыков дуговым способом возвратно-поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков. Осуществляют сварку подошвы на оптимальном режиме, а сварку стойки и головки производят на режиме выше оптимального в 1,61,7 раза. Пример конкретного выполнения. Данный способ был осуществлен в условиях металлургического комбината "Азовсталь" города Мариуполя. Выполняя сварку рельсов типа Р65 ГОСТ 23182-80 по требованиям ТУ-32ЦП-879-88 подошву сваривали возвратно-поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков полуавтоматом ПДИ-304 в среде углекислого газа на следующем режиме: сварочный ток (I = 325-368 А), напряжение дуги (U - 34-38 В), полярность обратная, род тока - постоянный. Сварку стойки рельсов выполняли возвратно-поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков полуавтоматом ПДИ-304 в среде углекислого газа на следующем режиме: сварочный ток (I - 210 А); напряжение на дуге (U « 22 В), род тока - постоянный, полярность обратная. Сварку головки рельса выполняли возвратно-поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков полуавтоматом ПДИ-304 в среде углекислого газа на режимах аналогично сварке подошвы рельса. Как видно из полученных результатов наилучшими качественными показателями и наибольшей производительностью сварки обладают образцы, сваренные на режимах, предложенных в данной заявке.
ДивитисяДодаткова інформація
Автори англійськоюSerhiienko Yurii Viktorovich, Chihariov Valerii Vasyliovych
Автори російськоюСергиенко Юрий Викторович, Чигарев Валерий Васильевич
МПК / Мітки
МПК: B23K 9/00
Мітки: стиків, дугового, спосіб, зварювання, рельсів
Код посилання
<a href="https://ua.patents.su/2-21039-sposib-dugovogo-zvaryuvannya-stikiv-relsiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання стиків рельсів</a>
Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Номер патенту: 4858
Опубліковано: 28.12.1994
Автор: Кутовий Андрій Миколайович
МПК: B23K 31/02, B23K 101/06
Мітки: зварювання, труб, формуванням, спосіб, багатошарового, стиків, неповоротних, шва, примусовим, переважно
Формула / Реферат:
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью...
Спосіб дугового зварювання
Номер патенту: 6390
Опубліковано: 29.12.1994
Автор: Татаринов Вадим Сергійович
МПК: B23K 9/173
Мітки: зварювання, спосіб, дугового
Формула / Реферат:
(57) Способ дуговой сварки, при котором за полнение разделки свариваемого стыка осуществляют отдельными валиками со смещением электрода по ширине и высоте стыка, отличающийся тем, что заполнение разделки осуществляют не сколькими электродами при последователь ном их включении в начале стыка, при этом каждый последующий электрод включают после охлаждения начала стыка до темпера туры от 150 до 250°С.
Спосіб дугового зварювання
Номер патенту: 14136
Опубліковано: 25.04.1997
Автори: Потап'євський Аркадій Григорович, Дудко Данило Андрійович, Худяков Вячеслав Іванович, Глущенко Анатолій Димитрович
МПК: B23K 9/173
Мітки: зварювання, дугового, спосіб
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором начало процесса осуществляют путем короткого замыкания электрода, а окончание при снижении скорости подачи электрода, при этом начало и окончание процесса выполняют на напряжениях более низких, чем напряжение сварки, отличающийся тем, что, с целью повышения качества формирования шва в начале и конце процесса его выполнения, уменьшения разбрызгивания, повышения производительности,...
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: алюмінієвих, зварювання, сплавів, дугового, спосіб
Формула / Реферат:
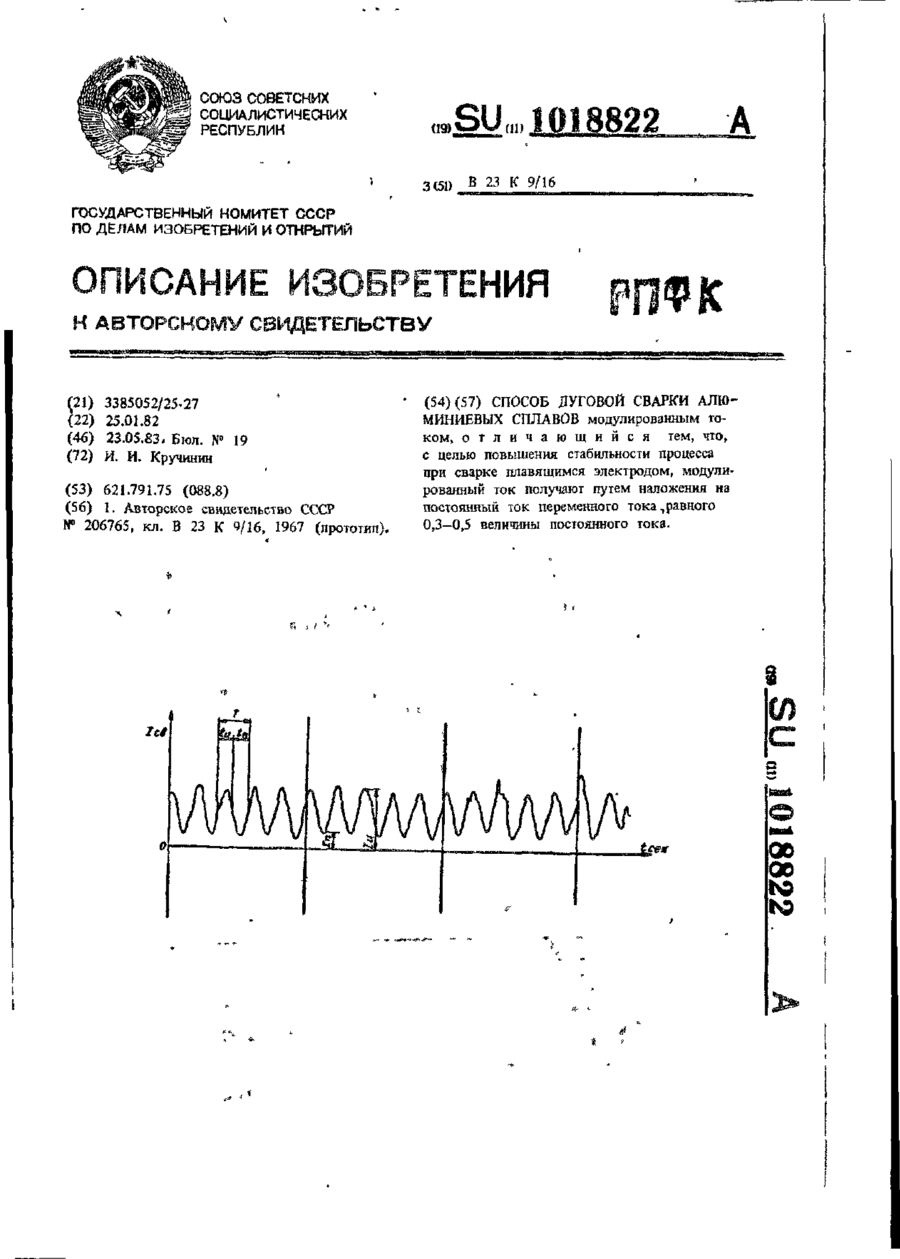
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Копилов Леонід Миколайович, Базаров Валерій Сергійович, Коба Сергій Олександрович, Тертичний Олег Олександрович, Тарасенко Олександр Герасимович, Ковтуненко Віктор Олексійович, Зяхор Василь Кузьмич
МПК: B23K 9/173
Мітки: механізованого, зварювання, спосіб, дугового
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Попередній патент: Спосіб розвороту механізованого комплексу
Наступний патент: Спосіб кріплення гірничої виробки у зоні впливу очисних робіт
Випадковий патент: Процес діагностики метаболічного синдрому при цукровому діабеті 2 типу