Спосіб дугового зварювання
Формула / Реферат
(57) Способ дуговой сварки, при котором за полнение разделки свариваемого стыка осуществляют отдельными валиками со смещением электрода по ширине и высоте стыка, отличающийся тем, что заполнение разделки осуществляют не сколькими электродами при последователь ном их включении в начале стыка, при этом каждый последующий электрод включают после охлаждения начала стыка до темпера туры от 150 до 250°С.
Текст
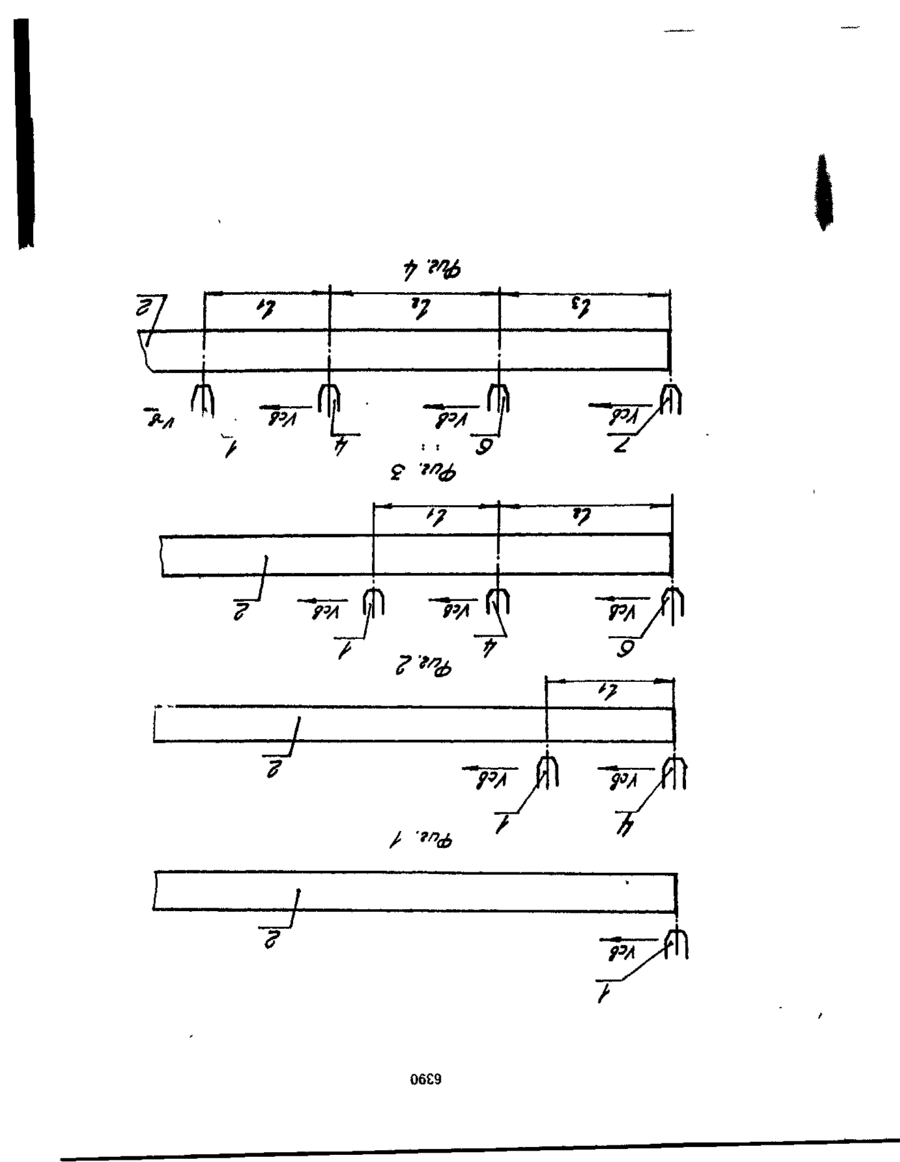
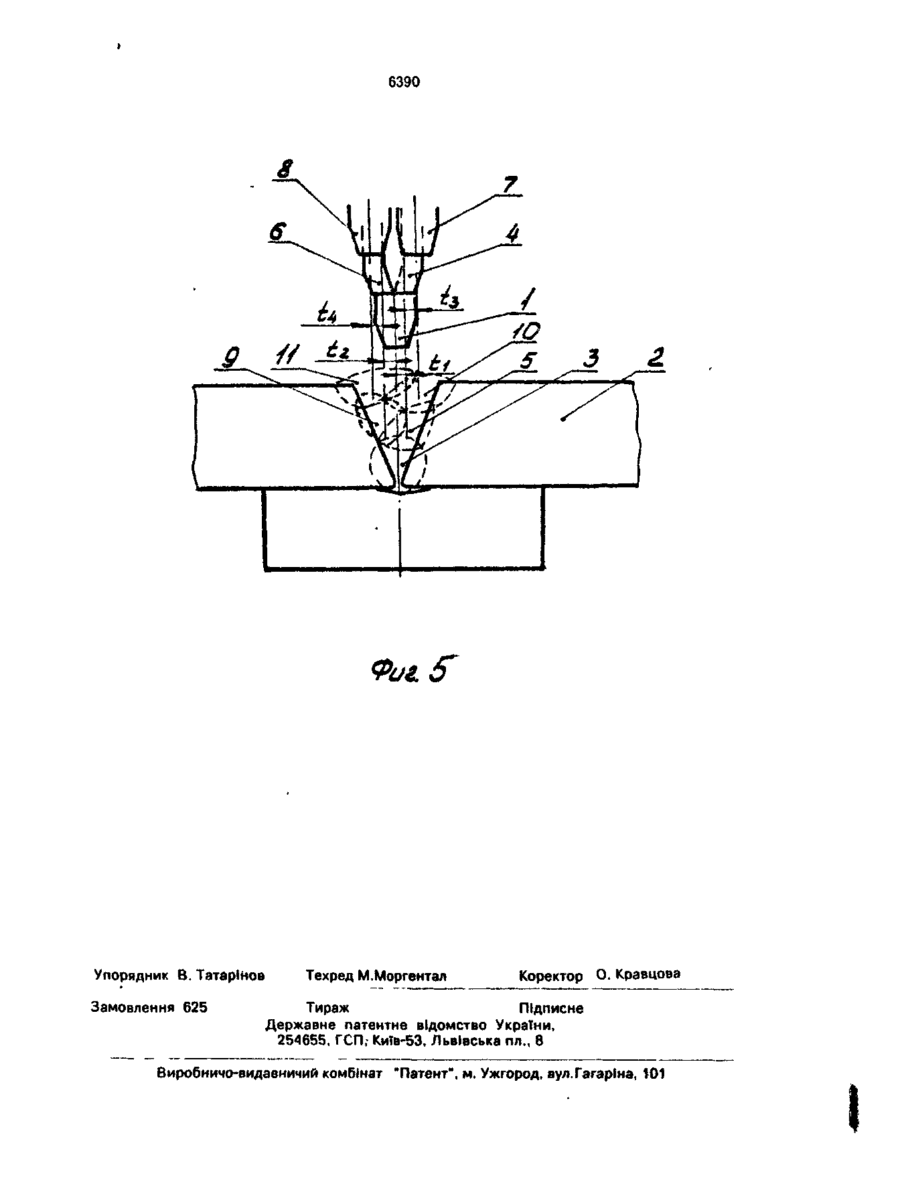
Способ дуговой сварки, при котором заполнение разделки свариваемого стыка осуществляют отдельными валиками со смещением электрода по ширине и высоте (56) 1. Заявка Японии № 63-26280, кл. В 23 К стыка, о т л и ч а ю щ и й с я тем, что заполнение разделки осуществляют не9/23, 1988. сколькими электродами при последователь2. А.В.Ободянский и др. "Справочное поном их включении в начале стыка, при этом собие по сварке сталей". Днепропетровск, каждый последующий электрод включают Пролинь, 1973, с. 75 (прототип). после охлаждения начала стыка до темпера(71)Татаринов Вадим Сергійович туры от 150до250°С. (72) Татаринов Вадим Сергійович (73) Татаринов Вадим Сергійович, UA (20) 94270927, 06.04.93 (21)5008371/08 (22)01.10.91, SU (46)29.12.94. Бюл. № 8-І Изобретение относится к электродуговой сварке и может быть использовано при сварке стыковых, угловых с разделкой кромок, а также тавровых соединений толстолистового металла. Известен способ сварки, при котором сварку выполняют путем заполнения стыка изделия валиками в несколько проходов, а после укладки первого валика его поверхность подвергают механической обработке со снятием усиления [1], Недостатком указанного способа является низкая производительность процесса сварки, связанная с выполнением шва за несколько проходов и необходимостью механической обработки первого валика. Известен способ дуговой сварки, при котором разделку кромок заполняют путем последовательного наложения валиков за несколько проходов одним электродом, который смещают по высоте и ширине стыка до полного его заполнения. Недостатком известного способа является также низкая производительность процесса сварки, обус ловленная выполнением шва за несколько проходов [2]. В основу изобретения положена задача повысить производительность процесса сварки. Поставленная задача решается тем, что в способе дуговой сварки, при котором заполнение разделки свариваемого стыка осуществляют отдельными валиками со смещением электрода по ширине и высоте стыка, согласно изобретению, заполнение разделки осуществляют несколькими электродами при последовательном их включении в начале стыка, при этом каждый последующий электрод включают после охлаждения начала стыка до температуры от 150до250°С. Сущность предлагаемого способа поясняется чертежами: на фиг. 1-4 изображена схема расположения и введения сварочных горелок в работу; на фиг. 5 - схема заполнения валиками стыка свариваемого изделия. Для осуществления способа горелку 1 устанавливают в начале сварного шва. O W о о 6390 Включают горелку 1 и, перемещая ее вдоль • стыка изделия 2 со сварочной скоростью, выполняют сварку корневого валика 3. Отключают горелки 1, 4, 6. 7, 8 последовательно после прохождения каждой из них всей длины стыка изделия 2. Предлагаемый способ дуговой сварки Когда температура начала сварного шва 5 испытан в лабораторных условиях. снизится до 150~250°С, включают горелку 4, П р и м е р . Производили сварку стыкокоторая смещена относительно горелки 1 в вого соединения с V-образной разделкой вертикальном направлении на высоту, равкромок пятиголовочным автоматом. ную высоте предыдущего слоя (валика 3) и в Толщина свариваемых горизонтальном направлении на величину 10 листов, мм каждый - 25 t i , выбираемую из условия симметричности Длина сварного шва, м -2100 расположения электрода относительно сеРасстояние между первой чения накладываемого им валика. Расстояи второй горелками И, мм - 340 ние между горелками 1, 4 определяют Расстояние между второй экспериментально, либо приближенно рас- 15 и третьей,третьей и четчетом по формуле вертой, четвертой и пятой горелками, І2 = Із = Ц. мм - 530 Смещение второй и третьей (1). горелок относительно 20 первой, t i = t2, мм -З Смещение четвертой и пятой где Оэф - эффективная тепловая мощность горелок относительно второй предыдущей горелки; и третьей соответственно, А - коэффициент теплопроводности; t3 - t4, MM - 4 Т - температура начала сварного шва Вылет электрода, мм - 30 (150-250°С). 25 Режим сварки: Перемещая горелку 4 со сварочной скоТок сварочный, А - 450 ростью, осуществляют накладывание валиНапряжение дуги, В - 38 ка 5. Скорость сварки, м/ч - 45. Включение горелок б, 7, 8 (и последуСварку осуществляли в свободном соющих), осуществляющих накладывание 30 стоянии на медной прокладке. валиков 9,10, 11 (и т.д.), производят послеРезультаты показали, что производидовательно при охлаждении начала свартельность процесса сварки предлагаемым ного шва до температуры 150-250°С. способом по сравнению со сваркой за пять Расстояние между каждыми предыдущей и последующей горелками (І2, Із и т.д.), их по- 35 проходов увеличилась более чем в два раза, при этом величина деформации из плосколожения в вертикальной и горизонтальной сти образца снизилась с 8,5 мм (при сварке плоскостях определяют аналогично горелза пять проходов) до 3,5 мм. ки 4. І ? ~~W ft / /• 06Є9 6390 Фиг. Упорядник В. Татарійов Замовлення 625 Техред М.Моргентал Коректор О. Кравцова Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП; КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for arc welding
Автори англійськоюTatarynov Vadym Serhiiovych
Назва патенту російськоюСпособ дуговой сварки
Автори російськоюТатаринов Вадим Сергеевич
МПК / Мітки
МПК: B23K 9/173
Мітки: дугового, спосіб, зварювання
Код посилання
<a href="https://ua.patents.su/4-6390-sposib-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання</a>
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Ковтуненко Віктор Олексійович, Тертичний Олег Олександрович, Зяхор Василь Кузьмич, Тарасенко Олександр Герасимович, Базаров Валерій Сергійович, Коба Сергій Олександрович, Копилов Леонід Миколайович
МПК: B23K 9/173
Мітки: спосіб, механізованого, дугового, зварювання
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Гутман Лія Миронівна, Сіріца Володимир Михайлович, Руденко Юрій Миколаєвич, Покладій Вадим Ростиславович, Корнієнко Олег Леонідович, Горбачов Василь Михайлович, Мосенкіс Юрій Григорович, Масюков Валерій Вікторович, Дворяшин Володимир Григорович, Демченко Юрій Володимирович, Поздняков Вадим Андрійович, Сердюк Ірина Василівна
МПК: B23K 9/173, B23K 9/14
Мітки: плавким, з'єднань, електродом, дугового, зварювання, спосіб, таврових
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: сплавів, спосіб, алюмінієвих, зварювання, дугового
Формула / Реферат:
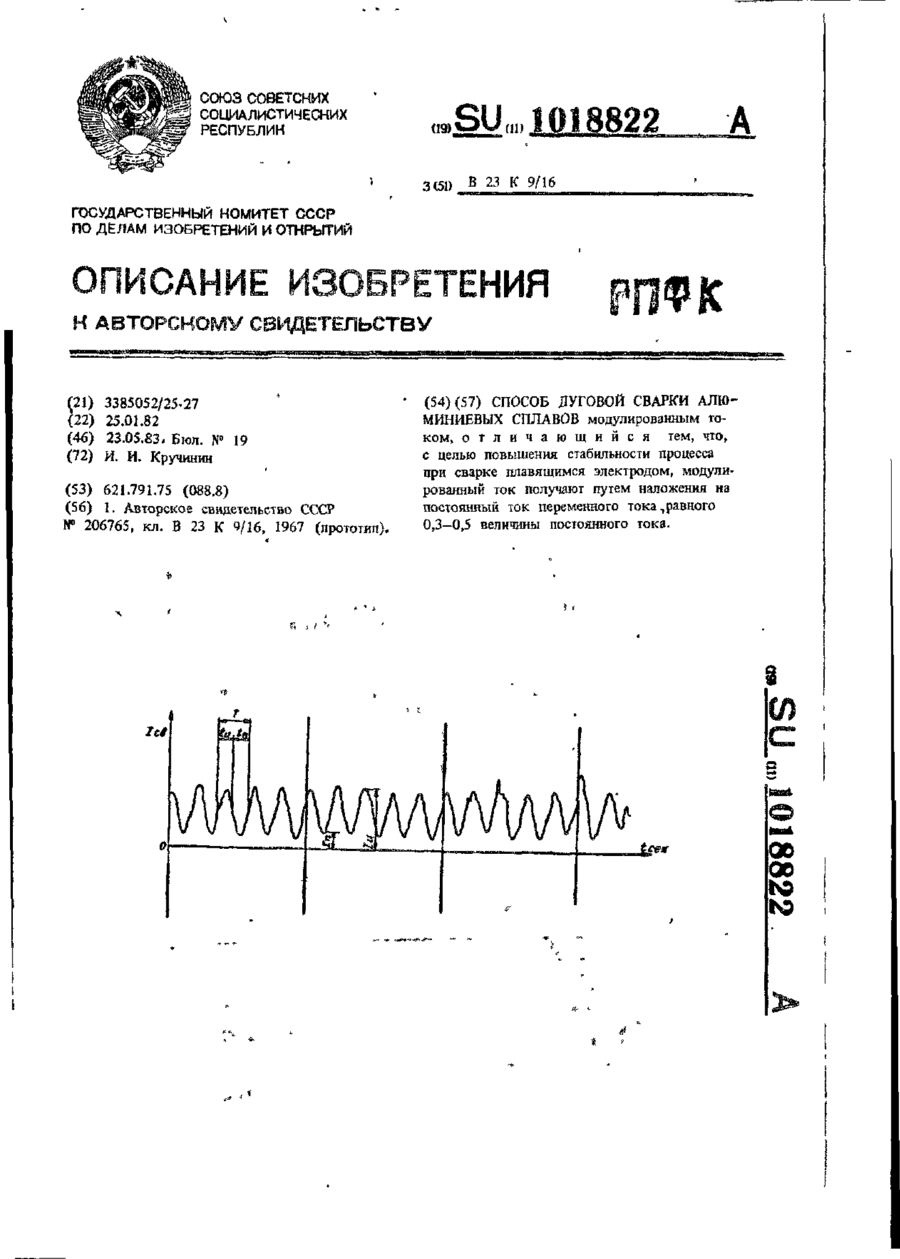
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Номер патенту: 4858
Опубліковано: 28.12.1994
Автор: Кутовий Андрій Миколайович
МПК: B23K 101/06, B23K 31/02
Мітки: неповоротних, багатошарового, формуванням, спосіб, стиків, переважно, труб, шва, примусовим, зварювання
Формула / Реферат:
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью...
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 4163
Опубліковано: 27.12.1994
Автори: Гейдеріх Отто Павлович, Худяков Вячеслав Іванович, Потап'євський Аркадій Григорович
МПК: B23K 9/127
Мітки: зварювання, дугового, спосіб, електродом, плавиться
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольт-амперную характеристику, отличающийся тем, что при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения, питание дуги осуществляю г в режиме пологопадающей или жесткой внешней вольтамперной характеристики источника питания.
Попередній патент: Транспортер для потокових ліній
Наступний патент: Спосіб складання сцинтиляційного детектора та пристрій для його здійснення
Випадковий патент: Універсальний багатооборотний пристрій для кріплення гусеничних машин на платформі транспортного засобу