Спосіб дугового зварювання алюмінієвих сплавів
Формула / Реферат
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Текст
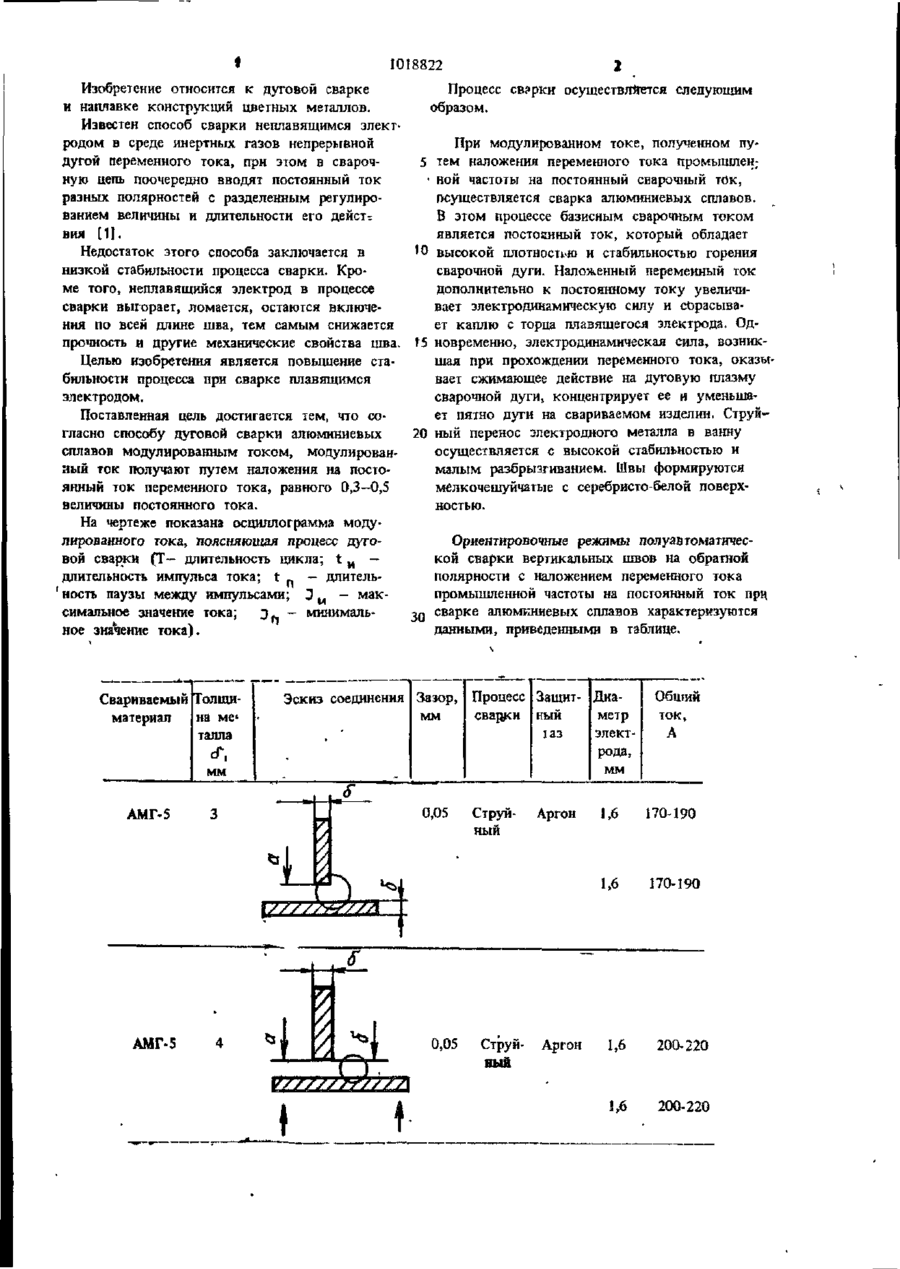
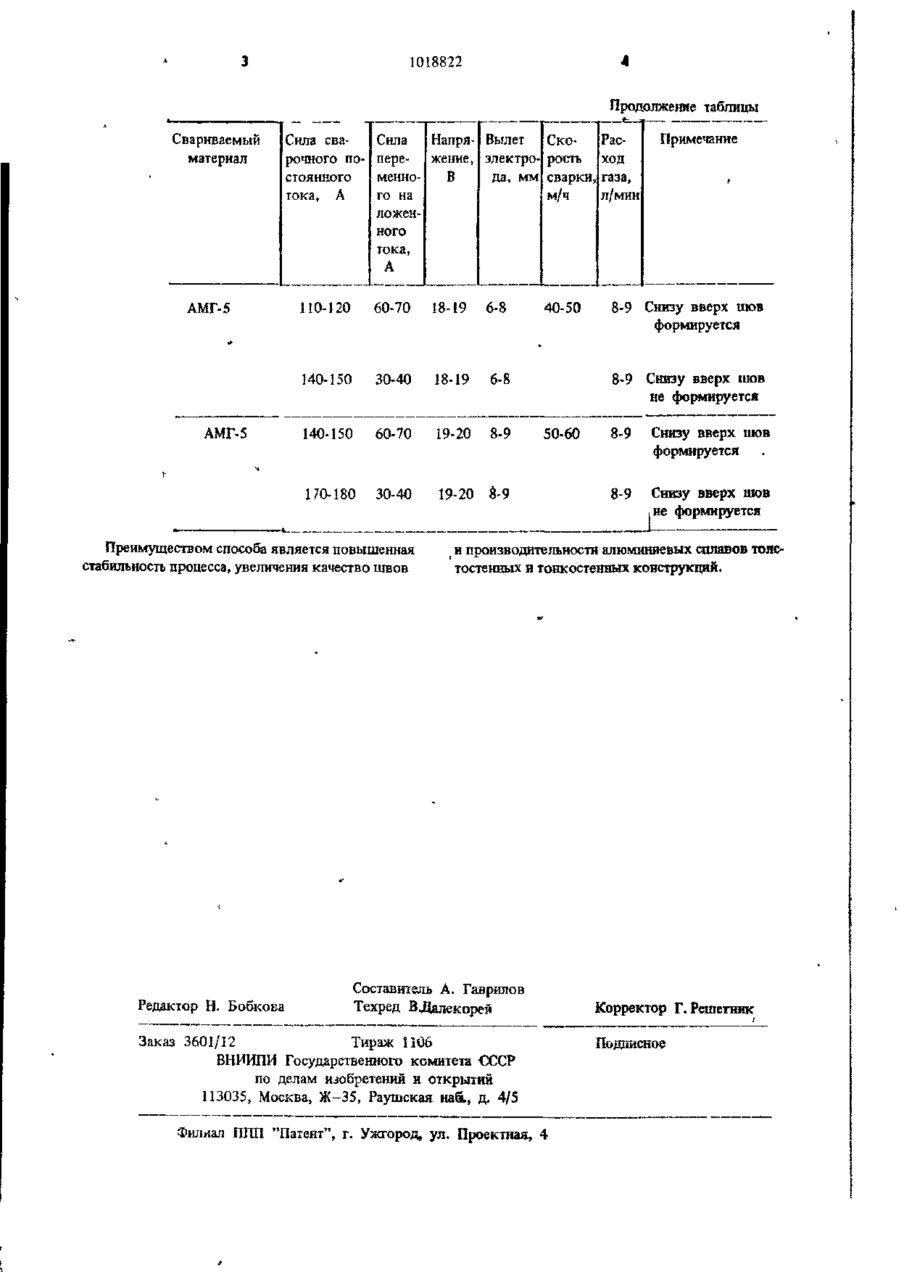
СПОСОБ ЛУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ модулированным током, о т л и ч а ю щ и й с я тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока ..равного 0,3-0,5 величины постоянного тока. let 4TMWW 00 00 ЬЭ 1 1018822 Изобретение относится к дуговой сварке и наплавке конструкций цветных металлов. Известен способ сварки неплавящимся электродом в среде инертных газов непрерывной дугой переменного тока, при этом в сварочную цепь поочередно вводят постоянный ток разных полярностей с разделенным регулированием величины и длительности его действ Процесс св?рки осуществляется следующим образом. При модулированном токе, полученном пу5 тем наложения переменного тока промышлен; • ной частоты на постоянный сварочный ток, осуществляется сварка алюминиевых сплавов. В этом процессе базисным сварочным током является постоянный ток, который обладает ВИЯ [ 1 ] . Недостаток этого способа заключается в 10 высокой плотностью и стабильностью горения низкой стабильности процесса сварки. Кросварочной дуги. Наложенный переменный ток ме того, неплавящийся электрод в процессе дополнительно к постоянному току увеличисварки выгорает, ломается, остаются включевает электродинамическую силу и сорасывания по всей длине шва, тем самым снижается ет каплю с торца плавящегося электрода. Одпрочность и другие механические свойства шва. t5 новременно, электродинамическая сила, возникшая при прохождении переменного тока, оказыЦелью изобретения является повышение ставает сжимающее действие на дуговую плазму бильности процесса при сварке плавящимся сварочной дуги, концентрирует ее и уменьшаэлектродом. ет пятно дуги на свариваемом изделии. СтруйПоставленная цель достигается тем, что со20 ный перенос электродного металла в ванну гласно способу дуговой сварки алюминиевых осуществляется с высокой стабильностью и сплавов модулированным током, модулированмалым разбрызгиванием. Швы формируются ный ток получают путем наложения на постомелкочешуйчатые с серебристо-белой поверхянный ток переменного тока, равного 0,3—0,5 ностью. величины постоянного тока. На чертеже показана осциллограмма модулированного тока, поясняющая процесс дугоОриентировочные режимы полуавтоматичесвой сварки (Т— длительность цикла; t и — кой сварки вертикальных швов на обратной полярности с наложением переменного тока длительность импульса тока; t _ — длитель_ промышленной частоты на постоянный ток прц ность паузы между импульсами; 0 — максварке алюминиевых сплавов характеризуются симальное значение тока; Эы ~ минимальданными, приведенными в таблице. ное значение тока). Свариваемый Толщиматериал на ме* талла Эскиз соединения Зазор, мм сЛ мм АМГ-5 3 \ 0,05 і \ Струйный Струй Аргон Обший ток, А Аргон 1,6 170-190 1,6 АМГ-5 0,05 Процесс Защит- Диасварки ный метр іаз электрода, мм 170-190 1,6 200-220 1,6 200-220 ВЫЙ 1018822 Продолжение таблицы Свариваемый материал Сила сварочного постоянного тока, А Сила Напря- Вылет СкоРаспере- же ниє, электро- рость ход менноВ да, мм сварки, газа, л/мин го на м/ч ложенного тока, А 60-70 18-Ї9 30-40 18-19 6-8 140-150 60-70 19-20 8-9 170-180 АМГ-5 110-120 140-150 АМГ-5 30-40 19-20 8-9 Преимуществом способа является повышенная стабильность процесса, увеличения качество швов Редактор Н. Бобкова | 6-8 40-50 Примечание Снизу вверх шов формируется 8-9 50-60 8-9 Снизу вверх шов не формируется 8-9 Снизу вверх шов формируется 8-9 Снизу вверх шов ,не формируется и производительности алюминиевых сплавов толстостенных и тонкостенных конструкций. Составитель А. Гаврилов Техред ВДалекорей Заказ 3601/12 Тираж П06 ВНИИПИ Государственного комитета СССР по делам изобретений н открытий 113035, Москва, Ж—35, Раушская на&., д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Корректор Г. Решетник Подписное
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding of aluminum alloys
Автори англійськоюKruchinin Illia Inokentiiovych
Назва патенту російськоюСпособ дуговой сварки алюминиевых сплавов
Автори російськоюКручинин Илья Иннокентиевич
МПК / Мітки
МПК: B23K 9/16
Мітки: сплавів, зварювання, алюмінієвих, дугового, спосіб
Код посилання
<a href="https://ua.patents.su/4-4526-sposib-dugovogo-zvaryuvannya-alyuminiehvikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання алюмінієвих сплавів</a>
Спосіб виплавки алюмінієвих сплавів в індукційних печах з частотою живільного току 500 гц
Номер патенту: 2515
Опубліковано: 26.12.1994
Автори: Чурсін Віктор Макарович, Мирошніков Анатолій Андрійович, Шаульський Леонід Васильович, Мордвинов Едуард Пилипович
МПК: C22C 1/02
Мітки: частотою, спосіб, живильного, сплавів, току, печах, виплавки, алюмінієвих, індукційних
Формула / Реферат:
Способ выплавки алюминиевых сплавов в индукционных печах с частотой питающего тока 500 Гц, включающий нагрев и расплавление твердых материалов, электромагнитное перемешивание жидкого сплава и его выстаивание, отличающийся тем, что нагрев и расплавление твердых материалов проводят при мощности 600-800 кВт, электромагнитное перемешивание жидкого сплава - при мощности 300-500 кВт, выстаивание расплава - при отключенной печи в течение 10-15...
Спосіб термічної обробки алюмінієвих сплавів
Номер патенту: 3716
Опубліковано: 27.12.1994
Автори: Дробязін Володимир Миколайович, Половнєва Світлана Прохорівна
МПК: C22F 1/04
Мітки: обробки, спосіб, алюмінієвих, сплавів, термічної
Формула / Реферат:
Способ термической обработки алюминиевых сплавов, включающий закалку, гамма-облучение и старение, отличающийся тем, что, с целью повышения коррозионной стойкости и прочности, после закалки проводят выдержку при температуре жидкого азота, гамма-облучение осуществляют дозой 5-10-5-10 рад при 48-50°С, старение проводят при 48-50 С.
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Мосенкіс Юрій Григорович, Дворяшин Володимир Григорович, Демченко Юрій Володимирович, Горбачов Василь Михайлович, Покладій Вадим Ростиславович, Сердюк Ірина Василівна, Масюков Валерій Вікторович, Корнієнко Олег Леонідович, Руденко Юрій Миколаєвич, Поздняков Вадим Андрійович, Сіріца Володимир Михайлович, Гутман Лія Миронівна
МПК: B23K 9/173, B23K 9/14
Мітки: спосіб, дугового, плавким, з'єднань, таврових, електродом, зварювання
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 4163
Опубліковано: 27.12.1994
Автори: Потап'євський Аркадій Григорович, Гейдеріх Отто Павлович, Худяков Вячеслав Іванович
МПК: B23K 9/127
Мітки: спосіб, електродом, дугового, плавиться, зварювання
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольт-амперную характеристику, отличающийся тем, что при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения, питание дуги осуществляю г в режиме пологопадающей или жесткой внешней вольтамперной характеристики источника питания.
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Ковтуненко Віктор Олексійович, Тертичний Олег Олександрович, Тарасенко Олександр Герасимович, Зяхор Василь Кузьмич, Копилов Леонід Миколайович, Коба Сергій Олександрович, Базаров Валерій Сергійович
МПК: B23K 9/173
Мітки: механізованого, дугового, спосіб, зварювання
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Попередній патент: Турнікетна опора транспортного засобу для перевезення довгомірних вантажів
Наступний патент: Установка для віброімпульсної обробки розплавленого металу
Випадковий патент: Спосіб термічного переднапруження стальних обойм