Агрегат проточного типу для рафінування сталі
Номер патенту: 22087
Опубліковано: 30.04.1998
Автори: Курдюков Анатолій Андрійович, Ефімов Віктор Олексійович, Лепіхов Леонід Сергійович, Крутіков Василь Петрович, Діюк Евген Пилипович, Носоченко Олег Васильович, Буга Ілля Дмитрович, Ефімов Гаррі Вікторович
Формула / Реферат
Агрегат проточного типа для рафинирования стали, содержащий перегородку, по меньшей мере с двумя рядами сквозных персточных каналов наклонного и горизонтального типа, отличающийся тем, что перегородка выполнена из двухсекционных блоков, причем нижний ряд их образует щелевидные каналы, суммарная площадь сечения которых составляет 55-70% общей площади перетока.
Текст
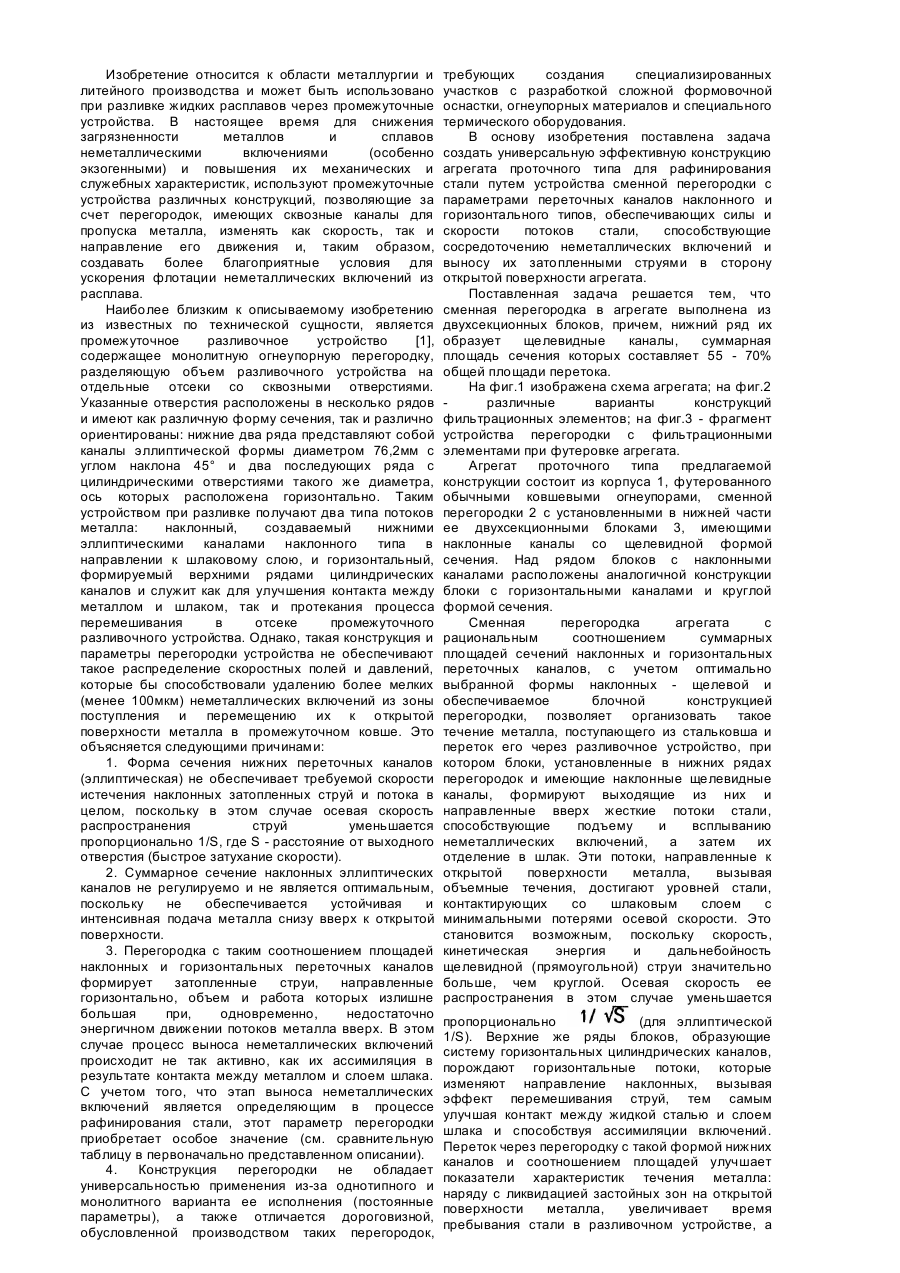
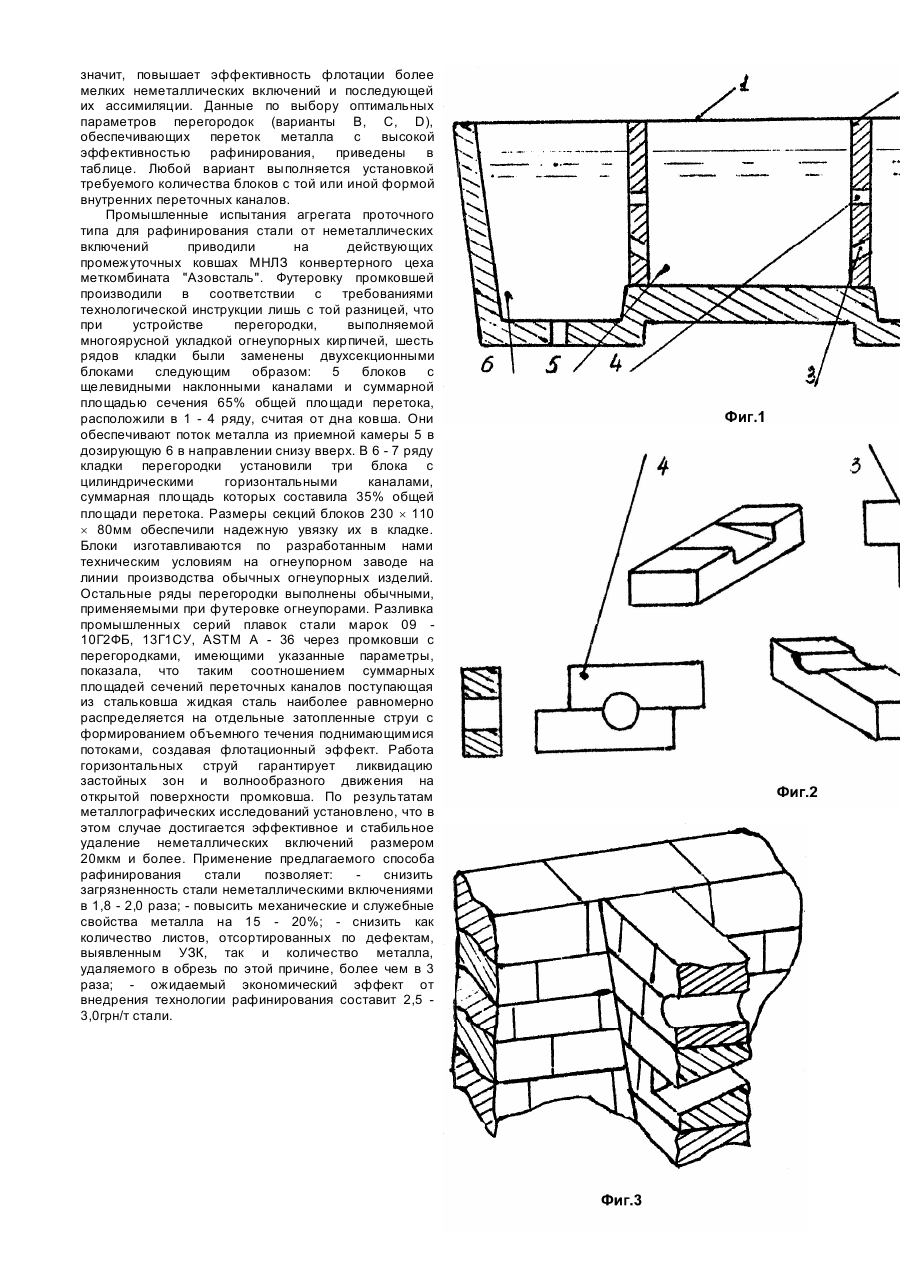
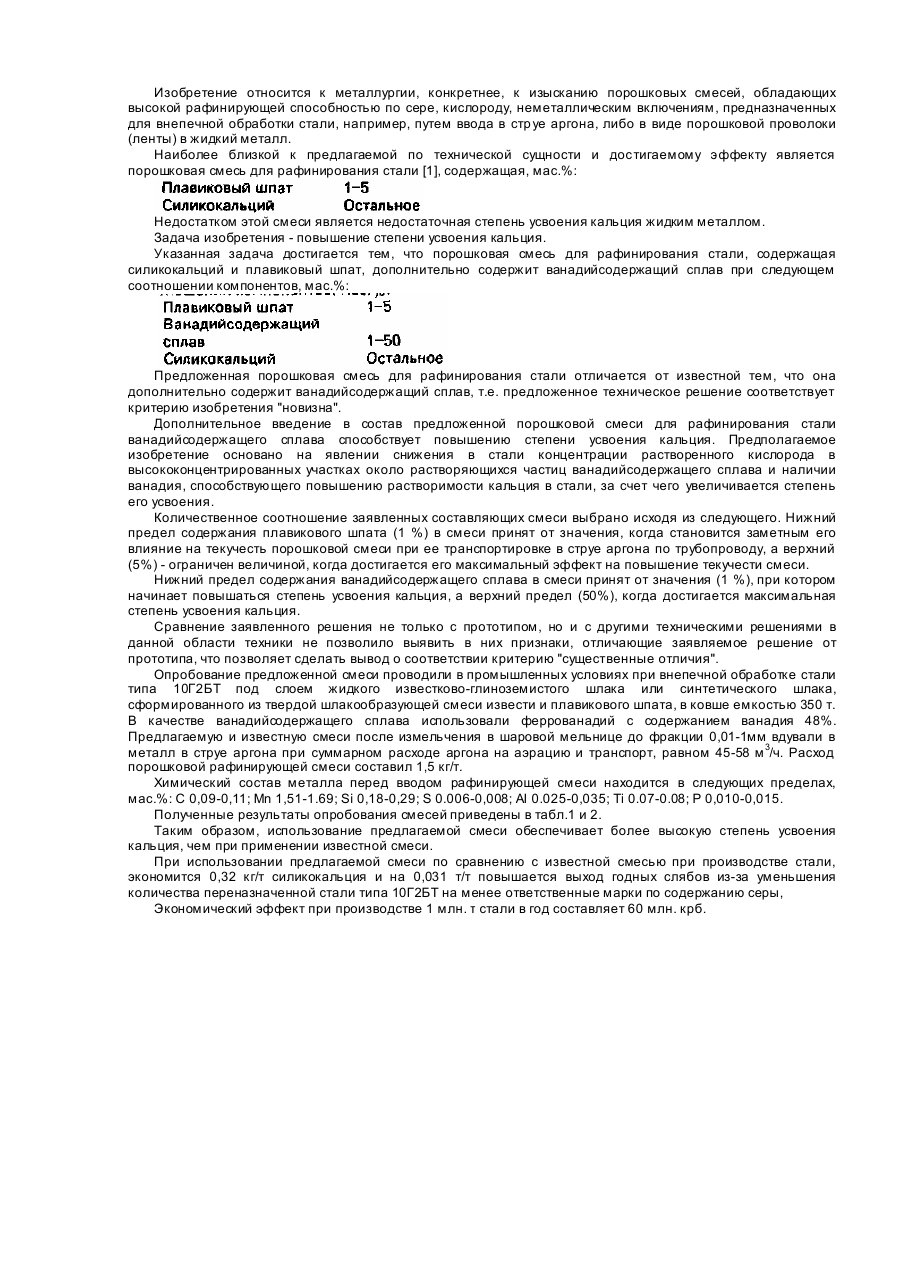
Изобретение относится к области металлургии и литейного производства и может быть использовано при разливке жидких расплавов через промежуточные устройства. В настоящее время для снижения загрязненности металлов и сплавов неметаллическими включениями (особенно экзогенными) и повышения их механических и служебных характеристик, используют промежуточные устройства различных конструкций, позволяющие за счет перегородок, имеющих сквозные каналы для пропуска металла, изменять как скорость, так и направление его движения и, таким образом, создавать более благоприятные условия для ускорения флотации неметаллических включений из расплава. Наиболее близким к описываемому изобретению из известных по технической сущности, является промежуточное разливочное устройство [1], содержащее монолитную огнеупорную перегородку, разделяющую объем разливочного устройства на отдельные отсеки со сквозными отверстиями. Указанные отверстия расположены в несколько рядов и имеют как различную форму сечения, так и различно ориентированы: нижние два ряда представляют собой каналы эллиптической формы диаметром 76,2мм с углом наклона 45° и два последующих ряда с цилиндрическими отверстиями такого же диаметра, ось которых расположена горизонтально. Таким устройством при разливке получают два типа потоков металла: наклонный, создаваемый нижними эллиптическими каналами наклонного типа в направлении к шлаковому слою, и горизонтальный, формируемый верхними рядами цилиндрических каналов и служит как для улучшения контакта между металлом и шлаком, так и протекания процесса перемешивания в отсеке промежуточного разливочного устройства. Однако, такая конструкция и параметры перегородки устройства не обеспечивают такое распределение скоростных полей и давлений, которые бы способствовали удалению более мелких (менее 100мкм) неметаллических включений из зоны поступления и перемещению их к открытой поверхности металла в промежуточном ковше. Это объясняется следующими причинами: 1. Форма сечения нижних переточных каналов (эллиптическая) не обеспечивает требуемой скорости истечения наклонных затопленных струй и потока в целом, поскольку в этом случае осевая скорость распространения струй уменьшается пропорционально 1/S, где S - расстояние от выходного отверстия (быстрое затухание скорости). 2. Суммарное сечение наклонных эллиптических каналов не регулируемо и не является оптимальным, поскольку не обеспечивается устойчивая и интенсивная подача металла снизу вверх к открытой поверхности. 3. Перегородка с таким соотношением площадей наклонных и горизонтальных переточных каналов формирует затопленные струи, направленные горизонтально, объем и работа которых излишне большая при, одновременно, недостаточно энергичном движении потоков металла вверх. В этом случае процесс выноса неметаллических включений происходит не так активно, как их ассимиляция в результате контакта между металлом и слоем шлака. С учетом того, что этап выноса неметаллических включений является определяющим в процессе рафинирования стали, этот параметр перегородки приобретает особое значение (см. сравнительную таблицу в первоначально представленном описании). 4. Конструкция перегородки не обладает универсальностью применения из-за однотипного и монолитного варианта ее исполнения (постоянные параметры), а также отличается дороговизной, обусловленной производством таких перегородок, требующих создания специализированных участков с разработкой сложной формовочной оснастки, огнеупорных материалов и специального термического оборудования. В основу изобретения поставлена задача создать универсальную эффективную конструкцию агрегата проточного типа для рафинирования стали путем устройства сменной перегородки с параметрами переточных каналов наклонного и горизонтального типов, обеспечивающих силы и скорости потоков стали, способствующие сосредоточению неметаллических включений и выносу их затопленными струями в сторону открытой поверхности агрегата. Поставленная задача решается тем, что сменная перегородка в агрегате выполнена из двухсекционных блоков, причем, нижний ряд их образует щелевидные каналы, суммарная площадь сечения которых составляет 55 - 70% общей площади перетока. На фиг.1 изображена схема агрегата; на фиг.2 различные варианты конструкций фильтрационных элементов; на фиг.3 - фрагмент устройства перегородки с фильтрационными элементами при футеровке агрегата. Агрегат проточного типа предлагаемой конструкции состоит из корпуса 1, футерованного обычными ковшевыми огнеупорами, сменной перегородки 2 с установленными в нижней части ее двухсекционными блоками 3, имеющими наклонные каналы со щелевидной формой сечения. Над рядом блоков с наклонными каналами расположены аналогичной конструкции блоки с горизонтальными каналами и круглой формой сечения. Сменная перегородка агрегата с рациональным соотношением суммарных площадей сечений наклонных и горизонтальных переточных каналов, с учетом оптимально выбранной формы наклонных - щелевой и обеспечиваемое блочной конструкцией перегородки, позволяет организовать такое течение металла, поступающего из стальковша и переток его через разливочное устройство, при котором блоки, установленные в нижних рядах перегородок и имеющие наклонные щелевидные каналы, формируют выходящие из них и направленные вверх жесткие потоки стали, способствующие подъему и всплыванию неметаллических включений, а затем их отделение в шлак. Эти потоки, направленные к открытой поверхности металла, вызывая объемные течения, достигают уровней стали, контактирующих со шлаковым слоем с минимальными потерями осевой скорости. Это становится возможным, поскольку скорость, кинетическая энергия и дальнебойность щелевидной (прямоугольной) струи значительно больше, чем круглой. Осевая скорость ее распространения в этом случае уменьшается пропорционально (для эллиптической 1/S). Верхние же ряды блоков, образующие систему горизонтальных цилиндрических каналов, порождают горизонтальные потоки, которые изменяют направление наклонных, вызывая эффект перемешивания струй, тем самым улучшая контакт между жидкой сталью и слоем шлака и способствуя ассимиляции включений. Переток через перегородку с такой формой нижних каналов и соотношением площадей улучшает показатели характеристик течения металла: наряду с ликвидацией застойных зон на открытой поверхности металла, увеличивает время пребывания стали в разливочном устройстве, а значит, повышает эффективность флотации более мелких неметаллических включений и последующей их ассимиляции. Данные по выбору оптимальных параметров перегородок (варианты B, C, D), обеспечивающих переток металла с высокой эффективностью рафинирования, приведены в таблице. Любой вариант выполняется установкой требуемого количества блоков с той или иной формой внутренних переточных каналов. Промышленные испытания агрегата проточного типа для рафинирования стали от неметаллических включений приводили на действующих промежуточных ковшах МНЛЗ конвертерного цеха меткомбината "Азовсталь". Футеровку промковшей производили в соответствии с требованиями технологической инструкции лишь с той разницей, что при устройстве перегородки, выполняемой многоярусной укладкой огнеупорных кирпичей, шесть рядов кладки были заменены двухсекционными блоками следующим образом: 5 блоков с щелевидными наклонными каналами и суммарной площадью сечения 65% общей площади перетока, расположили в 1 - 4 ряду, считая от дна ковша. Они обеспечивают поток металла из приемной камеры 5 в дозирующую 6 в направлении снизу вверх. В 6 - 7 ряду кладки перегородки установили три блока с цилиндрическими горизонтальными каналами, суммарная площадь которых составила 35% общей площади перетока. Размеры секций блоков 230 ´ 110 ´ 80мм обеспечили надежную увязку их в кладке. Блоки изготавливаются по разработанным нами техническим условиям на огнеупорном заводе на линии производства обычных огнеупорных изделий. Остальные ряды перегородки выполнены обычными, применяемыми при футеровке огнеупорами. Разливка промышленных серий плавок стали марок 09 10Г2ФБ, 13Г1СУ, ASTM A - 36 через промковши с перегородками, имеющими указанные параметры, показала, что таким соотношением суммарных площадей сечений переточных каналов поступающая из стальковша жидкая сталь наиболее равномерно распределяется на отдельные затопленные струи с формированием объемного течения поднимающимися потоками, создавая флотационный эффект. Работа горизонтальных струй гарантирует ликвидацию застойных зон и волнообразного движения на открытой поверхности промковша. По результатам металлографических исследований установлено, что в этом случае достигается эффективное и стабильное удаление неметаллических включений размером 20мкм и более. Применение предлагаемого способа рафинирования стали позволяет: снизить загрязненность стали неметаллическими включениями в 1,8 - 2,0 раза; - повысить механические и служебные свойства металла на 15 -20%; - снизить как количество листов, отсортированных по дефектам, выявленным УЗК, так и количество металла, удаляемого в обрезь по этой причине, более чем в 3 раза; - ожидаемый экономический эффект от внедрения технологии рафинирования составит 2,5 3,0грн/т стали.
ДивитисяДодаткова інформація
Назва патенту англійськоюAn aggregate of running type for refining steel
Автори англійськоюYefimov Viktor Oleksiiovyvych, Yefimov Harri Viktorovych, Diiuk Yevhen Pylypovyvch, Kurdiukov Anatolii Andriiovych, Nosochenko Oleh Vasyliovych, Buha Illia Dmytrovych, Lepikhov Leonid Serhiiovych, Krutikov Vasyl Petrovych, Krutikov Vasyl' Petrovych
Назва патенту російськоюАгрегат проточного типа для рафинирования стали
Автори російськоюЕфимов Виктор Алексеевич, Ефимов Гарри Викторович, Диюк Евгений Филиппович, Курдюков Анатолий Андреевич, Носоченко Олег Васильевич, Буга Илья Дмитриевич, Лепихов Леонид Сергеевич, Крутиков Василий Петрович
МПК / Мітки
МПК: C22B 21/00, C22B 9/02
Мітки: сталі, проточного, рафінування, типу, агрегат
Код посилання
<a href="https://ua.patents.su/2-22087-agregat-protochnogo-tipu-dlya-rafinuvannya-stali.html" target="_blank" rel="follow" title="База патентів України">Агрегат проточного типу для рафінування сталі</a>
Порошкова суміш для рафінування сталі

Номер патенту: 19582
Опубліковано: 25.12.1997
Автори: Бать Юрій Израйльович, Тітієвський Володимир Маркович, Стороженко Анатолій Сергійович, Николаїв Генадій Андрійович, Харахулах Василь Сергійович, Овчінніков Микола Олексійович, Бризгунов Кирил Антонович, Курдюков Анатолій Андрійович, Носоченко Олег Васильович, Піптюк Віталій Петрович, Крутіков Василь Петрович, Ленський Валерій Георгійович, Вихлевщук Валерій Антонович
МПК: C21C 5/54
Мітки: сталі, порошкова, суміш, рафінування
Формула / Реферат:
Порошковая смесь для рафинирования стали, содержащая силикокальций и плавиковый шпат, отличающаяся тем, что смесь дополнительно содержит алюминий при следующем соотношении компонентов, мас.%:
Порошкова суміш для рафінування сталі
Номер патенту: 19581
Опубліковано: 25.12.1997
Автори: Піптюк Віталій Петрович, Мельник Сергій Григорович, Булянда Олександр Олексійович, Курдюков Анатолій Андрійович, Бризгунов Кирил Антонович, Миколаів Генадій Андрійович, Крутіков Василь Петрович, Вихлевщук Валерій Антонович, Носоченко Олег Васильович, Харахулах Василь Сергійович, Сахно Валерій Олександрович, Левін Дмитро Юр'евич, Стороженко Анатолій Сергійович, Ленський Валерій Георгійович
МПК: C21C 5/54
Мітки: суміш, порошкова, рафінування, сталі
Формула / Реферат:
Порошковая смесь для рафинирования стали, содержащая силикокальций и плавиковый шпат, отличающаяся тем, что смесь дополнительно содержит ванадийсодержащий сплав при следующем соотношении компонентов, мас.%:
Спосіб мікролегування і рафінування рейкової сталі
Номер патенту: 10113
Опубліковано: 30.09.1996
Автори: Курдюков Анатолій Андрійович, Вісторовський Микола Трохимович, Танцюра Сергій Миколайович, Травинчев Анатолій Іванович, Паляничка Володимир Олександрович, Матухно Георгій Георгійович, Ярославцев Юрій Григорович, Сочнєв Олександр Єгорович, Плохих Володимир Андрійович, Гордієнко Михайло Силович
МПК: C21C 7/00
Мітки: спосіб, рейкової, сталі, мікролегування, рафінування
Формула / Реферат:
1. Способ микролегирования и рафинирования рельсовой стали, включающий ввод в ковш смеси ванадийсодержащего материала и раскислителей, отличающийся тем, что в ковш вводят смесь ферромарганца, силикомарганца, силикокальция и зольных отходов ГРЭС в количестве 15,5-24,0 кг/т при соотношении указанных компонентов в смеси 1:(0-9-1,2):(0,35-0,6):(0,35-1,25).2. Способ по п. 1, отличающийся тем, что в смесь дополнительно вводят известь в...
Порошкова суміш для рафінування сталі
Номер патенту: 19580
Опубліковано: 25.12.1997
Автори: Харахулах Василь Сергійович, Стороженко Анатолій Сергійович, Булянда Олександр Олексійович, Вихлевщук Валерій Антонович, Крутіков Василь Петрович, Піптюк Віталій Петрович, Ленський Валерій Георгійович, Носоченко Олег Васильович, Сахно Валерій Олександрович, Миколаів Генадій Андрійович, Мельник Сергій Григорович, Левін Дмитро Юр'евич, Бризгунов Кирил Антонович, Курдюков Анатолій Андрійович
МПК: C21C 5/54
Мітки: порошкова, рафінування, сталі, суміш
Формула / Реферат:
Порошковая смесь для рафинирования стали, содержащая силикокальций и плавиковый шпат, отличающаяся тем, что смесь дополнительно содержит титансодержащий сплав при следующем соотношении компонентов, мас.%:
Спосіб рафінування сталі
Номер патенту: 12672
Опубліковано: 28.02.1997
Автори: Теплицький Євген Борисович, Кравченко Володимир Михайлович, Ессельбах Сергій Борисович, Дорофєєв Володимир Миколайович
МПК: C21C 7/064
Мітки: спосіб, сталі, рафінування
Формула / Реферат:
(57) Способ рафинирования стали, включающий нагрев расплава электрической дугой, горящей в его объеме без доступа воздуха, отличающийся тем, что дугу зажигают между электродами, заформованными в блоки из оксидов ЩЗМ и/или оксидов химических элементов расплава, восстанавливают эти элементы в расплав, а рафинирование проводят под фторидным шлаком, в котором содержание СаF2 поддерживают в пределах 50-100%.
Попередній патент: Спосіб обробки рідини та пристрій для його здійснення
Наступний патент: Спосіб накладання дуоденостоми
Випадковий патент: Корм для пташенят журавля, вік яких - 31-60 діб