Пристрій для зварювання секцій гіперболічного шнека
Номер патенту: 22577
Опубліковано: 25.04.2007
Автори: Дзюра Володимир Олексійович, Новосад Іван Ярославович, Гевко Богдан Матвійович, Свідовий Андрій Богданович
Формула / Реферат
Пристрій для зварювання секцій гіперболічного шнека, який виконано у вигляді плити, на якій жорстко встановлені ліва і права вертикальні стійки, які паралельні між собою, в центральних співвісних отворах яких встановлені установні і притискні елементи, а нижче осі центральних отворів вертикальних стійок встановлена опора, на якій встановлена планка, площина якої є паралельною до осі базуючих поверхонь розпірних стержнів, які жорстко з'єднують ліву і праву втулки, який відрізняється тим, що лівий установний елемент жорстко закріплено в центральному отворі лівої стійки, а правий установно-притискний елемент встановлений в центральному отворі правої вертикальної стійки з можливістю осьового переміщення на шліцах, які виконані на зовнішній поверхні правого кінця меншого діаметра правого установно-притискного елемента і є у взаємодії з відповідними шліцами другої правої крайньої стійки, яка є паралельною до двох попередніх і жорстко закріплена до плити, а в зазорі між правими вертикальними стійками на зовнішній поверхні шліців правого установно-притискного елемента встановлено пружину стискування, яка з правого кінця є у взаємодії з площиною другої правої стійки, а зліва - з лівою торцевою поверхнею більшого діаметра правого установно-притискного елемента, причому лівий установний і правий установно-притискний елементи встановлені таким чином, щоб ліва і права втулки секцій гіперболічного шнека при їх встановленні на ці елементи були співвісні по своїх внутрішніх виїмках, а величина торцевого зазору між лівим виступом більшого діаметра правого установно-притискного елемента і лівим торцем правої крайньої стійки була менше його осьового ходу.
Текст
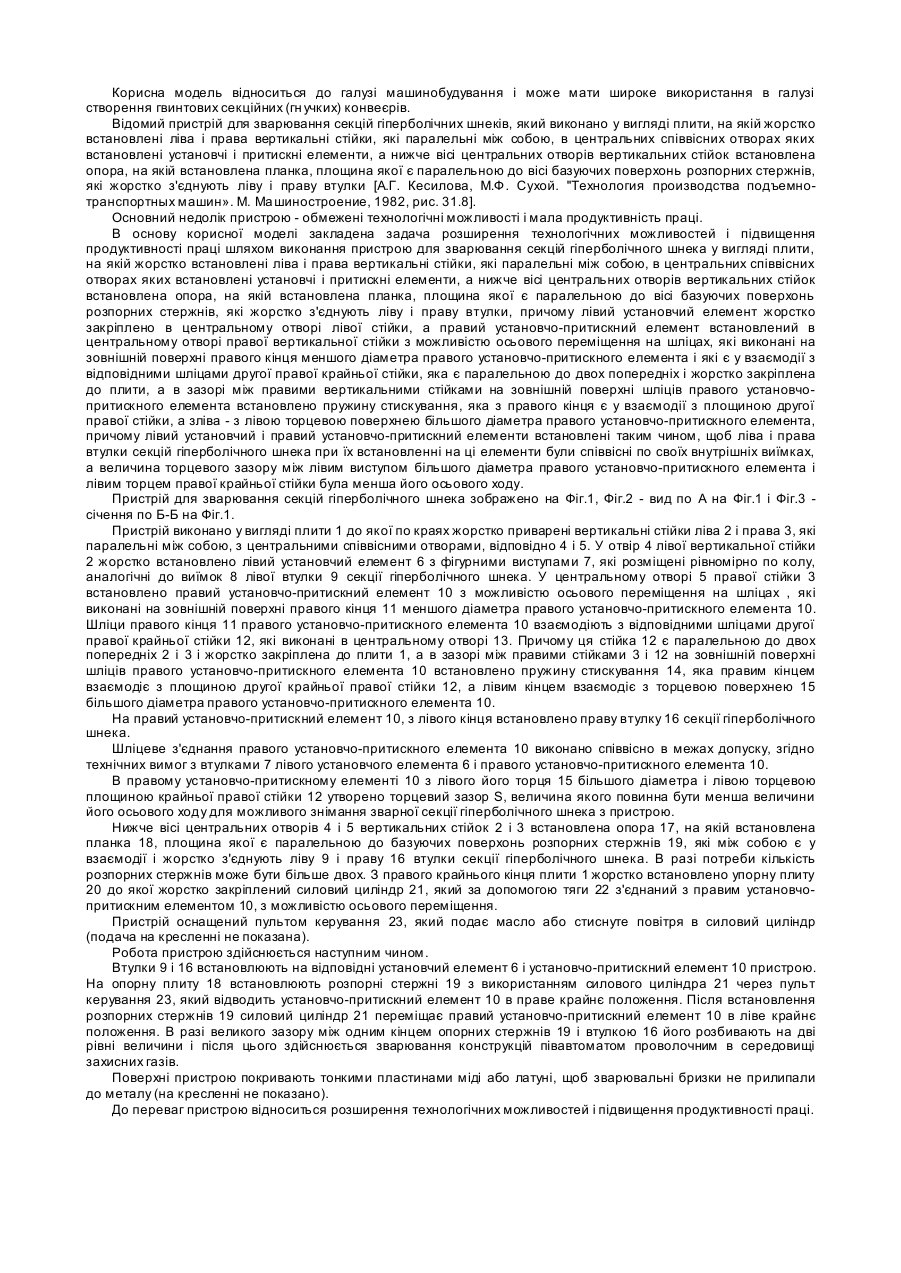
Корисна модель відноситься до галузі машинобудування і може мати широке використання в галузі створення гвинтових секційних (гн учких) конвеєрів. Відомий пристрій для зварювання секцій гіперболічних шнеків, який виконано у вигляді плити, на якій жорстко встановлені ліва і права вертикальні стійки, які паралельні між собою, в центральних співвісних отворах яких встановлені установчі і притискні елементи, а нижче вісі центральних отворів вертикальних стійок встановлена опора, на якій встановлена планка, площина якої є паралельною до вісі базуючих поверхонь розпорних стержнів, які жорстко з'єднують ліву і праву втулки [А.Г. Кесилова, М.Ф. Сухой. "Технология производства подъемнотранспортных машин». М. Ма шиностроение, 1982, рис. 31.8]. Основний недолік пристрою - обмежені технологічні можливості і мала продуктивність праці. В основу корисної моделі закладена задача розширення технологічних можливостей і підвищення продуктивності праці шляхом виконання пристрою для зварювання секцій гіперболічного шнека у вигляді плити, на якій жорстко встановлені ліва і права вертикальні стійки, які паралельні між собою, в центральних співвісних отворах яких встановлені установчі і притискні елементи, а нижче вісі центральних отворів вертикальних стійок встановлена опора, на якій встановлена планка, площина якої є паралельною до вісі базуючих поверхонь розпорних стержнів, які жорстко з'єднують ліву і праву втулки, причому лівий установчий елемент жорстко закріплено в центральному отворі лівої стійки, а правий установчо-притискний елемент встановлений в центральному отворі правої вертикальної стійки з можливістю осьового переміщення на шліцах, які виконані на зовнішній поверхні правого кінця меншого діаметра правого установчо-притискного елемента і які є у взаємодії з відповідними шліцами другої правої крайньої стійки, яка є паралельною до двох попередніх і жорстко закріплена до плити, а в зазорі між правими вертикальними стійками на зовнішній поверхні шліців правого установчопритискного елемента встановлено пружину стискування, яка з правого кінця є у взаємодії з площиною другої правої стійки, а зліва - з лівою торцевою поверхнею більшого діаметра правого установчо-притискного елемента, причому лівий установчий і правий установчо-притискний елементи встановлені таким чином, щоб ліва і права втулки секцій гіперболічного шнека при їх встановленні на ці елементи були співвісні по своїх внутрішніх виїмках, а величина торцевого зазору між лівим виступом більшого діаметра правого установчо-притискного елемента і лівим торцем правої крайньої стійки була менша його осьового ходу. Пристрій для зварювання секцій гіперболічного шнека зображено на Фіг.1, Фіг.2 - вид по А на Фіг.1 і Фіг.3 січення по Б-Б на Фіг.1. Пристрій виконано у вигляді плити 1 до якої по краях жорстко приварені вертикальні стійки ліва 2 і права 3, які паралельні між собою, з центральними співвісними отворами, відповідно 4 і 5. У отвір 4 лівої вертикальної стійки 2 жорстко встановлено лівий установчий елемент 6 з фігурними виступами 7, які розміщені рівномірно по колу, аналогічні до виїмок 8 лівої втулки 9 секції гіперболічного шнека. У центральному отворі 5 правої стійки 3 встановлено правий установчо-притискний елемент 10 з можливістю осьового переміщення на шліцах , які виконані на зовнішній поверхні правого кінця 11 меншого діаметра правого установчо-притискного елемента 10. Шліци правого кінця 11 правого установчо-притискного елемента 10 взаємодіють з відповідними шліцами другої правої крайньої стійки 12, які виконані в центральному отворі 13. Причому ця стійка 12 є паралельною до двох попередніх 2 і 3 і жорстко закріплена до плити 1, а в зазорі між правими стійками 3 і 12 на зовнішній поверхні шліців правого установчо-притискного елемента 10 встановлено пружину стискування 14, яка правим кінцем взаємодіє з площиною другої крайньої правої стійки 12, а лівим кінцем взаємодіє з торцевою поверхнею 15 більшого діаметра правого установчо-притискного елемента 10. На правий установчо-притискний елемент 10, з лівого кінця встановлено праву втулку 16 секції гіперболічного шнека. Шліцеве з'єднання правого установчо-притискного елемента 10 виконано співвісно в межах допуску, згідно технічних вимог з втулками 7 лівого установчого елемента 6 і правого установчо-притискного елемента 10. В правому установчо-притискному елементі 10 з лівого його торця 15 більшого діаметра і лівою торцевою площиною крайньої правої стійки 12 утворено торцевий зазор S, величина якого повинна бути менша величини його осьового ходу для можливого знімання зварної секції гіперболічного шнека з пристрою. Нижче вісі центральних отворів 4 і 5 вертикальних стійок 2 і 3 встановлена опора 17, на якій встановлена планка 18, площина якої є паралельною до базуючих поверхонь розпорних стержнів 19, які між собою є у взаємодії і жорстко з'єднують ліву 9 і праву 16 втулки секції гіперболічного шнека. В разі потреби кількість розпорних стержнів може бути більше двох. З правого крайнього кінця плити 1 жорстко встановлено упорну плиту 20 до якої жорстко закріплений силовий циліндр 21, який за допомогою тяги 22 з'єднаний з правим установчопритискним елементом 10, з можливістю осьового переміщення. Пристрій оснащений пультом керування 23, який подає масло або стиснуте повітря в силовий циліндр (подача на кресленні не показана). Робота пристрою здійснюється наступним чином. Втулки 9 і 16 встановлюють на відповідні установчий елемент 6 і установчо-притискний елемент 10 пристрою. На опорну плиту 18 встановлюють розпорні стержні 19 з використанням силового циліндра 21 через пульт керування 23, який відводить установчо-притискний елемент 10 в праве крайнє положення. Після встановлення розпорних стержнів 19 силовий циліндр 21 переміщає правий установчо-притискний елемент 10 в ліве крайнє положення. В разі великого зазору між одним кінцем опорних стержнів 19 і втулкою 16 його розбивають на дві рівні величини і після цього здійснюється зварювання конструкцій півавтоматом проволочним в середовищі захисних газів. Поверхні пристрою покривають тонкими пластинами міді або латуні, щоб зварювальні бризки не прилипали до металу (на кресленні не показано). До переваг пристрою відноситься розширення технологічних можливостей і підвищення продуктивності праці.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for welding of sections of hyperbolic screw
Автори англійськоюHevko Bohdan Matviiovych, Novosad Ivan Yaroslavovych, Dziura Volodymyr Oleksiiovych
Назва патенту російськоюУстройство для сварки секций гиперболического шнека
Автори російськоюГевко Богдан Матвеевич, Новосад Иван Ярославович, Дзюра Владимир Алексеевич
МПК / Мітки
МПК: B23K 5/00
Мітки: пристрій, зварювання, шнека, гіперболічного, секцій
Код посилання
<a href="https://ua.patents.su/2-22577-pristrijj-dlya-zvaryuvannya-sekcijj-giperbolichnogo-shneka.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зварювання секцій гіперболічного шнека</a>
Контрольний пристрій для заміру конструктивних параметрів шнека
Номер патенту: 52272
Опубліковано: 16.12.2002
Автори: Гудь Віктор Зеновійович, Пилипець Михайло Ількович, Лещук Роман Ярославович, Лясота Оксана Михайлівна, Драган Андрій Петрович
МПК: G01B 21/02, G01B 5/00, G01B 3/20
Мітки: заміру, параметрів, конструктивних, пристрій, шнека, контрольний
Формула / Реферат:
Контрольний пристрій для заміру конструктивних параметрів шнека, який виконаний у вигляді плити-основи, штанги і рухомої каретки, яка встановлена на напрямних з можливістю осьового переміщення, механізму приводу, вимірювального перетворювача і пристрою обробки та видачі результатів вимірювання, який відрізняється тим, що з лівого боку плити-основи встановлено кроковий електродвигун, вал якого жорстко з'єднаний з лівим кінцем вала...
Вузол осьової фіксації шнека на валу
Номер патенту: 12640
Опубліковано: 15.02.2006
Автори: Бойко Григорий Григорович, Косарев Василь Васильович, Андрєєв Георгій Володимирович, Косарев Іван Васильович, Корміхін Роман Георгійович, Рябченко Олександр Сергійович
МПК: E21C 27/02, E21C 35/02
Мітки: шнека, валу, фіксації, осьової, вузол
Формула / Реферат:
Вузол осьової фіксації шнека на валу, що містить два півкільця, встановлені в кільцеву канавку вала, на якому розміщений шнек, і обойму з фланцем, встановлену з охопленням півкілець, який відрізняється тим, що в півкільцях виконані наскрізні різьбові отвори, а у фланці обойми виконані наскрізні гладкі отвори, через які в різьбові отвори півкілець угвинчені болти до упору головок болтів у фланець обойми, при цьому глибина l1 циліндричної...
Установка для автоматичного зварювання секцій обшивки покрівлі вагона
Номер патенту: 16252
Опубліковано: 17.07.2006
Автори: Волков Олег Володимирович, Моторін Артур Миколайович, Омельченко Володимир Анатолійович, В'юнник Микола Васильович
МПК: B23K 9/173, B23K 9/035, B23K 9/16, B23K 9/095, B23K 9/025, B23K 9/02
Мітки: зварювання, обшивки, установка, вагона, секцій, автоматичного, покрівлі
Формула / Реферат:
1. Установка для автоматичного зварювання секцій обшивки покрівлі вагона, що містить складальний стенд, виконаний у вигляді рами, яка включає середню і бічну подовжні балки, жорстко з'єднані між собою поперечними балками, і обладнаний елементами для фіксації листів секцій обшивки, портал, змонтований на ходових візках, обладнаних приводом, і привідний візок з розташованим на ньому зварювальним пристроєм із зварювальним пальником, встановлений...
Оправка для профілювання секцій гнучкого гвинтового робочого органа
Номер патенту: 15699
Опубліковано: 17.07.2006
Автор: Новосад Іван Ярославович
МПК: B23B 5/00
Мітки: органа, гвинтового, гнучкого, профілювання, робочого, оправка, секцій
Формула / Реферат:
Оправка для профілювання секцій гнучкого гвинтового робочого органа, що виконана у вигляді ступінчастого вала, на якому жорстко закріплена секція гвинтового робочого органа, що містить гвинтову спіраль, ліву і праву крайні втулки, лівий торець якої взаємодіє з ступінчастим виступом ступінчастого вала, а другий правий торець секції гвинтового робочого органа взаємодіє з затиснутим механізмом, яка відрізняється тим, що секція гвинтового...
Контрольний пристрій для заміру конструктивних параметрів шнеків
Номер патенту: 22781
Опубліковано: 25.04.2007
Автори: Драган Андрій Петрович, Новосад Іван Ярославович, Колесник Олег Анатолійович, Гевко Іван Богданович
МПК: G01B 3/02
Мітки: параметрів, конструктивних, контрольний, заміру, пристрій, шнеків
Формула / Реферат:
Контрольний пристрій для заміру конструктивних параметрів шнеків, який виконаний у вигляді штанги з масштабною лінійкою і двома губками, який відрізняється тим, що пристрій має нижню горизонтальну плиту, посередині якої з лівої сторони перпендикулярно жорстко закріплено вертикальну стійку з наскрізним квадратним отвором, сторона якого є більшою зовнішнього діаметра шнека, а знизу посередині наскрізного квадратного отвору стійки, паралельно до...
Попередній патент: Пристрій для розкатування вісесиметричних виробів
Наступний патент: Спосіб криптографічного перетворення інформації
Випадковий патент: Спосіб ідентифікації сировини (коріння, листя, квіток) кульбаби лікарської