Установка для автоматичного зварювання секцій обшивки покрівлі вагона
Номер патенту: 16252
Опубліковано: 17.07.2006
Автори: Волков Олег Володимирович, Омельченко Володимир Анатолійович, В'юнник Микола Васильович, Моторін Артур Миколайович
Формула / Реферат
1. Установка для автоматичного зварювання секцій обшивки покрівлі вагона, що містить складальний стенд, виконаний у вигляді рами, яка включає середню і бічну подовжні балки, жорстко з'єднані між собою поперечними балками, і обладнаний елементами для фіксації листів секцій обшивки, портал, змонтований на ходових візках, обладнаних приводом, і привідний візок з розташованим на ньому зварювальним пристроєм із зварювальним пальником, встановлений на порталі з можливістю переміщення уздовж нього, при цьому портал виконаний із закріпленими на ньому притискачами з приводами для підтискання кромок секцій обшивки до рами складального стенда і встановлений з можливістю переміщення в напрямі, перпендикулярному до подовжньої осі складального стенда, яка відрізняється тим, що вона додатково містить систему керування і пристрій для стеження за зварним швом, складальний стенд додатково включає елементи для фіксації схилів секцій обшивки, при цьому пристрій для стеження за зварним швом розташований на привідному візку, елементи для фіксації листів і скатів секцій обшивки обладнані приводами, а система керування взаємозв'язана з приводами зазначених елементів і притискачів, приводом ходових візків порталу, привідним візком, зварювальним пристроєм, зварювальним пальником і пристроєм для стеження за зварним швом і виконана з можливістю автоматичного керування операціями складання секцій обшивки, подальшого їх зварювання між собою і контролю зварних швів в процесі зварювання.
2. Установка за пунктом 1, яка відрізняється тим, що елементи для фіксації листів і схилів секцій обшивки встановлені на складальному стенді з можливістю складання різних типорозмірів обшивки покрівлі вагонів.
3. Установка за пунктом 1, яка відрізняється тим, що елементи для фіксації листів і схилів секцій обшивки виконані у вигляді упорів листів і досилателів листів, подовжніх упорів схилів і вертикальних упорів схилів, опор схилів, притискачів схилів, досилателів схилів з підйомниками.
4. Установка за пунктом 3, яка відрізняється тим, що приводи упорів листів, подовжніх упорів схилів, вертикальних упорів схилів, опор схилів, притискачів схилів і підйомників досилателів схилів виконані у вигляді пневмоциліндрів, кінематично взаємозв'язаних з відповідними зазначеними елементами.
5. Установка за пунктом 3, яка відрізняється тим, що приводи досилателів листів і досилателів схилів виконані у вигляді пневматичних лінійних приводів, кінематично взаємозв'язаних з відповідними зазначеними елементами.
6. Установка за пунктом 1, яка відрізняється тим, що привід ходових візків порталу виконаний у вигляді двох автономних електроприводів.
7. Установка за пунктом 1, яка відрізняється тим, що портал виконаний у вигляді двох опорних площадок, жорстко зв'язаних між собою подовжніми балками, наприклад, з двотаврового профілю, розташованих на певній відстані одна щодо одної, а верхні частини подовжніх балок обладнані напрямними для переміщення привідного візка із зварювальним пристроєм і зварювальним пальником і пристроєм для стеження за зварним швом, при цьому притискачі з приводами для підтискання кромок секцій обшивки до рами складального стенда закріплені на нижніх частинах подовжніх балок з обох боків від подовжньої осі порталу.
8. Установка за пунктом 1, яка відрізняється тим, що притискачі для підтискання кромок секцій обшивки до рами складального стенда виконані у вигляді клавішних притискачів, а їх приводи - у вигляді пневматичних балонів, при цьому система керування пов'язана із зазначеними приводами клавішних притискачів з можливістю одночасного або вибіркового режиму їх дії.
9. Установка за пунктом 1, яка відрізняється тим, що складальний стенд містить порожнисті мідні підкладки, встановлені уздовж середньої і бічних подовжніх балок і виконані з можливістю охолоджування в процесі зварювання.
10. Установка за пунктом 1, яка відрізняється тим, що пристрій для стеження за зварним швом містить лазерний пристрій і відеокамеру, розташовані до і після зварювального пальника, відповідно.
11. Установка за пунктом 10, яка відрізняється тим, що зварювальний пальник, лазерний пристрій і відеокамера додатково обладнані приводами для їх вертикального і поперечного переміщення.
12. Установка за пунктом 1, яка відрізняється тим, що система керування містить пульт керування установкою, яка включає сенсорний екран, панель з перемикачами і програмований логічний контролер, пульт керування порталом, що взаємозв'язаний з пультом керування установкою і містить сенсорний екран, монітор і програмований логічний контролер, і мобільну панель оператора, виконану з сенсорним екраном і монітором, взаємозв'язану з пультом керування порталом, при цьому пульт керування установкою взаємозв'язаний з приводами елементів для фіксації листів і схилів секцій обшивки складального стенда, пульт керування порталом взаємозв'язаний з приводами ходових візків порталу, приводами притискачів, привідним візком, зварювальним пристроєм, зварювальним пальником і пристроєм для стеження за зварним швом, а пульт керування установкою і пульт керування порталом взаємозв'язані з відповідними згаданими елементами через сервоперетворювачі.
13. Установка за пунктом 12, яка відрізняється тим, що система керування додатково містить чотири кнопкові пульти, з'єднані з пультом керування установкою, встановлених по кутах складального стенда.
14. Установка за пунктом 1, яка відрізняється тим, що система керування виконана з можливістю діагностики в автоматичному режимі положення елементів для фіксації листів і схилів секцій обшивки відповідно до заданого типорозміру обшивки покрівлі вагона.
Текст
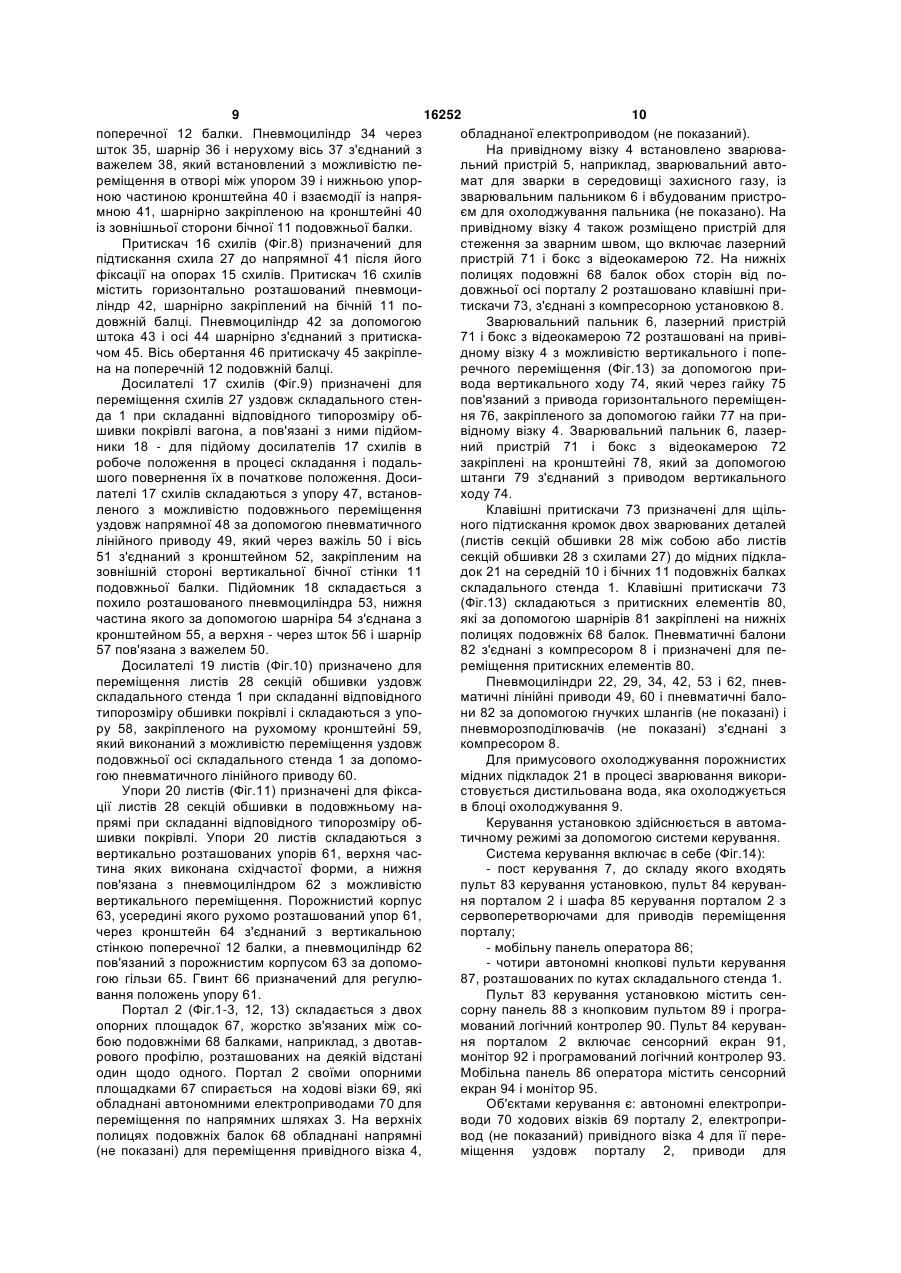
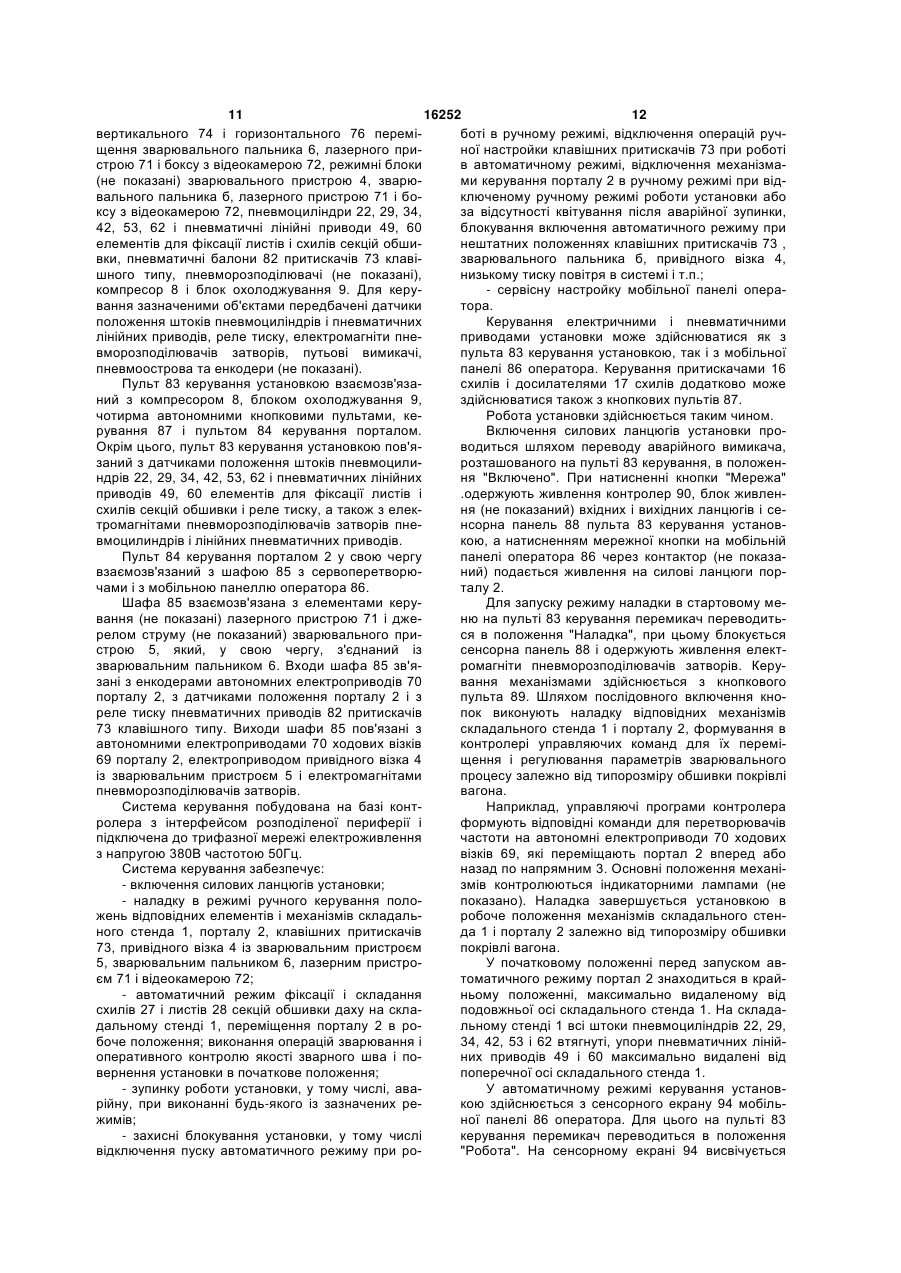
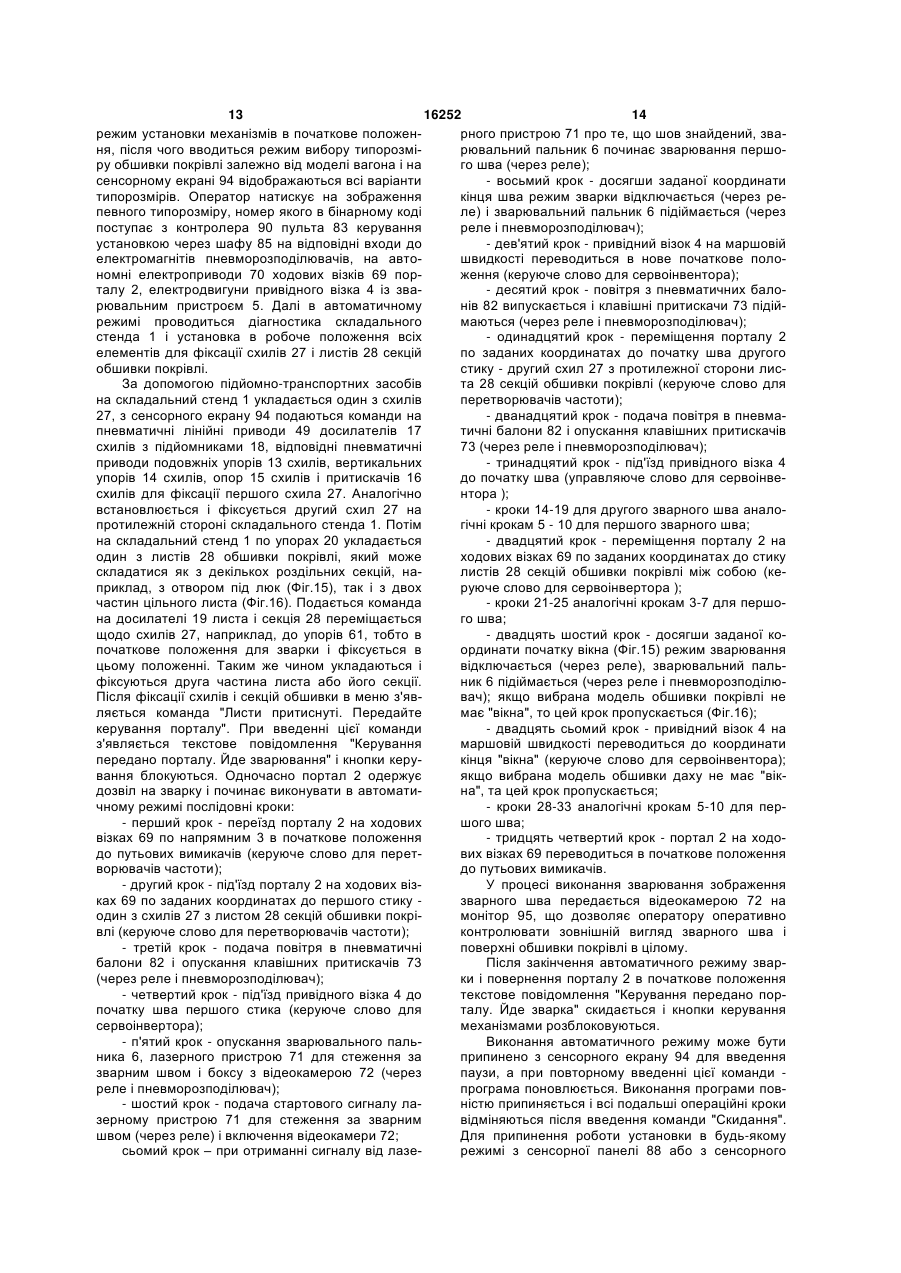
1. Установка для автоматичного зварювання секцій обшивки покрівлі вагона, що містить складальний стенд, виконаний у вигляді рами, яка включає середню і бічну подовжні балки, жорстко з'єднані між собою поперечними балками, і обладнаний елементами для фіксації листів секцій обшивки, портал, змонтований на ходових візках, обладнаних приводом, і привідний візок з розташованим на ньому зварювальним пристроєм із зварювальним пальником, встановлений на порталі з можливістю переміщення уздовж нього, при цьому портал виконаний із закріпленими на ньому притискачами з приводами для підтискання кромок секцій обшивки до рами складального стенда і встановлений з можливістю переміщення в напрямі, перпендикулярному до подовжньої осі складального стенда, яка відрізняється тим, що вона додатково містить систему керування і пристрій для стеження за зварним швом, складальний стенд додатково включає елементи для фіксації схилів секцій обшивки, при цьому пристрій для стеження за зварним швом розташований на привідному візку, елементи для фіксації листів і скатів секцій обшивки обладнані приводами, а система керування взаємозв'язана з приводами зазначених елементів і притискачів, приводом ходових візків порталу, привідним візком, зварювальним пристроєм, зварювальним пальником і пристроєм для стеження за зварним швом і виконана з можливістю автоматичного керування операціями складання секцій обшивки, подальшого їх зварювання між 2 (19) 1 3 16252 4 що притискачі для підтискання кромок секцій обтить сенсорний екран, монітор і програмований шивки до рами складального стенда виконані у логічний контролер, і мобільну панель оператора, вигляді клавішних притискачів, а їх приводи - у виконану з сенсорним екраном і монітором, взаєвигляді пневматичних балонів, при цьому система мозв'язану з пультом керування порталом, при керування пов'язана із зазначеними приводами цьому пульт керування установкою взаємозв'язаклавішних притискачів з можливістю одночасного ний з приводами елементів для фіксації листів і або вибіркового режиму їх дії. схилів секцій обшивки складального стенда, пульт 9. Установка за пунктом 1, яка відрізняється тим, керування порталом взаємозв'язаний з приводами що складальний стенд містить порожнисті мідні ходових візків порталу, приводами притискачів, підкладки, встановлені уздовж середньої і бічних привідним візком, зварювальним пристроєм, зваподовжніх балок і виконані з можливістю охолорювальним пальником і пристроєм для стеження джування в процесі зварювання. за зварним швом, а пульт керування установкою і 10. Установка за пунктом 1, яка відрізняється пульт керування порталом взаємозв'язані з відпотим, що пристрій для стеження за зварним швом відними згаданими елементами через сервоперемістить лазерний пристрій і відеокамеру, розташотворювачі. 13. Установка за пунктом 12, яка відрізняється вані до і після зварювального пальника, відповідно. тим, що система керування додатково містить чо11. Установка за пунктом 10, яка відрізняється тири кнопкові пульти, з'єднані з пультом керування тим, що зварювальний пальник, лазерний пристрій установкою, встановлених по кутах складального і відеокамера додатково обладнані приводами для стенда. 14. Установка за пунктом 1, яка відрізняється їх вертикального і поперечного переміщення. 12. Установка за пунктом 1, яка відрізняється тим, що система керування виконана з можливістю тим, що система керування містить пульт керувандіагностики в автоматичному режимі положення ня установкою, яка включає сенсорний екран, паелементів для фіксації листів і схилів секцій обшинель з перемикачами і програмований логічний вки відповідно до заданого типорозміру обшивки контролер, пульт керування порталом, що взаємопокрівлі вагона. зв'язаний з пультом керування установкою і міс Корисна модель відноситься до області зварювання, зокрема, до установок для автоматичного електродугового зварювання довгомірного тонколистового металу в середовищі захисного газу на мідних охолоджуваних підкладках, переважно, секцій обшивки покрівель залізничних вагонів і може бути використана на вагонобудівних і на вагоноремонтних підприємствах при виготовленні, модернізації і капітальному ремонті вагонів. Відома установка для автоматичного зварювання секцій обшивки покрівлі вагона [див. Циган Б.Г., Циган А.Б. Вагонобудівні конструкції. Виготовлення, модернізація, ремонт/Монографія, під вид. Б.Г.Цигана.- Кременчук: Вид. "Кременчук", 2005.751с.], що містить складальний стенд, виконаний у вигляді рами, що включає середню і бічні подовжні балки, жорстко з'єднані між собою поперечними балками і обладнаний елементами для фіксації листів секцій обшивки, портал, змонтований на ходових візках з приводом, і привідний візок з розташованим на ньому зварювальним пристроєм із зварювальним пальником, встановлений на порталі з можливістю переміщення уздовж нього. Портал виконаний із закріпленими на ньому притискачами для підтискання кромок секцій обшивки до рами складального стенда і встановлений з можливістю переміщення в напрямі, перпендикулярному до подовжньої осі складального стенда. Портал складається з двох опорних площадок зі встановленими на них парами похилих стояків, верхні частини яких жорстко зв'язані між собою подовжньою балкою. Привід ходових візків порталу містить електродвигун, черв'ячний редуктор і два горизонтальні вали, розташовані в середній частині подовжньої балки, які пов'язані із закріпленими уздовж похилих стояків двома вертикальними валами, з'єднаних своїми нижніми частинами з ходовими візками. Між опорними площадками порталу уздовж подовжньої балки обладнана площадка із напрямними для розміщення привідного візка зі встановленим на ній зварювальним пристроєм із зварювальним пальником. Притискачи для підтискання кромок секцій обшивки до рами складального стенда виконані у вигляді лап, шарнірнo з'єднаних із штоками пневмоциліндрів, закріплених в один ряд на нижній частині подовжньої балки порталу. Елементи для фіксації листів секцій обшивки виконані у вигляді стаціонарних непривідних упорів. На середній балці складального стенда встановлена неохолоджувана мідна підкладка. Недоліками відомої установки є: - неможливість автоматизації операцій по складанню секцій обшивки покрівлі на складальному стенді; - низький рівень автоматизації операцій по переміщенню порталу в положення для зварювання і подальшого зварювання секцій обшивки покрівлі; - відсутність засобів для оперативного контролю за якістю зварного шва; - неможливість виконання декількох паралельних подовжніх зварних швів, наприклад, листів секцій обшивки між собою і розташованих з їх зовнішніх сторін схилів; - неможливість складання і подальшого зварювання різних типорозмірів обшивки даху вагонів без попереднього переналагодження складального стенда. 5 16252 6 Вказані недоліки суттєво обмежують технолотелів листів, подовжніх упорів схилів і вертикальгічні можливості установки-найближчого аналога, них упорів схилів, опор схилів, притискачів схилів і не дозволяють автоматизувати процеси складання досилателів схилів з підйомниками. і зварювання секцій обшивки і, відповідно, забезПриводи упорів листів, подовжніх упорів схипечити сучасний рівень вимог до продуктивності лів, вертикальних упорів схилів, опор схилів, приустановки і до якості зварних швів і поверхні обтискачів схилів і підйомників досилателів схилів шивки покрівлі вагонів в цілому. виконані у вигляді пневмоциліндрів, кінематично В основу корисної моделі поставлена задача взаємозв'язаних з відповідними зазначеними елестворення такої установки для автоматичного зваментами. рювання секцій обшивки покрівлі вагона, в якій за Приводи досилателів листів і досилателів рахунок іншого конструктивного виконання скласхилів виконані у вигляді пневматичних лінійних дального стенда і порталу, введення пристрою приводів, кінематично взаємозв'язаних з відповіддля стеження за зварним швом і системи керуванними зазначеними елементами. ня, а також нового взаємозв'язку приводів елеменПривід ходових візків порталу виконаний у витів стенда з системою керування забезпечується гляді автономних електроприводів. автоматизація процесів складання і зварювання Для підвищення точності позиціювання зварюсекцій обшивки і контролю зварних швів в процесі вального пристрою із зварювальним пальником і зварювання, що дозволяє суттєво підвищити пропристроєм для стеження за зварним швом, а тадуктивність установки, а також якість зварних швів кож підвищення якості зварного шва шляхом заі поверхні обшивки покрівлі вагона в цілому. Окрім безпечення підтискання зварюваних кромок секцій цього, задача направлена на розширення технообшивки покрівлі до балок складального стенда в логічних можливостей установки шляхом забезпепроцесі зварювання портал виконаний у вигляді чення складання різних типорозмірів листів і схидвох опорних площадок, жорстко зв'язаних між лів секцій обшивки покрівлі вагонів без собою подовжніми балками, наприклад, з двотавдодаткового переналагодження складального стерового профілю, розташованих на деякій відстані нда і виконання декількох подовжніх зварних швів. один щодо одного, а верхні частини подовжніх Поставлена задача вирішується тим, що в балок обладнані напрямними для переміщення установці для автоматичного зварювання секцій привідного візка із зварювальним пристроєм і зваобшивки покрівлі вагона, що містить складальний рювальним пальником і пристроєм для стеження стенд, виконаний у вигляді рами, що включає сеза зварним швом, при цьому притискачи з приворедню і бічні подовжні балки, жорстко з'єднані між дами для підтискання кромок секцій обшивки до собою поперечними балками, і обладнаний елерами складального стенда закріплені на нижніх ментами для фіксації листів секцій обшивки, порчастинах подовжніх балок з обох їх сторін від потал, змонтований на ходових візках, обладнаних довжньої осі порталу. приводом, і привідний візок з розташованим на Для поліпшення якості зварних швів, у тому ньому зварювальним пристроєм із зварювальним числі з урахуванням різних типорозмірів зварювапальником, встановлений на порталі з можливістю них секцій обшивки, притискачи для підтискання переміщення уздовж нього, при цьому портал викромок секцій обшивки до рами складального стеконаний із закріпленими на ньому притискачами з нда виконані у вигляді клавішних притискачів, а їх приводами для підтискання кромок секцій обшивки приводи - у вигляді пневматичних балонів, при до рами складального стенда і встановлений з цьому система керування пов'язана з приводами можливістю переміщення в напрямі, перпендикуклавішних притискачів з можливістю одночасного лярному до подовжньої осі складального стенда, або виборчого режиму їх дії. згідно корисної моделі вона додатково містить Для збільшення швидкості зварювання і висистему керування і пристрій для стеження за зваключення пошкодження зварюваних секцій обшиврним швом, складальний стенд додатково вклюки складальний стенд містить порожнисті мідні чає елементи для фіксації схилів секцій обшивки, підкладки, встановлені уздовж середньої і бічних при цьому пристрій для стеження за зварним подовжніх балок і виконані з можливістю охолошвом розташований на привідному візку, елеменджування їх в процесі зварки. ти для фіксації листів і схилів секцій обшивки обДля забезпечення оперативного контролю за ладнані приводами, а система керування взаємоззварним швом пристрій для стеження за зварним в'язана з приводами зазначених елементів і швом містить лазерний пристрій і відеокамеру, притискачів, приводами ходових візків порталу, розташовані до і після зварювального пальника, привідним візком, зварювальним пристроєм, звавідповідно. рювальним пальником і пристроєм для стеження Для підвищення якості зварного шва зварюваза зварним швом і виконана з можливістю автомальний пальник, лазерний пристрій і відеокамера тичного керування операціями складання секцій додатково обладнані приводами для їх вертикальобшивки, подальшого їх зварювання між собою і ного і поперечного переміщення. контролю зварних швів в процесі зварювання. Система керування містить пульт керування Для розширення технологічних можливостей установкою, що включає сенсорний екран, панель елементи для фіксації листів і схилів секцій обшиз перемикачами і програмований логічний контровки встановлені на складальному стенді з можлилер, пульт керування порталом, взаємозв'язаний з вістю складання різних типорозмірів обшивки покпультом керування установкою, що містить сенсорівлі вагонів. рний екран, монітор і програмований логічний конЕлементи для фіксації листів і схилів секцій тролер, і мобільну панель оператора, виконану з обшивки виконані у вигляді упорів листів і досиласенсорним екраном і монітором, взаємозв'язану з 7 16252 8 пультом керування порталом, при цьому пульт лів); керування установкою взаємозв'язаний з привона Фіг.9 - переріз Е-Е на фіг 2 (досилатель дами елементів для фіксації листів і схилів секцій схилів з підйомником); обшивки складального стенда, пульт керування на Фіг.10 - переріз Ж-Ж на Фіг.2 (досилатель порталом взаємозв'язаний з приводами ходових листів); візків порталу, приводами притискачів, привідним на Фіг.11 - переріз 3-3 на Фіг.2 (упор листів); візком, зварювальним пристроєм, зварювальним на Фіг.12 - вузол І на Фіг.1 (зварювальний припальником і пристроєм для стеження за зварним стрій, лазерний пристрій і відеокамера); швом, а пульт керування установкою і пульт керуна Фіг.13 - вузол К на Фіг.3 (клавішні привання порталом взаємозв'язані з відповідними тискачи); згаданими елементами через сервоперетворювана Фіг.14 - принципова схема системи керучі. вання установкою; Для зручності обслуговування система керуна Фіг.15 - схема складання секцій обшивки вання додатково містить чотири кнопкові пульти, покрівлі вагона (варіант з "вікном"); з'єднані з пультом керування установкою, при на Фіг.16 - схема складання секцій обшивки цьому кнопкові пульти встановлені по кутах склапокрівлі вагона (варіант без "вікна "). дального стенда. Установка для автоматичного зварювання сеДля забезпечення контролю за точністю склакцій обшивки покрівлі вагона містить складальний дання секцій обшивки система керування виконастенд 1, портал 2, встановлений з можливістю на з можливістю діагностики в автоматичному репереміщення в напрямі, перпендикулярному пожимі положення упорів листів і досилателів листів, довжній осі складального стенда 1 по напрямним подовжніх упорів схилів і вертикальних упорів схи3, розміщеним по сторонах від складального стенлів, опор схилів, притискачів схилів і досилателів да, привідний візок 4 з розташованим на ній звасхилів з підйомниками відпривідно до заданого рювальним пристроєм 5 із зварювальним пальнитипорозміром обшивки покрівлі у вагоні. ком 6, пост керування 7, компресор 8 і блок Пропонована конструкція установки для автоохолоджування 9. матичного зварювання секцій обшивки покрівлі Складальний стенд 1 (Фіг.1-3) виконаний у вивагона за рахунок іншого виконання і іншого взаєгляді рами, що складається з середньої 10, двох много розташування виконавчих елементів склабічних 11 подовжніх балок, жорстко з'єднаних між дального стенда і оснащення кожного з них швидсобою поперечними 12 балками. Із зовнішньої кодійними пневмоприводами, взаємозв'язаними з сторони від бічних 11 подовжніх балок симетрично системою керування, дозволяє в автоматичному один щодо одного розташовано подовжні упори 13 режимі проводити операції складання секцій обсхилів, вертикальні упори 14 схилів, опори 15 схишивки покрівлі вагона, у тому числі для їх різних лів, притискачи 16 схилів, досилателі 17 схилів і типорозміров. Взаємозв'язок пневмоприводів хопов'язані з ними підйомники 18. На торцевих часдових візків порталу і привідного візка зварювальтинах складального стенда 1 між двома крайніми ного пристрою із зварювальним пальником і припоперечними 12 балками симетрично один щодо строєм для стеження за зварним швом з системою одного встановлені досилателі 19 листів, а на накерування, а також приводів притискачів для підступних за ними парах поперечних 12 балок симетискання зварюваних кромок виробу забезпечують трично один щодо одного розміщено упори 20 лиздійснення операцій зварювання і оперативного стів. Уздовж середньої 10 і бічної 11 подовжніх контролю зварного шва в автоматичному режимі. балок закріплено порожнисті мідні підкладки 21, Таким чином, сукупність ознак, що заявляється, з'єднані з блоком охолоджування 9. дозволяє суттєво підвищити продуктивність устаПодовжній упор 13 схилів (Фіг.4) складається з новки при забезпеченні якості зварних швів і повегоризонтально розташованого пневмоциліндра 22, рхні обшивки покрівлі вагона в цілому. Розміщення шарнірно закріпленого з внутрішньої сторони бічна складальному стенді мідних охолоджуваних ної 11 подовжньої балки за допомогою кронштейпідкладок дозволяє виключити пошкодження тонна 23. Пневмоциліндр 22 через шток 24 і вісь 25 костінних збираних листів і схилів, а також підвишарнірно з'єднаний з упором 26, який призначений щити продуктивність унаслідок використовування для фіксації схила 27 при його установці на склазварювального пристрою з більш високою швидкідальному стенді 1 і складанню з листом 28 секції стю зварки. обшивки покрівлі в подовжньому напрямі. Сутність корисної моделі пояснюється предВертикальний упор 14 схилів (Фіг.5, 6) складаставленими фігурами креслення: ється з вертикально розташованого пневмоцилінна Фіг.1 - загальний вид установки, вид спедра 29, шарнірно закріпленого з внутрішньої стореду; рони поперечної 12 балки за допомогою на Фіг.2 - загальний вид установки, вид зверху; кронштейна 30. Пневмоциліндр 29 через шток 31 і на Фіг.3 - загальний вид установки, вид зліва; шарнір 32 з'єднаний з упором 33, який призначена Фіг.4 - переріз А-А на Фіг.1 (подовжній упор ний для фіксації нижньої кромки схила 27 у вертисхилів); кальному напрямі при його установці на складальна Фіг.5 - вид Б на фіг 1 (вертикальний упор ному стенді 1. схилів, вид спереду); Опора 15 схилів (Фіг.7) призначена для запобіна Фіг.6 - вид В на Фіг.5 (подовжній упор схигання прогинання поверхні схила 27 після його лів, вид справа); установки на упорі 33 і мідній підкладці 21, і місна Фіг.7 - вид Г на Фіг.1 (опора схилів); тить горизонтально розташований пневмоциліндр на Фіг.8 - переріз Д-Д на Фіг.1 (притискач схи34, шарнірно закріплений з внутрішньої сторони 9 16252 10 поперечної 12 балки. Пневмоциліндр 34 через обладнаної електроприводом (не показаний). шток 35, шарнір 36 і нерухому вісь 37 з'єднаний з На привідному візку 4 встановлено зварюваважелем 38, який встановлений з можливістю пельний пристрій 5, наприклад, зварювальний автореміщення в отворі між упором 39 і нижньою упормат для зварки в середовищі захисного газу, із ною частиною кронштейна 40 і взаємодії із напрязварювальним пальником 6 і вбудованим пристромною 41, шарнірно закріпленою на кронштейні 40 єм для охолоджування пальника (не показано). На із зовнішньої сторони бічної 11 подовжньої балки. привідному візку 4 також розміщено пристрій для Притискач 16 схилів (Фіг.8) призначений для стеження за зварним швом, що включає лазерний підтискання схила 27 до напрямної 41 після його пристрій 71 і бокс з відеокамерою 72. На нижніх фіксації на опорах 15 схилів. Притискач 16 схилів полицях подовжні 68 балок обох сторін від помістить горизонтально розташований пневмоцидовжньої осі порталу 2 розташовано клавішні приліндр 42, шарнірно закріплений на бічній 11 потискачи 73, з'єднані з компресорною установкою 8. довжній балці. Пневмоциліндр 42 за допомогою Зварювальний пальник 6, лазерний пристрій штока 43 і осі 44 шарнірно з'єднаний з притиска71 і бокс з відеокамерою 72 розташовані на привічом 45. Вісь обертання 46 притискачу 45 закріпледному візку 4 з можливістю вертикального і попена на поперечній 12 подовжній балці. речного переміщення (Фіг.13) за допомогою приДосилателі 17 схилів (Фіг.9) призначені для вода вертикального ходу 74, який через гайку 75 переміщення схилів 27 уздовж складального стенпов'язаний з привода горизонтального переміщенда 1 при складанні відповідного типорозміру обня 76, закріпленого за допомогою гайки 77 на пришивки покрівлі вагона, а пов'язані з ними підйомвідному візку 4. Зварювальний пальник 6, лазерники 18 - для підйому досилателів 17 схилів в ний пристрій 71 і бокс з відеокамерою 72 робоче положення в процесі складання і подальзакріплені на кронштейні 78, який за допомогою шого повернення їх в початкове положення. Досиштанги 79 з'єднаний з приводом вертикального лателі 17 схилів складаються з упору 47, встановходу 74. леного з можливістю подовжнього переміщення Клавішні притискачи 73 призначені для щільуздовж напрямної 48 за допомогою пневматичного ного підтискання кромок двох зварюваних деталей лінійного приводу 49, який через важіль 50 і вісь (листів секцій обшивки 28 між собою або листів 51 з'єднаний з кронштейном 52, закріпленим на секцій обшивки 28 з схилами 27) до мідних підклазовнішній стороні вертикальної бічної стінки 11 док 21 на середній 10 і бічних 11 подовжніх балках подовжньої балки. Підйомник 18 складається з складального стенда 1. Клавішні притискачи 73 похило розташованого пневмоциліндра 53, нижня (Фіг.13) складаються з притискних елементів 80, частина якого за допомогою шарніра 54 з'єднана з які за допомогою шарнірів 81 закріплені на нижніх кронштейном 55, а верхня - через шток 56 і шарнір полицях подовжніх 68 балок. Пневматичні балони 57 пов'язана з важелем 50. 82 з'єднані з компресором 8 і призначені для пеДосилателі 19 листів (Фіг.10) призначено для реміщення притискних елементів 80. переміщення листів 28 секцій обшивки уздовж Пневмоциліндри 22, 29, 34, 42, 53 і 62, пневскладального стенда 1 при складанні відповідного матичні лінійні приводи 49, 60 і пневматичні балотипорозміру обшивки покрівлі і складаються з упони 82 за допомогою гнучких шлангів (не показані) і ру 58, закріпленого на рухомому кронштейні 59, пневморозподілювачів (не показані) з'єднані з який виконаний з можливістю переміщення уздовж компресором 8. подовжньої осі складального стенда 1 за допомоДля примусового охолоджування порожнистих гою пневматичного лінійного приводу 60. мідних підкладок 21 в процесі зварювання викориУпори 20 листів (Фіг.11) призначені для фіксастовується дистильована вода, яка охолоджується ції листів 28 секцій обшивки в подовжньому нав блоці охолоджування 9. прямі при складанні відповідного типорозміру обКерування установкою здійснюється в автомашивки покрівлі. Упори 20 листів складаються з тичному режимі за допомогою системи керування. вертикально розташованих упорів 61, верхня часСистема керування включає в себе (Фіг.14): тина яких виконана східчастої форми, а нижня - пост керування 7, до складу якого входять пов'язана з пневмоциліндром 62 з можливістю пульт 83 керування установкою, пульт 84 керуванвертикального переміщення. Порожнистий корпус ня порталом 2 і шафа 85 керування порталом 2 з 63, усередині якого рухомо розташований упор 61, сервоперетворючами для приводів переміщення через кронштейн 64 з'єднаний з вертикальною порталу; стінкою поперечної 12 балки, а пневмоциліндр 62 - мобільну панель оператора 86; пов'язаний з порожнистим корпусом 63 за допомо- чотири автономні кнопкові пульти керування гою гільзи 65. Гвинт 66 призначений для регулю87, розташованих по кутах складального стенда 1. вання положень упору 61. Пульт 83 керування установкою містить сенПортал 2 (Фіг.1-3, 12, 13) складається з двох сорну панель 88 з кнопковим пультом 89 і програопорних площадок 67, жорстко зв'язаних між сомований логічний контролер 90. Пульт 84 керуванбою подовжніми 68 балками, наприклад, з двотавня порталом 2 включає сенсорний екран 91, рового профілю, розташованих на деякій відстані монітор 92 і програмований логічний контролер 93. один щодо одного. Портал 2 своїми опорними Мобільна панель 86 оператора містить сенсорний площадками 67 спирається на ходові візки 69, які екран 94 і монітор 95. обладнані автономними електроприводами 70 для Об'єктами керування є: автономні електроприпереміщення по напрямних шляхах 3. На верхніх води 70 ходових візків 69 порталу 2, електроприполицях подовжніх балок 68 обладнані напрямні вод (не показаний) привідного візка 4 для її пере(не показані) для переміщення привідного візка 4, міщення уздовж порталу 2, приводи для 11 16252 12 вертикального 74 і горизонтального 76 переміботі в ручному режимі, відключення операцій ручщення зварювального пальника 6, лазерного приної настройки клавішних притискачів 73 при роботі строю 71 і боксу з відеокамерою 72, режимні блоки в автоматичному режимі, відключення механізма(не показані) зварювального пристрою 4, зварюми керування порталу 2 в ручному режимі при відвального пальника б, лазерного пристрою 71 і боключеному ручному режимі роботи установки або ксу з відеокамерою 72, пневмоциліндри 22, 29, 34, за відсутності квітування після аварійної зупинки, 42, 53, 62 і пневматичні лінійні приводи 49, 60 блокування включення автоматичного режиму при елементів для фіксації листів і схилів секцій обшинештатних положеннях клавішних притискачів 73 , вки, пневматичні балони 82 притискачів 73 клавізварювального пальника б, привідного візка 4, шного типу, пневморозподілювачі (не показані), низькому тиску повітря в системі і т.п.; компресор 8 і блок охолоджування 9. Для керу- сервісну настройку мобільної панелі операвання зазначеними об'єктами передбачені датчики тора. положення штоків пневмоциліндрів і пневматичних Керування електричними і пневматичними лінійних приводів, реле тиску, електромагніти пнеприводами установки може здійснюватися як з вморозподілювачів затворів, путьові вимикачі, пульта 83 керування установкою, так і з мобільної пневмоострова та енкодери (не показані). панелі 86 оператора. Керування притискачами 16 Пульт 83 керування установкою взаємозв'язасхилів і досилателями 17 схилів додатково може ний з компресором 8, блоком охолоджування 9, здійснюватися також з кнопкових пультів 87. чотирма автономними кнопковими пультами, кеРобота установки здійснюється таким чином. рування 87 і пультом 84 керування порталом. Включення силових ланцюгів установки проОкрім цього, пульт 83 керування установкою пов'яводиться шляхом переводу аварійного вимикача, заний з датчиками положення штоків пневмоцилирозташованого на пульті 83 керування, в положенндрів 22, 29, 34, 42, 53, 62 і пневматичних лінійних ня "Включено". При натисненні кнопки "Мережа" приводів 49, 60 елементів для фіксації листів і .одержують живлення контролер 90, блок живленсхилів секцій обшивки і реле тиску, а також з елекня (не показаний) вхідних і вихідних ланцюгів і сетромагнітами пневморозподілювачів затворів пненсорна панель 88 пульта 83 керування установвмоцилиндрів і лінійних пневматичних приводів. кою, а натисненням мережної кнопки на мобільній Пульт 84 керування порталом 2 у свою чергу панелі оператора 86 через контактор (не показавзаємозв'язаний з шафою 85 з сервоперетворюний) подається живлення на силові ланцюги порчами і з мобільною панеллю оператора 86. талу 2. Шафа 85 взаємозв'язана з елементами керуДля запуску режиму наладки в стартовому мевання (не показані) лазерного пристрою 71 і дженю на пульті 83 керування перемикач переводитьрелом струму (не показаний) зварювального прися в положення "Наладка", при цьому блокується строю 5, який, у свою чергу, з'єднаний із сенсорна панель 88 і одержують живлення електзварювальним пальником 6. Входи шафа 85 зв'яромагніти пневморозподілювачів затворів. Керузані з енкодерами автономних електроприводів 70 вання механізмами здійснюється з кнопкового порталу 2, з датчиками положення порталу 2 і з пульта 89. Шляхом послідовного включення кнореле тиску пневматичних приводів 82 притискачів пок виконують наладку відповідних механізмів 73 клавішного типу. Виходи шафи 85 пов'язані з складального стенда 1 і порталу 2, формування в автономними електроприводами 70 ходових візків контролері управляючих команд для їх перемі69 порталу 2, електроприводом привідного візка 4 щення і регулювання параметрів зварювального із зварювальним пристроєм 5 і електромагнітами процесу залежно від типорозміру обшивки покрівлі пневморозподілювачів затворів. вагона. Система керування побудована на базі контНаприклад, управляючі програми контролера ролера з інтерфейсом розподіленої периферії і формують відповідні команди для перетворювачів підключена до трифазної мережі електроживлення частоти на автономні електроприводи 70 ходових з напругою 380В частотою 50Гц. візків 69, які переміщають портал 2 вперед або Система керування забезпечує: назад по напрямним 3. Основні положення механі- включення силових ланцюгів установки; змів контролюються індикаторними лампами (не - наладку в режимі ручного керування полопоказано). Наладка завершується установкою в жень відповідних елементів і механізмів складальробоче положення механізмів складального стенного стенда 1, порталу 2, клавішних притискачів да 1 і порталу 2 залежно від типорозміру обшивки 73, привідного візка 4 із зварювальним пристроєм покрівлі вагона. 5, зварювальним пальником 6, лазерним пристроУ початковому положенні перед запуском авєм 71 і відеокамерою 72; томатичного режиму портал 2 знаходиться в край- автоматичний режим фіксації і складання ньому положенні, максимально видаленому від схилів 27 і листів 28 секцій обшивки даху на склаподовжньої осі складального стенда 1. На склададальному стенді 1, переміщення порталу 2 в рольному стенді 1 всі штоки пневмоциліндрів 22, 29, боче положення; виконання операцій зварювання і 34, 42, 53 і 62 втягнуті, упори пневматичних лінійоперативного контролю якості зварного шва і поних приводів 49 і 60 максимально видалені від вернення установки в початкове положення; поперечної осі складального стенда 1. - зупинку роботи установки, у тому числі, аваУ автоматичному режимі керування установрійну, при виконанні будь-якого із зазначених рекою здійснюється з сенсорного екрану 94 мобільжимів; ної панелі 86 оператора. Для цього на пульті 83 - захисні блокування установки, у тому числі керування перемикач переводиться в положення відключення пуску автоматичного режиму при ро"Робота". На сенсорному екрані 94 висвічується 13 16252 14 режим установки механізмів в початкове положенрного пристрою 71 про те, що шов знайдений, званя, після чого вводиться режим вибору типорозмірювальний пальник 6 починає зварювання першору обшивки покрівлі залежно від моделі вагона і на го шва (через реле); сенсорному екрані 94 відображаються всі варіанти - восьмий крок - досягши заданої координати типорозмірів. Оператор натискує на зображення кінця шва режим зварки відключається (через репевного типорозміру, номер якого в бінарному коді ле) і зварювальний пальник 6 підіймається (через поступає з контролера 90 пульта 83 керування реле і пневморозподілювач); установкою через шафу 85 на відповідні входи до - дев'ятий крок - привідний візок 4 на маршовій електромагнітів пневморозподілювачів, на автошвидкості переводиться в нове початкове полономні електроприводи 70 ходових візків 69 порження (керуюче слово для сервоінвентора); талу 2, електродвигуни привідного візка 4 із зва- десятий крок - повітря з пневматичних балорювальним пристроєм 5. Далі в автоматичному нів 82 випускається і клавішні притискачи 73 підійрежимі проводиться діагностика складального маються (через реле і пневморозподілювач); стенда 1 і установка в робоче положення всіх - одинадцятий крок - переміщення порталу 2 елементів для фіксації схилів 27 і листів 28 секцій по заданих координатах до початку шва другого обшивки покрівлі. стику - другий схил 27 з протилежної сторони лисЗа допомогою підйомно-транспортних засобів та 28 секцій обшивки покрівлі (керуюче слово для на складальний стенд 1 укладається один з схилів перетворювачів частоти); 27, з сенсорного екрану 94 подаються команди на - дванадцятий крок - подача повітря в пневмапневматичні лінійні приводи 49 досилателів 17 тичні балони 82 і опускання клавішних притискачів схилів з підйомниками 18, відповідні пневматичні 73 (через реле і пневморозподілювач); приводи подовжніх упорів 13 схилів, вертикальних - тринадцятий крок - під'їзд привідного візка 4 упорів 14 схилів, опор 15 схилів і притискачів 16 до початку шва (управляюче слово для сервоінвесхилів для фіксації першого схила 27. Аналогічно нтора ); встановлюється і фіксується другий схил 27 на - кроки 14-19 для другого зварного шва аналопротилежній стороні складального стенда 1. Потім гічні крокам 5 - 10 для першого зварного шва; на складальний стенд 1 по упорах 20 укладається - двадцятий крок - переміщення порталу 2 на один з листів 28 обшивки покрівлі, який може ходових візках 69 по заданих координатах до стику складатися як з декількох роздільних секцій, налистів 28 секцій обшивки покрівлі між собою (кеприклад, з отвором під люк (Фіг.15), так і з двох руюче слово для сервоінвертора ); частин цільного листа (Фіг.16). Подається команда - кроки 21-25 аналогічні крокам 3-7 для першона досилателі 19 листа і секція 28 переміщається го шва; щодо схилів 27, наприклад, до упорів 61, тобто в - двадцять шостий крок - досягши заданої копочаткове положення для зварки і фіксується в ординати початку вікна (Фіг.15) режим зварювання цьому положенні. Таким же чином укладаються і відключається (через реле), зварювальний пальфіксуються друга частина листа або його секції. ник 6 підіймається (через реле і пневморозподілюПісля фіксації схилів і секцій обшивки в меню з'яввач); якщо вибрана модель обшивки покрівлі не ляється команда "Листи притиснуті. Передайте має "вікна", то цей крок пропускається (Фіг.16); керування порталу". При введенні цієї команди - двадцять сьомий крок - привідний візок 4 на з'являється текстове повідомлення "Керування маршовій швидкості переводиться до координати передано порталу. Йде зварювання" і кнопки керукінця "вікна" (керуюче слово для сервоінвентора); вання блокуються. Одночасно портал 2 одержує якщо вибрана модель обшивки даху не має "вікдозвіл на зварку і починає виконувати в автоматина", та цей крок пропускається; чному режимі послідовні кроки: - кроки 28-33 аналогічні крокам 5-10 для пер- перший крок - переїзд порталу 2 на ходових шого шва; візках 69 по напрямним 3 в початкове положення - тридцять четвертий крок - портал 2 на хододо путьових вимикачів (керуюче слово для перетвих візках 69 переводиться в початкове положення ворювачів частоти); до путьових вимикачів. - другий крок - під'їзд порталу 2 на ходових візУ процесі виконання зварювання зображення ках 69 по заданих координатах до першого стику зварного шва передається відеокамерою 72 на один з схилів 27 з листом 28 секцій обшивки покрімонітор 95, що дозволяє оператору оперативно влі (керуюче слово для перетворювачів частоти); контролювати зовнішній вигляд зварного шва і - третій крок - подача повітря в пневматичні поверхні обшивки покрівлі в цілому. балони 82 і опускання клавішних притискачів 73 Після закінчення автоматичного режиму звар(через реле і пневморозподілювач); ки і повернення порталу 2 в початкове положення - четвертий крок - під'їзд привідного візка 4 до текстове повідомлення "Керування передано порпочатку шва першого стика (керуюче слово для талу. Йде зварка" скидається і кнопки керування сервоінвертора); механізмами розблоковуються. - п'ятий крок - опускання зварювального пальВиконання автоматичного режиму може бути ника 6, лазерного пристрою 71 для стеження за припинено з сенсорного екрану 94 для введення зварним швом і боксу з відеокамерою 72 (через паузи, а при повторному введенні цієї команди реле і пневморозподілювач); програма поновлюється. Виконання програми пов- шостий крок - подача стартового сигналу ланістю припиняється і всі подальші операційні кроки зерному пристрою 71 для стеження за зварним відміняються після введення команди "Скидання". швом (через реле) і включення відеокамери 72; Для припинення роботи установки в будь-якому сьомий крок – при отриманні сигналу від лазережимі з сенсорної панелі 88 або з сенсорного 15 16252 16 екрану 94 подається команда "Аварійний стоп". швів і поверхні обшивки покрівлі вагона в цілому. Після цього відбувається відключення всіх силових Крім того установка дозволяє здійснювати збірку і ланцюгів порталу 2 і зварювання припиняється. зварювання різних типорозмірів секцій обшивки Пропонована конструкція установки для автопокрівлі вагонів без додаткового переналагодженматичного зварювання секцій обшивки покрівлі ня, що розширює технологічні можливості і, відповагона дозволяє автоматизувати технологічний відно, область застосування установки. При цьому процес зварювання і, в порівнянні з відомою устасистема керування, контролю і блокувань установновкою, підвищити її продуктивність на 40-50% при ки забезпечують зручну і безпечну роботу операодночасному суттєвому підвищенні якості зварних тора. 17 16252 18 19 Комп’ютерна верстка Н. Лисенко 16252 Підписне 20 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for automatic welding of the sections of the boarding of the roofing of railroad car
Автори англійськоюMotorin Artur Mykolaiovych, Viunnyk Mykola Vasyliovych
Назва патенту російськоюУстановка для автоматической сварки секции обшивки кровли вагона
Автори російськоюМоторин Артур Николаевич, Вьюнник Николай Васильевич
МПК / Мітки
МПК: B23K 9/025, B23K 9/16, B23K 9/095, B23K 9/035, B23K 9/02, B23K 9/173
Мітки: автоматичного, установка, обшивки, секцій, вагона, зварювання, покрівлі
Код посилання
<a href="https://ua.patents.su/10-16252-ustanovka-dlya-avtomatichnogo-zvaryuvannya-sekcijj-obshivki-pokrivli-vagona.html" target="_blank" rel="follow" title="База патентів України">Установка для автоматичного зварювання секцій обшивки покрівлі вагона</a>
Установка для складання і зварювання трубних секцій
Номер патенту: 3763
Опубліковано: 27.12.1994
Автори: Григоренко Анатолій Іванович, Кіпніс Ілля Аронович, Іткін Олександр Феліксович, Солтис Віталій Петрович, Харченко Олександр Кирилович
МПК: B23K 37/04
Мітки: трубних, зварювання, секцій, складання, установка
Формула / Реферат:
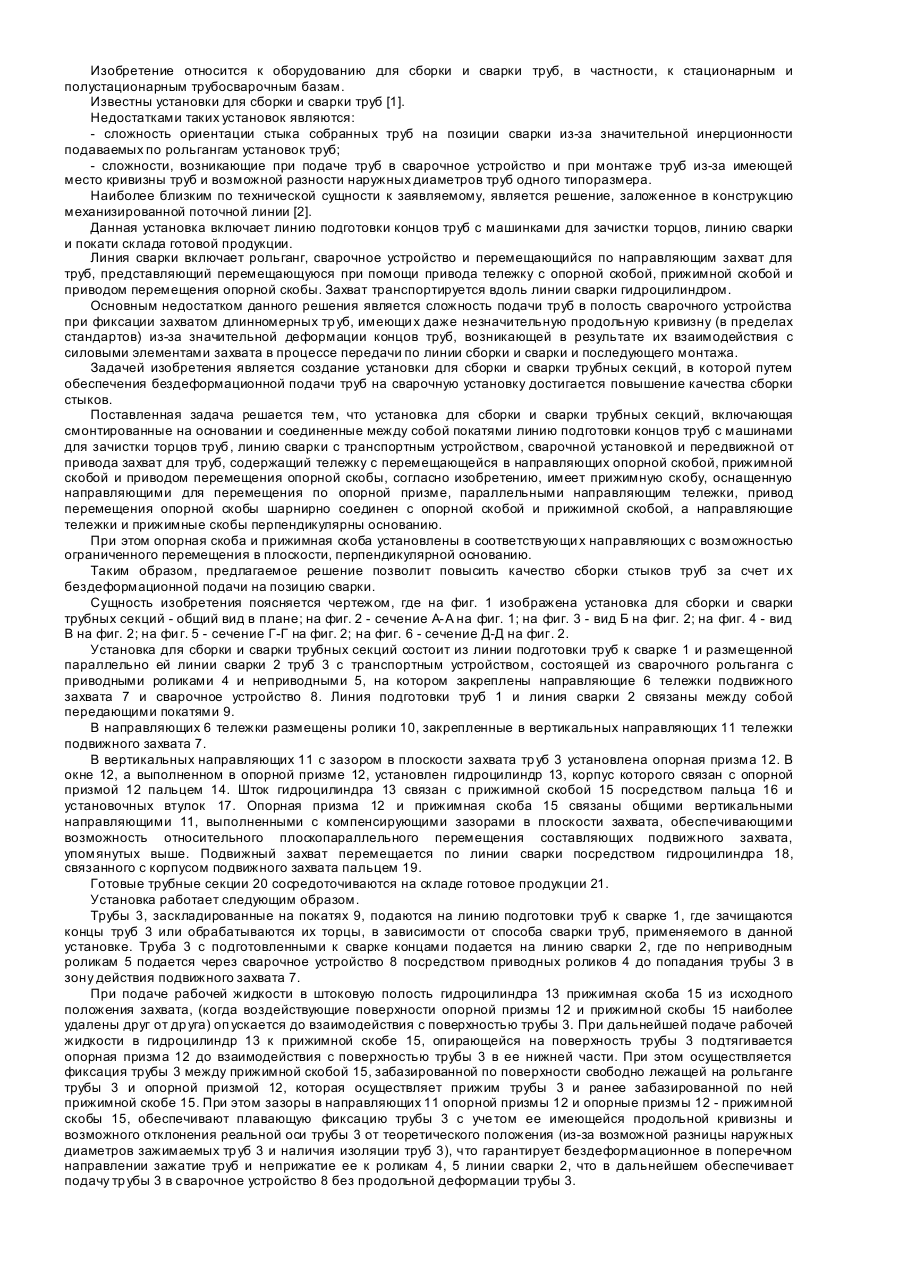
1. Установка для сборки и сварки трубных секций, включающая смонтированные на основании и соединенные между собой покатями линию подготовки концов труб с машинами для зачистки торцов труб, линию сварки с транспортным устройством, сварочной установкой и передвижной от привода захват для труб, содержащий тележку с перемещающейся в направляющих опорной скобой, прижимной скобой и приводом перемещения опорной скобы, отличающаяся тем, что прижимная...
Спосіб облаштування стаціонарної бази для зварювання трубних секцій

Номер патенту: 65371
Опубліковано: 15.03.2004
Автори: Банахевич Юрій Володимирович, Іткін Олександр Феліксович, Прима Станіслав Костянтинович, Дьомін Юрій Миколайович, Савула Степан Федорович, Гривнак Олег Іванович, Пачес Людмила Миколаївна, Ротачов Юрій Васильович
МПК: B23K 37/04, F16L 1/024, F16L 1/06
Мітки: трубних, секцій, облаштування, спосіб, базі, зварювання, стаціонарної
Формула / Реферат:
Спосіб облаштування стаціонарної бази для зварювання труб у трубні секції, який включає облаштування ділянки поздовжнього зведення та обертання труб, що зварюються у трубні секції, монтажу центруючого пристрою, який відрізняється тим, що ділянку поздовжнього зведення та обертання труб, що зварюються у трубні секції, монтажу центруючого пристрою виконують укладанням опорного горизонтального шару паралельних труб та розміщенням на них...
Ущільнення стиків повітропровідних секцій системи кондиціонування повітря пасажирського вагона
Номер патенту: 42297
Опубліковано: 15.03.2005
Автори: Ігнатов Георгій Сергійович, Плютін Іван Іванович, Солдатов Володимир Олександрович, Кіпка Володимир Васильович, Коляденко Валерій Іванович, Воронович Віктор Петрович, Задєєв Євгеній Павлович, Приходько Володимир Іванович, Міщенко Олександр Павлович
МПК: F16L 23/00, B61D 27/00
Мітки: вагона, кондиціонування, стиків, ущільнення, системі, повітря, пасажирського, повітропровідних, секцій
Формула / Реферат:
1. Ущільнення стиків повітропровідних секцій системи кондиціонування повітря пасажирського вагона, що містить закріплені на корпусі вагона повітропровідні секції з фланцями та розташованими між фланцями еластичними ущільнювальними елементами з листового матеріалу, яке відрізняється тим, що ущільнювальні елементи суміжних повітропровідних секцій виконані з можливістю їх самозамкнення при проходженні по секціях потоку повітря. 2....
Стенд для автоматичного зварювання
Номер патенту: 15141
Опубліковано: 15.06.2006
Автори: Кошанська Євгенія Михайлівна, Барчан Євген Миколайович, Литвин Ігор Остапович, Коросташевський Павло Володимирович, Марченко Олексій Олексійович
МПК: B23K 9/18
Мітки: стенд, автоматичного, зварювання
Формула / Реферат:
1. Стенд для автоматичного зварювання, що містить раму і встановлену з можливістю переміщення флюсову подушку, обладнану жолобом і механізмом підтискання, який відрізняється тим, що рама містить ложемент із закріпленими на ньому фіксаторами, причому ложемент розміщено між обладнаними бічними обмежувачами плитами, флюсова подушка установлена з можливістю лінійного переміщення, а жолоб - з можливістю вертикального переміщення за допомогою...
Конструкція покрівлі
Номер патенту: 13426
Опубліковано: 15.03.2006
Автори: Заяць Богдан Йосипович, Галіпчак Микола Антонович, Круць Микола Федорович
МПК: E04D 1/00
Мітки: конструкція, покрівлі
Формула / Реферат:
1. Конструкція покрівлі, що містить листовий шифер, яка відрізняється тим, що два листи шиферу з'єднані між собою гнучкою вставкою із гідроізоляційного матеріалу.2. Конструкція покрівлі за п. 1, яка відрізняється тим, що листи шиферу з'єднані гнучкою вставкою шляхом приклеювання вставки зверху або знизу покрівлі.3. Конструкція покрівлі за п. 1, яка відрізняється тим, що гнучка вставка має вигляд прямокутної стрічки.4....
Попередній патент: Картер маховика
Наступний патент: Установка для термічного різання труб
Випадковий патент: Спосіб виготовлення титанового імплантату з двошаровим покриттям