Пристрій для обробки просторових конструкцій
Номер патенту: 23084
Опубліковано: 10.05.2007
Автори: Рашковський Олександр Саулович, Свистунов Микола Васильович, Стоян Сергій Леонідович, Жучинський Леонід Андрійович, Довженко Віктор Іванович
Формула / Реферат
1. Пристрій для обробки просторових конструкцій, що містить привід робочих інструментів і механізм їхнього переміщення, установлені на рамі, обладнаній притискними магнітами, який відрізняється тим, що як притискачі використані постійні магніти, розташовані по периметру рами таким чином, що полюси їх чергуються.
2. Пристрій за п. 1, який відрізняється тим, що магніти установлені на рамі з зазором 10-20 мм між оброблюваною феромагнітною поверхнею і магнітом.
3. Пристрій за п. 1, який відрізняється тим, що робочий інструмент з'єднаний з рамою за допомогою підпружинених опор.
Текст
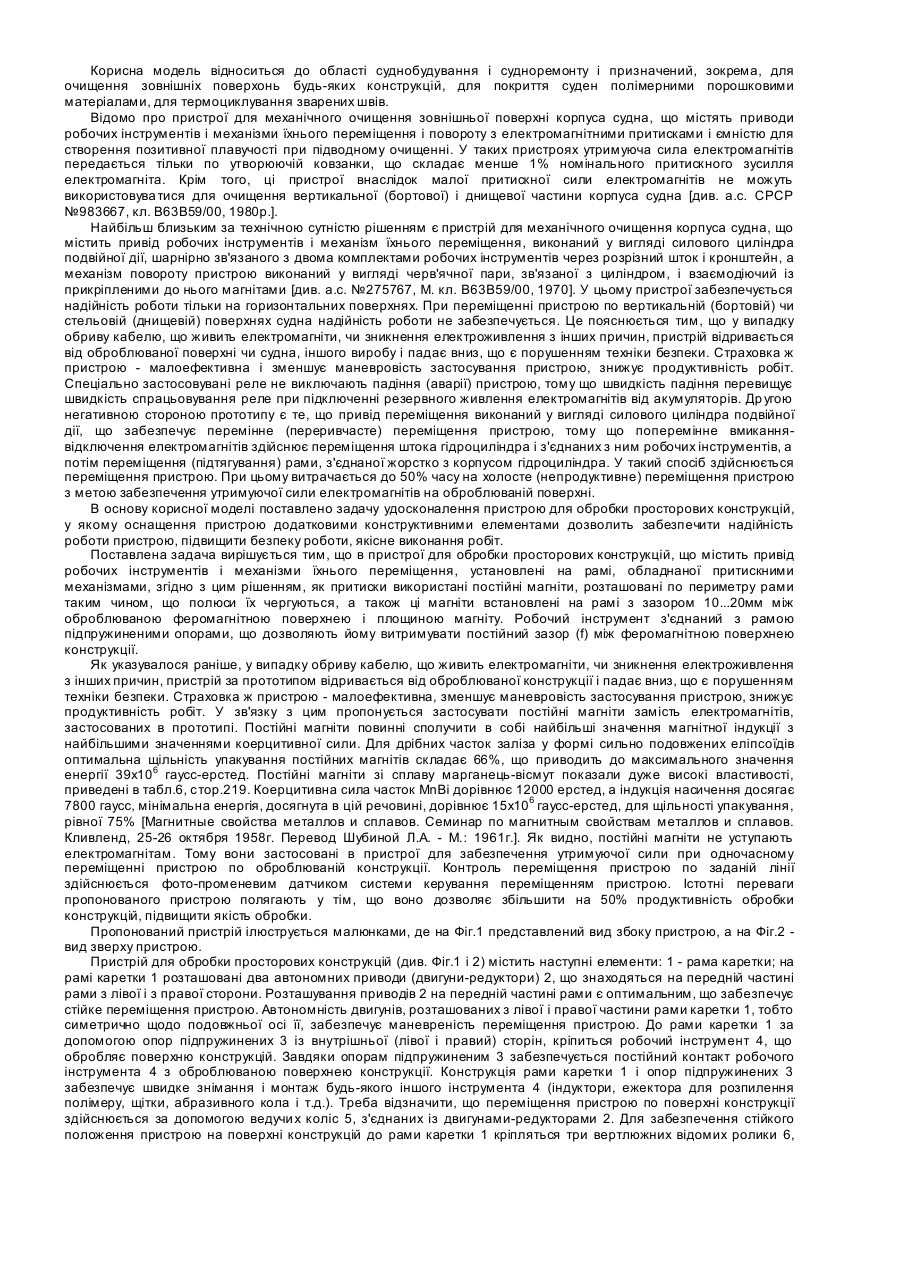
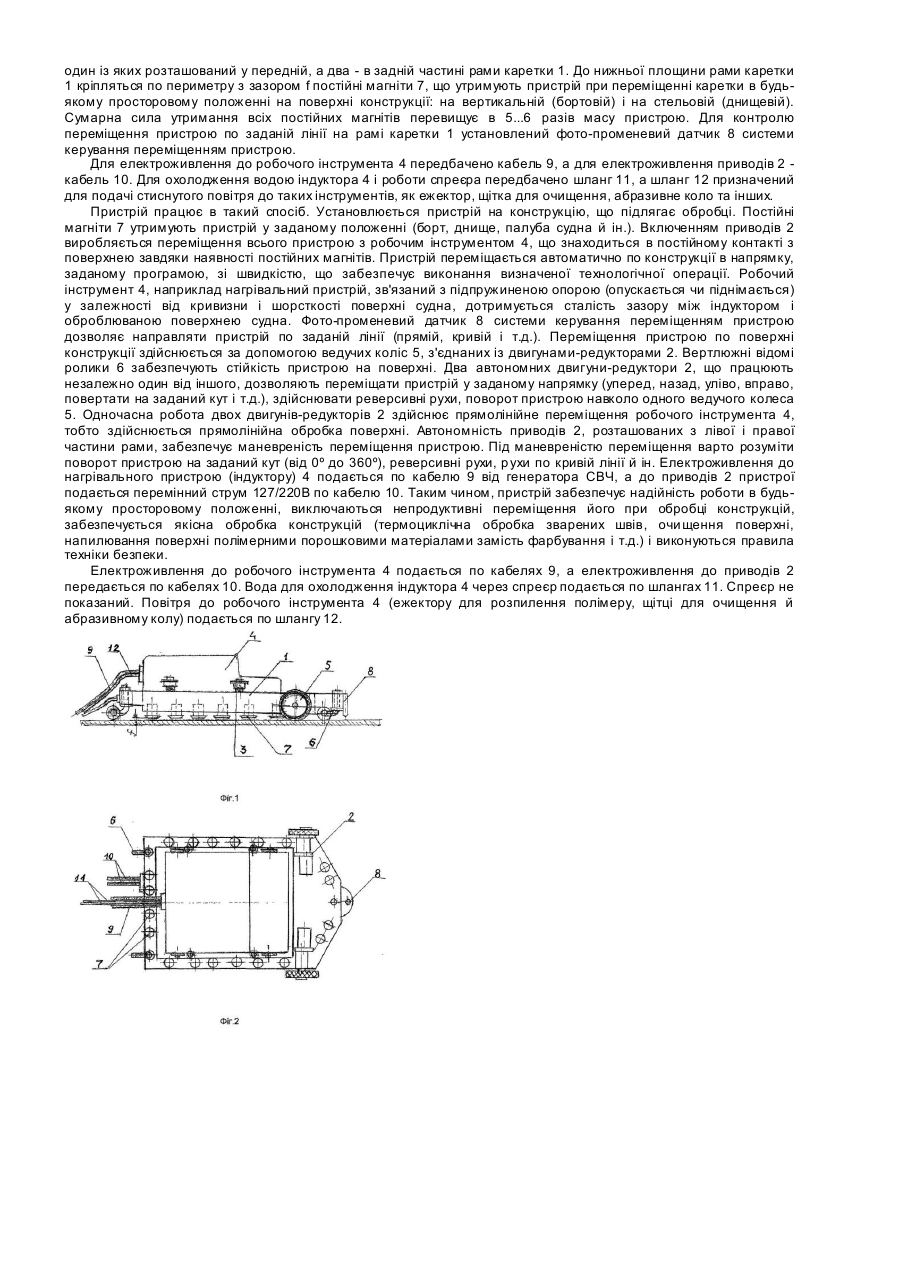
Корисна модель відноситься до області суднобудування і судноремонту і призначений, зокрема, для очищення зовнішніх поверхонь будь-яких конструкцій, для покриття суден полімерними порошковими матеріалами, для термоциклування зварених швів. Відомо про пристрої для механічного очищення зовнішньої поверхні корпуса судна, що містять приводи робочих інструментів і механізми їхнього переміщення і повороту з електромагнітними притисками і ємністю для створення позитивної плавучості при підводному очищенні. У таких пристроях утримуюча сила електромагнітів передається тільки по утворюючій ковзанки, що складає менше 1% номінального притискного зусилля електромагніта. Крім того, ці пристрої внаслідок малої притискної сили електромагнітів не можуть використовува тися для очищення вертикальної (бортової) і днищевої частини корпуса судна [див. а.с. СРСР №983667, кл. В63В59/00, 1980р.]. Найбільш близьким за технічною сутністю рішенням є пристрій для механічного очищення корпуса судна, що містить привід робочих інструментів і механізм їхнього переміщення, виконаний у вигляді силового циліндра подвійної дії, шарнірно зв'язаного з двома комплектами робочих інструментів через розрізний шток і кронштейн, а механізм повороту пристрою виконаний у вигляді черв'ячної пари, зв'язаної з циліндром, і взаємодіючий із прикріпленими до нього магнітами [див. а.с. №275767, М. кл. В63В59/00, 1970]. У цьому пристрої забезпечується надійність роботи тільки на горизонтальних поверхнях. При переміщенні пристрою по вертикальній (бортовій) чи стельовій (днищевій) поверхнях судна надійність роботи не забезпечується. Це пояснюється тим, що у випадку обриву кабелю, що живить електромагніти, чи зникнення електроживлення з інших причин, пристрій відривається від оброблюваної поверхні чи судна, іншого виробу і падає вниз, що є порушенням техніки безпеки. Страховка ж пристрою - малоефективна і зменшує маневровість застосування пристрою, знижує продуктивність робіт. Спеціально застосовувані реле не виключають падіння (аварії) пристрою, тому що швидкість падіння перевищує швидкість спрацьовування реле при підключенні резервного живлення електромагнітів від акумуляторів. Др угою негативною стороною прототипу є те, що привід переміщення виконаний у вигляді силового циліндра подвійної дії, що забезпечує перемінне (переривчасте) переміщення пристрою, тому що поперемінне вмиканнявідключення електромагнітів здійснює переміщення штока гідроциліндра і з'єднаних з ним робочих інструментів, а потім переміщення (підтягування) рами, з'єднаної жорстко з корпусом гідроциліндра. У такий спосіб здійснюється переміщення пристрою. При цьому витрачається до 50% часу на холосте (непродуктивне) переміщення пристрою з метою забезпечення утримуючої сили електромагнітів на оброблюваній поверхні. В основу корисної моделі поставлено задачу удосконалення пристрою для обробки просторових конструкцій, у якому оснащення пристрою додатковими конструктивними елементами дозволить забезпечити надійність роботи пристрою, підвищити безпеку роботи, якісне виконання робіт. Поставлена задача вирішується тим, що в пристрої для обробки просторових конструкцій, що містить привід робочих інструментів і механізми їхнього переміщення, установлені на рамі, обладнаної притискними механізмами, згідно з цим рішенням, як притиски використані постійні магніти, розташовані по периметру рами таким чином, що полюси їх чергуються, а також ці магніти встановлені на рамі з зазором 10...20мм між оброблюваною феромагнітною поверхнею і площиною магніту. Робочий інструмент з'єднаний з рамою підпружиненими опорами, що дозволяють йому витримувати постійний зазор (f) між феромагнітною поверхнею конструкції. Як указувалося раніше, у випадку обриву кабелю, що живить електромагніти, чи зникнення електроживлення з інших причин, пристрій за прототипом відривається від оброблюваної конструкції і падає вниз, що є порушенням техніки безпеки. Страховка ж пристрою - малоефективна, зменшує маневровість застосування пристрою, знижує продуктивність робіт. У зв'язку з цим пропонується застосувати постійні магніти замість електромагнітів, застосованих в прототипі. Постійні магніти повинні сполучити в собі найбільші значення магнітної індукції з найбільшими значеннями коерцитивної сили. Для дрібних часток заліза у формі сильно подовжених еліпсоїдів оптимальна щільність упакування постійних магнітів складає 66%, що приводить до максимального значення енергії 39x106 гаусс-ерстед. Постійні магніти зі сплаву марганець-вісмут показали дуже високі властивості, приведені в табл.6, стор.219. Коерцитивна сила часток МnВі дорівнює 12000 ерстед, а індукція насичення досягає 7800 гаусс, мінімальна енергія, досягнута в цій речовині, дорівнює 15x106 гаусс-ерстед, для щільності упакування, рівної 75% [Магнитные свойства металлов и сплавов. Семинар по магнитным свойствам металлов и сплавов. Кливленд, 25-26 октября 1958г. Перевод Шубиной Л.А. - М.: 1961г.]. Як видно, постійні магніти не уступають електромагнітам. Тому вони застосовані в пристрої для забезпечення утримуючої сили при одночасному переміщенні пристрою по оброблюваній конструкції. Контроль переміщення пристрою по заданій лінії здійснюється фото-променевим датчиком системи керування переміщенням пристрою. Істотні переваги пропонованого пристрою полягають у тім, що воно дозволяє збільшити на 50% продуктивність обробки конструкцій, підвищити якість обробки. Пропонований пристрій ілюструється малюнками, де на Фіг.1 представлений вид збоку пристрою, а на Фіг.2 вид зверху пристрою. Пристрій для обробки просторових конструкцій (див. Фіг.1 і 2) містить наступні елементи: 1 - рама каретки; на рамі каретки 1 розташовані два автономних приводи (двигуни-редуктори) 2, що знаходяться на передній частині рами з лівої і з правої сторони. Розташування приводів 2 на передній частині рами є оптимальним, що забезпечує стійке переміщення пристрою. Автономність двигунів, розташованих з лівої і правої частини рами каретки 1, тобто симетрично щодо подовжньої осі її, забезпечує маневреність переміщення пристрою. До рами каретки 1 за допомогою опор підпружинених 3 із внутрішньої (лівої і правий) сторін, кріпиться робочий інструмент 4, що обробляє поверхню конструкцій. Завдяки опорам підпружиненим 3 забезпечується постійний контакт робочого інструмента 4 з оброблюваною поверхнею конструкції. Конструкція рами каретки 1 і опор підпружинених 3 забезпечує швидке знімання і монтаж будь-якого іншого інструмента 4 (індуктори, ежектора для розпилення полімеру, щітки, абразивного кола і т.д.). Треба відзначити, що переміщення пристрою по поверхні конструкції здійснюється за допомогою ведучи х коліс 5, з'єднаних із двигунами-редукторами 2. Для забезпечення стійкого положення пристрою на поверхні конструкцій до рами каретки 1 кріпляться три вертлюжних відомих ролики 6, один із яких розташований у передній, а два - в задній частині рами каретки 1. До нижньої площини рами каретки 1 кріпляться по периметру з зазором f постійні магніти 7, що утримують пристрій при переміщенні каретки в будьякому просторовому положенні на поверхні конструкції: на вертикальній (бортовій) і на стельовій (днищевій). Сумарна сила утримання всіх постійних магнітів перевищує в 5...6 разів масу пристрою. Для контролю переміщення пристрою по заданій лінії на рамі каретки 1 установлений фото-променевий датчик 8 системи керування переміщенням пристрою. Для електроживлення до робочого інструмента 4 передбачено кабель 9, а для електроживлення приводів 2 кабель 10. Для охолодження водою індуктора 4 і роботи спреєра передбачено шланг 11, а шланг 12 призначений для подачі стиснутого повітря до таких інструментів, як ежектор, щітка для очищення, абразивне коло та інших. Пристрій працює в такий спосіб. Установлюється пристрій на конструкцію, що підлягає обробці. Постійні магніти 7 утримують пристрій у заданому положенні (борт, днище, палуба судна й ін.). Включенням приводів 2 виробляється переміщення всього пристрою з робочим інструментом 4, що знаходиться в постійному контакті з поверхнею завдяки наявності постійних магнітів. Пристрій переміщається автоматично по конструкції в напрямку, заданому програмою, зі швидкістю, що забезпечує виконання визначеної технологічної операції. Робочий інструмент 4, наприклад нагрівальний пристрій, зв'язаний з підпружиненою опорою (опускається чи піднімається) у залежності від кривизни і шорсткості поверхні судна, дотримується сталість зазору між індуктором і оброблюваною поверхнею судна. Фото-променевий датчик 8 системи керування переміщенням пристрою дозволяє направляти пристрій по заданій лінії (прямій, кривій і т.д.). Переміщення пристрою по поверхні конструкції здійснюється за допомогою ведучих коліс 5, з'єднаних із двигунами-редукторами 2. Вертлюжні відомі ролики 6 забезпечують стійкість пристрою на поверхні. Два автономних двигуни-редуктори 2, що працюють незалежно один від іншого, дозволяють переміщати пристрій у заданому напрямку (уперед, назад, уліво, вправо, повертати на заданий кут і т.д.), здійснювати реверсивні рухи, поворот пристрою навколо одного ведучого колеса 5. Одночасна робота двох двигунів-редукторів 2 здійснює прямолінійне переміщення робочого інструмента 4, тобто здійснюється прямолінійна обробка поверхні. Автономність приводів 2, розташованих з лівої і правої частини рами, забезпечує маневреність переміщення пристрою. Під маневреністю переміщення варто розуміти поворот пристрою на заданий кут (від 0º до 360º), реверсивні рухи, р ухи по кривій лінії й ін. Електроживлення до нагрівального пристрою (індуктору) 4 подається по кабелю 9 від генератора СВЧ, а до приводів 2 пристрої подається перемінний струм 127/220В по кабелю 10. Таким чином, пристрій забезпечує надійність роботи в будьякому просторовому положенні, виключаються непродуктивні переміщення його при обробці конструкцій, забезпечується якісна обробка конструкцій (термоциклічна обробка зварених швів, очи щення поверхні, напилювання поверхні полімерними порошковими матеріалами замість фарбування і т.д.) і виконуються правила техніки безпеки. Електроживлення до робочого інструмента 4 подається по кабелях 9, а електроживлення до приводів 2 передається по кабелях 10. Вода для охолодження індуктора 4 через спреєр подається по шлангах 11. Спреєр не показаний. Повітря до робочого інструмента 4 (ежектору для розпилення полімеру, щітці для очищення й абразивному колу) подається по шлангу 12.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for treating three-dimensional structures
Автори англійськоюZhuchynskyi Leonid Andriiovych, Svystunov Mykola Vasyliovych, Stoian Serhii Leonidovych, Rashkovskyi Oleksandr Saulovych, Dovzhenko Viktor Ivanovych
Назва патенту російськоюУстройство для обработки пространственных конструкций
Автори російськоюЖучинский Леонид Андреевич, Свистунов Николай Васильевич, Стоян Сергей Леонидович, Рашковский Александр Саулович, Довженко Виктор Иванович
МПК / Мітки
МПК: B63B 59/00
Мітки: просторових, обробки, пристрій, конструкцій
Код посилання
<a href="https://ua.patents.su/2-23084-pristrijj-dlya-obrobki-prostorovikh-konstrukcijj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки просторових конструкцій</a>
Пристрій для обробки конструкцій протезування
Номер патенту: 52240
Опубліковано: 16.12.2002
Автори: Шевельов Володимир Семенович, Онопрієнко Юрій Михайлович
МПК: A61C 19/00
Мітки: обробки, протезування, конструкцій, пристрій
Формула / Реферат:
Пристрій для обробки конструкцій протезування , що має бак з кришкою, тримач конструкцій, виконаний із металевої сітки, та фіксуючий затиск, який відрізняється тим, що тримач конструкцій виконаний у формі ситечка, зафіксованого по середині циліндричного бака в горизонтальній площині, на якому закріплений фіксуючий затиск, дно бака має отвори, а кришка з отвором по центру виконана із прозорого матеріалу.
Вузлове з’єднання елементів з труб металевих просторових конструкцій
Номер патенту: 44976
Опубліковано: 15.03.2002
Автори: Черних Інна Юріївна, Корольов Володимир Петрович, Гібаленко Олександр Миколаєвич
МПК: E04B 1/58
Мітки: металевих, з'єднання, просторових, конструкцій, вузлове, труб, елементів
Формула / Реферат:
Вузлове з'єднання елементів з труб металевих просторових конструкцій, яке має у своєму складі пусте кульове ядро, що виконане з штампованих напівкульок, зварених між собою автоматичною зваркою, до якого приварені трубчасті стрижні згідно з розташуванням стрижневих елементів у просторовій конструкції, яке відрізняється тим, що вузлове з‘єднання виконано розбірним, для чого воно має спеціальні болти, гайку та фігурну шайбу, всі трубчасті...
Пристрій для електрофізичної обробки металевих конструкцій ds10
Номер патенту: 43290
Опубліковано: 15.11.2001
Автори: Дівак Павло Павлович, Свистунов Микола Васильович, Сокирко Володимир Арсентійович
МПК: H01F 13/00
Мітки: електрофізичної, конструкцій, обробки, металевих, пристрій
Формула / Реферат:
Пристрій для електрофізичної обробки металевих конструкцій який містить автоматичний вимикач, тиристорний регулятор величини напруги на первинній обмотці трансформатора, силовий трансформатор, силовий випрямляч, силовий елемент зворотного зв'язку по струму, блок реверсування, а також систему регулювання величиною і напрямком струму, яка містить блок живлення, блок керування тиристорами й оптронною розв'язкою, плату зворотного зв'язку по...
Пристрій для дослідження пружних властивостей авіаційних конструкцій
Номер патенту: 7683
Опубліковано: 15.07.2005
Автори: Комаров Володимир Олексадрович, Микитюк Олександр Григорович, Мосов Сергій Петрович
МПК: G01M 5/00
Мітки: дослідження, авіаційних, пристрій, властивостей, конструкцій, пружних
Формула / Реферат:
Пристрій для дослідження пружних властивостей авіаційних конструкцій, наприклад, крила літального апарата, що містить платформу із силозбуджувачем, установленим на силовій рамі з можливістю переміщення уздовж неї, і індикатор лінійних переміщень, при цьому силозбуджувач оснащений наконечником, який відрізняється тим, що він оснащений додатковим індикатором лінійних переміщень, кронштейнами для кріплення зазначених індикаторів лінійних...
Пристрій для термічної обробки корпусних конструкцій
Номер патенту: 21758
Опубліковано: 30.04.1998
Автори: Плохій Тарас Григорович, Анцев Борис Васильович, Драгунов Юрій Грігорьєвич, Бронніков Володимир Костянтинович, Рогов Міхаіл Фалєєвіч, Покровський Володимир Вікторович, Гігіняк Фелікс Федорович, Штейнберг Микола Олександрович, Сєднєв Володимир Анатольйович, Копчинський Георгій Олексійович
МПК: C21D 9/08
Мітки: пристрій, корпусних, обробки, конструкцій, термічної
Формула / Реферат:
Устройство для термической обработки корпусных конструкций, содержащее основание, на котором закреплены нагревательные элементы, подключенные к источнику тока, средства для контроля и измерения текущих параметров нагрева, деформаций и перемещений обрабатываемой конструкции, отличающееся тем, что основание изготовлено в виде жесткого стержня, на котором с возможностью регулирования по высоте установлены перпендикулярно оси жесткого...
Попередній патент: Сушарка фермерська
Наступний патент: Нарізне з’єднання
Випадковий патент: Відцентровий млин