Спосіб автоматичного регулювання розвантаження згущувача
Номер патенту: 23880
Опубліковано: 11.06.2007
Автори: Кучер Василь Григорович, Пучков Ігор Петрович, Щокін Вадим Петрович, Сидоренко Віктор Дмитрович
Формула / Реферат
Система автоматичного регулювання розвантаження згущувача, що містить пристрій зміни прохідного перерізу розвантажувального патрубка згущувача з електрокерованим виконавчим механізмом, датчик щільності пісків, задатчик щільності пісків із блоком корекції задання й регулятор, вхід якого зв'язаний з датчиком щільності пісків і задатчиком, а вихід - з виконавчим механізмом, яка відрізняється тим, що система додатково оснащується датчиком контролю вмісту загального заліза у хвостах високоградієнтного сепаратора, вихід якого зв'язаний із входом блока корекції заданого значення щільності пісків.
Текст
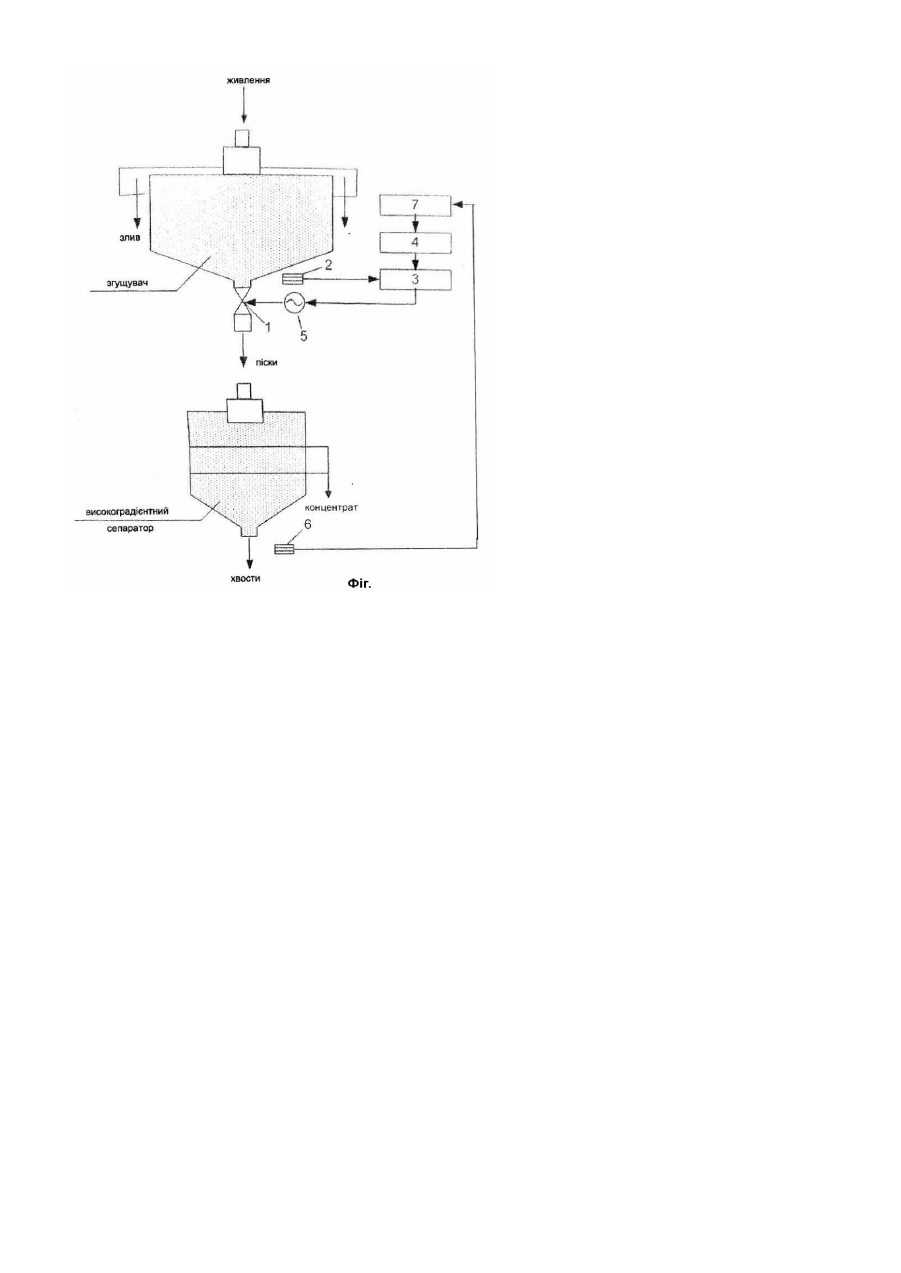
Система відноситься до галузі автоматизації процесу згущення пульпових продуктів окислених (гематитових) руд на збагачувальних фабриках чорної металургії, а більш конкретно до області автоматизації згущувачів із самопливним розвантаженням на секціях збагачення гематитових р уд за допомогою високоградієнтних сепараторів (ВГС). Відомі одноконтурні системи автоматичного розвантаження згущувачів, в яких щільність згущеного продукту (пісків), контрольована датчиком щільності, порівнюється в регуляторі із заданим значенням. При відхиленні поточного значення щільності пісків від заданого значення, регулятор змінює за допомогою виконавчого механізму й регулювального органа прохідний перетин розвантажувального патрубка, тим самим змінюючи витрати пісків і відновлюючи задане значення щільності [Растяпин В.А., Шпилевой Л.В. Обзорная информация. Сер. Механизация и автоматизация производства на предприятиях цветной металлургии, М., 1980, вып.3, стр.1011]. Достоїнством зазначеної системи є її простота й надійність. Недоліком системи є низька якість регулювання, обумовлена значним запізнюванням, з яким дія впливів, що збурюють, позначається на регульованій величині. Для поліпшення процесу регулювання використовують комбіновані (багатоконтурні) системи регулювання, у яких для одержання випереджувальних імпульсів по впливах, що збурюють, використовують такі параметри, як щільність пульти живлення, масова витрата пульпи живлення та пісків, мутність зливу, висота проясненої зони або зони ущільнення, швидкість осадження твердого й ряд інших [Кучер В.Г. Обзорная информация. Сер. Автоматизация металлургического производства. Автоматизация фильтровальных отделений железорудных обогатительных фабрик, М., 1991, вып.1, стр.10-11]. До недоліків таких систем варто віднести їх складність і неоднозначність залежності щільності пісків від впливів, що збурюють. Крім того, в переважної більшості відомих систем автоматичного регулювання (CAP) розвантаження згущувачів і дешламаторів (так називають згущувачі на підприємствах чорної металургії при збагаченні магнетитових руд) розглядають згущувач без обліку його впливу на наступний за технологічною схемою збагачення агрегат. Це виправдано в тих випадках, коли згущувач є останнім технологічним агрегатом циклу збагачення - його піски (концентрат) піддаються зневоднюванню й транспортуються на склад готової продукції. При збагаченні гематитових руд згущувачі використаються як проміжні агрегати секції збагачення, будучи джерелами живлення високоградієнтних сепараторів (ВГС), збагачений продукт яких (концентрат) надходить на зневоднювання, а збіднена частина пісків - у хвости збагачення. Найбільш близьким по технічній сутності є система автоматичного регулювання розвантаження згущувача, що містить пристрій зміни прохідного перетину розвантажувального патрубка згущувача з електрокерованим виконавчим механізмом, датчик щільності пісків, задатчик щільності пісків із блоком корекції завдання й регулятор, вхід якого пов'язаний з датчиком щільності пісків і задатчиком, а вихід - з виконавчим механізмом [Кнышев В.А. и др. Устройство автоматического управления процессом дешламации. Авт.св. СРСР, №1258483, Бюл. винах., 1986, №35]. Відома система характеризується складністю і низькою точністю регулювання. Задачею корисної моделі є підвищення ефективність регулювання за рахунок коректування заданого значення щільності пісків залежно від величини втрат заліза у хвостах ВГС. Поставлена задача вирішується за рахунок того, що система автоматичного регулювання розвантаження згущувача містить пристрій зміни прохідного перетину розвантажувального патрубка згущувача з електрокерованим виконавчим механізмом, датчик щільності пісків, задатчик щільності пісків із блоком корекції завдання й регулятор, вхід якого пов'язаний з датчиком щільності пісків і задатчиком, а вихід - з виконавчим механізмом. Згідно з корисної моделі, система додатково постачається датчиком контролю вмісту загального заліза у хвостах високоградієнтного сепаратора, вихід якого пов'язаний із входом блоку корекції заданого значення щільності пісків На Фіг. наведена блок-схема пропонованої CAP розвантаження пісків згущувача. Система складається із пристрою 1 зміни прохідного перетину розвантажувального патрубка згущувача, да тчика 2 щільності пісків згущувача, регулятора 3 із задатчиком 4, виконавчого механізму 5 пристрою 1, датчика 6 вмісту загального заліза у хвоста х збагачення ВГС, блоку 7 корекції завдання задатчику 4. Спосіб реалізується таким чином. Дослідження, проведені авторами в умовах дослідно-промислової секції по збагаченню окислених руд №10 РЗФ-2 ГЗК ВАТ "Міттал С тіл Кривій Ріг" показали, що існує функціональний зв'язок між щільністю пісків згущувача, вмістом заліза в концентраті й хвоста х ВГС - з ростом щільності пісків росте вміст заліза й у концентраті, і у хвостах, що свідчить про доцільність використання величини втрат заліза у хвостах ВГС в якості параметру для корегування задаючого CAP значення щільності пісків. Пульпа по живильному трубопроводі надходить у згущувач, де тверді частки пульпи (піски) осаджуються в його нижній частині й через пристрій 1 зміни прохідного перетину розвантажувального патрубка транспортуються на вхід ВГС, де за допомогою пульпоприймача розподіляються по робочих камерах. Збагачений продукт (концентрат) ВГС надходить на зневоднювання, а злив згущувача й збіднена частина пісків ВГС - у хвости збагачення. При цьому щільність пісків на виході згущувача контролюється датчиком 2, сигнал з якого надходить на вхід регулятора 3, де порівнюється з сигналом задатчика 4. При наявності розбалансу сигналів регулятор 3 за допомогою пристрою 1 з виконавчим механізмом 5 змінює прохідний перетин розвантажувального патрубка у бік зменшення розбалансу, - при збільшенні прохідного перетину щільність пісків зменшується, при зменшенні збільшується. За сигналом датчика 6, вмісту загального заліза у хвоста х ВГС, за допомогою блоку 7 корегується величина щільності пісків задатчика 4 до значення, при якому вміст заліза у хвостах ВГС відповідатиме заданому значенню, а в концентраті - максимально можливому для конкретних умов роботи секції й скорегованого значення щільності пісків згущувача. Використання пропонованої корисної моделі у виробництві при збагаченні окислених руд дозволить виключити надпланові втрати заліза й підвищити вміст загального заліза в концентраті ВГС на 0,5-1,0% за рахунок стабілізації втрат загального заліза на заданому рівні.
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of automatic adjustment of unloading of thickener
Автори англійськоюSydorenko Viktor Dmytrovych, Schokin Vadym Petrovych, Kucher Vasyl Hryhorovych, Puchkov Ihor Petrovycg
Назва патенту російськоюСистема автоматической регулировки разгрузки сгустителя
Автори російськоюСидоренко Виктор Дмитриевич, Щекин Вадим Петрович, Кучер Василий Григорьевич, Пучков Игорь Петрович
МПК / Мітки
МПК: B03B 5/00
Мітки: спосіб, згущувача, автоматичного, розвантаження, регулювання
Код посилання
<a href="https://ua.patents.su/2-23880-sposib-avtomatichnogo-regulyuvannya-rozvantazhennya-zgushhuvacha.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного регулювання розвантаження згущувача</a>
Спосіб автоматичного регулювання розвантаження згущувача
Номер патенту: 23875
Опубліковано: 11.06.2007
Автори: Щокін Вадим Петрович, Пучков Ігор Петрович, Сидоренко Віктор Дмитрович, Кучер Василь Григорович
МПК: B02C 25/00
Мітки: автоматичного, розвантаження, спосіб, згущувача, регулювання
Формула / Реферат:
Спосіб автоматичного регулювання розвантаження згущувача, заснований на зміні прохідного перерізу розвантажувального патрубка згущувача по щільності пісків, що розвантажуються, що є живленням високоградієнтного сепаратора, який відрізняється тим, що вимірюють вміст загального заліза у хвостах високоградієнтного сепаратора та, при величині втрат більше припустимого значення, корегують прохідний переріз розвантажувального патрубка згущувача у...
Система автоматичного регулювання щільності пісків згущувача
Номер патенту: 15200
Опубліковано: 15.06.2006
Автори: Кучер Василь Григорович, Могилевцев Ігор Петрович, Брехунов Олександр Васильович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Григор'єв Володимир Леонідович, Козенко Георгій Володимирович, Пучков Ігор Петрович, Давідченко Валерій Мефодійович
МПК: B02C 25/00
Мітки: регулювання, пісків, автоматичного, щільності, система, згущувача
Формула / Реферат:
1. Система автоматичного регулювання щільності пісків згущувача, що містить електрокерований розвантажувальний виконавчий механізм, пристрій керування, вихід якого з'єднаний із входом виконавчого механізму, а вхід - з датчиком щільності пісків і блоком корекції, вихід якого з'єднаний із другим входом блока керування, яка відрізняється тим, що для підвищення надійності роботи згущувача за рахунок попередження замулювання розвантажувального...
Спосіб автоматичного керування роботою радіального згущувача
Номер патенту: 65883
Опубліковано: 15.04.2004
Автор: Шпильовий Леонід Вікторович
МПК: B01D 21/00
Мітки: спосіб, автоматичного, керування, згущувача, роботою, радіального
Формула / Реферат:
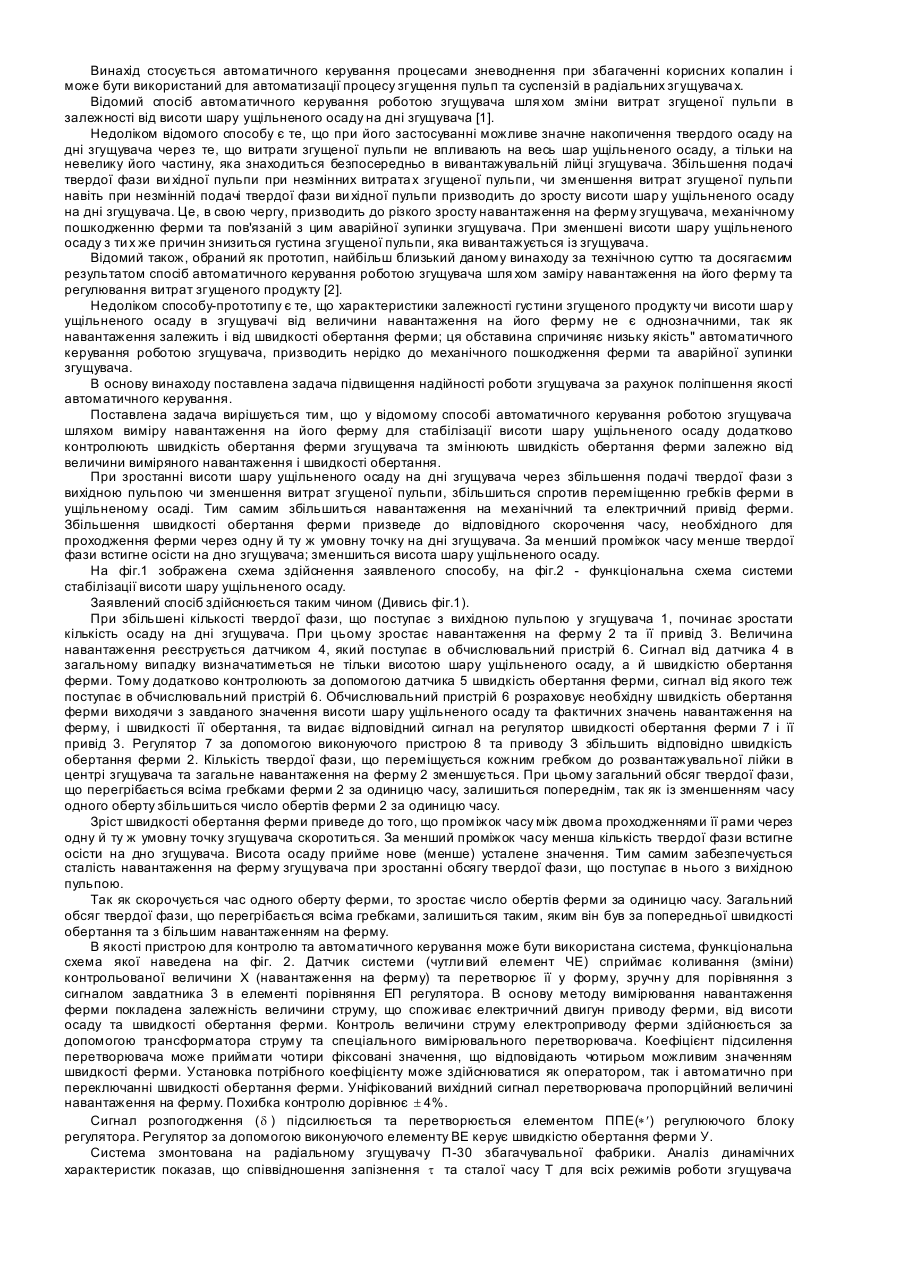
Спосіб автоматичного керування роботою радіального згущувача, що включає вимірювання навантаження на його ферму, який відрізняється тим, що додатково вимірюється швидкість обертання ферми та визначається висота шару ущільненого осаду, а швидкість обертання ферми змінюють залежно від визначеного значення висоти шару осаду.
Спосіб визначення концентрації твердих речовин у пульпі згущувача
Номер патенту: 12564
Опубліковано: 15.02.2006
Автори: Бергер Володимир Петрович, Растяпін Віктор Аристархович
МПК: G01N 15/06
Мітки: твердих, визначення, згущувача, речовин, концентрації, спосіб, пульпи
Формула / Реферат:
Спосіб визначення концентрації твердих речовин у пульпі згущувача, який відрізняється тим, що електроопір і температуру вимірюють безпосередньо в пульпі і по відомій залежності зміни питомого опору від температури визначають питомий опір рідкої фази пульпи, а по обмірюваному опору пульпи визначають її питомий опір і по їх відношенню визначають концентрацію твердих речовин у пульпі згущувача.
Пристрій автоматичного регулювання процесу сушіння і/або прогартовування матеріалів чи виробів (парс-тп) та спосіб такого регулювання
Номер патенту: 34060
Опубліковано: 15.04.2003
Автори: Костогриз Петро Васильович, Русінковський Олег Юрійович, Костогриз Кирило Петрович
МПК: F26B 3/02, F26B 25/22, F26B 21/06
Мітки: процесу, виробів, автоматичного, спосіб, такого, пристрій, парс-тп, матеріалів, регулювання, сушіння, прогартовування
Формула / Реферат:
1. Пристрій автоматичного регулювання процесу сушіння і/або прогартовування матеріалів або виробів у сушильному агрегаті, що містить вимірювальні пристрої, кожен з яких виконаний у вигляді, принаймні одного датчика, з’єднаного з елементом порівняння, блок керування, із входами якого з’єднані вимірювальні пристрої, а вихід якого зв'язаний з виконавчим механізмом регулювального органа подачі палива у камеру спалювання, при цьому датчик першого...
Попередній патент: Процес одержання та кількісного визначення полісахаридного комплексу з болиголова плямистого
Наступний патент: Спосіб виробництва вівсяного печива
Випадковий патент: Пристрій для виготовлення профільної втулки муфти втулкової запобіжної пружної