Спосіб підвищення стійкості ріжучого інструменту та оброблюваності конструкційних матеріалів
Номер патенту: 23912
Опубліковано: 31.08.1998
Автори: Гладкий Ярослав Миколайович, Сілін Радомир Іванович, Бурлаков Андрій Анатолійович, Остафьєв Володимир Олександрович
Формула / Реферат
Способ повышения стойкости режущего инструмента и обрабатываемости конструкционных материалов, включающий подготовку поверхности инструмента к нанесению упрочняющего покрытия, упрочнения на установке типа "БУЛАТ" в вакууме, отличающийся тем, что перед упрочнением на инструмент наносят тонкопленочный барьерный слой окисла алюминия АІгОз, а после упрочнения выдерживают в 70% растворе соляной кислоты в течение 3-5 минут при комнатной температуре с последующей промывкой водой и сушкой.
Текст
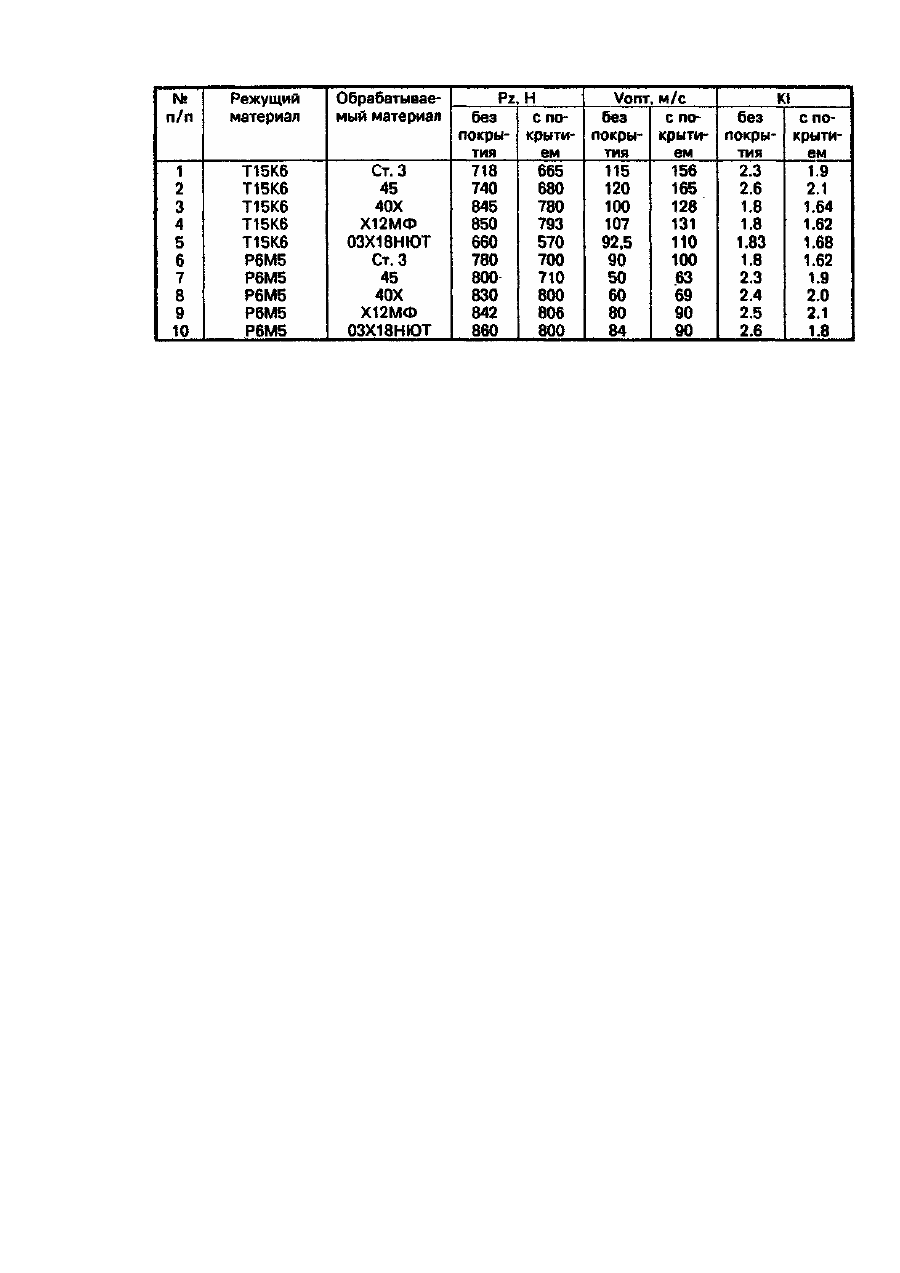
Изобретение относится к электрохимической обработке режущих инструментов, в частности к способам повышения стойкости режущего инструмента и обрабатываемости резанием конструкционных материалов на различных операциях: точение, растачивание, фрезерование, протягивание и др. Изобретение может быть применено в различных отраслях машиностроения. Известно, что водород, проникая в металл, изменяет все механические характеристики последнего, а именно: уменьшаются σΒ,στ, dΨ[1]. При подаче водорода в зону резания металла облегчается процесс стружкообразования за счет изменения механизма разрушения обрабатываемого материала в зоне резания. Вместо вязкого разрушения происходит хрупкое при значительно меньших нагрузках [2]. Причем при высоких температурах водород, находящийся в поверхностном слое, будет защищать металл от окисления, в первую очередь вступая в химическую реакцию [3]. Известны технологические способы повышения стойкости режущего инструмента за счет изменения поверхностных свойств последнего путем нанесения покрытий на инструментальный материал (химикотермические методы, методы химического и физического осаждения из парогазовой и пароплазменной фазы, плазменные методы и т.д.). Например насыщение режущего инструмента водородом электролитическим путем, когда инструмент включают в качестве отрицательного электрода электрохимической ячейки, обрабатывая в кислотном электролите в течение 4-16 мин при плотности тока 100-900 мА/см2 и напряжением 4-14 В. В результате увеличивается стойкость режущего инструмента и обрабатываемость конструкционных материалов [3]. Недостатком является то, что вредное действие водорода на структуру металла распространяется и на материал режущего инструмента, а также то, что диффузия водорода из инструмента, обработанного водородом, начинается при комнатных температурах. Наиболее близким к заявляемому решению является способ нанесения на поверхность режущего материала тонкопленочного износостойкого покрытия, производимого на установке типа УРМЗ.279.048. В основе работы установки лежит способ нанесения упрочняющих покрытий методом конденсации с ионной бомбардировкой, заключающийся в электродуговом распылении материала катода в вакууме в присутствии реакционного газа и последующей конденсации продуктов плазмохимических реакций на инструмент, сопровождающихся бомбардировкой ионами распыляемого материала и реакционного газа. В качестве распыляемого материала используется ТІ, в качестве реакционного газа азот (Ν) [8, 9]. Недостатком способа является то, что при обработке резанием инструментом, упрочненным таким способом, остаются постоянными параметры процесса резания (силы резания, оптимальная скорость резания, коэффициент усадки стружки), то есть не облегчается стружкообразование. В основу изобретения поставлена задача повышения стойкости режущего инструмента и обрабатываемости конструкционных материалов. Поставленная задача решается тем, что инструмент подготавливают к нанесению упрочняющего покрытия, наносят тонкопленочный барьерный слой окисла алюминия (АІ 2О3), проводят упрочнение на установке типа "БУЛАТ" без присутствия реакционного газа (в вакууме), после чего выдерживают в 70% растворе соляной кислоты в течение 3-5 мин при комнатной температуре с последующей промывкой водой и сушкой. Технология нанесения покрытия состоит из трех этапов: первый - создание барьерного слоя из окисла алюминия АІ 2О3; второй - ионная очистка, нагрев поверхности изделия, формирование покрытия титана (Ті); третий - выдерживание режущего инструмента с титановым покрытием в 70% растворе соляной кислоты (НСІ) в течение 3-5 мин при комнатной температуре и промывка водой. В результате химической реакции между кислотой и титаном происходит образование на режущем инструменте гидрида титана согласно фомуле При резании металлов таким инструментом происходит диссоциация водорода из покрытия гидрида титана, проникновение его в зону резания и охрупчивание ее, в результате повышается обрабатываемость конструкционных материалов. Особенностями представленного выше комплексного покрытия являются следующие свойства: процесс диссоциации водорода начинается при температуре 200° С, а также то, что выделяющийся при резании материалов водород благодаря барьерному слою не имеет возможности проникать в материал режущего инструмента и воздействовать на последний. Эффективность предлагаемого способа проверялась при предварительном нанесении покрытия ТіН2 на режущий инструмент (пластины Т15К6 и резцы из быстрорежущей стали Р6М5) и последующей механической обработке точением сталей Ст3, 45, 40Х, 03Х18НЮТ, Х12МФ. Для всех марок инструментов и обрабатываемых материалов экспериментальные данные сведены в таблицу. Стойкость режущего инструмента повысилась в 1,5-1,8 раза, обрабатываемость конструкционных материалов повысилась на 45%. Пример. Образцы инструмента изготовленного из быстрорежущей стали Р6М5 и твердосплавные пластины Т15К6 перед нанесением покрытий подвергали механической обработке для удаления заусенцев, следов окалины, шлифовали поверхности до Ra ≤ 0,63 мкм и промывали в органическом растворителе четыреххлористом углероде. Для удаления растворителя, кислоты, масел, режущий инструмент промывали последовательно горячей и холодной водой, бензином, ацетоном, спиртом. Затем на электролитической установке наносили тонкий слой окисла алюминия толщиной 3-6 мкм, после этого на установке типа "БУЛАТ" наносили тонкое,, толщиной до 8 мкм, покрытие титана (Ті), после чего инструмент выдерживали в течение 35 минут в 70% растворе соляной кислоты (НСІ) при комнатной температуре. После этого проводили промывку инструмента в холодной воде и сушку на воздухе при комнатной температуре.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for increase in cutting tool resistance and structural materials machinability
Автори англійськоюSilin Radomir Ivanovych, Gladkyi Yaroslav Mykolaiovych, Burlakov Andrii Anatoliiovych, Ostafiev Volodymyr Oleksandrovych
Назва патенту російськоюСпособ повышениня стойкости режущего инструмента и обрабатываемости конструкционных материалов
Автори російськоюСилин Радомир Иванович, Гладкий Ярослав Николаевич, Бурлаков Андрей Анатолиевич, Остафьев Владимир Александрович
МПК / Мітки
МПК: C23C 14/58, C23C 14/00
Мітки: спосіб, інструменту, ріжучого, оброблюваності, стійкості, конструкційних, підвищення, матеріалів
Код посилання
<a href="https://ua.patents.su/2-23912-sposib-pidvishhennya-stijjkosti-rizhuchogo-instrumentu-ta-obroblyuvanosti-konstrukcijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення стійкості ріжучого інструменту та оброблюваності конструкційних матеріалів</a>
Спосіб підвищення зносостійкості оброблюючого інструменту
Номер патенту: 21352
Опубліковано: 02.12.1997
Автори: Пастух Ігор Маркович, Каплун Віталій Григорович
МПК: C22C 27/00, C23C 4/00
Мітки: спосіб, зносостійкості, підвищення, інструменту, оброблюючого
Формула / Реферат:
Способ повьішения износостойкости обрабатывающего инструмента, включающий оснашение режущего инструмента механически закрепляемыми твердосплавними режущими злементами, отличающийся тем, что твердо-сплавньїе режуїдие злементн предварительно подвергают диффузионному упрочнению поверхности ионно-плазмснным методом.
Технологічна смазка для ріжучого інструмента
Номер патенту: 11351
Опубліковано: 25.12.1996
Автори: Лещинський Віктор Лукич, Лупкін Борис Володимирович, Зайцев Ігор Семенович, Олофінський Василь Йосифович
МПК: C10N 30/06, C10M 105/00, C10M 129/40, C10N 40/24, C10M 169/04, C10M 129/62, C10M 109/00, C10M 125/06
Мітки: ріжучого, інструмента, смазка, технологічна
Формула / Реферат:
Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла высшей жирной кислоты и минеральное масло, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, смазка содержит указанные компоненты в следующих количествах, мас.%:канифоль 30-32сера...
Технологічна смазка для ріжучого інструмента
Номер патенту: 12158
Опубліковано: 25.12.1996
Автори: Сай Алевтина Анатолієвна, Уразаєв Тімур Юсупович, Станіславський Валентин Миколайович, Лещинський Віктор Лукич, Лупкін Борис Володимирович
МПК: C10N 30/06, C10M 163/00, C10N 40/20
Мітки: смазка, ріжучого, інструмента, технологічна
Формула / Реферат:
Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла жирной кислоты и минеральное масло, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, смазка дополнительно содержит N-хлорбензолсульфопамиднатрийтригидрат и натуральную олифу при следующем соотношении компонентов, мас.%:канифоль 15-18сера ...
Спосіб контролю якості різального інструменту
Номер патенту: 21776
Опубліковано: 30.04.1998
Автори: Остаф'єв Сергій Володимирович, Остаф'єв Дмитро Володимирович
МПК: B23Q 15/00
Мітки: інструменту, контролю, спосіб, якості, різального
Формула / Реферат:
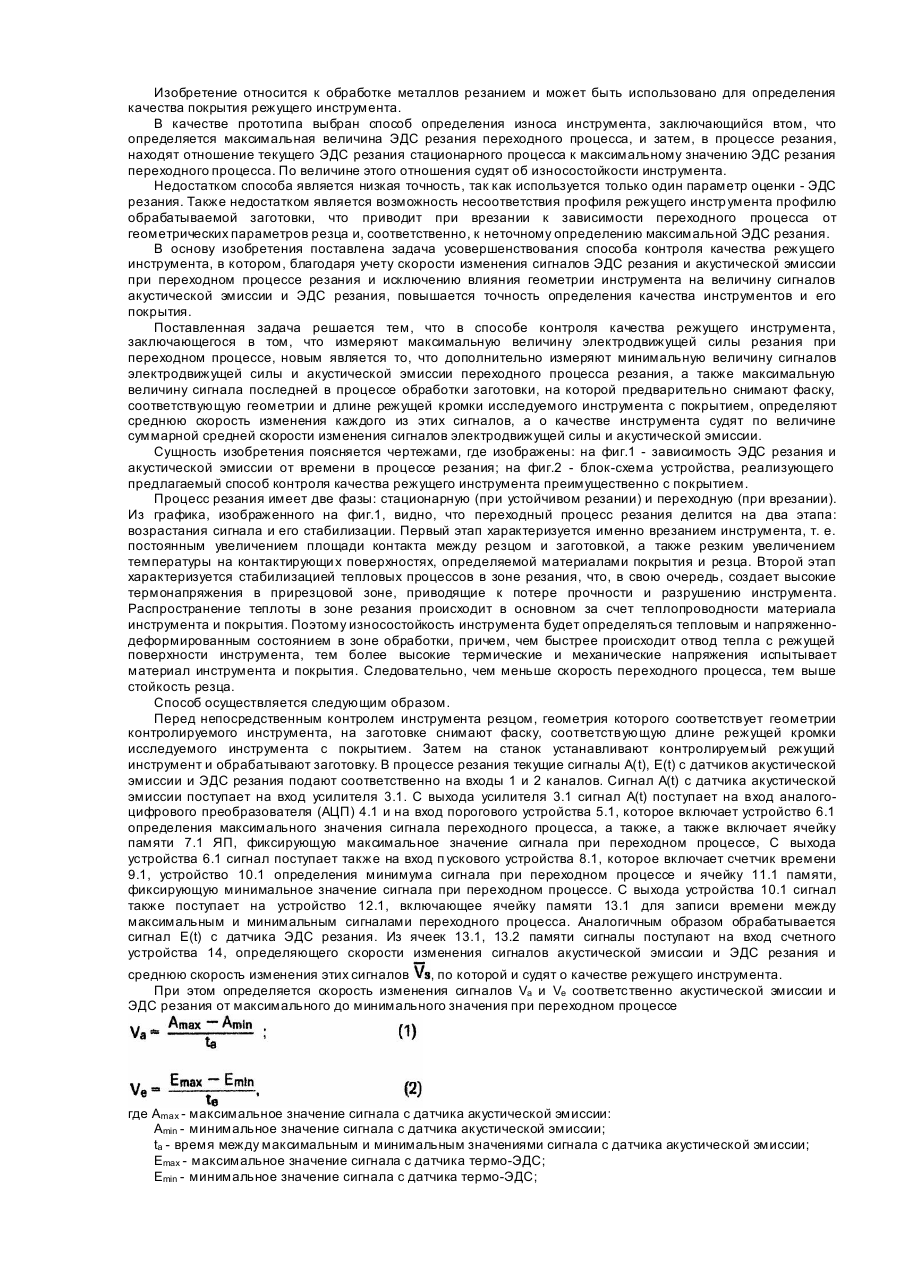
Способ контроля качества режущего инструмента, заключающийся тем, что измеряют максимальную величину электродвижущей силы резания при переходном процессе, отличающийся тем, что дополнительно измеряют минимальную величину сигналов электродвижущей силы и акустической эмиссии переходного процесса резания, а также максимальную величину сигнала последней в процессе обработки заготовки, на которой предварительно снимают фаску, соответствующую...
Спосіб підвищення тріщиностійкості інструмента
Номер патенту: 22093
Опубліковано: 30.04.1998
Автори: Сілін Радомир Іванович, Семенюк Валерій Іваннович, Гладкий Ярослав Миколайович
МПК: C23C 16/00, C21D 7/00
Мітки: спосіб, інструмента, підвищення, тріщиностійкості
Формула / Реферат:
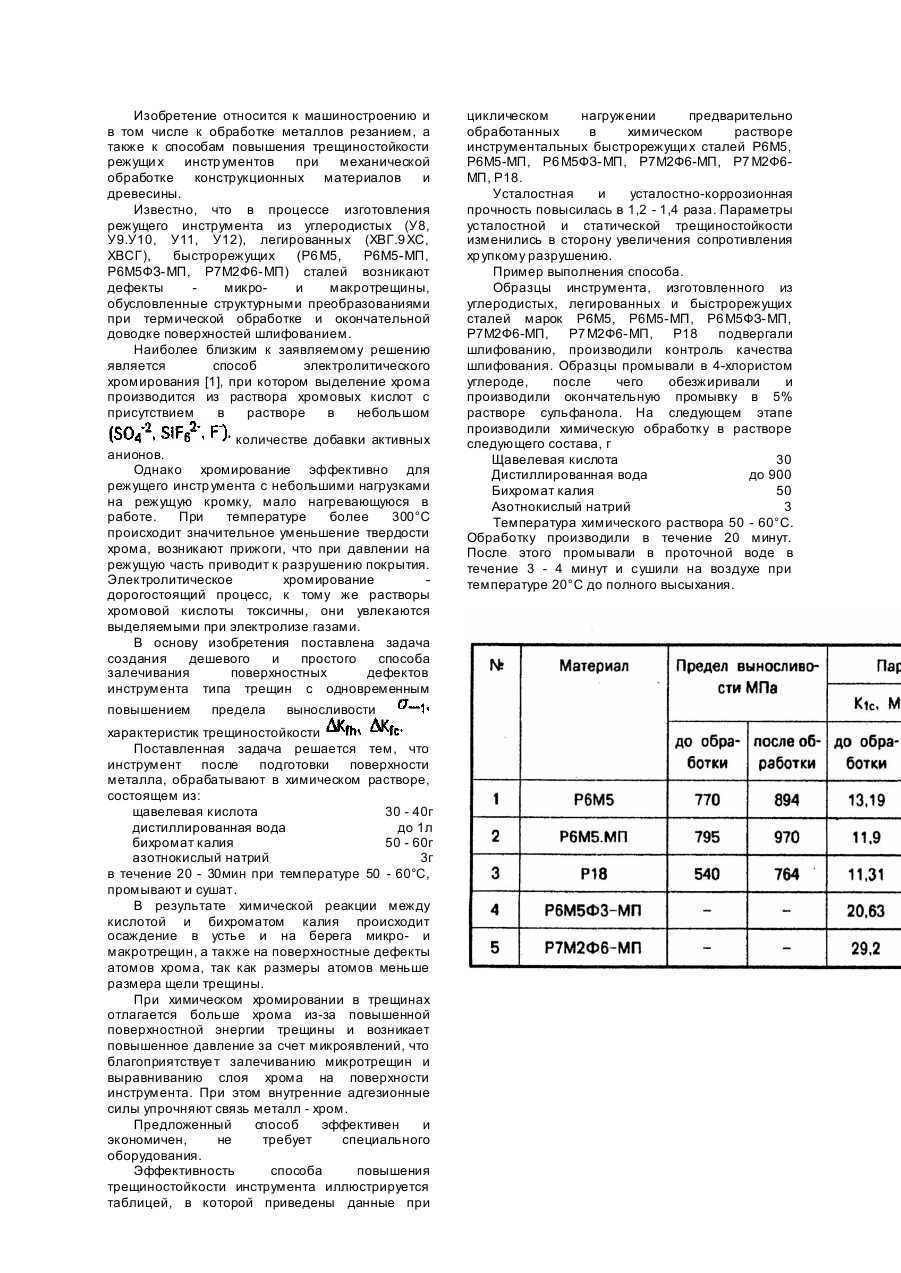
Способ повншения трещиностойкости инструмента, включающий подготовку поверхности металла, осаждение хрома, промнвку й сушку, отличающийся тем, что "залечивание" поверхностных дефектов осуществляют путем обработки инструмента в химическом растворе, состоящем из, г:Щавелевая кислота 30Дистиллированная вода До 900 Бихромат калия 50...
Попередній патент: Спосіб профілактики та лікування патологічних станів у дітей з обтяженим перинатальним амнезом
Наступний патент: Пристрій управління частотою обертання колінчастого вала двигуна внутрішнього згоряння
Випадковий патент: Роторно-плівковий вакуумний апарат