Спосіб автоматичної діагностики працюючого конвеєра
Номер патенту: 24259
Опубліковано: 25.06.2007

Формула / Реферат
1. Спосіб автоматичної діагностики працюючого конвеєра, що включає застосування контролюючих датчиків, які характеризують стан конвеєра, який відрізняється тим, що сигнали датчиків направляють в єдиний реєструючий і аналізуючий пристрій, який встановлений в одній оболонці з електроприводом і є його складовою частиною, обробляють їх і формують два рівні команд: застережливих про вихід за межі норми того або іншого об'єкта і сигналів аварійного відключення.
2. Спосіб за п. 1, який відрізняється тим, що аналізуючий пристрій здійснює порівняння змін сигналів технологічно зв'язаних датчиків і аналіз швидкості їх зміни і на підставі цього формує застережливі команди з вказівкою на конкретну деталь об'єкта, що є проблемною або аварійною, одночасно прогнозуючи розвиток ситуації і вказуючи перелік необхідних заходів і максимально допустимий термін їх ухвалення.
Текст
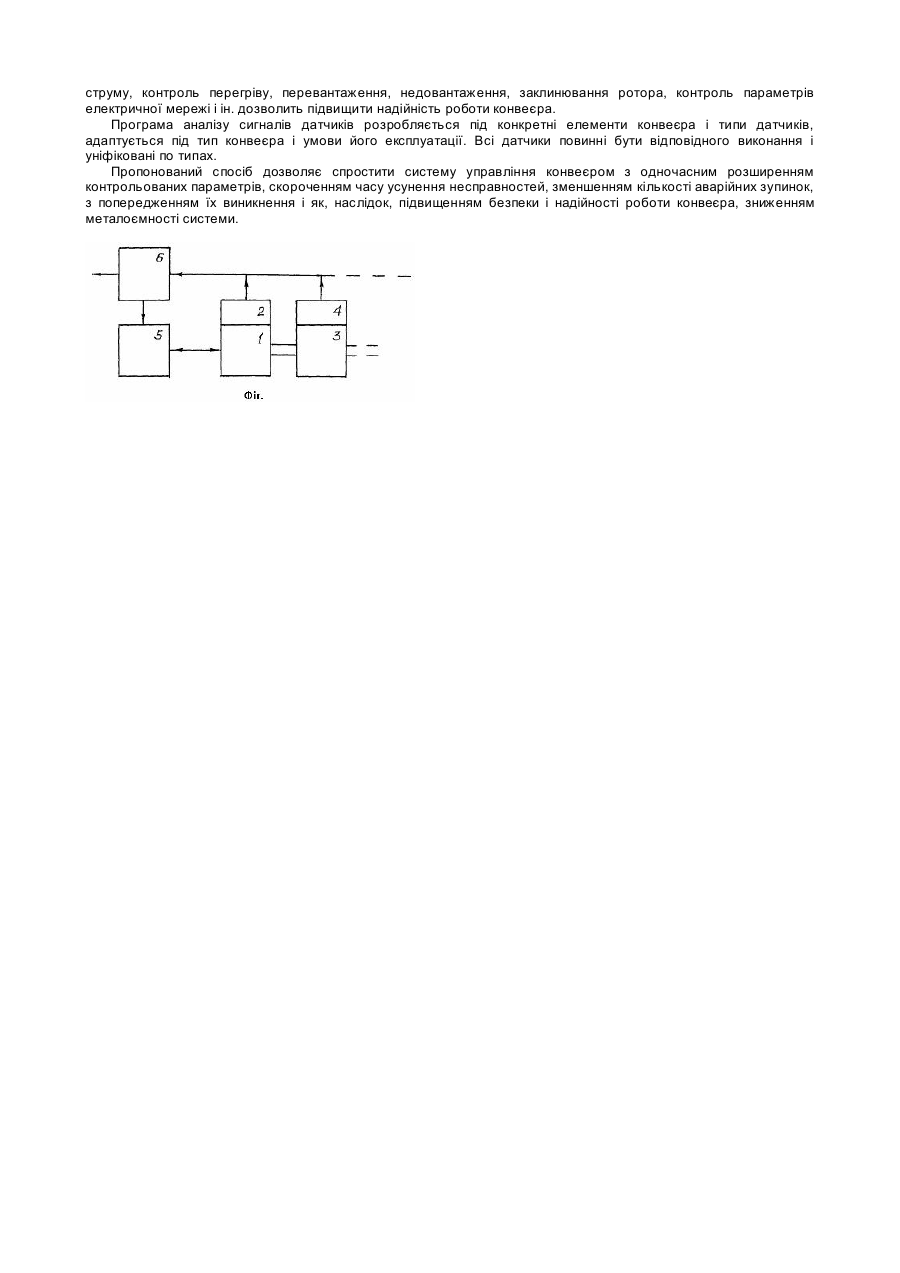
Корисна модель відноситься до способів контролю стану елементів конвеєра із запобіганням виникненню аварійних ситуацій. Відомі способи автоматичного контролю і захисту, засновані на застосуванні датчиків і реле контролю швидкості, сходу, цілісності і натягнення стрічки, контролю нагріву приводних барабанів, контролю температури двигуна, контролю вузлів перевантаження, параметрів електричної мережі і ін. [Полунин В.Т. и др. Конвейеры для горных предприятий. М., «Недра», 1978, с. 135-146., Ходюшин М.Т. и др. Эксплуатация комплекса АУК.1М. М., «Недра», 1986, с. 53-62., Соловьев А.С. и др. Автоматизированный электропривод конвейеров. Л., 1977, с. 30-37.] Недоліками відомих способів автоматичного контролю стану конвеєра є те, що в внаслідок великого різноманіття пристроїв, що випускаються, робота яких заснована на різних принципах та елементних базах, а також їх вузьке цільове призначення часто припускає застосування індивідуальних схем живлення і управління, виконаних у вибухозахищеному вигляді, не зв'язаних в єдину систему, що приводить до підвищеної металоємності, а пристрої автоматизації при виході параметрів об’єкта за межі норми, як правило, розмикають контрольний ланцюг апаратури управління конвеєрами, яка відключає всю конвеєрну лінію, а це приводить до тривалих простоїв, а також додаткових витрат на запуск і як, слідство, зниженню надійності. Технічним завданням корисній моделі є розробка способу автоматичної діагностики працюючого конвеєра, в якому завдяки формуванню комплексу сигналів, що характеризують стан елементів конвеєра, застосуванню єдиного аналізуючого пристрою, з формуванням двох рівнів команд: застережливих про вихід за межі норми того або іншого об’єкта, а також сигналів аварійного відключення, досягається спрощення системи управління конвеєром з одночасним розширенням контрольованих параметрів, скорочення часу усунення несправностей, зменшення кількості аварійних зупинок, з попередженням їх виникнення і як, наслідок, підвищення безпеки і надійності роботи конвеєра, зниження металоємності системи. Поставлене завдання досягається тим, що в способі автоматичної діагностики працюючого конвеєра, який включає застосування контролюючих датчиків, які характеризують стан конвеєра, згідно корисній моделі, сигнали датчиків направляють в єдиний реєструючий і аналізуючий пристрій, встановлений в одній оболонці з електроприводом будучи його складовою частиною, обробляють їх і формують два рівні команд: застережливих про вихід за межі норми того або іншого об’єкта і сигналів аварійного відключення. Крім того, аналізуючий пристрій здійснює порівняння змін сигналів технологічно зв'язаних датчиків і аналіз швидкості їх зміни і на підставі цього формує застережливі команди з вказівкою на конкретну деталь об’єкта, що є проблемною або аварійною, одночасно прогнозуючи розвиток ситуації і вказуючи перелік необхідних заходів і максимально допустимий термін їх ухвалення. На Фіг. частково показаний загальний вид приводу стрічкового конвеєра. Привід стрічкового конвеєра, як правило, складається з двигуна 1, комплексу датчиків двигуна 2, редуктора 3, комплексу датчиків редуктора 4, електроприводу 5, аналізуючого і реєструючого пристрою 6 і таке інше. Опис застосування даного способу на прикладі діагностики приводної станції стрічкового конвеєра. Для прикладу розглянемо застосування даного способу на двигуні і редукторі приводної станції конвеєра. Двигун 1 обладнаний комплексом датчиків 2 для контролю, наприклад, температури підшипників і статора, величини вібрації. Редуктор 3 обладнаний комплексом датчиків 4 для контролю, наприклад, температури підшипників, корпусу, величини вібрації, рівня і стану масла. При роботі конвеєра, пристрій 6, що аналізує, за індивідуальною програмою обробляє сигнали, які поступають, з кожного датчика. При виході рівня сигналу за межі нормального, здійснюється аналіз величини і швидкості зміни, порівняння з сигналами технологічно зв'язаних датчиків і формування застережливої команди з вказівкою, наприклад, на конкретну деталь об’єкта, параметри якої вийшли за межі норми, що вказує на те, що вона є проблемною або аварійною, імовірної причини цього становища, прогнозу розвитку подальшої ситуації, переліку необхідних заходів і максимального терміну їх виконання. Команда на відключення подається тільки у разі досягнення сигналом критичного рівня. Наприклад, зміни показників датчика температури двигуна 1, встановленого в статорі, дозволяють автоматично підбирати оптимальну пускову програму для регулятора напруги і відповідно величину і тривалість пускових струмів. Зміна показників датчиків температури, встановлених в підшипникових вузлах, а також датчика вібрації свідчать або про відсутність мастила, або про знос підшипника. Комплекс датчиків 4 редуктора дозволяє здійснювати контроль рівня і якості масла, стану підшипників, стану шестерень редуктора 3. Пристрій 6, що аналізує, по сукупності рівнів сигналів і швидкості їх змін протягом часу, при необхідності, формує команду з вказівкою конкретних заходів попередження аварійної ситуації. Наприклад, непридатність масла не повинна бути причиною для негайної зупинки конвеєра і його можна замінити в найближчу ремонтну зміну. Завчасне попередження про вироблення ресурсу шестерень головної пари або про знос підшипника дозволить провести запланований ремонт редуктора в слушний для цього час і відповідно, зменшити кількість аварійних зупинок і час ремонтів. Аналогічні комплекси тих або інших датчиків можуть бути встановлені на гальмі (контроль температури нагріву колодок, величини зносу колодок), приводному барабані (контроль стану підшипників, попередження пробуксовки барабана), натяжному пристрої (контроль стану двигуна, редуктора, рівня натягання). На конвеєрі також можуть бути встановлені будь-які датчики для контролю цілісності і швидкості стрічки, сходу стрічки, якості очищення стрічки, обертання роликів, заштибовки місць перевантаження, роботи системи зрошування і т.п. У комплексі з технологічними датчиками, що наприклад визначають завантаженість конвеєра, аналіз показників всіх датчиків конвеєра дозволить з високою точністю діагностувати основні елементи конвеєра, скорочуючи до мінімуму кількість аварійних поломок і час простоїв. Пристрій 6, що аналізує, повинний бути уніфікованим, володіти можливістю розширення і встановленим в одній оболонці з електроприводом 5 (регулятором напруги або частотним регулятором), фактично будучи його складовою частиною, що дозволить зменшити складність і металоємність конвеєра. Додавання контролюючих функцій аналізуючого пристрою до функцій сучасного електроприводу, таким як обмеження моменту, пускового струму, контроль перегріву, перевантаження, недовантаження, заклинювання ротора, контроль параметрів електричної мережі і ін. дозволить підвищити надійність роботи конвеєра. Програма аналізу сигналів датчиків розробляється під конкретні елементи конвеєра і типи датчиків, адаптується під тип конвеєра і умови його експлуатації. Всі датчики повинні бути відповідного виконання і уніфіковані по типах. Пропонований спосіб дозволяє спростити систему управління конвеєром з одночасним розширенням контрольованих параметрів, скороченням часу усунення несправностей, зменшенням кількості аварійних зупинок, з попередженням їх виникнення і як, наслідок, підвищенням безпеки і надійності роботи конвеєра, зниженням металоємності системи.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of automatic diagnostics of operating conveyor
Автори англійськоюTokariev Ihor Ivanovych, Tokarev Ihor Ivanovych, Shmaniov Serhii Viktorovych
Назва патенту російськоюСпособ автоматической диагностики работающего конвейера
Автори російськоюТокарев Игорь Иванович, Шманев Сергей Викторович
МПК / Мітки
МПК: B65G 43/00
Мітки: конвеєра, працюючого, автоматичної, діагностики, спосіб
Код посилання
<a href="https://ua.patents.su/2-24259-sposib-avtomatichno-diagnostiki-pracyuyuchogo-konveehra.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичної діагностики працюючого конвеєра</a>
Пристрій для автоматичної діагностики технічного стану ексгаустерів
Номер патенту: 6533
Опубліковано: 16.05.2005
Автори: Барліт Володимир Вікторович, Кунаков Олександр Миколайович, Боркін Сергій Олександрович, Брехунов Олександр Васильович, Кекух Анатолій Володимирович, Нечитайло Віктор Михайлович, Шеремет Володимир Олександрович, Савенчук Сергій Васильович, Мисько Степан Миколайович, Козенко Георгій Володимирович
МПК: G01M 7/00
Мітки: ексгаустерів, стану, автоматичної, діагностики, технічного, пристрій
Формула / Реферат:
Пристрій для автоматичної діагностики технічного стану ексгаустерів, що містить блоки віброперетворювачів з підсилювачами, комутатор каналів вимірювання, блок смугових фільтрів, блок порівняння рівнів сигналів, блок уставок граничних рівнів сигналів, блок індикації та реєстрації діагностичної інформації, при цьому блоки віброперетворювачів з підсилювачами з'єднані з входами комутатора каналів вимірювання, вихід цього блока з'єднаний з входом...
Ролик стрічкового конвеєра, спосіб виробництва ролика конвеєра, пристрій для виготовлення ролика конвеєра
Номер патенту: 50902
Опубліковано: 15.11.2002
Автори: Носков Володимир Васильович, Каштанов Олександр Миколайович, Кирилов Генріх Леонідович, Невідомський Володимир Олександрович
МПК: B21K 25/00, B21K 21/00, B65G 39/02
Мітки: ролика, виробництва, стрічкового, конвеєра, виготовлення, пристрій, ролик, спосіб
Формула / Реферат:
1. Ролик стрічкового конвеєра, що включає корпус та стакани, які вміщують підшипникові вузли з підшипниками, посадженими на вісь ролика, який відрізняється тим, що стакани виконані з окремих відрізків труби з кільцевими канавками на їх зовнішній поверхні, а трубчатий корпус виконаний з обох кінців зігнутим з умовою розміщення його торців в кільцевих канавках стаканів.2. Спосіб виробництва ролика стрічкового конвеєра, при якому шляхом...
Спосіб автоматичної медичної діагностики (варіанти)
Номер патенту: 73967
Опубліковано: 17.10.2005
Автор: Іліфф Едвін С.
МПК: G06F 19/00, G06Q 50/00
Мітки: медичної, діагностики, варіанти, автоматичної, спосіб
Формула / Реферат:
1. Спосіб автоматичної медичної діагностики, що містить наступні етапи: автоматичне і повторюване задавання питань протягом часу для одержання відповідей від пацієнта, причому по відповідях встановлюють змінювані в часі симптоми, а кожний встановлений симптом додає ваги до хвороби; автоматичне вироблення однієї або більше синергічних ваг на основі встановлених у часі симптомів; автоматичне накопичення ваг...
Спосіб безрозбірного діагностування технічного стану конвеєра з електроприводом
Номер патенту: 6069
Опубліковано: 15.04.2005
Автори: Скляр Олександр Григорович, Жарков Віктор Якович, Солдатенко Євген Генадійович
МПК: G01M 13/02, H02K 15/00
Мітки: спосіб, електроприводом, діагностування, технічного, безрозбірного, стану, конвеєра
Формула / Реферат:
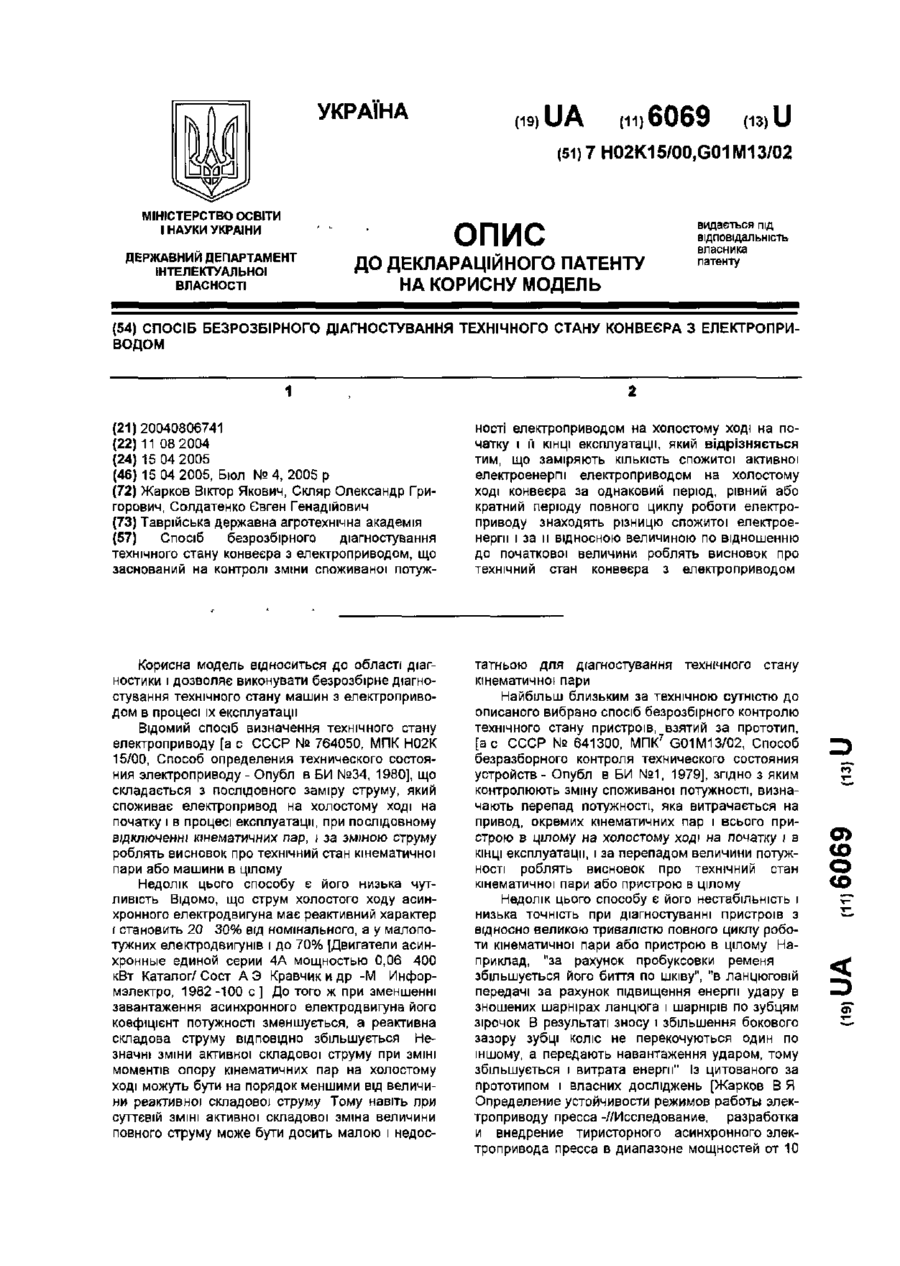
Спосіб безрозбірного діагностування технічного стану конвеєра з електроприводом, що заснований на контролі зміни споживаної потужності електроприводом на холостому ході на початку і її кінці експлуатації, який відрізняється тим, що заміряють кількість спожитої активної електроенергії електроприводом на холостому ході конвеєра за однаковий період, рівний або кратний періоду повного циклу роботи електроприводу, знаходять різницю спожитої...
Розвантажувальна секція конвеєра гірничопрохідницької машини
Номер патенту: 11937
Опубліковано: 16.01.2006
Автори: Крайсвітний Сергій Вікторович, Мізін Вадим Олександрович, Полунін Сергій Андрійович
МПК: E21F 13/08
Мітки: конвеєра, машини, розвантажувальна, гірничопрохідницької, секція
Формула / Реферат:
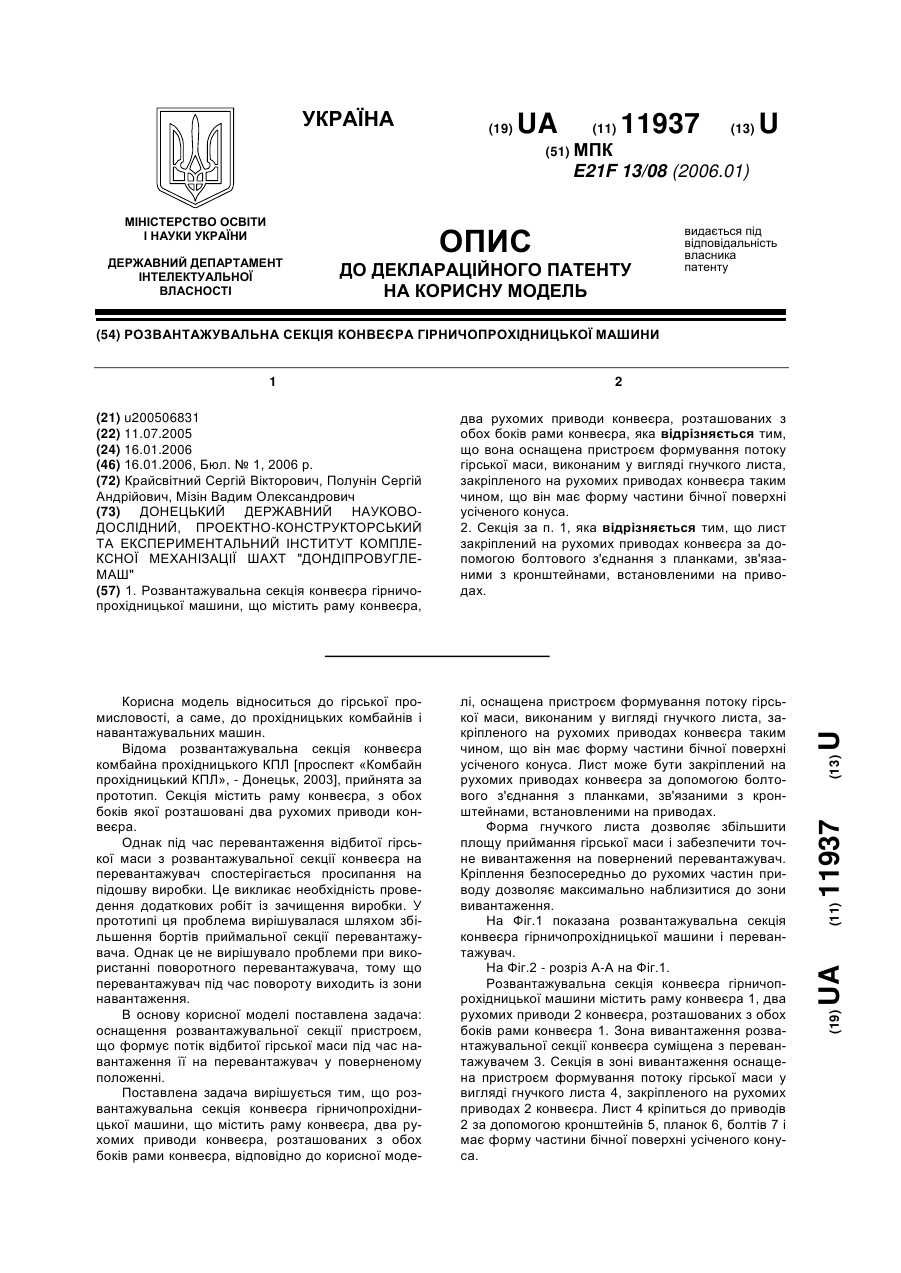
1. Розвантажувальна секція конвеєра гірничопрохідницької машини, що містить раму конвеєра, два рухомих приводи конвеєра, розташованих з обох боків рами конвеєра, яка відрізняється тим, що вона оснащена пристроєм формування потоку гірської маси, виконаним у вигляді гнучкого листа, закріпленого на рухомих приводах конвеєра таким чином, що він має форму частини бічної поверхні усіченого конуса.2. Секція за п. 1, яка відрізняється тим, що...
Попередній патент: Спосіб корекції порушень компенсаторно-пристосовних механізмів при дисциркуляторній енцефалопатії
Наступний патент: Привідний барабан стрічкового конвеєра
Випадковий патент: Гіроскопічний пристрій для азимутального орієнтування напрямків