Дробарно-сортувальний комплекс
Номер патенту: 24788
Опубліковано: 06.10.1998
Автори: Зусмановський Олександр Яковлевич, Лялюк Віталій Павлович, Артеменко Дмитро Гаврилович, Нечепоренко Володимир Андрійович, Учитель Олександр Давидович, Севернюк Володимир Васильович
Формула / Реферат
Дробарно-сортувальний комплекс, який має установлений на станині зубчатий валок і розташований під ним просіювальний пристрій, який відрізняється тим, що просіювальний пристрій забезпечений нерухомим колосниковим ситом, кут нахилу котрого до горизонту більше кута тертя матеріалу об сито, а валок установлений у розгрузочної частини нерухомого сита, причому середній розмір трапецієвидної щілини нерухомого сита вибирають рівним максимальному заданому розміру класу дроблення, а зазор між поверхньою зубчатого валка, яка дробить, і поверхньою нерухомого колосникового сита вибирають в межах 0,78 - 0,86 середнього розміру трапецієвидної щілини нерухомого сита, при цьому висоту зуб'єв валка вибирають в межах 0,035 - 0,04 діаметру валка, а лінійну швидкість кромки зуба рівною 0,37 - 0,43м/с.
Текст
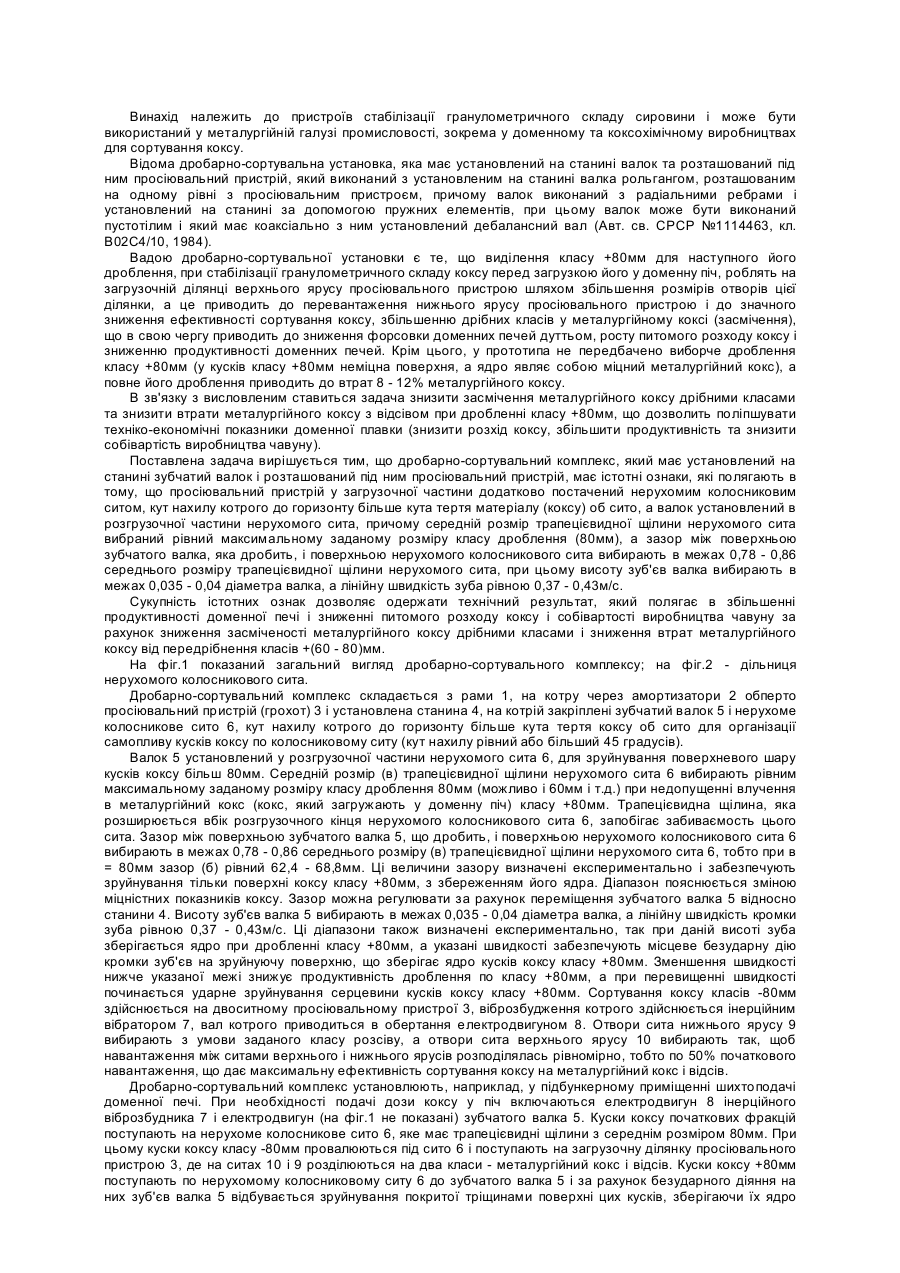
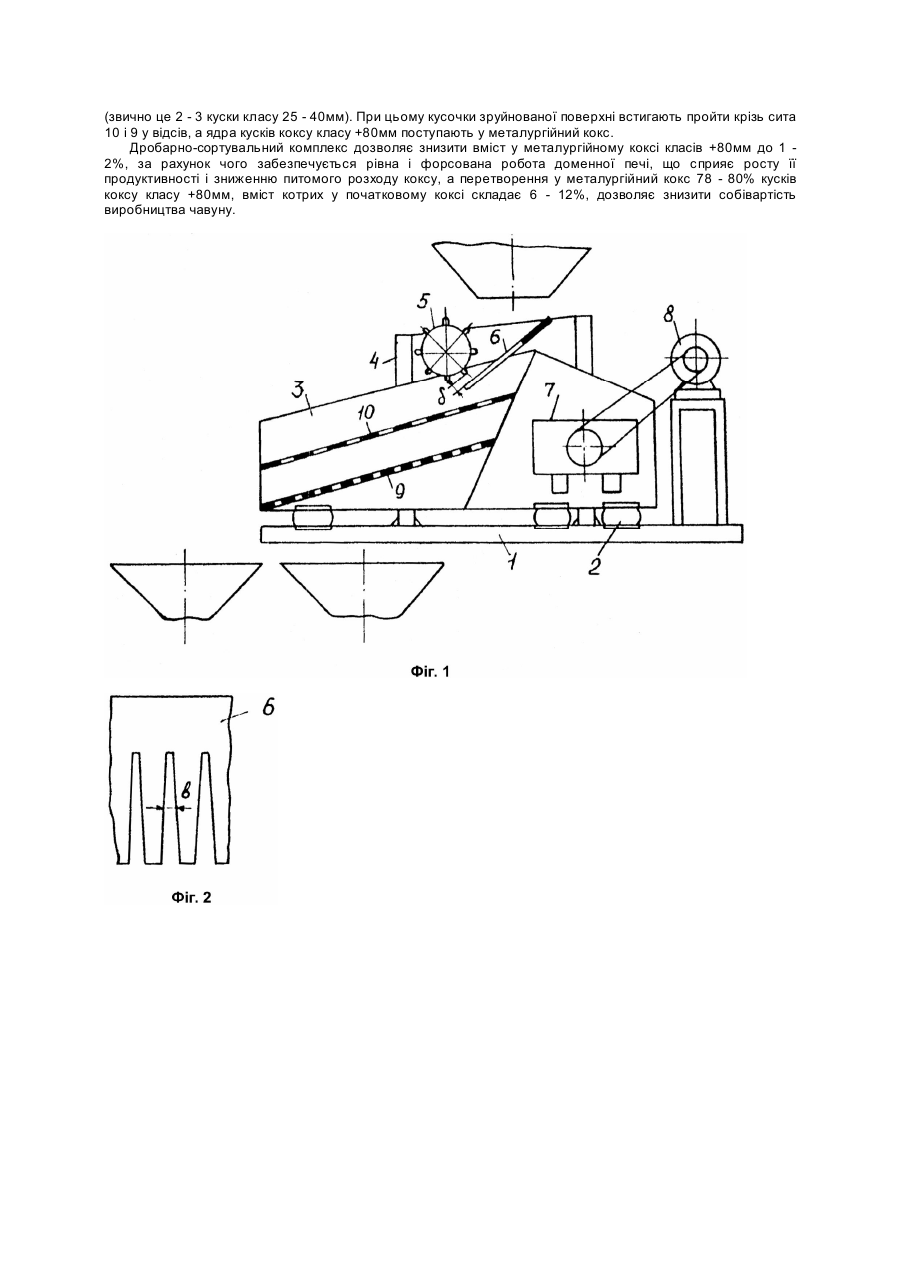
Винахід належить до пристроїв стабілізації гранулометричного складу сировини і може бути використаний у металургійній галузі промисловості, зокрема у доменному та коксохімічному виробництвах для сортування коксу. Відома дробарно-сортувальна установка, яка має установлений на станині валок та розташований під ним просіювальний пристрій, який виконаний з установленим на станині валка рольгангом, розташованим на одному рівні з просіювальним пристроєм, причому валок виконаний з радіальними ребрами і установлений на станині за допомогою пружних елементів, при цьому валок може бути виконаний пустотілим і який має коаксіально з ним установлений дебалансний вал (Авт. св. СРСР №1114463, кл. B02C4/10, 1984). Вадою дробарно-сортувальної установки є те, що виділення класу +80мм для наступного його дроблення, при стабілізації гранулометричного складу коксу перед загрузкою його у доменну піч, роблять на загрузочній ділянці верхнього ярусу просіювального пристрою шляхом збільшення розмірів отворів цієї ділянки, а це приводить до перевантаження нижнього ярусу просіювального пристрою і до значного зниження ефективності сортування коксу, збільшенню дрібних класів у металургійному коксі (засмічення), що в свою чергу приводить до зниження форсовки доменних печей дуттьом, росту питомого розходу коксу і зниженню продуктивності доменних печей. Крім цього, у прототипа не передбачено виборче дроблення класу +80мм (у кусків класу +80мм неміцна поверхня, а ядро являє собою міцний металургійний кокс), а повне його дроблення приводить до втрат 8 - 12% металургійного коксу. В зв'язку з висловленим ставиться задача знизити засмічення металургійного коксу дрібними класами та знизити втрати металургійного коксу з відсівом при дробленні класу +80мм, що дозволить поліпшувати техніко-економічні показники доменної плавки (знизити розхід коксу, збільшити продуктивність та знизити собівартість виробництва чавуну). Поставлена задача вирішується тим, що дробарно-сортувальний комплекс, який має установлений на станині зубчатий валок і розташований під ним просіювальний пристрій, має істотні ознаки, які полягають в тому, що просіювальний пристрій у загрузочної частини додатково постачений нерухомим колосниковим ситом, кут нахилу котрого до горизонту більше кута тертя матеріалу (коксу) об сито, а валок установлений в розгрузочної частини нерухомого сита, причому середній розмір трапецієвидної щілини нерухомого сита вибраний рівний максимальному заданому розміру класу дроблення (80мм), а зазор між поверхньою зубчатого валка, яка дробить, і поверхньою нерухомого колосникового сита вибирають в межах 0,78 - 0,86 середнього розміру трапецієвидної щілини нерухомого сита, при цьому висоту зуб'єв валка вибирають в межах 0,035 - 0,04 діаметра валка, а лінійну швидкість зуба рівною 0,37 - 0,43м/с. Сукупність істотних ознак дозволяє одержати технічний результат, який полягає в збільшенні продуктивності доменної печі і зниженні питомого розходу коксу і собівартості виробництва чавуну за рахунок зниження засміченості металургійного коксу дрібними класами і зниження втрат металургійного коксу від передрібнення класів +(60 - 80)мм. На фіг.1 показаний загальний вигляд дробарно-сортувального комплексу; на фіг.2 - дільниця нерухомого колосникового сита. Дробарно-сортувальний комплекс складається з рами 1, на котру через амортизатори 2 обперто просіювальний пристрій (грохот) 3 і установлена станина 4, на котрій закріплені зубчатий валок 5 і нерухоме колосникове сито 6, кут нахилу котрого до горизонту більше кута тертя коксу об сито для організації самопливу кусків коксу по колосниковому ситу (кут нахилу рівний або більший 45 градусів). Валок 5 установлений у розгрузочної частини нерухомого сита 6, для зруйнування поверхневого шару кусків коксу більш 80мм. Середній розмір (в) трапецієвидної щілини нерухомого сита 6 вибирають рівним максимальному заданому розміру класу дроблення 80мм (можливо і 60мм і т.д.) при недопущенні влучення в металургійний кокс (кокс, який загружають у доменну піч) класу +80мм. Трапецієвидна щілина, яка розширюється вбік розгрузочного кінця нерухомого колосникового сита 6, запобігає забиваємость цього сита. Зазор між поверхньою зубчатого валка 5, що дробить, і поверхньою нерухомого колосникового сита 6 вибирають в межах 0,78 - 0,86 середнього розміру (в) трапецієвидної щілини нерухомого сита 6, тобто при в = 80мм зазор (б) рівний 62,4 - 68,8мм. Ці величини зазору визначені експериментально і забезпечують зруйнування тільки поверхні коксу класу +80мм, з збереженням його ядра. Діапазон пояснюється зміною міцністних показників коксу. Зазор можна регулювати за рахунок переміщення зубчатого валка 5 відносно станини 4. Висоту зуб'єв валка 5 вибирають в межах 0,035 - 0,04 діаметра валка, а лінійну швидкість кромки зуба рівною 0,37 - 0,43м/с. Ці діапазони також визначені експериментально, так при даній висоті зуба зберігається ядро при дробленні класу +80мм, а указані швидкості забезпечують місцеве безударну дію кромки зуб'єв на зруйнуючу поверхню, що зберігає ядро кусків коксу класу +80мм. Зменшення швидкості нижче указаної межі знижує продуктивність дроблення по класу +80мм, а при перевищенні швидкості починається ударне зруйнування серцевини кусків коксу класу +80мм. Сортування коксу класів -80мм здійснюється на двоситному просіювальному пристрої 3, віброзбудження котрого здійснюється інерційним вібратором 7, вал котрого приводиться в обертання електродвигуном 8. Отвори сита нижнього ярусу 9 вибирають з умови заданого класу розсіву, а отвори сита верхнього ярусу 10 вибирають так, щоб навантаження між ситами верхнього і нижнього ярусів розподілялась рівномірно, тобто по 50% початкового навантаження, що дає максимальну ефективність сортування коксу на металургійний кокс і відсів. Дробарно-сортувальний комплекс установлюють, наприклад, у підбункерному приміщенні шихтоподачі доменної печі. При необхідності подачі дози коксу у піч включаються електродвигун 8 інерційного віброзбудника 7 і електродвигун (на фіг.1 не показані) зубчатого валка 5. Куски коксу початкових фракцій поступають на нерухоме колосникове сито 6, яке має трапецієвидні щілини з середнім розміром 80мм. При цьому куски коксу класу -80мм провалюються під сито 6 і поступають на загрузочну ділянку просіювального пристрою 3, де на ситах 10 і 9 розділюються на два класи - металургійний кокс і відсів. Куски коксу +80мм поступають по нерухомому колосниковому ситу 6 до зубчатого валка 5 і за рахунок безударного діяння на них зуб'єв валка 5 відбувається зруйнування покритої тріщинами поверхні цих кусків, зберігаючи їх ядро (звично це 2 - 3 куски класу 25 - 40мм). При цьому кусочки зруйнованої поверхні встигають пройти крізь сита 10 і 9 у відсів, а ядра кусків коксу класу +80мм поступають у металургійний кокс. Дробарно-сортувальний комплекс дозволяє знизити вміст у металургійному коксі класів +80мм до 1 2%, за рахунок чого забезпечується рівна і форсована робота доменної печі, що сприяє росту її продуктивності і зниженню питомого розходу коксу, а перетворення у металургійний кокс 78 - 80% кусків коксу класу +80мм, вміст котрих у початковому коксі складає 6 - 12%, дозволяє знизити собівартість виробництва чавуну.
ДивитисяДодаткова інформація
Автори англійськоюSeverniuk Volodymyr Vasyliovych, Uchytel Oleksandr Davydovych, Necheporenko Volodymyr Andriiovych, Lialiuk Vitalii Pavlovych, Zusmanovskyi Oleksandr Yakovlevych
Автори російськоюСевернюк Владимир Васильевич, Учитель Александр Давидович, Нечепоренко Владимир Андреевич, Лялюк Виталий Павлович, Зусмановский Александр Яковлевич
МПК / Мітки
Мітки: комплекс, дробарно-сортувальний
Код посилання
<a href="https://ua.patents.su/2-24788-drobarno-sortuvalnijj-kompleks.html" target="_blank" rel="follow" title="База патентів України">Дробарно-сортувальний комплекс</a>
Двошаровий борошномельний валок

Номер патенту: 1697
Опубліковано: 25.10.1994
Автори: Вовк Світлана Борисівна, Сирота Олександр Олексійович, Малихін Геннадій Дмитрович, Будаг'янц Микола Абрамович, Вороніна Валентина Олександрівна, Свистунов Ігор Олександрович
МПК: B22D 19/00, B22D 25/00, B22D 13/00
Мітки: двошаровий, валок, борошномельний
Формула / Реферат:
Двухслойный мукомольный валок, содержащий двухслойную полую бочку с рабочим и внутренним слоями и с соотношением толщины рабочего слоя к наружному диаметру бочки, равным 1/8—1/10, ицапфы.отличающийсятем, что, с целью улучшения его качества и эксплуатационных свойств, отношение толщины рабочего слоя валка к внутреннему составляет 1/2—1/3.
Малогабаритний комплекс переробки зернового продукту

Номер патенту: 23148
Опубліковано: 31.08.1998
Автор: Беспалов Геннадій Григорович
Мітки: продукту, комплекс, переробки, малогабаритний, зернового
Формула / Реферат:
1. Малогабаритный комплекс переработки зернового продукта, включающий корпус с установленными в нем неподвижным и вращающимся дисками, имеющими рифли на рабочей поверхности и механизм регулировки зазора между ними, электропривод и нагнетатель воздуха, и снабженный приспособлением для разделения переработанного продукта, отличающий-с я тем, что комплекс имеет сменные диски и снабжен съемными приспособлениями для разделения на фракции и...
Пристрій для сухого гасіння коксу
Номер патенту: 23848
Опубліковано: 16.06.1998
Автори: Лук'яниця Володимир Федорович, Гаврилюк Василь Іванович, Баклаженко Анатолій Степанович, Волков Віталій Іванович, Каменюка Вячеслав Борисович, Ніколаенко Леонід Володимирович
МПК: C10B 39/02
Мітки: сухого, пристрій, коксу, гасіння
Формула / Реферат:
Пристрій для сухого гасіння коксу, включаючий вертикальний корпуса завантажувальним та розвантажувальним отворами, форкамерою та камерою гасіння з дуттєвим газорозподільником, який містить багатоярусну розтрубну частину та подаючі охолоджуючий газ трубопроводи, який відрізняється тим, що на бічних поверхнях подаючих газ трубопроводів над зоною розвантажувального отвору камери гасіння виконані отвори для виходу охолоджуючого газу у камеру...
Комплекс обладнання для здійснення гідроімпульсу в свердловині
Номер патенту: 20819
Опубліковано: 07.10.1997
Автор: Паневник Олександр Васильович
МПК: E21B 31/113
Мітки: комплекс, гідроімпульсу, свердловини, обладнання, здійснення
Формула / Реферат:
Комплекс обладнання для здійснення гідроїмпульсу в свердловині, який містить маніфольд бурового насоса, дросельно-запірний пристрій І колонну головку з клапаном, розміщеним в осьовому каналі корпусу з можливістю обмеженого осьового переміщення і перекриття лінії низького тиску в крайньому нижньому положенні, який відрізняється тим, що він обладнаний струминним апаратом, розміщеним на маніфольді між буровим насосом та дросельно-запірним...
Зварювальний комплекс
Номер патенту: 1129
Опубліковано: 30.12.1993
Автори: Патон Борис Євгенович, Сахарнов Василь Олексійович, Уніговський Михайло Рахмильович, Кучук-Яценко Сергій Іванович, Сєрафін Орєст Міхайловіч, Галян Борис Опанасович, Лебедєв Володимир Костянтинович, Щєрбіна Боріс Євдокімовіч, Іванцов Олєг Максімовіч, Солодовніков Сергій Олександрович, Криворотенко Валентин Іванович, Рулєвський Євген Васильович
МПК: B23K 37/04, B23K 11/04
Мітки: зварювальний, комплекс
Формула / Реферат:
1. Сварочный коплекс для изготовления непрерывного трубопровода, содержащий сварочное устройство с внутренним и наружным гратоснима-телем, трубоукладчики с устройством для подъема трубопровода, электростанцию, отличающийся тем, что, с целью повышения производительности сварочного комплекса, он снабжен продольной относительно оси трубопровода балкой, шарнирно соединенной с устройством для подъема трубопровода, на одном конце которой...
Попередній патент: Спосіб гомогенізації молока і молочних продуктів
Наступний патент: Спосіб хірургічного лікування остеохондрозу хребта та пристрій для його виконання
Випадковий патент: Спосіб розробки рудних родовищ системами з обваленням руди і вміщаючих порід