Спосіб відцентрової відливки
Номер патенту: 25101
Опубліковано: 25.07.2007
Автори: Андрєєв Вячеслав Іванович, Клименко Леонід Павлович, Прищепов Олег Федорович
Формула / Реферат
Спосіб відцентрової відливки, переважно гільз циліндрів із сірого чавуну, що включає введення в метал термореагуючої суміші, заливання його до нагрітої виливниці, яка обертається, та охолодження внутрішньої поверхні шляхом подавання на неї при температурі 780-850 °С холодоагенту в кількості, що плавно змінюється по довжині відливки, і припинення охолодження при температурі відливки 520-620 °С, який відрізняється тим, що з метою запобігання виникненню тріщин у відливці, а також покращення тепловідведення з поверхні, що охолоджується, відбір тепла здійснюється випромінюванням, за допомогою введення у порожнину кокілю, що обертається, конусного тіла, яке охолоджується зсередини холодоагентом з різною інтенсивністю по довжині.
Текст
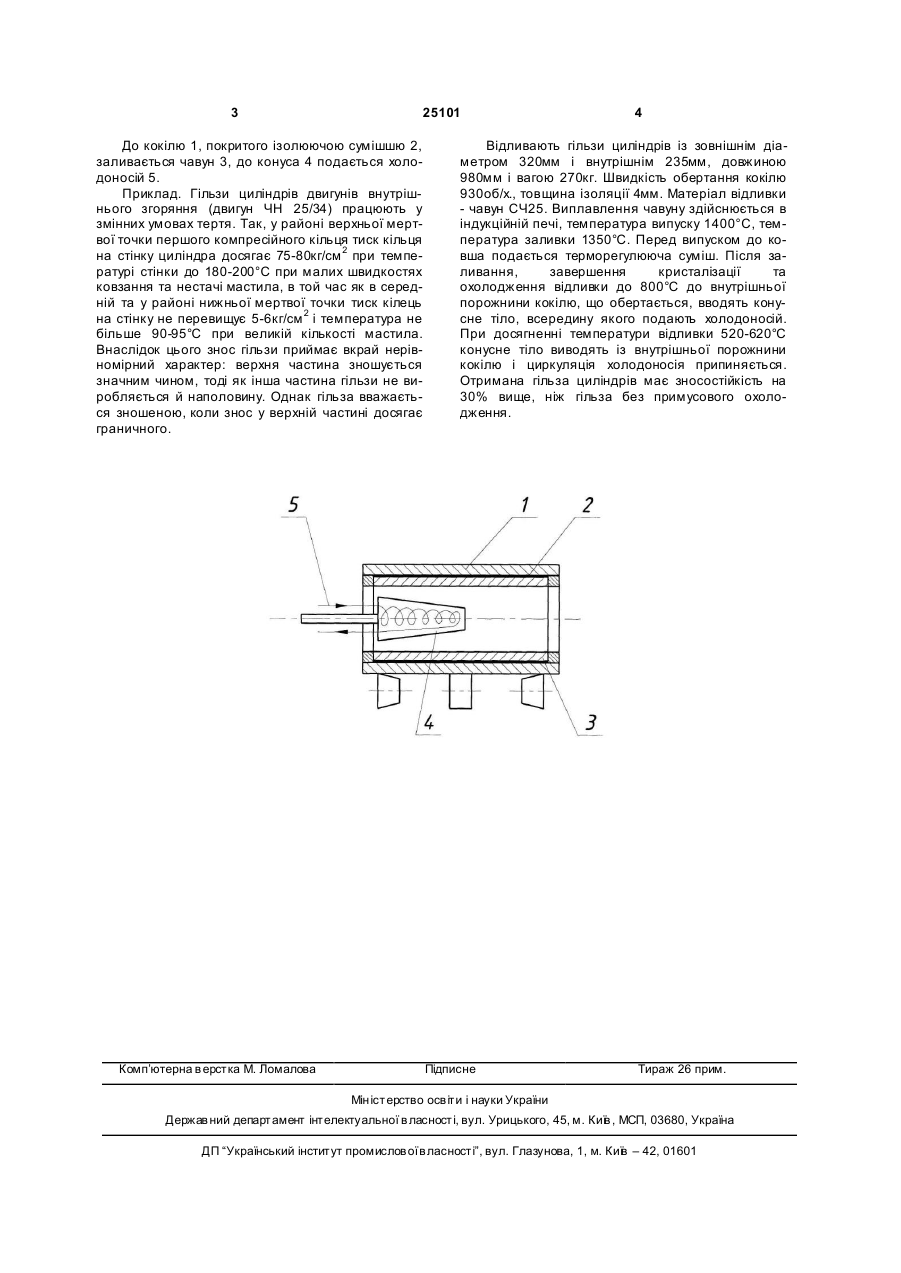
Спосіб відцентрової відливки, переважно гільз циліндрів із сірого чавун у, що включає введення в метал термореагуючої суміші, заливання його до нагрітої виливниці, яка обертається, та охоло 3 25101 До кокілю 1, покритого ізолюючою сумішшю 2, заливається чавун 3, до конуса 4 подається холодоносій 5. Приклад. Гільзи циліндрів двигунів внутрішнього згоряння (двигун ЧН 25/34) працюють у змінних умовах тертя. Так, у районі верхньої мертвої точки першого компресійного кільця тиск кільця на стінку циліндра досягає 75-80кг/см 2 при температурі стінки до 180-200°С при малих швидкостях ковзання та нестачі мастила, в той час як в середній та у районі нижньої мертвої точки тиск кілець на стінку не перевищує 5-6кг/см 2 і температура не більше 90-95°С при великій кількості мастила. Внаслідок цього знос гільзи приймає вкрай нерівномірний характер: верхня частина зношується значним чином, тоді як інша частина гільзи не виробляється й наполовину. Однак гільза вважається зношеною, коли знос у верхній частині досягає граничного. Комп’ютерна в ерстка М. Ломалова 4 Відливають гільзи циліндрів із зовнішнім діаметром 320мм і внутрішнім 235мм, довжиною 980мм і вагою 270кг. Швидкість обертання кокілю 930об/х., товщина ізоляції 4мм. Матеріал відливки - чавун СЧ25. Виплавлення чавуну здійснюється в індукційній печі, температура випуску 1400°С, температура заливки 1350°С. Перед випуском до ковша подається терморегулююча суміш. Після заливання, завершення кристалізації та охолодження відливки до 800°С до внутрішньої порожнини кокілю, що обертається, вводять конусне тіло, всередину якого подають холодоносій. При досягненні температури відливки 520-620°С конусне тіло виводять із внутрішньої порожнини кокілю і циркуляція холодоносія припиняється. Отримана гільза циліндрів має зносостійкість на 30% вище, ніж гільза без примусового охолодження. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of centrifugal casting
Автори англійськоюKlymenko Leonid Pavlovych, Pryschepov Oleh Fedorovych, Andrieiev Viacheslav Ivanovych
Назва патенту російськоюСпособ центробежной отливки
Автори російськоюКлименко Леонид Павлович, Прищепов Олег Федорович, Андреев Вячеслав Иванович
МПК / Мітки
МПК: B22D 13/00
Мітки: відливки, відцентрової, спосіб
Код посилання
<a href="https://ua.patents.su/2-25101-sposib-vidcentrovo-vidlivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб відцентрової відливки</a>
Спосіб відливки чавунних чушок
Номер патенту: 28924
Опубліковано: 16.10.2000
Автори: Павленко Олександр Анатольович, Полещук Петро Миколайович, Чепенко Анатолій Іванович, Шмуклер Йосип Срулевіч
МПК: B22D 3/00
Мітки: чушок, спосіб, чавунних, відливки
Формула / Реферат:
1. Спосіб відливки чавунних чушок містить в собі випуск розплаву з льотки доменної печі по випускному жолобу в чавуновізний ківш, транспортування наповненого ковша до міста розливу розплаву на струмені жолобом і заповнення виливниць розплавом, який відрізняється тим, що заповнення виливниць проводять розплавом з придонної зони чавуновізного ковша, від чушок якого відділяють чушки розплаву придзеркального чавуну.2. Спосіб по п. 1, який...
Спосіб електрошлакової відливки зливків

Номер патенту: 7632
Опубліковано: 15.07.2005
Автори: Біктагіров Фаріт Камілович, Гнатушенко Олександр Віталійович, Ігнатов Анатолій Петрович, Шаповалов Віктор Олександрович
МПК: C22B 9/18
Мітки: зливків, електрошлакової, спосіб, відливки
Формула / Реферат:
Спосіб електрошлакової відливки зливків, що включає наведення в кристалізаторі за допомогою невитратних електродів шлакової ванни, заливку металу в кристалізатор і електрошлаковий обігрів головної частини зливка, який відрізняється тим, що в процесі обігріву здійснюють подачу в шлакову ванну витратного знеструмленого електрода з масовою швидкістю, яка дорівнює масовій швидкості усадки металу, що твердіє.
Установка для безперервної відливки виробів

Номер патенту: 17807
Опубліковано: 16.10.2006
Автори: Жеребний Михайло Сергійович, Жеребний Михайло Олександрович
МПК: B22D 15/00
Мітки: відливки, безперервної, виробів, установка
Формула / Реферат:
Установка для безперервної відливки виробів, що містить півформи, шарнірно закріплені на візках з роликами і з'єднані між собою в форми, утворюючі похилий, вертикально замкнутий конвеєр з загальним заливним каналом, і відливний пристрій, яка відрізняється тим, що півформи шарнірно з'єднані між собою і з боків оснащені роликами, осі яких розташовані вище шарнірного з'єднання.
Установка для безперервної відливки виробів
Номер патенту: 16550
Опубліковано: 15.08.2006
Автор: Жеребний Михайло Олександрович
МПК: B22D 15/00
Мітки: установка, безперервної, відливки, виробів
Формула / Реферат:
Установка для безперервної відливки виробів, що містить півформи, які шарнірно закріплені на возиках з роликами і спільні між собою з утворенням форми, при цьому возики утворюють похилий вертикально замкнутий конвеєр з загальним заливним каналом, і відливний пристрій, бокові притискачі, яка відрізняється тим, що осі суміжних роликів форм з'єднані пластинами, один із отворів яких виконаний з зазором в сторону центра пластини у вигляді еліпса...
Спосіб відцентрової безперервної ректифікації парогазової суміші

Номер патенту: 74789
Опубліковано: 15.02.2006
Автор: Сауліч Ігор Іванович
Мітки: парогазової, спосіб, безперервної, суміші, відцентрової, ректифікації
Формула / Реферат:
Спосіб відцентрової безперервної ректифікації парогазової суміші для поділу суміші парів рідин з різною температурою кипіння, який відрізняється тим, що поділ здійснюють усередині “диска”, що є фігурою обертання перерізу класичної ректифікаційної колони відносно верху - поперечної осі в місці виходу парів і повертання “флегми” на зрошування, при цьому як класичні тарілки використані концентричні розділювальні кільця.
Попередній патент: Лігатура для високоміцного чавуну
Наступний патент: Виливниця для відцентрового лиття
Випадковий патент: Електроліт осадження функціональних композиційних покриттів сплавом залізо-нікель