Спосіб електрошлакової відливки зливків
Номер патенту: 7632
Опубліковано: 15.07.2005
Автори: Шаповалов Віктор Олександрович, Ігнатов Анатолій Петрович, Біктагіров Фаріт Камілович, Гнатушенко Олександр Віталійович

Формула / Реферат
Спосіб електрошлакової відливки зливків, що включає наведення в кристалізаторі за допомогою невитратних електродів шлакової ванни, заливку металу в кристалізатор і електрошлаковий обігрів головної частини зливка, який відрізняється тим, що в процесі обігріву здійснюють подачу в шлакову ванну витратного знеструмленого електрода з масовою швидкістю, яка дорівнює масовій швидкості усадки металу, що твердіє.
Текст
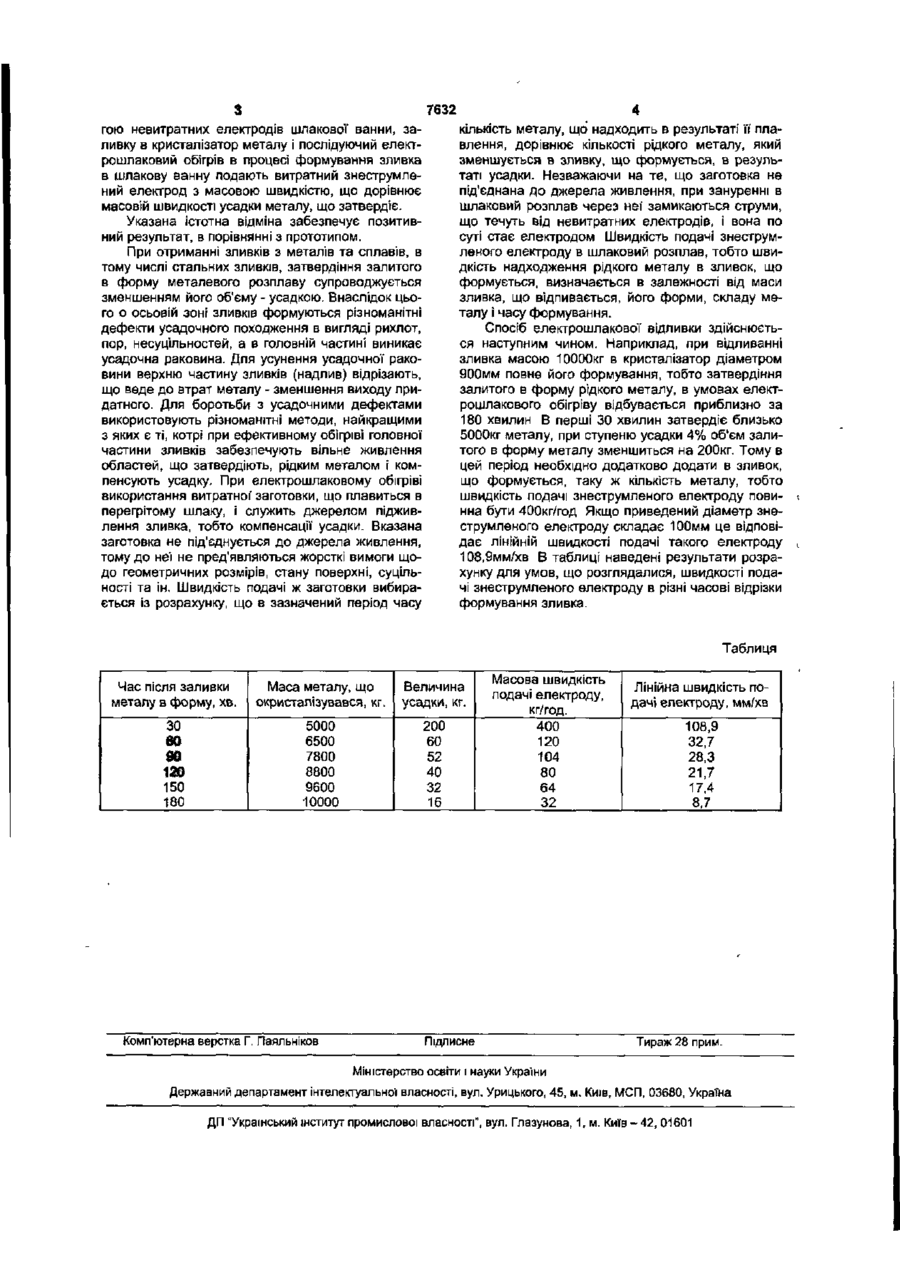
Спосіб електрошлакової відливки зливків, що включає наведення в кристалізаторі за допомогою невитратних електродів шлакової ванни, заливку металу в кристалізатор і електрошлаковий обігрів головної частини зливка, який відрізняється тим, що в процесі обігріву здійснюють подачу в шлакову ванну витратного знеструмленого електрода з масовою швидкістю, яка дорівнює масовій швидкості усадки металу, що твердіє. Корисна модель відноситься до спеціальної електрометалургії, а саме до способів виробництва зливків з використанням електрошлакового обігріву. Відомі способи зменшення усадочних дефектів, головним чином глибини залягання усадочної раковини, шляхом утеплення надливі теплоізолюючими засипками, екзотермічними сумішами, утеплюючими вкладками і т.д. Однак такі прийоми недостатньо ефективні і не дозволяють кардинально покращити умови формування головної частини зливків, особливо багатотонажних [див. Латаш Ю.В., Матях В.Н. "Современные способы производства слитков особо высокого качества". Киев, Наукова думка, 1987, ст. 62] Відомий спосіб електрошлакової' підпитки, коли в надливі за допомогою металевих електродів, що плавляться (витратних), які під'єднані до джерела живлення, наводиться шлакова ванна, яка ефективно обігріває верхню частину зливка (див там же, ст. 63). При цьому метал, який поступає від електродів, що плавляться, слугує для компенсації усадки, що забезпечує отримання зливків без усадочної раковини з високим виходом придатного. Недоліком електрошлакової підпитки є те, що необхідно виготовляти металеві електроди певної якості та спеціальної конструкції, а також жорсткий зв'язок між потужністю, що вводиться в шлакову ванну, та швидкістю плавлення електродів. Останнє, нерідко, не дає можливості реалізувати оптимальні умови підпитки [див Шмрха Л , Ержебек В., Мотлох Зд. Новые пути улучшения внутренней однородности крупных кузнечных слитков. // Элек трошлаковый переплав, вып. 7. Киев, Наукова думка, 1984]. Відомий спосіб електрошлакової відливки (ЕШО), який заключається в наведенні в формі, що охолоджується водою, шлакової ванни за допомогою невитратних (які не плавляться) електродів, заливанні в форму рідкого металу і послідуючому електрошлаковому обігріві головної частини зливка [див. Бастраков Н.Ф., Тулин НА., Немченко В.П и др. "Электрошлаковая разливка стали". М., Металургия, 1979, 56 с ; Латаш Ю.В., Пшеничный Б.А., Ворониы А.Е. и др Электрошлаковая отливка высоколегированных сталей и сплавов // Сталь, 1984, №9, с. 35-37]. Використання невитратних електродів дає можливість в широких межах варіювати шлаковим режимом (складом, температурою, об'ємом шлакового розплаву) та дозволяє отримувати зливки зі щільною бездефектною головною частиною Однак в цьому випадку для усунення усадочних дефектів, зважаючи на відсутність додаткового надходження металу для компенсації усадки, потрібен більш інтенсивний підігрів головної частини. Це призводить до підвищених витрат електроенергії та збільшує час формування зливка. Завданням цієї корисної моделі є розробка способу отримання зливків з мінімальним розвитком усадочних дефектів і високим виходом придатного за рахунок ефективної компенсації усадки металу в процесі формування зливка. Для досягнення даної задачі в відомому способі електрошлакової відливки зливків, який включає в себе наведення в кристалізаторі за допомо CM со (О 7632 кількість металу, що надходить в результаті ЇЇ плавлення, дорівнює кількості рідкого металу, який зменшується в зливку, що формується, в результаті усадки. Незважаючи на те, що заготовка не під'єднана до джерела живлення, при зануренні в шлаковий розплав через неї замикаються струми, що течуть від невитратних електродів, і вона по суті стає електродом Швидкість подачі знеструмленого електроду в шлаковий розплав, тобто швидкість надходження рідкого металу в зливок, що формується, визначається в залежності від маси зливка, що відпивається, його форми, складу металу і часу формування. Спосіб електрошлакової відливки здійснюється наступним чином. Наприклад, при відливанні зливка масою 10000кг в кристалізатор діаметром 900мм повне його формування, тобто затвердіння залитого в форму рідкого металу, в умовах електрошлакового обігріву відбувається приблизно за 180 хвилин В перші ЗО хвилин затвердіє близько 5000кг металу, при ступеню усадки 4% об'єм залитого в форму металу зменшиться на 200кг. Тому в цей період необхідно додатково додати в зливок, що формується, таку ж кількість металу, тобто швидкість подачі знеструмленого електроду повинна бути 400кг/год Якщо приведений діаметр знеструмленого електроду складає 100мм це відповідає лінійній швидкості подачі такого електроду 108,9мм/хв В таблиці наведені результати розрахунку для умов, що розглядалися, швидкості подачі знеструмленого електроду в різні часові відрізки формування зливка. гою невитратних електродів шлакової ванни, заливку в кристалізатор металу і послідуючий електрошлаковий обігрів в процесі формування зливка в шлакову ванну подають витратний знеструмлений електрод з масовою швидкістю, що дорівнює масовій швидкості усадки металу, що затвердіє. Указана істотна відміна забезпечує позитивний результат, в порівнянні з прототипом. При отриманні зливків з металів та сплавів, в тому числі стальних зливків, затвердіння залитого в форму металевого розплаву супроводжується зменшенням його об'єму - усадкою. Внаслідок цього о осьовій зоні зливків формуються різноманітні дефекти усадочного походження в вигляді рихлот, пор, несуцільностей, а в головній частині виникає усадочна раковина. Для усунення усадочної раковини верхню частину зливків (надлив) відрізають, що веде до втрат металу - зменшення виходу придатного. Для боротьби з усадочними дефектами використовують різноманітні методи, найкращими з яких є ті, котрі при ефективному обігріві головної частини зливків забезпечують вільне живлення областей, що затвердіють, рідким металом і компенсують усадку. При електрошлаковому обігріві використання витратної' заготовки, що плавиться в перегрітому шлаку, і служить джерелом підживлення зливка, тобто компенсації усадки. Вказана заготовка не поєднується до джерела живлення, тому до неї не пред'являються жорсткі вимоги щодо геометричних розмірів, стану поверхні, суцільності та ін. Швидкість подачі ж заготовки вибирається із розрахунку, що в зазначений період часу Таблиця Час після заливки металу в форму, хв. Маса металу, що окристалізувався, кг. Величина усадки, кг. ЗО 5000 6500 7800 8800 9600 10000 200 60 52 40 32 16 60 90 120 150 180 Комп'ютерна верстка Г. Паяпьніков Масова швидкість кг/год. 400 120 104 80 64 32 Підписне Лінійна швидкість подачі електроду, мм/хв 108,9 32,7 28,3 21,7 17,4 8,7 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the electroslag ingots melting
Автори англійськоюShapovalov Viktor Oleksandrovych, Ihnatov Anatolii Petrovych, Hnatushenko Oleksandr Vitaliiovych
Назва патенту російськоюСпособ электрошлаковой отливки слитков
Автори російськоюШаповалов Виктор Александрович, Игнатов Анатолий Петрович, Гнатушенко Александр Витальевич
МПК / Мітки
МПК: C22B 9/18
Мітки: відливки, електрошлакової, зливків, спосіб
Код посилання
<a href="https://ua.patents.su/2-7632-sposib-elektroshlakovo-vidlivki-zlivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакової відливки зливків</a>
Спосіб електрошлакової виплавки листових зливків

Номер патенту: 50189
Опубліковано: 15.10.2002
Автори: Щупак Григорій Бенціонович, Фролов Леонід Валеріанович, Казаков Сергій Сергійович, Король Леонід Наумович, Габуєв Юрій Георгійович, Богаченко Олексій Георгійович, Жадкевич Михайло Львович
Мітки: виплавки, електрошлакової, спосіб, зливків, листових
Формула / Реферат:
Спосіб електрошлакової виплавки листових зливків, що включає переплав двох пластинчастих витрачуваних електродів по біфілярній схемі в шлаковій ванні кристалізатора, який відрізняється тим, що переплав провадиться за допомогою двох наборів електродів із стандартних сортових заготовок будь-якої геометричної форми, що розміщуються впритул одна до одної таким чином, щоб у наборі імітувати пластинчасті витрачувані електроди.
Пристрій для електрошлакової виплавки порожнистих зливків

Номер патенту: 35800
Опубліковано: 16.04.2001
Автори: Комнацький Олександр Леонідович, Марченко Олександр Михайлович, Корнійчук В'ячеслав Анатолійович, Дудник Михайло Іванович, Адєєв Дмитро Вадимович, Гладкий Євген Дмитрович, Бондаренко Леонід Іванович, Москалик Микола Вікторович
Мітки: виплавки, пристрій, порожнистих, електрошлакової, зливків
Формула / Реферат:
1. Пристрій для електрошлакової виплавки порожнистих зливків, що складається з кристалізатора і дорна з кронштейнами, які одночасно виконують роль патрубків підведення та відведеная охолоджувача всистемі охолодження дорна, з допомогою яких він жорстко кріпиться в середині кристалізатора в зоні шлакової ванни, який відрізняється тим, що верхня грань кронштейнів розташовується в одній площини з верхньою поверхнею дорна, створюючи таким...
Спосіб лиття зливків титанових сплавів
Номер патенту: 4069
Опубліковано: 15.12.2004
Автори: Чайка Микола Васильович, Ільченко Михайло Юхимович, Собко-Нестерук Ольга Явдокимівна, Згуровський Михайло Захарович, Мокеєв Юрій Геннадійович, Смітюх Григорій Євдокимович, ДЕРЕЧА Олександр Якович
Мітки: титанових, зливків, лиття, спосіб, сплавів
Формула / Реферат:
1. Спосіб лиття зливків титанових сплавів, який включає подачу титанової сировини, плавлення її електронними променями в проміжну ємність, перелив рідкого металу в кристалізатор та формування зливка в ньому неперервним витягуванням, який відрізняється тим, що швидкість витягування зливків періодично змінюють від „нуля” до „заданої” через рівні проміжки часу, а в перервах між витягуваннями здійснюють перелив рідкого металу в кристалізатор,...
Спосіб одержання сталевих зливків
Номер патенту: 58376
Опубліковано: 15.07.2003
Автори: Шевченко Тарас Григорович, Пісмарьов Костянтин Євгенович, Бросєв Олександр Олександрович, Лук'янов Олександр Вікторович, Дворядкін Борис Олександрович
МПК: B22D 7/00
Мітки: спосіб, одержання, сталевих, зливків
Формула / Реферат:
Спосіб одержання сталевих зливків, що включає обробку металу у ковші, введення теплоізолюючої суміші в виливницю, розливання металу і витримування його в виливницях під теплоізолюючою сумішшю, який відрізняється тим, що в центральну частину зливка під теплоізолюючу суміш через 10 - 50 хвилин після заповнення виливниці металом вводять додаткову порцію металу і заповнюють ним усадочну раковину і підусадочну пористість, що утворилися, при цьому...
Пристрій електрошлакової переплавки та спосіб електрошлакової переплавки

Номер патенту: 51774
Опубліковано: 16.12.2002
Автори: Медовар Лев Борисович, Цикуленко Анатолій Костянтинович, Патон Борис Євгенович, Шевченко Віталій Юхимович, Грабівський Цезарій Францович, Чернець Олександр Владиславович, Ланцман Ізраїль Абович, Ус Василь Іванович, Саєнко Володимир Якович, Федоровський Борис Борисович, Медовар Борис Ізраїльович
МПК: B22D 19/16, C22B 9/187, C22B 9/18, B22D 11/04
Мітки: пристрій, електрошлакової, переплавки, спосіб
Формула / Реферат:
1. Пристрій електрошлакової переплавки, що містить струмопідвідний кристалізатор, щонайменше один витратний електрод, розташований уздовж вертикальної осі кристалізатора, джерело живлення й електричний ланцюг кристалізатора, що з'єднує струмопідвідний кристалізатор із джерелом живлення, який відрізняється тим, що містить додаткове джерело живлення й електричний ланцюг витратного електрода, що з'єднує згаданий щонай- менше один витратний...
Попередній патент: Камера для термічної обробки деревностружкових плит
Наступний патент: Дисковий пасивний копач бурякозбиральної машини
Випадковий патент: Тильник рушниці для підводного полювання