Цанговий затискач
Номер патенту: 25341
Опубліковано: 30.10.1998

Формула / Реферат
1. Цанговый зажим, содержащий зажимную и подающую цанги, каждая из которых связана с приводами соответственно зажима и подачи, расположенную неподвижно в осевом направлении внутри шпинделя станка и жестко связанную с ним втулку с выступами, отличающийся тем, что корпус втулки выполнен в виде лепестков, расположенных в прорезях зажимной цанги.
2. Цанговый зажим по п.1, отличающийся тем, что концы лепестков втулки со стороны переднего торца шпинделя объединены общим фланцем, жестко связанным со шпинделем.
3. Цанговый зажим по п.1, отличающийся тем, что лепестки втулки жестко связаны со стороны переднего торца шпинделя с помощью упорной гайки, навинченной на шпиндель.
Текст
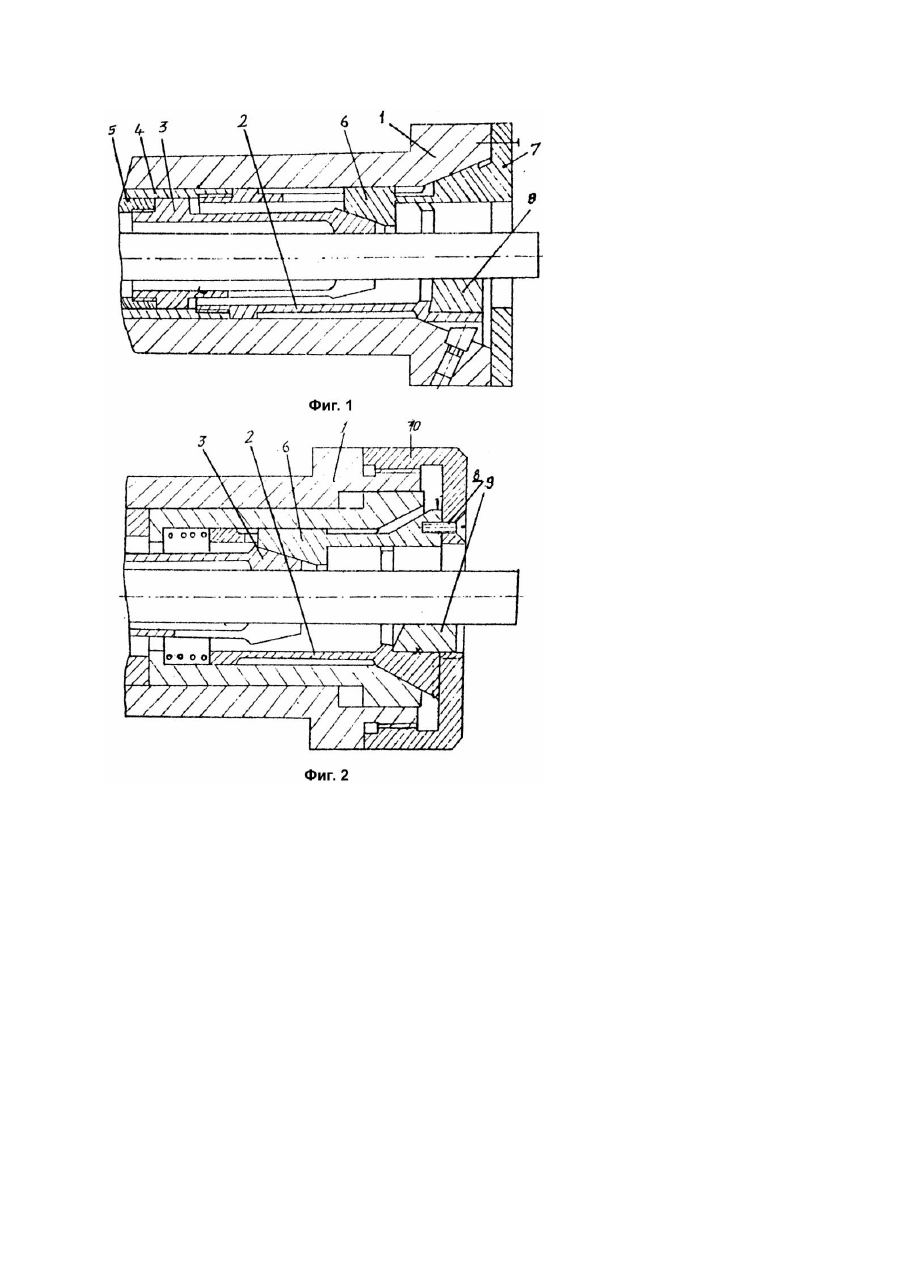
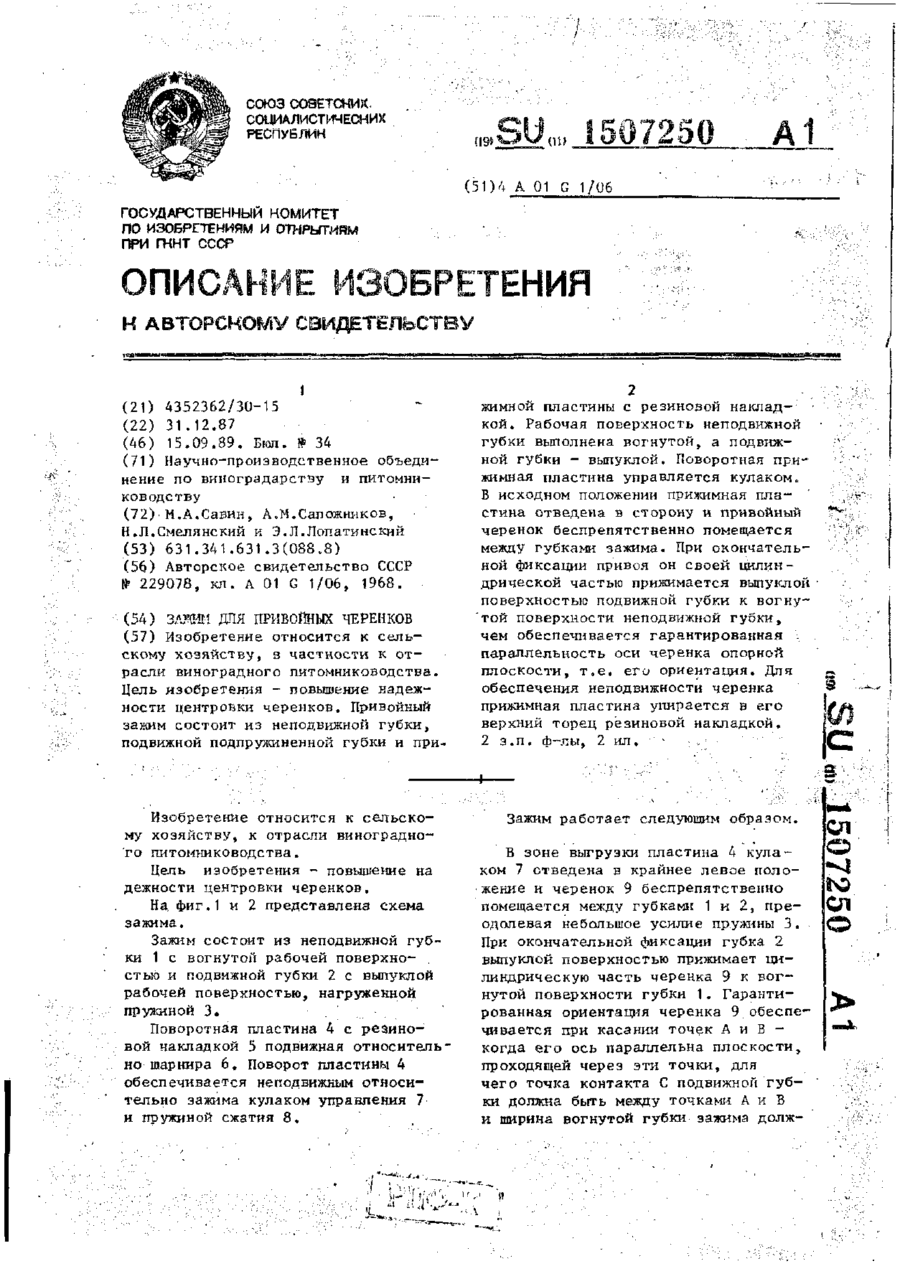
Изобретение относится к области металлообработки и может быть использовано для подачи и зажима прутков в токарных автоматах. В качестве прототипа принято наиболее близкое техническое решение по авт. св. СССР №671928, кл. B23B13/00, опубл. 05.07.79 - цанговый зажим, состоящий из шпинделя, зажимной и подающей цанг, каждая из которых связана с приводами соответственно зажима и подачи, причем внутри шпинделя расположена неподвижно в осевом направлении втулка с выступами, жестко связанная со шпинделем. Недостатками указанного зажима являются: сложность установки втулки с выступами в шпиндель; низкая точность центрирования. В основу изобретения положена задача создать такой цанговый зажим, в котором новое выполнение втулки позволило бы устанавливать ее без разборки цангового зажима и за счет этого обеспечить удобство сборки-разборки и повысить точность центрирования. Поставленная задача решается тем, что в цанговом зажиме, содержащем зажимную и подающую цангу, каждая из которых связана с приводами соответственно зажима и подачи, расположенную внутри шпинделя неподвижно в осевом направлении втулку с выступами, жестко связанную со шпинделем, новым является то, что конус втулки выполнен в виде лепестков, расположенных в прорезях зажимной цанги. При этом в первом исполнении концы лепестков втулки со стороны переднего торца шпинделя объединены общим фланцем, жестко связанным со шпинделем, а во втором - лепестки втулки жестко связаны со стороны переднего торца шпинделя с помощью упорной гайки, навинченной на шпиндель. Благодаря выполнению конусной втулки в виде лепестков и возможности сборки втулки без разборки цангового зажима обеспечивается удобство сборки-разборки и повышение точности центрирования. Сущность предлагаемого изобретения поясняют графические материалы, на которых изображено: на фиг.1 - продольный разрез многофункционального цангового зажима к многошпиндельному токарному автомату; фиг.2 продольный разрез многофункционального цангового зажима к одношпиндельному токарному автомату. Цанговый зажим состоит из расположенных внутри шпинделя 1 (фиг.1) зажимной 2 и подающей 3 цанг. С помощью трубы 4 зажимная цанга 2 связана с приводом зажима (не показан), а с помощью трубы 5 подающая цанга 3 связана с приводом подач (не показан). Внутри шпинделя 1 расположена втулка 6, выполненная в виде лепестков, снабженных упорными выступами, проходящими через прорези зажимной цанги. Во втулке 6 выполнено коническое отверстие. Лепестки втулки 6 плотно поднимаются к бурту шпинделя 1 с помощью общего фланца 7, который их соединяет, и винтов 8. Цанга 2 содержит сменные вкладыши 9 для соответствующе го диаметра прутка. Во втором исполнении цангового зажима лепестки втулки 6 с выступами (фиг.2) плотно поджимаются к бурту шпинделя 1 с помощью упорной гайки 10, которая их соединяет, навинченной на шпиндель 1. Зажим работает в следующей последовательности. При перемещении трубы 4 вправо происходит разжим цанги 2 со сменными вкладышами 8. После разжима пруток подается подающей цангой 3 при движении трубы подачи 5 вправо. В конце подачи конус подающей цанги 3 входит в конус неподвижной втулки 6 и обеспечивается предварительный поджим прутка с натягом в сторону упора. Сила предварительного и дополнительного поджима прутка определяется или давлением масла в цепи подачи (при гидравлическом исполнении), или натяжением упругого звена механизма подачи (при механическом исполнении). Когда пруток поджат губками подающей цанги 3, происходит окончательный зажим его при движении зажимной цанги 2 влево. Сила окончательного зажима определяется давлением масла в гидроцилиндре зажима (при гидравлическом исполнении) или натяжением все упругой системы механизма зажима (при механическом исполнении). Таким образом сила зажима повышается за счет дополнительного поджима прутка подающей цангой 3, а осевая точность зажима повышается за счет того, что втулка 6 снабжена лепестками и вместе с подающей цангой 3 остаются неподвижными в осевом направлении после подачи и поджима прутка при высокой точности центрирования. Цанговый зажим может применяться в токарно-револьверных станках, одношпиндельных и многошпиндельных токарных автоматах, обеспечивая повышение их техникоэкономических показателей.
ДивитисяДодаткова інформація
Автори англійськоюKuznetsov Yurii Mykolaiovych
Автори російськоюКузнецов Юрий Николаевич
МПК / Мітки
МПК: B23B 13/00
Код посилання
<a href="https://ua.patents.su/2-25341-cangovijj-zatiskach.html" target="_blank" rel="follow" title="База патентів України">Цанговий затискач</a>
Затискач медичний

Номер патенту: 21971
Опубліковано: 30.04.1998
Автори: Шаталюк Борис Прокопович, Азарський Іван Миколайович, Дунец Іван Іванович, Зеленчук Виталий Миколайович
МПК: A61B 17/08
Формула / Реферат:
Зажим медицинский, содержащий захватывающие бранши с кольцевыми ручками и замком в нижней части браншей, отличающийся тем, что на обоих концах верхних браншей закреплены две металлические пластины, изготовленные из нержавеющей пищевой стали в виде желобков, а на верхнем конце захватывающей верхней бранши закреплена петля-крючок.
Затискач для прищепних чубуків
Номер патенту: 464
Опубліковано: 30.04.1993
Автори: Смелянський Наум Лейбович, Лопатинський Едуард Леонідович, Сапожников Анатолій Михайлович, Савін Михайло Олексійович
МПК: A01G 1/06
Мітки: затискач, прищепних, чубуків
Формула / Реферат:
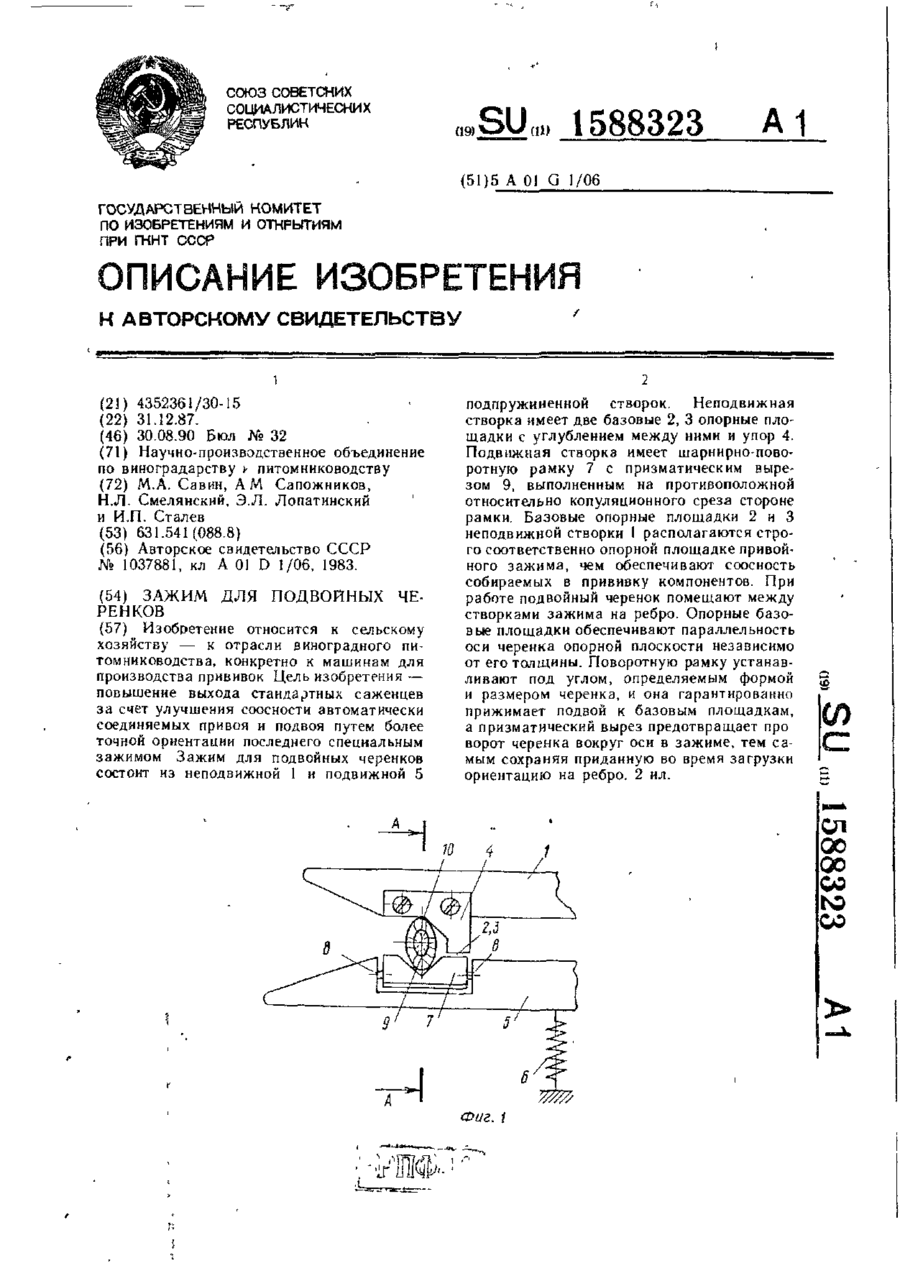
1. Зажим для привойных черенков, содержащий подвижную губку и неподвижную губку с вогнутой опорной поверхностью, отличающийся тем, что, с целью повышения надежности центровки черенка, опорная поверхность неподвижной губки в продольном сечении выполнена в виде дуги окружности с возможностью контактирования с черенком в ее крайних точках, а поверхность подвижной створки в продольном сечении выполнена выпуклой с точкой опоры, расположенной на...
Затискач для підщепних чубуків
Номер патенту: 469
Опубліковано: 30.04.1993
Автори: Савін Михайло Олексійович, Сталів Іван Петрович, Сапожников Анатолій Михайлович, Смелянський Наум Лейбович, Лопатинський Едуард Леонідович
МПК: A01G 1/06
Мітки: чубуків, підщепних, затискач
Формула / Реферат:
Зажим для подвойных черенков, содержащий неподвижную и подвижную с шарнирно поворотной рамкой створки, отличающийся тем, что, с целью повышения выхода саженцев за счет улучшения соосности прививок, неподвижная створка снабжена упором в виде уголка, а на подвижной створке, на одной из сторон поворотной рамки выполнен призматический вырез для черенка.
Хірургічний затискач для лазерного розсікання тканини
Номер патенту: 9414
Опубліковано: 30.09.1996
Автори: Грубнік Юрій Володимирович, Грубнік Володимир Володимирович, Вітов Альберт Анатолійович
МПК: A61B 17/28
Мітки: лазерного, затискач, хірургічний, тканини, розсікання
Формула / Реферат:
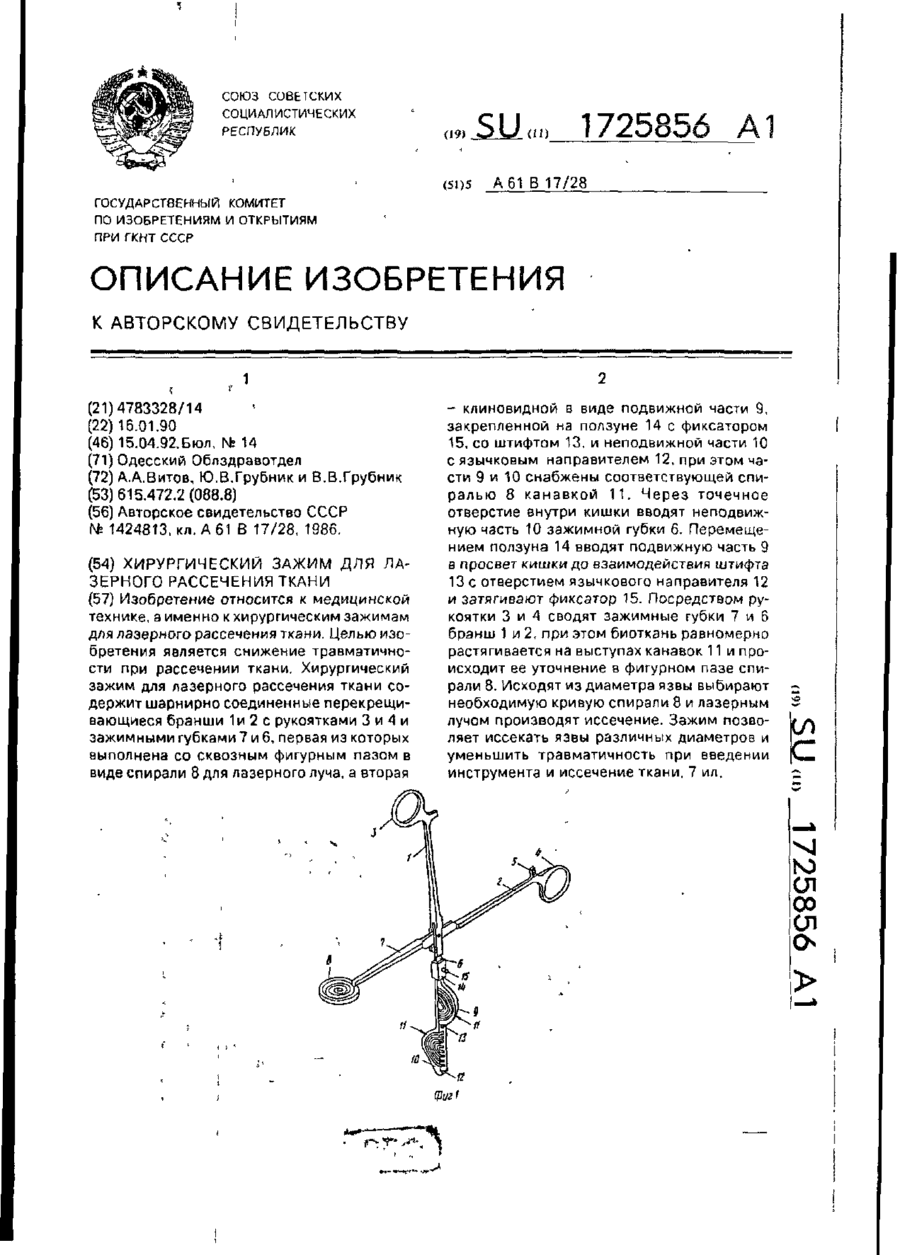
Хирургический зажим для лазерного рассечения ткани, содержащий две шарнирно соединенные бранши с рукоятками, кремальерным замком и зажимными губками, первая из которых выполнена со сквозным фигурным пазом для лазерного луча, а вторая - составной, части которой размещены с возможностью взаимного перемещения и снабжены соответствующей фигурному пазу канавкой, отличающийся тем, что, с целью снижения травматичности при рассечении ткани,...
Затискач з підсиленим стисненням
Номер патенту: 14879
Опубліковано: 18.02.1997
Автор: Казакевіч Александр Вільямовіч
Мітки: підсиленим, стисненням, затискач
Формула / Реферат:
Зажим с усиленным сжатием, содержащий первую ручку с первой губкой, подвижной второй губкой и повторно установленной на ней второй ручкой, соединенной с первой ручкой средством блокирования и разблокирования зажима, выполненным в виде первого и второго рычагов, причем первый рычаг одним из своих концов поворотно связан со средней частью второй ручки, вторым концом - с первой ручкой, второй рычаг, предназначенный для разблокирования зажима,...
Попередній патент: Безгребельна гідроелектростанція
Наступний патент: Мембранний елемент
Випадковий патент: Спосіб оцінки і відбору свиноматок