Спосіб кування бездодаткових зливків
Номер патенту: 25828
Опубліковано: 27.08.2007
Автори: Жбанков Ярослав Геннадійович, Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович
Формула / Реферат
Спосіб кування бездодаткових зливків шляхом осадження на нижній плиті з отвором, який відрізняється тим, що осадження бездодаткового зливка виконують верхньою осаджувальною плитою із випуклістю радіусом сфери ![]() та нижньою плитою з отвором, причому
та нижньою плитою з отвором, причому ![]() .
.
Текст
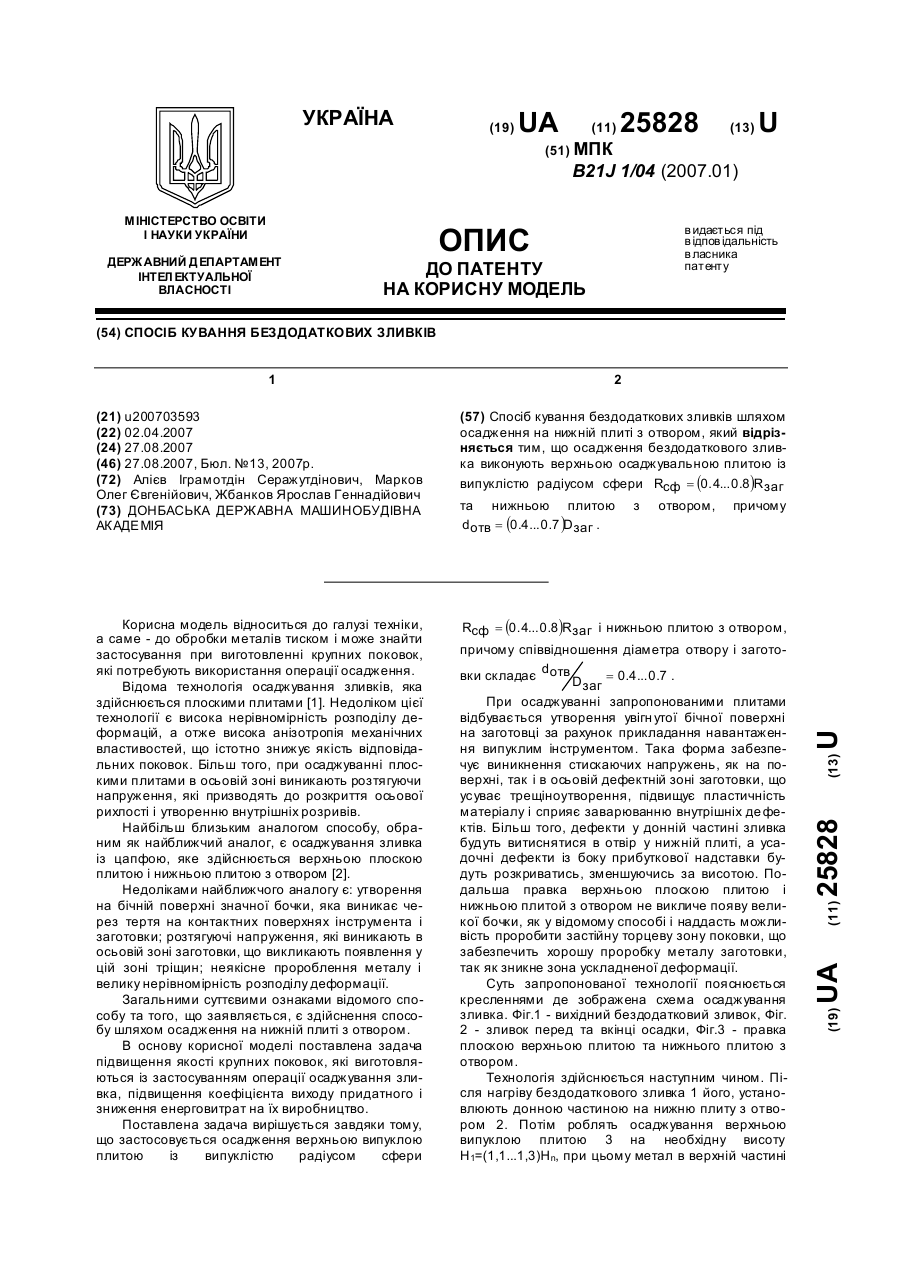
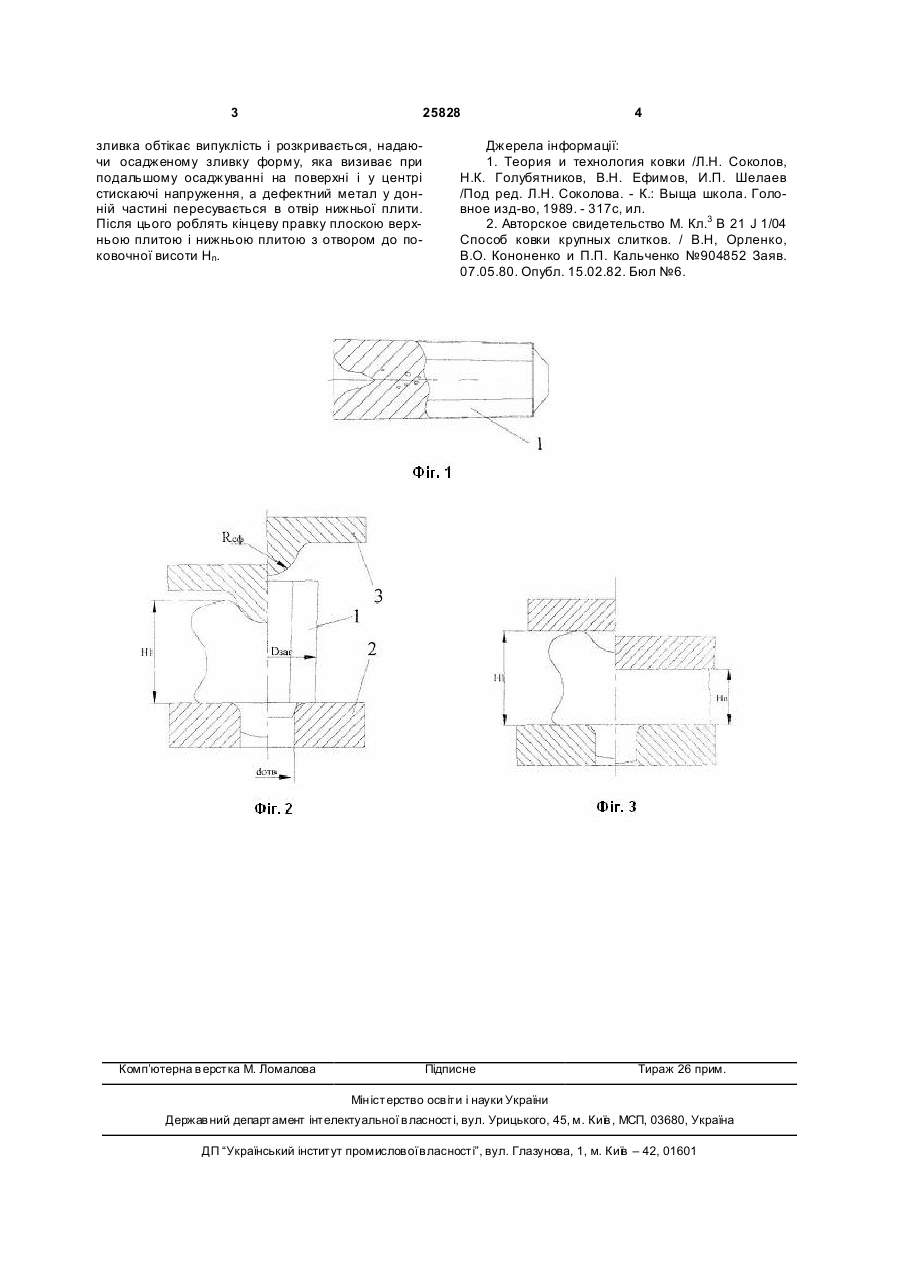
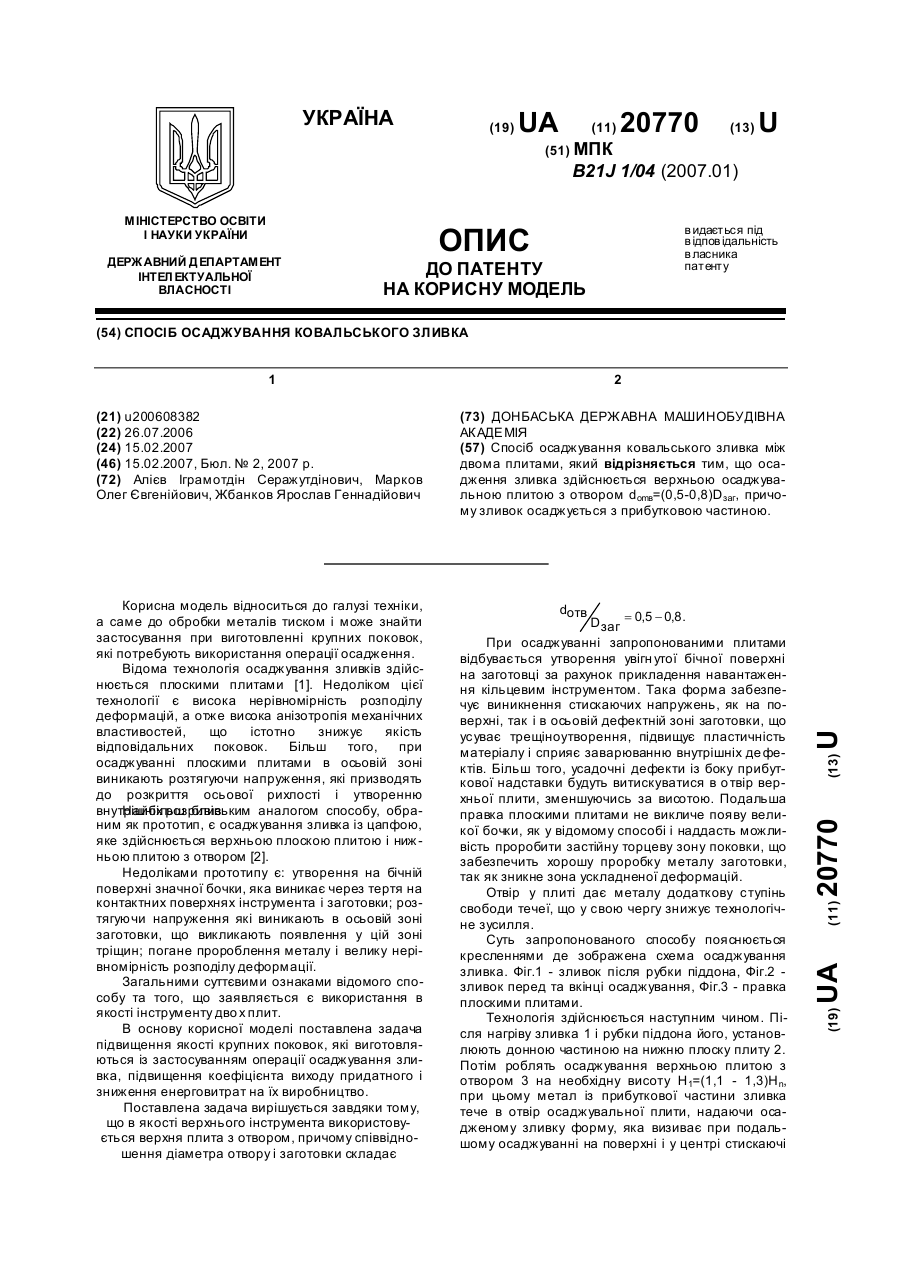
Спосіб кування бездодаткових зливків шляхом осадження на нижній плиті з отвором, який відрізняється тим, що осадження бездодаткового зливка виконують верхньою осаджувальною плитою із випуклістю радіусом сфери Rсф = (0. 4... 0.8)Rзаг Корисна модель відноситься до галузі техніки, а саме - до обробки металів тиском і може знайти застосування при виготовленні крупних поковок, які потребують використання операції осадження. Відома технологія осаджування зливків, яка здійснюється плоскими плитами [1]. Недоліком цієї технології є висока нерівномірність розподілу деформацій, а отже висока анізотропія механічних властивостей, що істотно знижує якість відповідальних поковок. Більш того, при осаджуванні плоскими плитами в осьовій зоні виникають розтягуючи напруження, які призводять до розкриття осьової рихлості і утворенню внутрішніх розривів. Найбільш близьким аналогом способу, обраним як найближчий аналог, є осаджування зливка із цапфою, яке здійснюється верхньою плоскою плитою і нижньою плитою з отвором [2]. Недоліками найближчого аналогу є: утворення на бічній поверхні значної бочки, яка виникає через тертя на контактних поверхнях інструмента і заготовки; розтягуючі напруження, які виникають в осьовій зоні заготовки, що викликають появлення у цій зоні тріщин; неякісне пророблення металу і велику нерівномірність розподілу деформації. Загальними суттєвими ознаками відомого способу та того, що заявляється, є здійснення способу шляхом осадження на нижній плиті з отвором. В основу корисної моделі поставлена задача підвищення якості крупних поковок, які виготовляються із застосуванням операції осаджування зливка, підвищення коефіцієнта виходу придатного і зниження енерговитрат на їх виробництво. Поставлена задача вирішується завдяки тому, що застосовується осадження верхньою випуклою плитою із випуклістю радіусом сфери Rсф (0. 4... 0.8)Rзаг і нижньою плитою з отвором, = причому співвідношення діаметра отвору і заготовки складає dотв D = 0.4... 0.7 . заг При осаджуванні запропонованими плитами відбувається утворення увігн утої бічної поверхні на заготовці за рахунок прикладання навантаження випуклим інструментом. Така форма забезпечує виникнення стискаючих напружень, як на поверхні, так і в осьовій дефектній зоні заготовки, що усуває трещіноутворення, підвищує пластичність матеріалу і сприяє заварюванню внутрішніх де фектів. Більш того, дефекти у донній частині зливка будуть витиснятися в отвір у нижній плиті, а усадочні дефекти із боку прибуткової надставки будуть розкриватись, зменшуючись за висотою. Подальша правка верхньою плоскою плитою і нижньою плитой з отвором не викличе появу великої бочки, як у відомому способі і наддасть можливість проробити застійну торцеву зону поковки, що забезпечить хорошу проробку металу заготовки, так як зникне зона ускладненої деформації. Суть запропонованої технології пояснюється кресленнями де зображена схема осаджування зливка. Фіг.1 - вихідний бездодатковий зливок, Фіг. 2 - зливок перед та вкінці осадки, Фіг.3 - правка плоскою верхньою плитою та нижнього плитою з отвором. Технологія здійснюється наступним чином. Після нагріву бездодаткового зливка 1 його, установлюють донною частиною на нижню плиту з отвором 2. Потім роблять осаджування верхньою випуклою плитою 3 на необхідну висоту H1=(1,1...1,3)H n, при цьому метал в верхній частині 25828 (13) U причому (11) отвором, UA з (19) та нижньою плитою dотв= (0.4... 0.7 )Dзаг . 3 25828 зливка обтікає випуклість і розкривається, надаючи осадженому зливку форму, яка визиває при подальшому осаджуванні на поверхні і у центрі стискаючі напруження, а дефектний метал у донній частині пересувається в отвір нижньої плити. Після цього роблять кінцеву правку плоскою верхньою плитою і нижньою плитою з отвором до поковочної висоти Нn. Комп’ютерна в ерстка М. Ломалова 4 Джерела інформації: 1. Теория и технология ковки /Л.Н. Соколов, Н.К. Голубятников, В.Н. Ефимов, И.П. Шелаев /Под ред. Л.Н. Соколова. - К.: Выща школа. Головное изд-во, 1989. - 317с, ил. 2. Авторское свидетельство М. Кл.3 В 21 J 1/04 Способ ковки крупных слитков. / В.Н, Орленко, В.О. Кононенко и П.П. Кальченко №904852 Заяв. 07.05.80. Опубл. 15.02.82. Бюл №6. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forging the ingots without additives
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Markov Oleh Yevheniiovych, Zhbankov Yaroslav Hennadiiovych
Назва патенту російськоюСпособ ковки бездобавочных слитков
Автори російськоюАлиев Играмотдин Серажутдинович, Марков Олег Евгеньевич, Жбанков Ярослав Геннадьевич
МПК / Мітки
МПК: B21J 1/04
Мітки: бездодаткових, спосіб, кування, зливків
Код посилання
<a href="https://ua.patents.su/2-25828-sposib-kuvannya-bezdodatkovikh-zlivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування бездодаткових зливків</a>
Спосіб осаджування ковальського зливка
Номер патенту: 20770
Опубліковано: 15.02.2007
Автори: Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: осаджування, зливка, ковальського, спосіб
Формула / Реферат:
Спосіб осаджування ковальського зливка між двома плитами, який відрізняється тим, що осадження зливка здійснюється верхньою осаджувальною плитою з отвором domв=(0,5-0,8)Dзаг, причому зливок осаджується з прибутковою частиною.
Спосіб одержання зливків титанових сплавів з рівновісною структурою
Номер патенту: 75791
Опубліковано: 15.05.2006
Автори: ТРИГУБ Микола Петрович, Ахонін Сергій Володимирович, Северин Андрій Юрійович, Варич Ігор Юрійович, Жук Геннадій Віліорович
МПК: C21C 5/00
Мітки: зливків, спосіб, титанових, сплавів, структурою, рівновісною, одержання
Формула / Реферат:
Спосіб одержаннязливків титанових сплавів з рівновісною структурою, який включає в себе плавлення електронними променями шихтової заготовки в проміжну ємність, обігрівання рідкого металу електронними променями в проміжній ємності, періодичний злив розплаву в кристалізатор, постійне обігрівання поверхні зливка в кристалізаторі електронними променями, періодичне або безперервне поступове витягування наплавленого зливка, який відрізняється тим,...
Спосіб одержання порожнистих зливків в установках електронно-променевого переплавляння
Номер патенту: 78393
Опубліковано: 15.03.2007
Автори: Жук Генадій Віліорович, Ахонін Сергій Володимирович, Березос Володимир Олександрович, ТРИГУБ Микола Петрович
МПК: C21C 5/56, C22B 9/22, B22D 13/02, B22D 11/045
Мітки: установках, електронно-променевого, спосіб, зливків, одержання, порожнистих, переплавляння
Формула / Реферат:
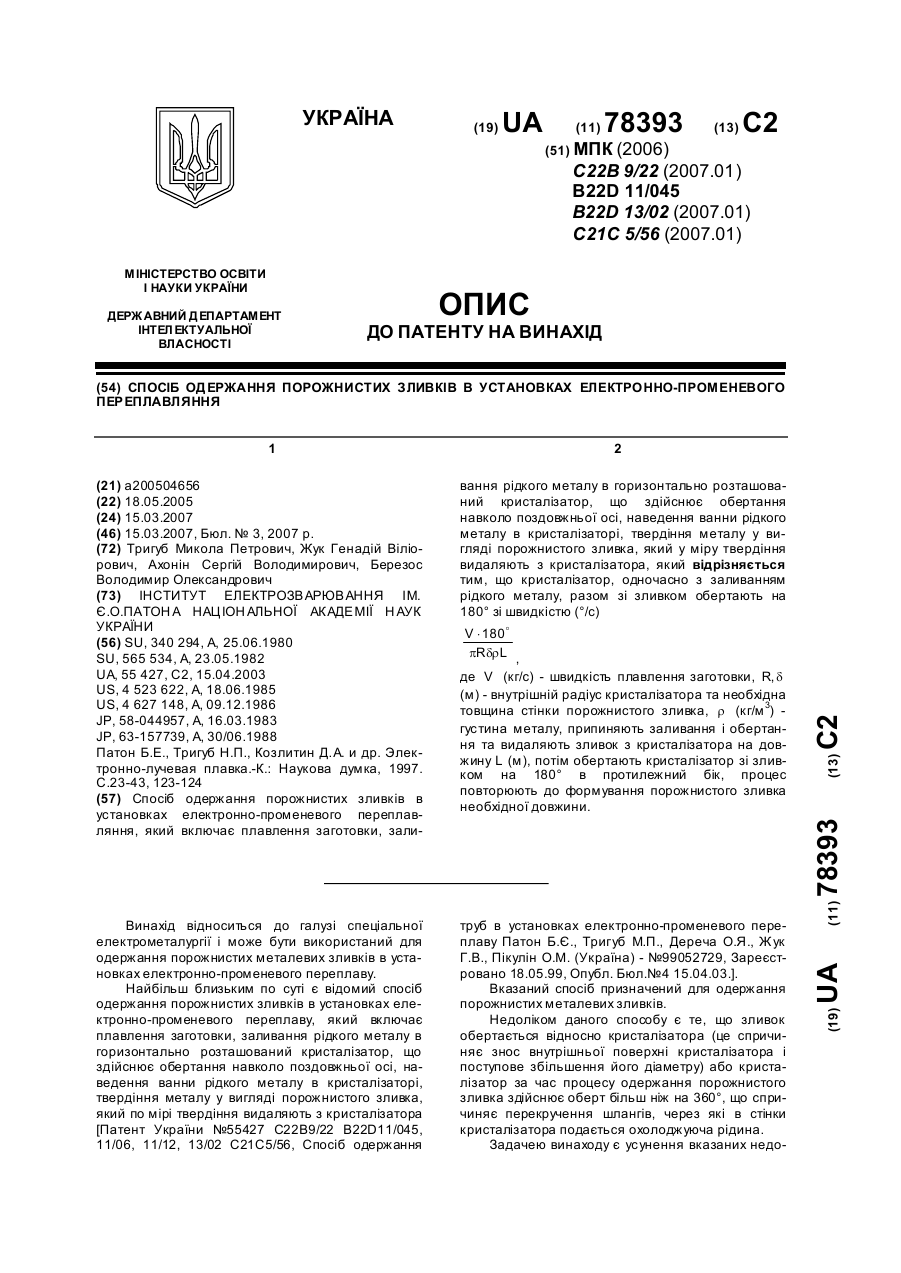
Спосіб одержання порожнистих зливків в установках електронно-променевого переплавляння, який включає плавлення заготовки, заливання рідкого металу в горизонтально розташований кристалізатор, що здійснює обертання навколо поздовжньої осі, наведення ванни рідкого металу в кристалізаторі, твердіння металу у вигляді порожнистого зливка, який у міру твердіння видаляють з кристалізатора, який відрізняється тим, що кристалізатор, одночасно з...
Спосіб оплавлення поверхні плоских зливків
Номер патенту: 76526
Опубліковано: 15.08.2006
Автори: Березос Володимир Олександрович, Северин Андрій Юрійович, ТРИГУБ Микола Петрович, Пікулін Олександр Миколайович, Жук Геннадій Віліорович
МПК: C21C 5/56
Мітки: плоских, поверхні, спосіб, зливків, оплавлення
Формула / Реферат:
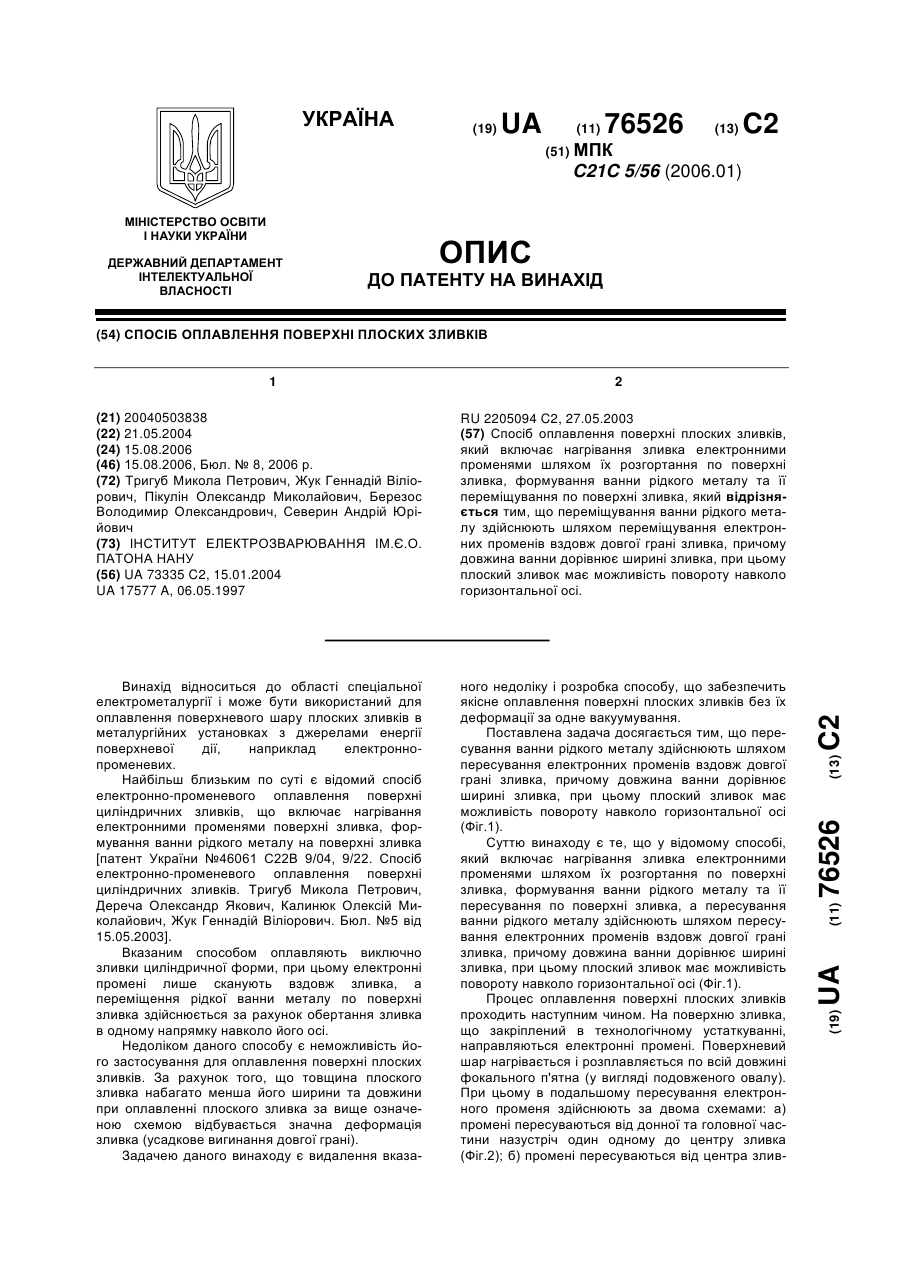
Спосіб оплавлення поверхні плоских зливків, який включає нагрівання зливка електронними променями шляхом їх розгортання по поверхні зливка, формування ванни рідкого металу та її переміщування по поверхні зливка, який відрізняється тим, що переміщування ванни рідкого металу здійснюють шляхом переміщування електронних променів вздовж довгої грані зливка, причому довжина ванни дорівнює ширині зливка, при цьому плоский зливок має можливість...
Спосіб одержання зливків титанових сплавів з застосуванням двостадійного витягування
Номер патенту: 75790
Опубліковано: 15.05.2006
Автори: Жук Геннадій Віліорович, Березос Володимир Олександрович, ТРИГУБ Микола Петрович, Северин Андрій Юрійович, Варич Ігор Юрійович
МПК: C21C 5/56
Мітки: зливків, титанових, двостадійного, одержання, застосуванням, спосіб, витягування, сплавів
Формула / Реферат:
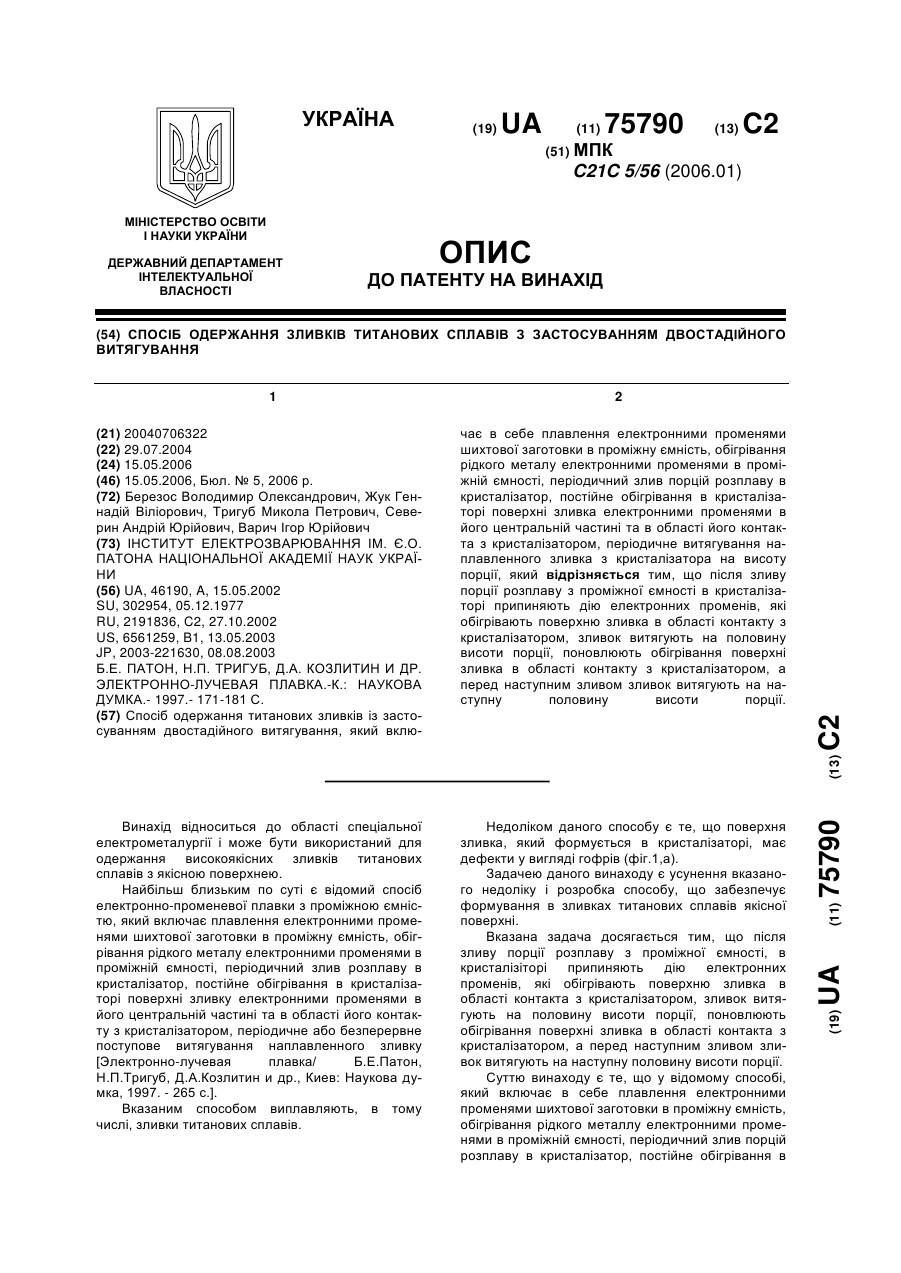
Спосіб одержання титанових зливків із застосуванням двостадійного витягування, який включає в себе плавлення електронними променями шихтової заготовки в проміжну ємність, обігрівання рідкого металу електронними променями в проміжній ємності, періодичний злив порцій розплаву в кристалізатор, постійне обігрівання в кристалізаторі поверхні зливка електронними променями в його центральній частині та в області його контакта з кристалізатором,...
Попередній патент: Спосіб екстремального стабілізуючого регулювання вихідної частоти перетворювача
Наступний патент: Спосіб одержання оригінального насіння баштанних культур
Випадковий патент: Пристрій для утримання палі