Спосіб виробництва литих сталевих корпусів бурового інструменту
Номер патенту: 27377
Опубліковано: 25.10.2007
Автори: Нейло Юрій Сергійович, Катюха Леонтій Володимирович, Богаченко Таміла Олексіївна, Бурлика Анатолій Пилипович, Мельник Віталій Іванович, Нетовканий Валерій Іванович, Бурлика Євген Анатолійович, Карий Михайло Олександрович, Пак Валерій Михайлович, Жадкевич Михайло Львович, Галініч Володимир Іларіонович, Богаченко Олексій Георгійович, Лагута Валерій Володимирович, Мельник Василь Іванович
Формула / Реферат
Спосіб виробництва литих сталевих корпусів бурового інструменту, який складається з виплавки та розливки вихідної сталі, нагрівання і прокатки її на сортовий профіль, його термообробки, нарізки профілю на мірні заготовки, потім здійснюють нагрівання і штампування чи кування корпусів бурового інструменту, який відрізняється тим, що за один технологічний цикл здійснюють електрошлакову плавку промислових відходів металу, розливку у кокіль відповідної форми і отримують литий корпус необхідної конфігурації та розмірів для подальшого використання без деформації з значним зниженням анізотропії властивостей металу.
Текст
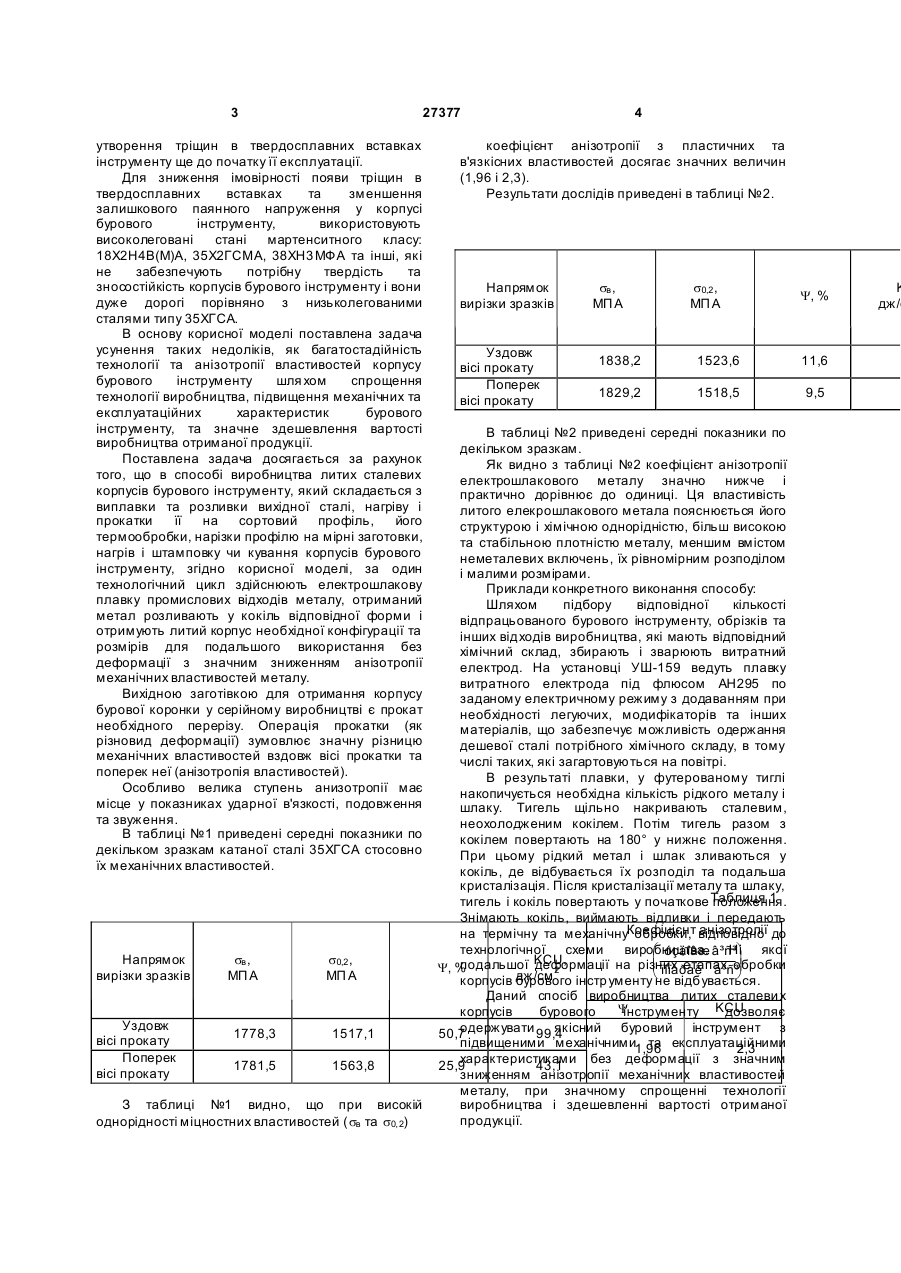
Спосіб виробництва литих сталеви х корпусів бурового інструменту, який складається з виплавки та розливки вихідної сталі, нагрівання і прокатки її на сортовий профіль, його термообробки, нарізки профілю на мірні заготовки, потім здійснюють нагрівання і штампування чи кування корпусів бурового інструменту, який відрізняє ться тим, що за один технологічний цикл здійснюють електрошлакову плавку промислових відходів металу, розливку у кокіль відповідної форми і отримують литий корпус необхідної конфігурації та розмірів для подальшого використання без деформації з значним зниженням анізотропії властивостей металу. Корисна модель належить до металургії, а саме до способу виготовлення литих сталевих корпусів бурового інструменту з використанням електрошлаковoї плавки та лиття металу. Корисна модель може використовуватись у гірничновидобувній, машинобудівельній промисловостях, застосовуватись в інструментальному виробництві. Відомий спосіб виробництва сталевих корпусів бурового інструменту (ГОСТ 6086-75) при якому використовують високолеговані сталі мартенситного класу: 20Х2Н4А, 18Х2Н4В(М)А, 38ХН3МФА та інші, які мають здібність загартовуватись на повітрі, використовуються у деформованому стані, але іноді не забезпечують потрібної твердості та зносостійкості корпусів бурового інструменту і вони дуже дорогі порівняно з низьколегованими сталями типу 35ХГСА. Як найближчий аналог корисної моделі прийнятий відомий спосіб виготовлення сталевих корпусів бурового інструменту [Технологическая инструкция "Технологический процесс кузнечной обработки. "Корпус №27805, ЗАО “Ремдизель"], який включає виплавку та розливку ви хідної сталі, нагрів і прокатку її на сортовий профіль, його термообробку, нарізку профілю на мірні заготовки, нагрів та штамповку чи кування заготівок корпусів бурового інструменту. Отриманні заготівки далі проходять термічну та механічну обробку, з подальшим паянням твердосплавних вставок з корпусами та кінцеву термічну і механічну обробку корпусів бурового інстр ументу. Недоліком даного способу виробництва сталевих корпусів бурового інструменту є те, що цей процес багатостадійний, досить тривалий, та не забезпечує достатньої однорідності властивостей металу корпусу з причини його значної деформації у процесі виробництва і як наслідок цього він затратний. До суттєви х недоліків способу слід віднести також і те, що для виробництва корпусів бурових коронок використовують, як правило, сталь 35ХГСА та інших подібного класу, які не загартовуються на повітрі. Для надання необхідної міцності, твердості, пластичності та в'язкості сталевий корпус після пайки необхідно загартовувати у соляній ванні з ізотермічною витривалістю. Такий спосіб загартовування (метод різького охолодження) створює підстави для (19) UA (11) 27377 (13) U (21) u200707361 (22) 02.07.2007 (24) 25.10.2007 (72) БОГАЧЕНКО ОЛЕКСІЙ ГЕОРГІЙОВИЧ, UA, БОГАЧЕНКО ТАМІЛА ОЛЕКСІЇВНА, UA, БУРЛИКА АН АТОЛІЙ ПИЛИПОВИЧ, UA, БУРЛИКА ЄВГЕН АН АТОЛІЙОВИЧ, UA, ГАЛІНІЧ ВОЛОДИ МИР ІЛАРІОНОВИЧ, U A, ЖАДКЕВИЧ МИХАЙЛО ЛЬВОВИЧ, UA, КАРИЙ МИХАЙЛО ОЛЕКСАНДРОВИЧ, UA, КАТЮХА ЛЕОНТІЙ ВОЛОДИМИРОВИЧ, UA, ЛАГУТА ВАЛЕРІЙ ВОЛОДИМИРОВИЧ, U A, МЕЛЬНИК ВАСИЛЬ ІВАНОВИЧ, UA, НЕЙЛО ЮРІЙ СЕРГІЙОВИЧ, U A, НЕТОВКАНИЙ ВАЛЕРІЙ ІВАНОВИЧ, UA, ПАК ВАЛЕРІЙ МИ ХАЙЛОВИЧ, UA, МЕЛЬНИК ВІТАЛІЙ ІВАНОВИЧ, UA (73) АКЦІОНЕРНЕ ТОВАРИСТВО ЗАКРИТОГО ТИПУ "УКРМАШПРОМ", U A, ІНСТИТУТ 3 27377 утворення тріщин в твердосплавних вставках інструменту ще до початку її експлуатації. Для зниження імовірності появи тріщин в твердосплавних вставках та зменшення залишкового паянного напруження у корпусі бурового інструменту, використовують високолеговані стані мартенситного класу: 18Х2Н4В(М)А, 35Х2ГСМА, 38ХН3 МФА та інші, які не забезпечують потрібну твердість та зносостійкість корпусів бурового інструменту і вони дуже дорогі порівняно з низьколегованими сталями типу 35ХГСА. В основу корисної моделі поставлена задача усунення таких недоліків, як багатостадійність технології та анізотропії властивостей корпусу бурового інструменту шля хом спрощення технології виробництва, підвищення механічних та експлуатаційних характеристик бурового інструменту, та значне здешевлення вартості виробництва отриманої продукції. Поставлена задача досягається за рахунок того, що в способі виробництва литих сталевих корпусів бурового інструменту, який складається з виплавки та розливки вихідної сталі, нагріву і прокатки її на сортовий профіль, його термообробки, нарізки профілю на мірні заготовки, нагрів і штамповку чи кування корпусів бурового інструменту, згідно корисної моделі, за один технологічний цикл здійснюють електрошлакову плавку промислових відходів металу, отриманий метал розливають у кокіль відповідної форми і отримують литий корпус необхідної конфігурації та розмірів для подальшого використання без деформації з значним зниженням анізотропії механічних властивостей металу. Вихідною заготівкою для отримання корпусу бурової коронки у серійному виробництві є прокат необхідного перерізу. Операція прокатки (як різновид деформації) зумовлює значну різницю механічних властивостей вздовж вісі прокатки та поперек неї (анізотропія властивостей). Особливо велика ступень анизотропії має місце у показниках ударної в'язкості, подовження та звуження. В таблиці №1 приведені середні показники по декільком зразкам катаної сталі 35ХГСА стосовно їх механічних властивостей. Напрямок вирізки зразків Уздовж вісі прокату Поперек вісі прокату sв , МП А s0,2 , МП А 1778,3 1517,1 1781,5 1563,8 З таблиці №1 видно, що при високій однорідності міцностних властивостей (sв та s0,2) 4 коефіцієнт анізотропії з пластичних та в'язкісних властивостей досягає значних величин (1,96 і 2,3). Результати дослідів приведені в таблиці №2. Напрямок вирізки зразків Уздовж вісі прокату Поперек вісі прокату sв , МП А s0,2 , МП А Y, % 1838,2 1523,6 11,6 1829,2 1518,5 9,5 В таблиці №2 приведені середні показники по декільком зразкам. Як видно з таблиці №2 коефіцієнт анізотропії електрошлакового металу значно нижче і практично дорівнює до одиниці. Ця властивість литого елекрошлакового метала пояснюється його структурою і хімічною однорідністю, більш високою та стабільною плотністю металу, меншим вмістом неметалевих включень, їх рівномірним розподілом і малими розмірами. Приклади конкретного виконання способу: Шляхом підбору відповідної кількості відпрацьованого бурового інструменту, обрізків та інших відходів виробництва, які мають відповідний хімічний склад, збирають і зварюють витратний електрод. На установці УШ-159 ведуть плавку витратного електрода під флюсом АН295 по заданому електричному режиму з додаванням при необхідності легуючих, модифікаторів та інших матеріалів, що забезпечує можливість одержання дешевої сталі потрібного хімічного складу, в тому числі таких, які загартовуються на повітрі. В результаті плавки, у футерованому тиглі накопичується необхідна кількість рідкого металу і шлаку. Тигель щільно накривають сталевим, неохолодженим кокілем. Потім тигель разом з кокілем повертають на 180° у нижнє положення. При цьому рідкий метал і шлак зливаються у кокіль, де відбувається їх розподіл та подальша кристалізація. Після кристалізації металу та шлаку, тигель і кокіль повертають у початкове Таблиця 1 положення. Знімають кокіль, виймають відливки і передають на термічну та механічнуКоефіцієнт відповідно до обробки, анізотропії технологічної схеми виробництва. â³ñ³ö якої æ óçäîâæ Ні ç подальшої KCU, деформації на різних етапах обробки ç ïîïåðåê â³ñ³÷ ÷ Y, % ø дж/см 2 корпусів бурового інстр ументуè відбувається. не Даний спосіб виробництва литих сталеви х Y корпусів бурового інструменту KCU дозволяє одержувати 99,4 якісний буровий інструмент з 50,7 підвищеними механічними1,96 експлуатаційними та 2,3 характеристиками без деформації з значним 25,9 43,1 зниженням анізотропії механічних властивостей металу, при значному спрощенні технології виробництва і здешевленні вартості отриманої продукції. K дж/с
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing steel bodies of boring tool
Автори англійськоюBohachenko Oleksii Heorhiiovych, Bohachenko Tamila Oleksiivna, Burlyka Anatolii Pylypovych, Burlyka Yevhen Anatoliovych, Halynych Volodymyr Ilarionovych, Zhadkevych Mykhailo Lvovych, Karyi Mykhailo Oleksandrovych, Katiukha Leontii Volodymyrovych, Lahuta Valerii Volodymyrovych, Melnyk Vasyl Ivanovych, Neilo Yurii Serhiovych, Netovkanyi Valerii Ivanovych, Pak Valerii Mykhailovych, Melnyk Vitalii Ivanovych
Назва патенту російськоюСпособ производства литых стальных корпусов бурового инструмента
Автори російськоюБогаченко Алексей Георгиевич, Богаченко Тамила Алексеевна, Бурлыка Анатолий Филиппович, Бурлыка Евгений Анатольевич, Галинич Владимир Илларионович, Жадкевич Михаил Львович, Карый Михаил Александрович, Катюха Леонтий Владимирович, Лагута Валерий Владимирович, Мельник Василий Иванович, Нейло Юрий Сергеевич, Нетовканый Валерий Иванович, Пак Валерий Михайлович, Мельник Виталий Иванович
МПК / Мітки
МПК: C22B 9/18
Мітки: спосіб, бурового, інструменту, виробництва, корпусів, литих, сталевих
Код посилання
<a href="https://ua.patents.su/2-27377-sposib-virobnictva-litikh-stalevikh-korpusiv-burovogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва литих сталевих корпусів бурового інструменту</a>
Пластичне мастило для бурового інструменту
Номер патенту: 64241
Опубліковано: 16.02.2004
Автори: Данильченко Ігор Євдокимович, Ковалевська Людмила Іванівна, Васюк Борис Миколайович
МПК: C10M 169/04
Мітки: бурового, пластичне, мастило, інструменту
Формула / Реферат:
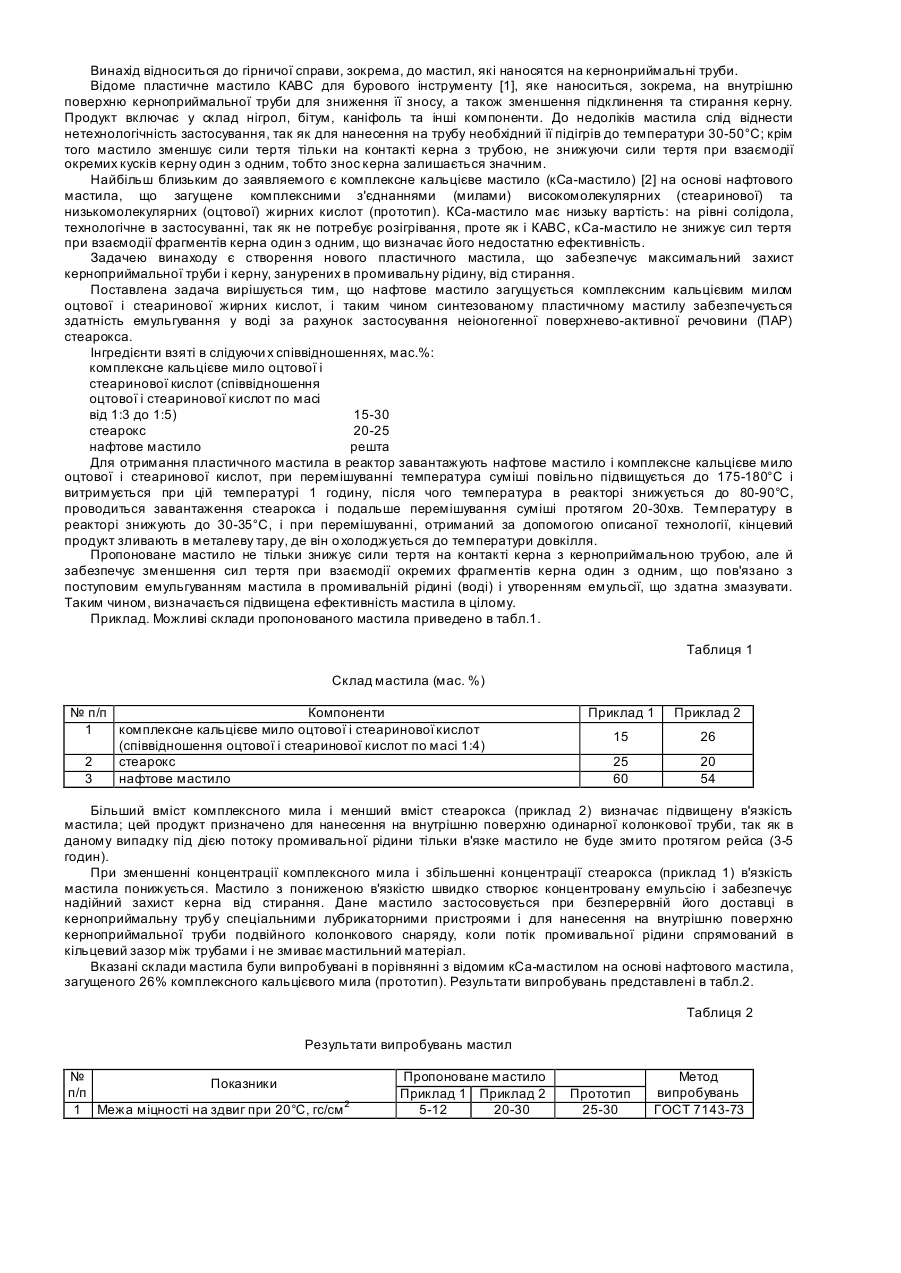
Пластичне мастило для бурового інструменту, яке включає в склад нафтове мастило, що загущене комплексним кальцієвим милом оцтової і стеаринової кислот, яке відрізняється тим, що додатково включає неіоногенну поверхнево-активну речовину стеарокс, при наступному співвідношенні компонентів, мас. %: комплексне кальцієве мило оцтової і стеаринової кислот (співвідношення оцтової...
Спосіб виробництва сталевих виробів, що містять азот і ванадій
Номер патенту: 8269
Опубліковано: 15.07.2005
Автори: Зазимко Оксана Володимирівна, Лопатько Костянтин Георгійович, Афтанділянц Євген Григорович
МПК: B22D 25/00
Мітки: азот, виробництва, сталевих, містять, ванадій, виробів, спосіб
Формула / Реферат:
Спосіб виробництва сталевих виробів, що містять азот і ванадій, який включає розплавлення шихти в печі, попереднє розкиснення і легування розплаву в печі, визначення хімічного складу розплаву, розливання сталі в ковш, заливку зливка з подальшою обробкою тиском або заливку ливарної форми і термічну обробку, який відрізняється тим, що після попереднього розкиснення розплаву, легування і визначення вмісту в ньому азоту в піч додають ванадій в...
Спосіб виробництва сталевих молольних куль
Номер патенту: 65977
Опубліковано: 15.04.2004
Автори: Єфременко Василь Георгійович, Журба Віталій Олександрович, Ткаченко Федір Костянтинович
МПК: B21H 1/00
Мітки: молольних, виробництва, спосіб, куль, сталевих
Формула / Реферат:
Спосіб виробництва сталевих молольних куль, який включає прокатку сталевих блюмів в кульову заготовку і одержання із неї поперечно-гвинтовою прокаткою молольних куль, їх загартування з прокатного нагріву та самовідпуск, який відрізняється тим, що поперечно-гвинтову прокатку заготовки виконують не пізніше 48 годин після її виготовлення, самовідпуск куль проводять з початковою температурою 250-350 °С при середній швидкості охолодження не більше...
Спосіб виробництва сталевих виробів, що містять азот і ванадій
Номер патенту: 76908
Опубліковано: 15.09.2006
Автори: Зазимко Оксана Володимирівна, Афтанділянц Євген Григорович, Лопатько Костянтин Георгійович
МПК: C22C 38/12, C21C 7/06, B22D 25/00, C22C 38/24
Мітки: виробів, ванадій, спосіб, сталевих, містять, азот, виробництва
Формула / Реферат:
Спосіб виробництва сталевих виробів, що містять азот і ванадій, який включає розплавлення шихти в печі, попереднє розкислення і легування розплаву в печі, визначення хімічного складу розплаву, розливання сталі в ківш, заливку розплаву сталі у виливницю, вилучення зливка з виливниці з подальшою його обробкою тиском або заливку сталевого розплаву у ливарні форми і термічну обробку утвореного виробу, який відрізняється тим, що після попереднього...
Лінія для виробництва безперервно литих прутків із сплавів на мідній основі
Номер патенту: 72168
Опубліковано: 17.01.2005
Автори: Шевелєв Олександр Іванович, Алімов Валерій Іванович
МПК: B22D 11/06
Мітки: виробництва, прутків, сплавів, мідній, литих, лінія, безперервної, основі
Формула / Реферат:
Лінія для виробництва безперервно литих прутків із сплавів на мідній основі, що містить плавильну піч, вузол кристалізаторів, що тягне кліть, механізм різання прутків на задану довжину і рольганг із приймальним кошиком для прутків, яка відрізняється тим, що додатково містить вузол калібрування і вузол вирівнювання, установлені до тягнучої кліті з можливістю вмикання в технологічний потік.
Попередній патент: Розвантажувальна решітка барабанного млина
Наступний патент: Спосіб формування кукси головного бронха
Випадковий патент: Спосіб комбінованої обробки скловиробів