Лінія для виробництва безперервно литих прутків із сплавів на мідній основі
Номер патенту: 72168
Опубліковано: 17.01.2005
Формула / Реферат
Лінія для виробництва безперервно литих прутків із сплавів на мідній основі, що містить плавильну піч, вузол кристалізаторів, що тягне кліть, механізм різання прутків на задану довжину і рольганг із приймальним кошиком для прутків, яка відрізняється тим, що додатково містить вузол калібрування і вузол вирівнювання, установлені до тягнучої кліті з можливістю вмикання в технологічний потік.
Текст
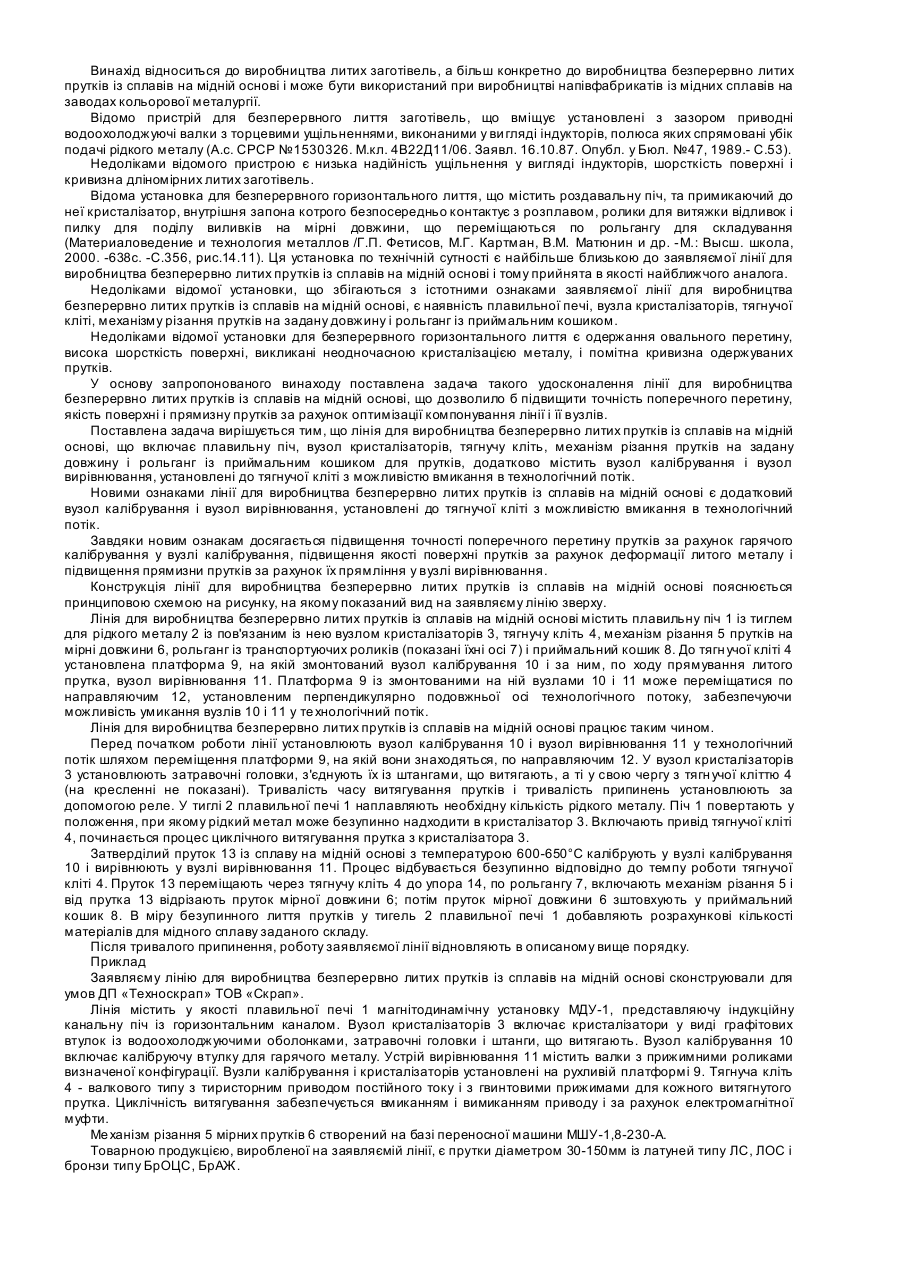
Винахід відноситься до виробництва литих заготівель, а більш конкретно до виробництва безперервно литих прутків із сплавів на мідній основі і може бути використаний при виробництві напівфабрикатів із мідних сплавів на заводах кольорової металургії. Відомо пристрій для безперервного лиття заготівель, що вміщує установлені з зазором приводні водоохолоджуючі валки з торцевими ущільненнями, виконаними у ви гляді індукторів, полюса яких спрямовані убік подачі рідкого металу (А.с. СРСР №1530326. М.кл. 4В22Д11/06. Заявл. 16.10.87. Опубл. у Бюл. №47, 1989.- С.53). Недоліками відомого пристрою є низька надійність ущільнення у вигляді індукторів, шорсткість поверхні і кривизна дліномірних литих заготівель. Відома установка для безперервного горизонтального лиття, що містить роздавальну піч, та примикаючий до неї кристалізатор, внутрішня запона котрого безпосередньо контактує з розплавом, ролики для витяжки відливок і пилку для поділу виливків на мірні довжини, що переміщаються по рольгангу для складування (Материаловедение и технология металлов /Г.П. Фетисов, М.Г. Картман, В.М. Матюнин и др. -М.: Высш. школа, 2000. -638c. -C.356, рис.14.11). Ця установка по технічній сутності є найбільше близькою до заявляємої лінії для виробництва безперервно литих прутків із сплавів на мідній основі і тому прийнята в якості найближчого аналога. Недоліками відомої установки, що збігаються з істотними ознаками заявляємої лінії для виробництва безперервно литих прутків із сплавів на мідній основі, є наявність плавильної печі, вузла кристалізаторів, тягнучої кліті, механізму різання прутків на задану довжину і рольганг із приймальним кошиком. Недоліками відомої установки для безперервного горизонтального лиття є одержання овального перетину, висока шорсткість поверхні, викликані неодночасною кристалізацією металу, і помітна кривизна одержуваних прутків. У основу запропонованого винаходу поставлена задача такого удосконалення лінії для виробництва безперервно литих прутків із сплавів на мідній основі, що дозволило б підвищити точність поперечного перетину, якість поверхні і прямизну прутків за рахунок оптимізації компонування лінії і її вузлів. Поставлена задача вирішується тим, що лінія для виробництва безперервно литих прутків із сплавів на мідній основі, що включає плавильну піч, вузол кристалізаторів, тягнучу кліть, механізм різання прутків на задану довжину і рольганг із приймальним кошиком для прутків, додатково містить вузол калібрування і вузол вирівнювання, установлені до тягнучої кліті з можливістю вмикання в технологічний потік. Новими ознаками лінії для виробництва безперервно литих прутків із сплавів на мідній основі є додатковий вузол калібрування і вузол вирівнювання, установлені до тягнучої кліті з можливістю вмикання в технологічний потік. Завдяки новим ознакам досягається підвищення точності поперечного перетину прутків за рахунок гарячого калібрування у вузлі калібрування, підвищення якості поверхні прутків за рахунок деформації литого металу і підвищення прямизни прутків за рахунок їх прямління у вузлі вирівнювання. Конструкція лінії для виробництва безперервно литих прутків із сплавів на мідній основі пояснюється принциповою схемою на рисунку, на якому показаний вид на заявляєму лінію зверху. Лінія для виробництва безперервно литих прутків із сплавів на мідній основі містить плавильну піч 1 із тиглем для рідкого металу 2 із пов'язаним із нею вузлом кристалізаторів 3, тягнучу кліть 4, механізм різання 5 прутків на мірні довжини 6, рольганг із транспортуючих роликів (показані їхні осі 7) і приймальний кошик 8. До тягн учої кліті 4 установлена платформа 9, на якій змонтований вузол калібрування 10 і за ним, по ходу прямування литого прутка, вузол вирівнювання 11. Платформа 9 із змонтованими на ній вузлами 10 і 11 може переміщатися по направляючим 12, установленим перпендикулярно подовжньої осі технологічного потоку, забезпечуючи можливість умикання вузлів 10 і 11 у технологічний потік. Лінія для виробництва безперервно литих прутків із сплавів на мідній основі працює таким чином. Перед початком роботи лінії установлюють вузол калібрування 10 і вузол вирівнювання 11 у технологічний потік шляхом переміщення платформи 9, на якій вони знаходяться, по направляючим 12. У вузол кристалізаторів 3 установлюють затравочні головки, з'єднують їх із штангами, що витягають, а ті у свою чергу з тягн учої кліттю 4 (на кресленні не показані). Тривалість часу витягування прутків і тривалість припинень установлюють за допомогою реле. У тиглі 2 плавильної печі 1 наплавляють необхідну кількість рідкого металу. Піч 1 повертають у положення, при якому рідкий метал може безупинно надходити в кристалізатор 3. Включають привід тягнучої кліті 4, починається процес циклічного витягування прутка з кристалізатора 3. Затверділий пруток 13 із сплаву на мідній основі з температурою 600-650°С калібрують у вузлі калібрування 10 і вирівнюють у вузлі вирівнювання 11. Процес відбувається безупинно відповідно до темпу роботи тягнучої кліті 4. Пруток 13 переміщають через тягнучу кліть 4 до упора 14, по рольгангу 7, включають механізм різання 5 і від прутка 13 відрізають пруток мірної довжини 6; потім пруток мірної довжини 6 зштовхують у приймальний кошик 8. В міру безупинного лиття прутків у тигель 2 плавильної печі 1 добавляють розрахункові кількості матеріалів для мідного сплаву заданого складу. Після тривалого припинення, роботу заявляємої лінії відновляють в описаному вище порядку. Приклад Заявляєму лінію для виробництва безперервно литих прутків із сплавів на мідній основі сконструювали для умов ДП «Техноскрап» ТОВ «Скрап». Лінія містить у якості плавильної печі 1 магнітодинамічну установку МДУ-1, представляючу індукційну канальну піч із горизонтальним каналом. Вузол кристалізаторів 3 включає кристалізатори у виді графітових втулок із водоохолоджуючими оболонками, затравочні головки і штанги, що витягають. Вузол калібрування 10 включає калібруючу втулку для гарячого металу. Устрій вирівнювання 11 містить валки з прижимними роликами визначеної конфігурації. Вузли калібрування і кристалізаторів установлені на рухливій платформі 9. Тягнуча кліть 4 - валкового типу з тиристорним приводом постійного току і з гвинтовими прижимами для кожного витягнутого прутка. Циклічність витягування забезпечується вмиканням і вимиканням приводу і за рахунок електромагнітної муфти. Ме ханізм різання 5 мірних прутків 6 створений на базі переносної машини МШУ-1,8-230-А. Товарною продукцією, виробленої на заявляємій лінії, є прутки діаметром 30-150мм із латуней типу ЛС, ЛОС і бронзи типу БрОЦС, БрАЖ.
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of uninterruptedly-casted bars of copper-based alloys
Автори англійськоюSheveliev Oleksandr Ivanovych, Alimov Valerii Ivanovych
Назва патенту російськоюЛиния для производства непрерывно литых прутьев из сплавов на медной основе
Автори російськоюШевелев Александр Иванович, Алимов Валерий Иванович
МПК / Мітки
МПК: B22D 11/06
Мітки: сплавів, виробництва, мідній, безперервної, прутків, основі, лінія, литих
Код посилання
<a href="https://ua.patents.su/2-72168-liniya-dlya-virobnictva-bezperervno-litikh-prutkiv-iz-splaviv-na-midnijj-osnovi.html" target="_blank" rel="follow" title="База патентів України">Лінія для виробництва безперервно литих прутків із сплавів на мідній основі</a>
Спосіб виготовлення литих металевих прутків вакуумним усмоктуванням та пристрій для його здійснення
Номер патенту: 67073
Опубліковано: 15.06.2004
Автори: Кононенко Анатолій Акимович, Куратченко Андрій Борисович, Лазоркін Віктор Андрійович
МПК: B22D 18/06
Мітки: усмоктуванням, пристрій, прутків, литих, виготовлення, металевих, вакуумним, здійснення, спосіб
Формула / Реферат:
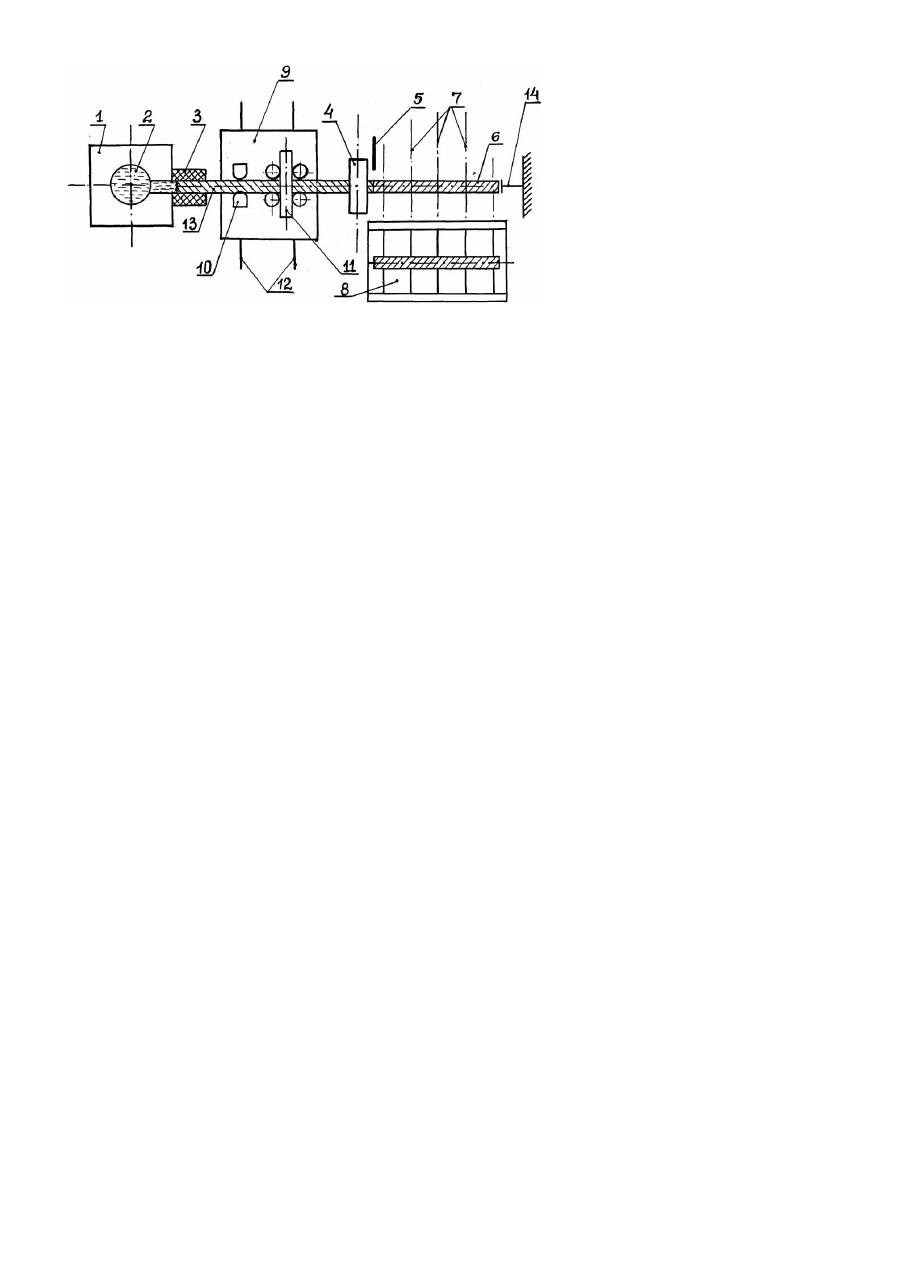
1. Спосіб виготовлення литих металевих прутків, що включає розплавлювання металу, занурення частини циліндричного кристалізатора в рідкий метал, створення в кристалізаторі розрідження, заповнення його металом, кристалізацію металу, витягання заготовки з кристалізатора й обрізання дефектних кінцевих ділянок заготовки, який відрізняється тим, що витягання заготовки з кристалізатора здійснюють його розбиванням.2. Пристрій для лиття...
Спосіб рафінування сплавів на мідній основі
Номер патенту: 22678
Опубліковано: 07.04.1998
Автори: Агужен Алла Яковлівна, Єловських Євгеній Миколайович, Матвєєв Олександр Васильович
МПК: C22B 9/10, C22B 15/00
Мітки: рафінування, основі, сплавів, спосіб, мідній
Формула / Реферат:
1. Способ рафинирования сплавов на основе меди, включающий расплавление исходного сырья, подачу флюса на основе карбоната натрия на поверхность расплава, выдержку и отливку слитков из отрафинированного металла, отличающийся тем, что обработку расплава металла осуществляют карбонатом натрия в присутствии фторида кальция, взятого в количестве 11-17% от массы карбоната натрия, выдержка расплава металла (сплава) под слоем флюса 30-40...
Спосіб одержання литих виробів необмеженої довжини з металів та сплавів
Номер патенту: 20250
Опубліковано: 15.07.1997
Автори: Опанасенко Віктор Миколайович, Опанасенко Олександр Миколайович
МПК: C22B 9/18, B22D 11/00
Мітки: необмеженої, литих, довжини, одержання, спосіб, металів, виробів, сплавів
Формула / Реферат:
Спосіб одержання литих виробів необмеженої довжини з металів та сплавів, що включає приготування і рафінування розплаву, формоутворення, кристалізацію і витягування готового виробу, який відрізняється тим, що приготування і рафінування розплаву здійснюють в тиглі установки для електрошлакової тигельної плавки, до якого приєднують кристалізатор машини безперервного лиття, що сполучається з розплавом.
Спосіб отримання прутків з цирконієвих та титанових сплавів
Номер патенту: 60536
Опубліковано: 15.10.2003
Автори: Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович, Бедросова Лариса Василівна, Терновий Юрій Федорович, Лазоркіна Дар'я Вікторівна
МПК: B21B 3/00
Мітки: сплавів, цирконієвих, отримання, титанових, прутків, спосіб
Формула / Реферат:
1. Спосіб отримання прутків з цирконієвих та титанових сплавів, що включає холодне прокатування на стані валкового типу, відпалення, калібрування прутків та прикінцеве відпалення, який відрізняється тим, що прокатування здійснюють за один прохід з деформацією понад 75 % для цирконієвих сплавів та 55 % для титанових сплавів, а після відпалення здійснюють холодне ротаційне кування заготовок на чотирибойковій ротаційно-кувальній машині зі...
Спосіб виробництва прутків діаметров 200… 275 мм
Номер патенту: 34073
Опубліковано: 15.02.2001
Автори: Тумко Олександр Миколайович, Ядловський Іван Теодорович, Казаков Сергій Сергійович, Лейбензон Вадим Олександрович, Кнохін Валерій Георгійович, Кренделєв Василь Миколайович, Лобов Анатолій Іванович, Ревякін Станіслав Володимирович
МПК: B21B 1/00
Мітки: прутків, діаметров, виробництва, 200, спосіб
Текст:
...реалізації пропонованого способу. В умовах металургійного заводу, що спеціалізується на виробництві якісних сталей, досліджували вплив температури поверхні розкату при прокатці в останньому проході ящикового калібру, в овальному та круглому калібрах із сумарним коефіцієнтом витяжки 1,45-1,75 в ящиковому, овальному та круглому калібрах; режиму післядеформаційного охолодження на якість поверхні прокату, макроструктуру та продуктивність...
Попередній патент: Низькопрофільні ваги для зважування залізничного транспорту
Наступний патент: Спосіб формування внутрішнього відвалу шлаків металургійного виробництва другої черги
Випадковий патент: Гальмівний пристрій для механізму підйомної платформи