Спосіб виробництва сталевих виробів, що містять азот і ванадій
Номер патенту: 8269
Опубліковано: 15.07.2005
Автори: Лопатько Костянтин Георгійович, Зазимко Оксана Володимирівна, Афтанділянц Євген Григорович
Формула / Реферат
Спосіб виробництва сталевих виробів, що містять азот і ванадій, який включає розплавлення шихти в печі, попереднє розкиснення і легування розплаву в печі, визначення хімічного складу розплаву, розливання сталі в ковш, заливку зливка з подальшою обробкою тиском або заливку ливарної форми і термічну обробку, який відрізняється тим, що після попереднього розкиснення розплаву, легування і визначення вмісту в ньому азоту в піч додають ванадій в кількості, що більш ніж в 5,6 разів перевищує кількість азоту в розплаві в печі, перед випуском визначають вміст кисню, алюмінію і ванадію в металі в печі, в процесі зливу розплаву в ковш додають алюміній ![]() кількість якого залежно від вмісту в розплаві в печі кисню
кількість якого залежно від вмісту в розплаві в печі кисню ![]() алюмінію
алюмінію ![]() і ванадію
і ванадію ![]() визначається наступним співвідношенням:
визначається наступним співвідношенням:
![]() ,
,
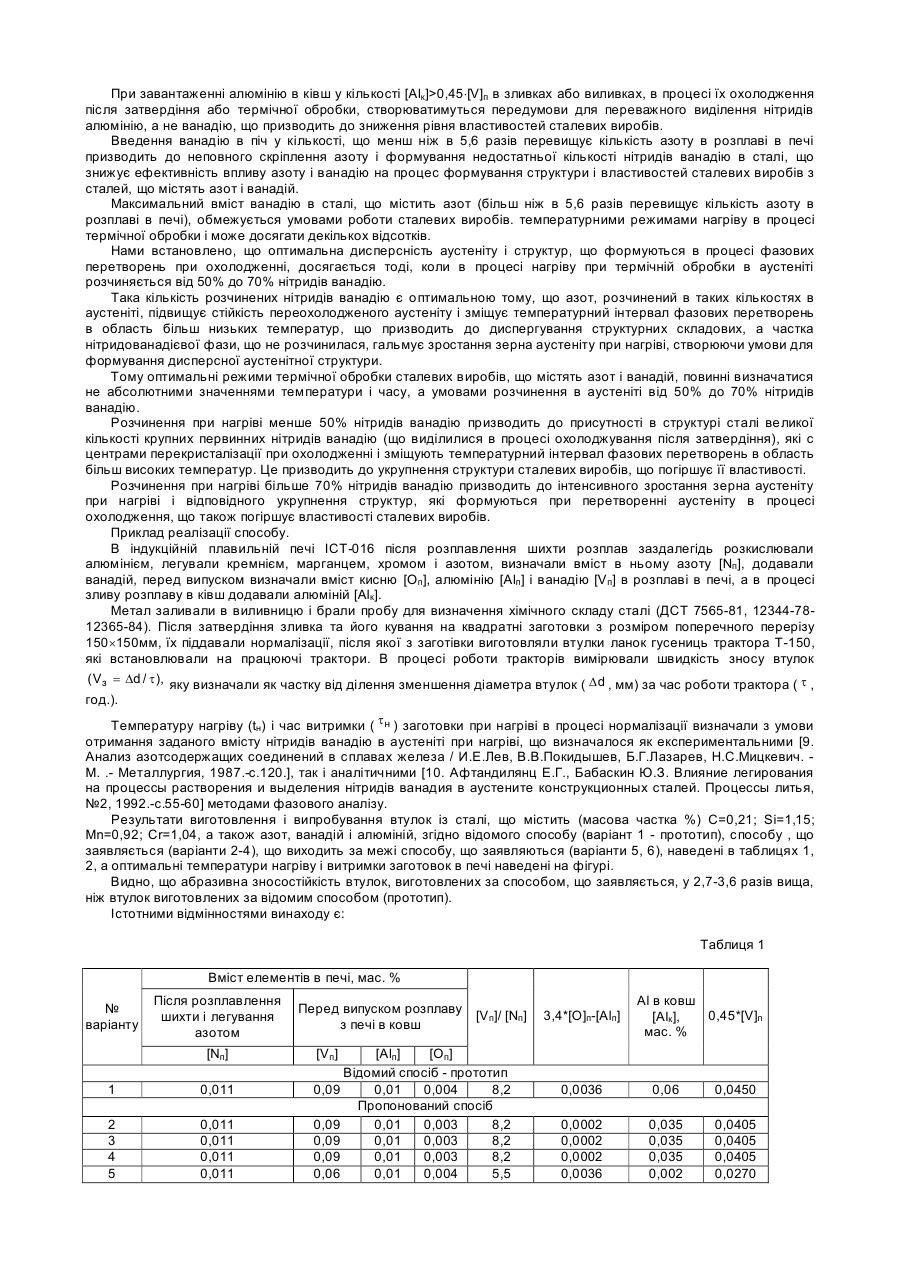
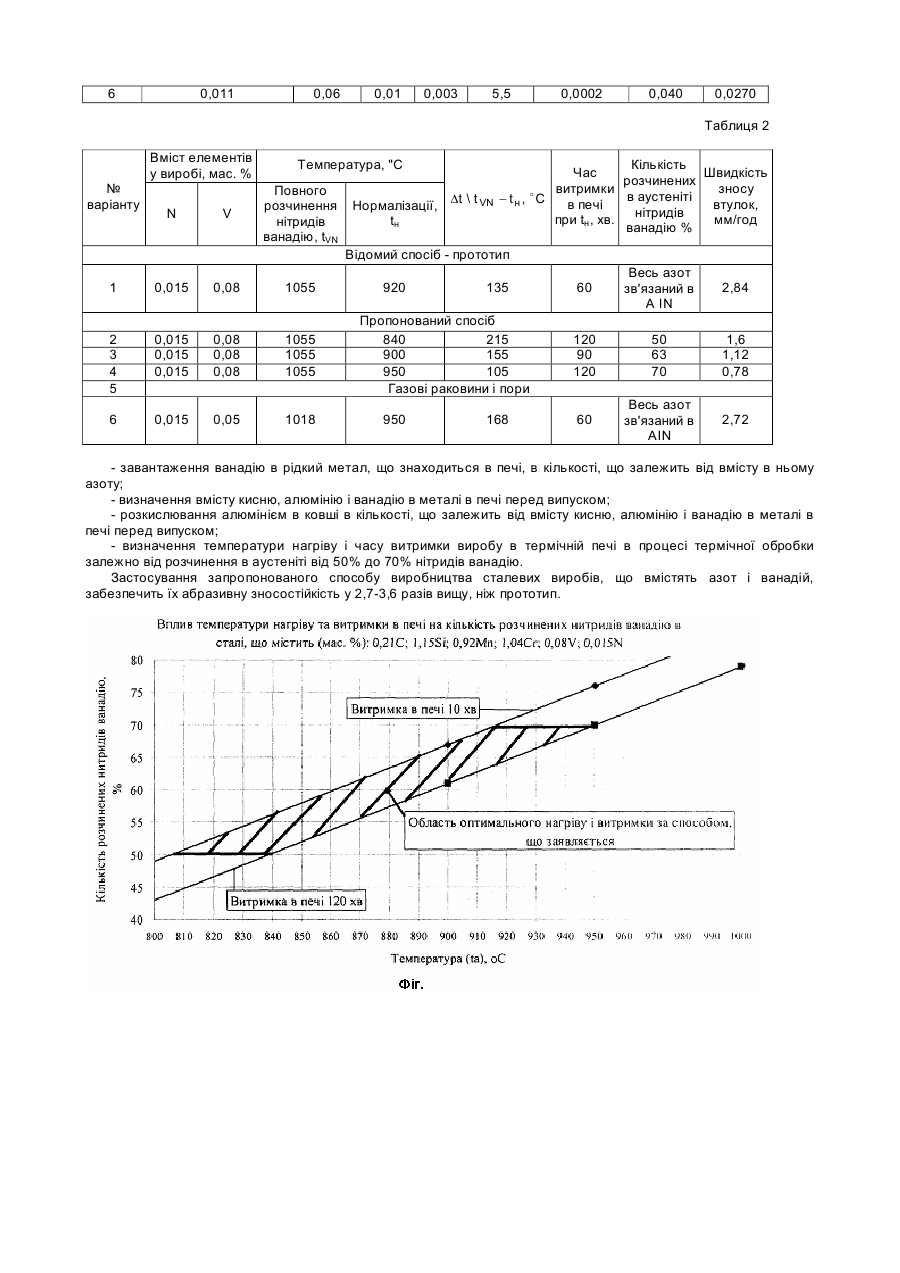
а температуру нагріву і час витримки виробу в термічній печі в процесі термічної обробки визначають за умови розчинення в аустеніті від 50 % до 70 % нітридів ванадію.
Текст
Корисна модель відноситься до галузі машинобудування, металургії та ливарного виробництва, а саме до отримання сталевих виробів, що містять азот і ванадій. Відомі способи виробництва виробів із сталі, що містить азот і ванадій [1. Азот в металлах / В.В.Аверин, А.В.Ревякин, В.И.Федорченко и др.// М.: Металлургия, 1976.-с.224. 2. Гольштейн М.И., Грачев С.В., Векслер Ю.Г. Специальные стали // М.: Металлургия, 1985. -с.408], проте в цих роботах не оптимізовані співвідношення легуючих елементів, розкислювачів і режими термічної обробки сталей, що містять азот і ванадій, це не дозволяє максимально реалізувати потенційні можливості методу нітридванадієвого зміцнення сталі. Відомо, що властивості сталевих виробів є структурно чутливими. Вони суттєво залежать від характеристик структури, яка формується при затвердінні, а також при обробці тиском, подальшому їх охолодженні та перекристалізаціях в твердому стані при термічній обробці. На процес первинної кристалізації сталевих виробів, що містять азот і ванадій, значно впливають властивості рідкого металу, які у свою чергу істотно залежать від вмісту кисню, розкислювачів, азоту і ванадію. Одночасно вказані чинники разом з теплофізичними умовами фазових перетворень здійснюють вирішальний вплив на формування вторинної структури при термічній обробці сталі [3. Бабаскин Ю.З., Шипицын С.Я., Афтандилянц Е.Г. Экономное легирование стали. - Киев: Наукова думка, 1987.-с.185]. Отже, найвищий рівень физико-механічних властивостей сталевих виробів, що вмістять азот і ванадій, може бути досягнутий, якщо регламентований вміст в розплаві розкислювачів (які мають більш високу спорідненість до азоту, ніж ванадій), азоту і ванадію, що забезпечують послідовний ефективний позитивний вплив на властивості рідкої сталі і на утворення структури на всіх етапах виробництва виробів. Відомий спосіб виробництва сталей, що містять азот, який включає розплавлення шихти, окислення домішок, розкиснення і легування, введення нітридутворюючого елемента і азоту у вигляді феросплаву в кількості 1-30кг/т, рідкоземельних металів в кількості 2-3кг/т, витримку в печі протягом 5-10хв. і обробку сілікокальцієм в процесі виливу сталі в ківш у кількості 1-1,5кг/т. [4. А. с. СРСР №990828, С21С5/52, бюл. №3, 1983]. Проте розкиснення сталі рідкоземельними металами призводить до значного підвищення вартості виробів (внаслідок високої вартості рідкоземельних металів), а також викликає заростання стаканів стопорних розливних ковшів, що призводить до додаткової операції по їх пропалюванню кисневими пальниками або до відмови від розливання стопорними ковшами, що ускладнює процес виробництва сталей, що містять азот. Відомий також спосіб виплавки конструкційної сталі, що містить азот, який включає розплавлення шихти, окислення домішок, розкиснення алюмінієм в кількості 0,2-0,4кг/т, рідкоземельними металами, сілікоцирконієм в кількості 1-2кг/т, введенні ферованадію в кількості 1,5-4кг/т, легування азотом у вигляді литого азотованого феросплаву і обробку розплаву в ковші феробором у кількості 0,2-0,3кг/т і сілікокальцієм у кількості 0,8-0,9кг/т. [5. А.с. СРСР №1047965, С21С5/52, бюл. №38, 1983]. Проте до вищевикладених недоліків розкиснення сталі рідкоземельними металами додається те, що додаткове розкиснення сілікоцирконієм призводить до утворення в сталі нітридів цирконію, які практично не розчиняються в процесі термічної обробки і, як наслідок, відсутній твердорозчинний вплив азоту, що призводить до зниження ефективності нітридванадієвого зміцнення при виробництві виробів із сталей з азотом і ванадієм. Відомий також спосіб виготовлення виливків з вуглецевих сталей, що включає виплавку сталі, модифікацію розплаву перед заливкою азотом в кількості 0,01-0,02% і ванадієм в кількості 0,07-0,10%, заливку в ливарні форми, вибивання, охолодження і термічну обробку при температурі на 30-50°С нижче за температуру повного розчинення нітридів ванадію. [6. А.с. СРСР №1057177, В22D25/00, бюл. №44, 1983]. Проте відсутність регламентованого розкиснення сталі призводить до нестабільного відтворення властивостей сталей з азотом і ванадієм, внаслідок утворення нітридів елементів розкислювачів (алюміній, титан, цирконій і ін.), які мають більшу спорідненість до азоту, ніж ванадій. Крім того, для нагріву в процесі термічної обробки до температур на 30-50°С нижче за температуру повного розчинення нітридів ванадію потрібні термічні печі з робочими температурами не нижче 1000°С, що не завжди можна здійснити в виробничих умовах. Відомий також спосіб виготовлення виливків з низьколегованих сталей, що включає виплавку сталі, модифікацію, легування перед заливкою азотом в кількості 0,012-0,018 масових % і ванадієм в кількості 0,07-0,10 масових %, заливку в ливарні форми, вибивання, охолодження і термічну обробку при температурі на 100-150°С нижче за температуру повного розчинення нітридів ванадію [7. А.с. СРСР №1696125, В22D25/00, бюл. №45, 1991 – прототип]. Проте цим способом не можна підвищити якість сталевих виробів, що містять азот і ванадій, в умовах абразивного зношування, тому що цей спосіб не дає можливість одночасно якісно розкислювати сталь і ефективно модифікувати структуру виробу в процесі його охолодження після затвердіння і термічної обробки, оскільки відсутня регламентація кількості розкислювачів і ванадію при виплавці і розливанні сталі, яка містить азот і ванадій, що може призвести до формування в структурі нітридів розкислювачів (наприклад, нітридів алюмінію замість нітридів ванадію), що негативно впливає на властивості виробів із сталей, що містять азот і ванадій. Крім того, у відомому методі не вказаний час витримки виробів в процесі термічної обробки, що не дає можливості здійснювати оптимальну термічну обробку виробів, що містять азот і ванадій, та, як наслідок, реалізувати потенційні можливості методу нітридованадієвого зміцнення. Корисної моделлю ставиться завдання підвищення абразивної зносостійкості сталевих виробів, що містять азот і ванадій. Поставлене завдання досягається тим, що у способі виробництва сталевих виробів, що вмістять азот і ванадій, який включає розплавлення шихти в печі, попереднє розкиснення, легування, визначення хімічного складу розплаву в печі, заливку зливка з подальшою обробкою тиском, або заливку ливарної форми і термічну обробку, згідно винаходу після попереднього розкиснення розплаву, легування і визначення в ньому вмісту азоту в піч додають ванадій в кількості, що більш ніж в 5,6 разів перевищує кількість азоту в розплаві в печі, перед випуском визначають вміст кисню. алюмінію і ванадію в металі в печі, в процесі зливу розплаву в ківш додають алюміній [Alк], кількість якого залежно від вмісту в розплаві кисню [Оп]. алюмінію [Аlп] і ванадію [Vп] визначається наступним співвідношенням: (1) 3,4 × [O n ] - [Alп ] < [Al к ] 112 × [O] ст . , Проте згідно експериментальних даних наведених у роботі [8. Шульте Ю.А. Производство отливок из стали. Киев-Донецк, Вища школа, 1983. -c.183] в процесі розливання рідкої сталі з ковша в зливок або ливарну форму, залежно від марки сталі, відбувається насичення розплаву киснем у кількості до 50% від його вмісту в розплаві перед випуском металу з печі. Отже ефективне розкиснення сталі алюмінієм може бути досягнуте тільки в тому разі, якщо його вміст в сталі [ Al] ст після розкиснення в печі [ Alп ] і ковші [ Alк ] визначатиметься наступним співвідношенням: [ Al]ст = [ Alп ] + [ Alк ] > 112 × [O]ст > 112 × ( [O]п + , , + [O]р ) > 112 × ( [O]п + 0,5 [O]п ) >,12 × 15 × ( [O]п > 1 7 × ( [O]п , , , (3) де [O]п - вміст кисню в розплаві в печі перед випуском; [ O] р = 0,5 [ O] п - додаткова кількість кисню, що поступає в розплав у процесі розливання від моменту випуску розплаву з печі до затвердіння в зливку або ливарній формі. Відомо [8], що алюміній має більш високу спорідненість до азоту, ніж ванадій. Тому, для уникнення утворення нітридів алюмінію (що негативно впливають на властивості сталей) необхідно весь азот зв'язати в нітриди ванадію. Утворення нітридів ванадію в затверділій сталі відбувається за наступною реакцією (4) [ V ] cт + [N] cт = [ VN] cт де [ V ] cт , [N] cт , [ VN] cт - вміст ванадію, азоту і нітридів ванадію в металі зливка або виливка, відповідно. Враховуючи атомні маси ванадію (МV=50.94) та азоту (МN=14) на 1 одиницю маси азоту в металі зливка або виливка необхідно 50.94/14 = 3,64 одиниць маси ванадію та вміст ванадію в сталі повинен бути [V]ст>3,64×[N]ст. Згідно експериментальним даним наведеним у роботі [8] в процесі розливання пі якої сталі з ковша в зливок або ливарну форму, залежно від марки сталі, відбувається насичення розплаву азотом у кількості до 40% від його вмісту в розплаві перед випуском металу з печі. Отже стехіометрична кількість ванадію необхідна для повного скріплення азоту в нітриди ванадію визначатиметься наступним співвідношенням: [V] ст > 3,64 × [N] cт > 3,64 × ([N] п + [N] p ) > 3,64 × ([N] п + + 0,4 × [N] п ) > 3,64 × 1,4 × [N] п > 5,1 × [N] п, (5) де [N]п - вміст азоту в розплаві в печі перед випуском, [N]p=0,4×[N]п - додаткова кількість азоту, що поступає в розплав в процесі розливання від моменту випуску розплаву з печі до затвердіння в зливку або ливарній формі. Враховуючи, що втрати ванадію при завантаженні його в піч, складають до 10 % (вигар, заплутування в шлаку), мінімальна кількість ванадію необхідна для повного скріплення азоту в нітриди ванадію повинна бути збільшена на 10 % і відповідати наступному співвідношенню: (6) [V] ст > 5,1 × 1,1 × [N] п = 5,6 × [N] п , Проте для максимальної реалізації потенційних можливостей методу нітридванадієвого зміцнення, при розкислюванні сталей алюмінієм необхідно регламентувати співвідношення алюмінію і ванадію в сталі, що містить азот. Нашими дослідженнями встановлено, що переважне виділення нітридів ванадію в сталі, що містить алюміній і азот, досягається при співвідношенні вмісту ванадію в сталі [V]ст до вмісту алюмінію в твердому розчині [Аl]твр більше двох: [V]ст/[Al]твр>2 (7) Враховуючи, що [Аl]твр = [Аl]ст-[Аl]св [Аl]ст=[Аl]п +[Аl]к [Аl]св - алюміній зв'язаний з киснем [Аl]св=1,7×[O]п [V]cт=0,9.[V]п, де 0,9 - коефіцієнт, що враховує 10 % втрати ванадію після завантаження його в піч. Нерівність (7) можна написати в наступному вигляді: [Аl]ст
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of steel articles, which contain nitrogen and vanadium
Автори англійськоюAftandiliants Yevhen Hryhorovych, Zazymko Oksana Volodymyrivna, Lopatko Kostiantyn Heorhiiovych
Назва патенту російськоюСпособ производства стальных изделий, содержащих азот и ванадий
Автори російськоюАфтандилянц Евгений Григорьевич, Зазимко Оксана Владимировна, Лопатько Константин Георгиевич
МПК / Мітки
МПК: B22D 25/00
Мітки: спосіб, сталевих, азот, ванадій, виробництва, виробів, містять
Код посилання
<a href="https://ua.patents.su/4-8269-sposib-virobnictva-stalevikh-virobiv-shho-mistyat-azot-i-vanadijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сталевих виробів, що містять азот і ванадій</a>
Спосіб і пристрій для виробництва переробного чавуну або рідких первинних сталевих продуктів з шихтових матеріалів, що містять залізну руду
Номер патенту: 72045
Опубліковано: 17.01.2005
Автори: Вурм Йоханн, КЕППЛІНГЕР Леопольд Вернер, Міцеллі Герберт
МПК: C21B 13/14, C21B 5/00
Мітки: переробного, чавуну, шихтових, сталевих, рідких, залізну, руду, продуктів, матеріалів, спосіб, первинних, пристрій, виробництва, містять
Формула / Реферат:
1. Спосіб виробництва переробного чавуну або рідких первинних сталевих продуктів у доменній печі, при якому до доменної печі нагрівають і подають як відновний газ, практично очищений від CO2, принаймні частковий потік колошникового газу, що виходить із відновлювальної шахти залізної руди, який відрізняється тим, що колошниковий газ, який практично не містить CO2, вводять до нижньої зони шахти доменної печі і перед введенням до нижньої зони...
Спосіб збагачування цинком розплаву для цинкування сталевих виробів
Номер патенту: 30641
Опубліковано: 15.12.2000
Автори: Гончар Володимир Павлович, Агапов Володимир Миколайович, Мітніков Ілля Юхимович, Куцін Володимир Семенович, Сергєєв Віктор Володимирович, Макієвський Юрій Ізотович
МПК: C23C 2/06
Мітки: збагачування, цинкування, виробів, розплаву, сталевих, спосіб, цинком
Формула / Реферат:
Спосіб збагачення цинком розплаву для цинкування сталевих виробів, що включає збір вигарків з дзеркала розплаву, їх здрібнення, виділення з вигарків, покритих їх залишками, часток цинку та наступне уведення цих часток у розплав, який відрізняється тим, що покриті залишками вигарків частки цинку перед уведенням у розплав розміщують у перфорованому контейнері, у якому їх промивають, флюсують та сушать, а потім здійснюють уведення у розплав...
Спосіб виплавки сплавів, що містять ванадій
Номер патенту: 4649
Опубліковано: 28.12.1994
Автори: Іванов Євген Анатольович, Курдюков Анатолій Андрійович, Ярославцев Юрій Григорович, Караваєв Микола Михайлович, Булянда Олександр Олексійович, Сочнев Олександр Єгорович, Мельник Сергій Григорович, Носоченко Олег Васильович
МПК: C22C 33/00
Мітки: сплавів, ванадій, виплавки, спосіб, містять
Формула / Реферат:
Способ выплавки ванадийсодержащих сплавов, включающий загрузку в печь шихтовых материалов, прогрев и расплавление шихты, восстановление ванадия из его окислов, выпуск котового сплава, отличающийся тем, что прогрев шихты ведут при мощности печи на 25-50% меньше по сравнению с мощностью в период плавления шихты, а в качестве материала, содержащего окислы ванадия, используют зольные отходы ГРЭС.
Спосіб термічної обробки сталевих виробів
Номер патенту: 40309
Опубліковано: 16.07.2001
Автори: Шварцман Леонід Якович, Семенов Олег Сергійович, Краснобрижев Віктор Георгійович
Мітки: обробки, термічної, виробів, сталевих, спосіб
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з використанням електромагнітного поля, який включає попередню деформацію, нагрів до температури відпалу, витримку до одержання необхідної структури, охолодження, який відрізняється тим, що діють електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, перед відпалом, під час відпалу, а також при охолодженні виробів.
Спосіб поверхневої обробки сталевих виробів
Номер патенту: 42503
Опубліковано: 15.10.2001
Автори: Беліков Олександр Миколайович, Кримов Віталій Миколайович, Алімов Валерій Іванович
МПК: C23C 8/08
Мітки: обробки, сталевих, спосіб, поверхневої, виробів
Формула / Реферат:
Спосіб поверхневої обробки сталевих виробів, переважно різального інструменту, який включає насичення вуглецем поверхні, який відрізняється тим, що перед насиченням вуглецем на поверхню виробу з низьковуглецевої сталі наносять обмазку, яка містить легуючі елементи, що входять до складу інструментальної сталі, а насичення вуглецем поверхні здійснюють вуглецевою плазмою до вмісту 0,7-0,95 %.
Попередній патент: Профіль для віконної та дверної рам
Наступний патент: Пристрій для обрізування копитець тварин
Випадковий патент: Спосіб створення біологічної моделі