Спосіб пілігримової прокатки труб
Номер патенту: 30020
Опубліковано: 11.02.2008
Автори: Каревський Роман Петрович, Дудко Тімофей Павлович, Мурашкін Олександр Вікторович, Левтєрова Ірина Анатоліївна, Кудінов Сергій Миколайович, Білосточний Андрій Васильович, Білосточний Василь Володимирович

Формула / Реферат
Спосіб пілігримової прокатки труб, при якому проводять нагрівання й прошивання злитка з наступною пілігримовою прокаткою його в трубу, який відрізняється тим, що після нагрівання злиток подають у косовалковий прошивний стан, де його попередньо прошивають у гільзу з використанням оправки діаметром
D1 ≤ Dзлит. /2,5,
де:
D1 - діаметр оправки, застосовуваний при прошиванні злитка;
Dзлит. - діаметр злитка,
з коефіцієнтом витяжки не більше 1,2, після чого гільзу розгортають на цьому ж стані з використанням оправки діаметром
D2 ≥ 1,4 .D1,
де:
D2 - діаметр оправки, застосовуваний при розкочуванні гільзи, з наступною прокаткою гільзи в трубу на пілігримовому стані.
Текст
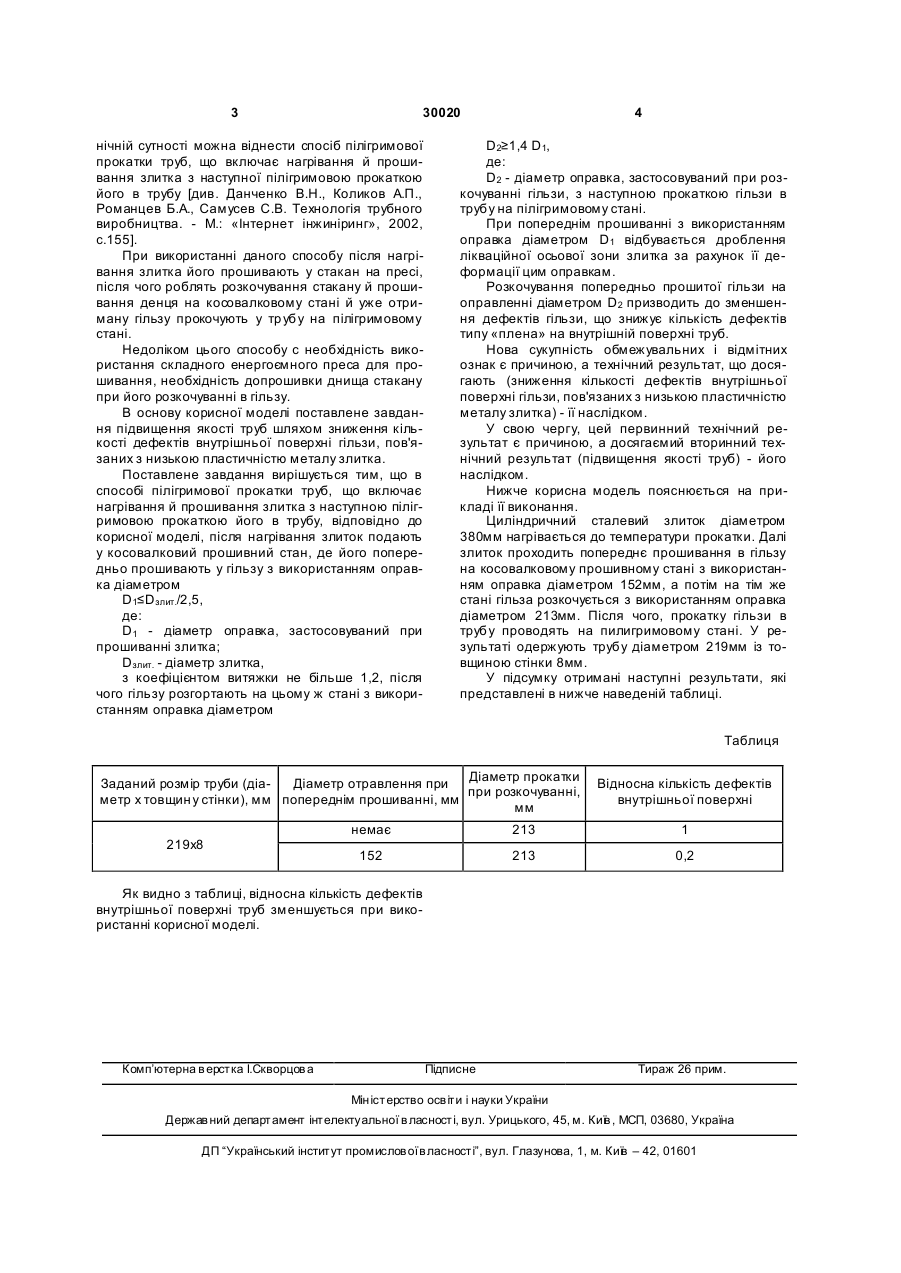
Спосіб пілігримової прокатки труб, при якому проводять нагрівання й прошивання злитка з наступною пілігримовою прокаткою його в трубу, який відрізняється тим, що після нагрівання зли 3 30020 нічній сутності можна віднести спосіб пілігримової прокатки труб, що включає нагрівання й прошивання злитка з наступної пілігримовою прокаткою його в трубу [див. Данченко В.Н., Коликов А.П., Романцев Б.А., Самусев С.В. Технологія трубного виробництва. - М.: «Інтернет інжиніринг», 2002, с.155]. При використанні даного способу після нагрівання злитка його прошивають у стакан на пресі, після чого роблять розкочування стакану й прошивання денця на косовалковому стані й уже отриману гільзу прокочують у тр убу на пілігримовому стані. Недоліком цього способу с необхідність використання складного енергоємного преса для прошивання, необхідність допрошивки днища стакану при його розкочуванні в гільзу. В основу корисної моделі поставлене завдання підвищення якості труб шляхом зниження кількості дефектів внутрішньої поверхні гільзи, пов'язаних з низькою пластичністю металу злитка. Поставлене завдання вирішується тим, що в способі пілігримової прокатки труб, що включає нагрівання й прошивання злитка з наступною пілігримовою прокаткою його в трубу, відповідно до корисної моделі, після нагрівання злиток подають у косовалковий прошивний стан, де його попередньо прошивають у гільзу з використанням оправка діаметром D1≤Dзлит./2,5, де: D1 - діаметр оправка, застосовуваний при прошиванні злитка; Dзлит. - діаметр злитка, з коефіцієнтом витяжки не більше 1,2, після чого гільзу розгортають на цьому ж стані з використанням оправка діаметром 4 D2≥1,4 D 1, де: D2 - діаметр оправка, застосовуваний при розкочуванні гільзи, з наступною прокаткою гільзи в трубу на пілігримовому стані. При попереднім прошиванні з використанням оправка діаметром D1 відбувається дроблення лікваційної осьової зони злитка за рахунок її деформації цим оправкам. Розкочування попередньо прошитої гільзи на оправленні діаметром D2 призводить до зменшення дефектів гільзи, що знижує кількість дефектів типу «плена» на внутрішній поверхні труб. Нова сукупність обмежувальних і відмітних ознак є причиною, а технічний результат, що досягають (зниження кількості дефектів внутрішньої поверхні гільзи, пов'язаних з низькою пластичністю металу злитка) - її наслідком. У свою чергу, цей первинний технічний результат є причиною, а досягаємий вторинний технічний результат (підвищення якості труб) - його наслідком. Нижче корисна модель пояснюється на прикладі її виконання. Циліндричний сталевий злиток діаметром 380мм нагрівається до температури прокатки. Далі злиток проходить попереднє прошивання в гільзу на косовалковому прошивному стані з використанням оправка діаметром 152мм, а потім на тім же стані гільза розкочується з використанням оправка діаметром 213мм. Після чого, прокатку гільзи в трубу проводять на пилигримовому стані. У результаті одержують трубу діаметром 219мм із товщиною стінки 8мм. У підсумку отримані наступні результати, які представлені в нижче наведеній таблиці. Таблиця Діаметр прокатки Заданий розмір труби (діаДіаметр отравлення при при розкочуванні, метр х товщин у стінки), мм попереднім прошиванні, мм мм 219х8 Відносна кількість дефектів внутрішньої поверхні немає 213 1 152 213 0,2 Як видно з таблиці, відносна кількість дефектів внутрішньої поверхні труб зменшується при використанні корисної моделі. Комп’ютерна в ерстка І.Скворцов а Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pilger tube rolling
Автори англійськоюBilostochnyi Vasyl Volodymyrovych, Kudinov Serhii Mykolaiovych, Dudko Timofei Pavlovych, Levtierova Iryna Anatoliivna, Bilostochnyi Andrii Vasyliovych, Murashkin Oleksandr Viktorovych, Karevskyi Roman Petrovych
Назва патенту російськоюСпособ пилигримовой прокатки труб
Автори російськоюБелосточный Василий Владимирович, Кудинов Сергей Николаевич, Дудко Тимофей Павлович, Левтерова Ирина Анатольевна, Белосточный Андрей Васильевич, Мурашкин Александр Викторович, Каревский Роман Петрович
МПК / Мітки
МПК: B21B 19/00, B21B 17/00
Мітки: труб, спосіб, пілігримової, прокатки
Код посилання
<a href="https://ua.patents.su/2-30020-sposib-piligrimovo-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб пілігримової прокатки труб</a>
Спосіб пілігримової прокатки труб відповідального призначення
Номер патенту: 19479
Опубліковано: 15.12.2006
Автори: Троцан Анатолій Іванович, Білосточний Василь Володимирович, Юдін Олександр Павлович, Левтєрова Ірина Анатоліївна, Мурашкін Олександр Вікторович, Кудінов Сергій Миколайович, Кабанцев Григорій Григорович, Білосточний Андрій Васильович
МПК: B21B 17/00, B21B 19/00
Мітки: призначення, спосіб, пілігримової, відповідального, прокатки, труб
Формула / Реферат:
Спосіб пілігримової прокатки труб відповідного призначення зі злитків, що включає нагрівання злитка, прошивання злитка в гільзу в косовалковому прошивному стані і наступну пілігримову прокатку гільзи в трубу, який відрізняється тим, що діаметр злитка, що нагрівається, вибирають на 10-40 % більшим, ніж діаметр злитка, оптимальний для заданого сортаменту труб, і перед прошиванням його обтискають у прошивному стані за 1-2 проходи до...
Спосіб гарячої пілігримової прокатки труб
Номер патенту: 18667
Опубліковано: 25.12.1997
Автори: Ващенко Олександр Костянтинович, Козловський Альфред Іванович, Чернявський Анатолій Олександрович, Угрюмов Юрій Дмитрович, Березовський Валентин Володимирович
МПК: B21B 21/00
Мітки: спосіб, труб, гарячої, прокатки, пілігримової
Формула / Реферат:
Способ горячей пилигримовой прокатки труб, включающий деформацию гильзы валками на дорне, фиксацию положения трубы, частичное извлечение дорна, принудительное охлаждение прокатанной части трубы, раскатку пилигримовой головки гильзы на свободном участке дорна, повторную фиксацию трубы и окончательное извлечение дорна, отличающийся тем, что D/S > 20, фиксацию трубы осуществляют обжатием ее диаметра матрицами, причем конец трубы, обжимаемый...
Спосіб виробництва труб
Номер патенту: 54610
Опубліковано: 17.03.2003
Автори: Кострижев Андрій Геннадійович, Автономов Семен Володимирович, Ханін Марко Ісаакович, Попов Марат Васильович
МПК: B21B 23/00, B21B 21/00, B21B 19/00
Мітки: труб, виробництва, спосіб
Формула / Реферат:
Спосіб виготовлення труб, який включає гвинтову прошивку нагрітої заготовки і наступну поздовжню розкатку гільзи, який відрізняється тим, що перед поздовжньою розкаткою гільзу піддають безоправочній деформації у безперервному стані поздовжньої прокатки зі ступенем деформації до 13-18 % з наступним охолодженням до температури холодної прокатки, а поздовжню розкатку гільзи у трубу здійснюють у кліті з двома парами калібрів зі ступенем сумарної...
Кліть стану пілігримової прокатки труб

Номер патенту: 10684
Опубліковано: 25.12.1996
Автори: Вольфович Георгій Вольфович, Чуб Анатолій Васильович, Ісаков Євген Борисович, Чубарь Алла Георгівна, Чеха Віктор Миколайович, Попов Марат Васильович, Борисенко Юрій Миколайович, Верещагін Олександр Давидович, Островський Ігор Петрович, Більдін Костянтин Михайлович, Алпатов Євген Миколайович, Хаустов Георгій Йосипович
МПК: B21B 13/18, B21B 21/00
Мітки: стану, труб, пілігримової, кліть, прокатки
Формула / Реферат:
Клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, отличающаяся тем, что цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от...
Кліть стана пілігримової прокатки труб

Номер патенту: 17340
Опубліковано: 01.04.1997
Автори: Островський Ігор Петрович, Чуб Анатолій Васильович, Більдін Костянтин Михайлович, Сандульский Борис Степанович, Хаустов Георгій Йосипович, Попов Марат Васильович, Вольфович Георгій Вольфович, Верещагін Олександр Давидович, Чеха Віктор Миколайович, Борисенко Юрій Миколайович, Чубарь Алла Георгівна, Алпатов Євгеній Миколайович, Ісаков Євген Борисович
МПК: B21B 13/18, B21B 21/00
Мітки: труб, стана, пілігримової, прокатки, кліть
Формула / Реферат:
Клеть стана холодной пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого размещен сепаратор с приводными валками, имеющими ручьи переменного сечения, отличающаяся тем, что сепаратор выполнен П-образным, на его вертикальной стенке с помощью планок закреплены разъемные подшипники, охватывающие опорные шейки валков, при атом в верхней части сепаратора и корпуса клети выполнены отверстия для...
Попередній патент: Пляшка
Наступний патент: Дросель
Випадковий патент: Антраніламіди та пестицидна композиція на їх основі