Кліть стана пілігримової прокатки труб
Номер патенту: 17340
Опубліковано: 01.04.1997
Автори: Хаустов Георгій Йосипович, Чуб Анатолій Васильович, Алпатов Євгеній Миколайович, Ісаков Євген Борисович, Чеха Віктор Миколайович, Борисенко Юрій Миколайович, Вольфович Георгій Вольфович, Сандульский Борис Степанович, Чубарь Алла Георгівна, Островський Ігор Петрович, Більдін Костянтин Михайлович, Попов Марат Васильович, Верещагін Олександр Давидович

Формула / Реферат
Клеть стана холодной пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого размещен сепаратор с приводными валками, имеющими ручьи переменного сечения, отличающаяся тем, что сепаратор выполнен П-образным, на его вертикальной стенке с помощью планок закреплены разъемные подшипники, охватывающие опорные шейки валков, при атом в верхней части сепаратора и корпуса клети выполнены отверстия для установки валков.
Текст
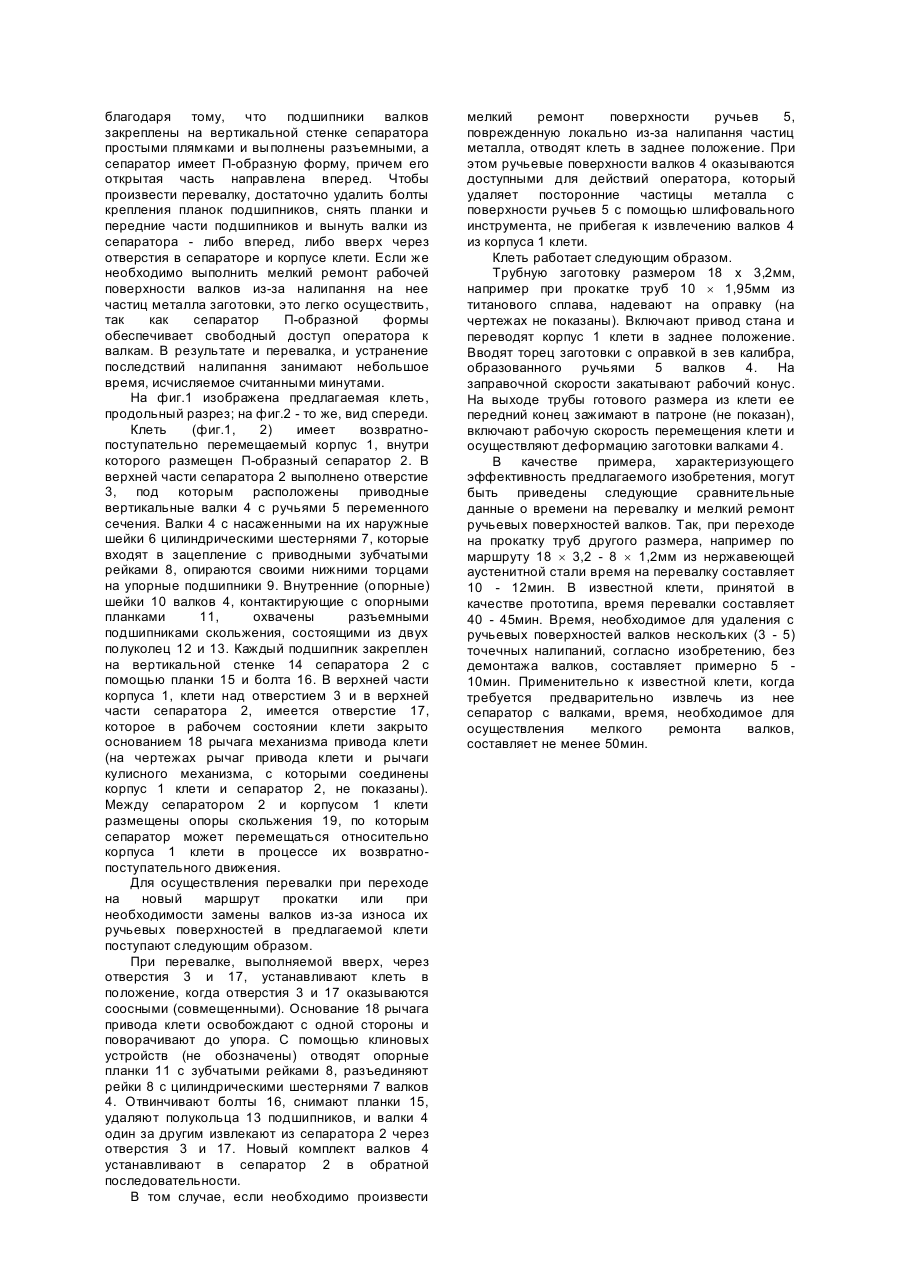
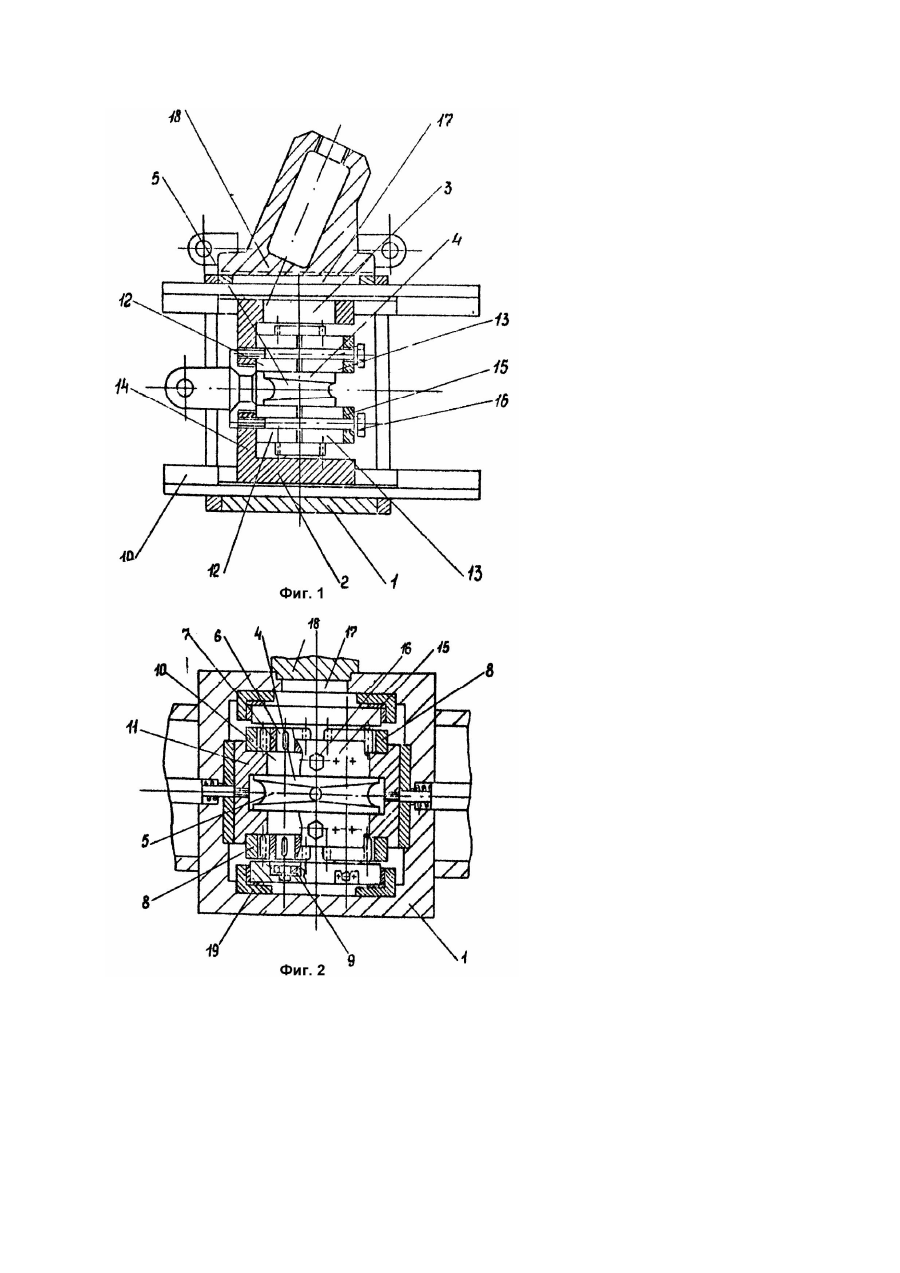
Изобретение относится к обработке металлов давлением, в частности к конструкции двухвалковой клети стана холодной пилигримовой прокатки труб, и может быть использовано при изготовлении тонкостенных прецизионных труб из углеродистых и высоколегированных сталей, а также из цветных металлов и сплавов. Известна клеть стана холодной пилигримовой прокатки труб, содержащая возвратнопоступательно перемещаемый корпус, в котором неприводные ролики (валки), имеющие ручьи постоянного сечения, размещены в неразъемном сепараторе, совершающим, как и корпус клети, возвратно-поступательное перемещение. Сепаратор удерживает ролики в одной вертикальной плоскости. Ролики вращаются в полуоткрытых подшипниках скольжения (вкладышах). Внутри сепаратора выполнены круглые полости для прохода трубы-заготовки и готовой трубы, снаружи - окна, в которых размещены ролики (Вердеревский В.А. Роликовые станы холодной прокатки труб. - М.: Металлургия, 1992. - С.166 - 169). В рассматриваемой клети ролики установлены в массивном неразъемном сепараторе сложной формы. Чтобы выполнить операцию перевалки (замены рабочего комплекта роликов) при переходе на другой размер прокатываемых труб либо при необходимости замены роликов из-за их износа, вначале переводят клеть в заднее положение, затем отсоединяют сепаратор от рычагов кулисного механизма и выводят сепаратор из корпуса клети. Удаляют последовательно крышки вкладышей и извлекают из сепаратора ролики с их вкладышами (подшипниками). Устанавливают в сепаратор новые ролики и выполняют указанные выше операции в обратной последовательности. Если в процессе прокатки труб возникает необходимость выполнить мелкий ремонт рабочей поверхности роликов с целью удаления частиц металла заготовки (из-за налипания их на поверхность роликов), приходится также извлекать сепаратор из корпуса клети. Сложная форма неразъемного сепаратора не позволяет выполнить такой ремонт при расположении роликов непосредственно внутри корпуса клети. Эти особенности конструкции данной клети обуславливают затрату значительного времени, необходимого для осуществления операций, уносящихся к перевалке роликов и мелкому ремонту их рабочей поверхности. Известна также клеть стана холодной пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого размещен сепаратор с приводными валками, имеющими ручьи переменного сечения. Сепаратор с валками и корпус клети присоединены к рычагам одного и того же кулисного механизма и совершают возвратно-поступательное перемещение. Сепаратор представляет собой массивную неразъемную конструкцию сложной формы. В центральной части сепаратора выполнены отверстия для прохода заготовки и готовой трубы. Валки смонтированы в окнах сепаратора вместе со своими вкладышами. Снаружи вкладыши закрыты крышками (Станкевич В.А., Усенко А.П., Павлов А.А. Холодная прокатка труб. - М.: Металлургия, 1982. - С.61, рис.42). В данной клети валки с ручьями переменного сечения размещены в неразъемном сепараторе сложной формы. По этой причине для выполнения операции перевалки вначале необходимо извлечь сепаратор из корпуса клети, а затем демонтировать валки из сепаратора. Для этого отводят клеть в заднее положение, отсоединяют сепаратор от рычагов кулисного механизма, разъединяют шестерни валков и приводные зубчатые рейки, выводят сепаратор из корпуса клети, снимают крышки вкладышей и вместе с последними извлекают валки из сепаратора. Затем последовательно устанавливают в окна сепаратора новые валки с их вкладышами и в обратной последовательности осуществляют отмеченные выше операции, после чего валки занимают рабочее положение. При этом из-за сложной конструкции неразъемного сепаратора доступ к валкам, находящимся в рабочем положении, затруднен, что не позволяет производить мелкий ремонт ручьевых поверхностей валков в тех случаях, когда имеет место налипання частиц металла заготовки на рабочую поверхность валков, происходящее при прокатке. По этой причине для ремонта валков необходимо предварительно извлечь сепаратор с валками из корпуса клети, выполнив перечисленные выше операции. Таким образом, и перевалка, и необходимость мелкого ремонта рабочей поверхности валков требует затраты значительного времени (не менее 40 минут), что снижает эффективность использования стана холодной прокатки труб. Задачей, решаемой с помощью предлагаемого изобретения, является создание клети стана холодной пилигримовой прокатки труб, в которой путем изменения конструкции сепаратора обеспечивается сокращение времени, необходимого на перевалку, и возможность выполнения мелкого ремонта рабочей поверхности валков без демонтажа их из корпуса клети. Поставленная задача решена тем, что в клети стана холодной пилигримовой прокатки труб, содержащей возвратно-поступательно перемещаемый корпус, внутри которого размещен сепаратор с приводными валками, имеющими ручьи переменного сечения, сепаратор выполнен П-образным, на его вертикальной стенке с помощью планок закреплены разъемные подшипники, охватывающие опорные шейки валков, при этом в верхней части сепаратора и корпуса клети выполнены отверстия для установки валков. Предлагаемая клеть отличается от клети, принятой в качестве прототипа, тем, что сепаратор имеет П-образную форму и открыт с передней стороны клети; валки вращаются в охватывающих их шейки разъемных подшипниках, закрепленных на вертикальной стенке сепаратора с помощью планок; сверху в сепараторе и в корпусе клети предусмотрены отверстия, размеры которых больше габаритов валков. Техническим результатом использования предлагаемого изобретения является сокращение времени, необходимого на перевалку, и обеспечение возможности выполнения мелкого ремонта рабочей поверхности валков без демонтажа их из корпуса клети. Это достигается благодаря тому, что подшипники валков закреплены на вертикальной стенке сепаратора простыми плямками и выполнены разъемными, а сепаратор имеет П-образную форму, причем его открытая часть направлена вперед. Чтобы произвести перевалку, достаточно удалить болты крепления планок подшипников, снять планки и передние части подшипников и вынуть валки из сепаратора - либо вперед, либо вверх через отверстия в сепараторе и корпусе клети. Если же необходимо выполнить мелкий ремонт рабочей поверхности валков из-за налипання на нее частиц металла заготовки, это легко осуществить, так как сепаратор П-образной формы обеспечивает свободный доступ оператора к валкам. В результате и перевалка, и устранение последствий налипання занимают небольшое время, исчисляемое считанными минутами. На фиг.1 изображена предлагаемая клеть, продольный разрез; на фиг.2 - то же, вид спереди. Клеть (фиг.1, 2) имеет возвратнопоступательно перемещаемый корпус 1, внутри которого размещен П-образный сепаратор 2. В верхней части сепаратора 2 выполнено отверстие 3, под которым расположены приводные вертикальные валки 4 с ручьями 5 переменного сечения. Валки 4 с насаженными на их наружные шейки 6 цилиндрическими шестернями 7, которые входят в зацепление с приводными зубчатыми рейками 8, опираются своими нижними торцами на упорные подшипники 9. Внутренние (опорные) шейки 10 валков 4, контактирующие с опорными планками 11, охвачены разъемными подшипниками скольжения, состоящими из двух полуколец 12 и 13. Каждый подшипник закреплен на вертикальной стенке 14 сепаратора 2 с помощью планки 15 и болта 16. В верхней части корпуса 1, клети над отверстием 3 и в верхней части сепаратора 2, имеется отверстие 17, которое в рабочем состоянии клети закрыто основанием 18 рычага механизма привода клети (на чертежах рычаг привода клети и рычаги кулисного механизма, с которыми соединены корпус 1 клети и сепаратор 2, не показаны). Между сепаратором 2 и корпусом 1 клети размещены опоры скольжения 19, по которым сепаратор может перемещаться относительно корпуса 1 клети в процессе их возвратнопоступательного движения. Для осуществления перевалки при переходе на новый маршрут прокатки или при необходимости замены валков из-за износа их ручьевых поверхностей в предлагаемой клети поступают следующим образом. При перевалке, выполняемой вверх, через отверстия 3 и 17, устанавливают клеть в положение, когда отверстия 3 и 17 оказываются соосными (совмещенными). Основание 18 рычага привода клети освобождают с одной стороны и поворачивают до упора. С помощью клиновых устройств (не обозначены) отводят опорные планки 11 с зубчатыми рейками 8, разъединяют рейки 8 с цилиндрическими шестернями 7 валков 4. Отвинчивают болты 16, снимают планки 15, удаляют полукольца 13 подшипников, и валки 4 один за другим извлекают из сепаратора 2 через отверстия 3 и 17. Новый комплект валков 4 устанавливают в сепаратор 2 в обратной последовательности. В том случае, если необходимо произвести мелкий ремонт поверхности ручьев 5, поврежденную локально из-за налипання частиц металла, отводят клеть в заднее положение. При этом ручьевые поверхности валков 4 оказываются доступными для действий оператора, который удаляет посторонние частицы металла с поверхности ручьев 5 с помощью шлифовального инструмента, не прибегая к извлечению валков 4 из корпуса 1 клети. Клеть работает следующим образом. Трубную заготовку размером 18 x 3,2мм, например при прокатке труб 10 ´ 1,95мм из титанового сплава, надевают на оправку (на чертежах не показаны). Включают привод стана и переводят корпус 1 клети в заднее положение. Вводят торец заготовки с оправкой в зев калибра, образованного ручьями 5 валков 4. На заправочной скорости закатывают рабочий конус. На выходе трубы готового размера из клети ее передний конец зажимают в патроне (не показан), включают рабочую скорость перемещения клети и осуществляют деформацию заготовки валками 4. В качестве примера, характеризующего эффективность предлагаемого изобретения, могут быть приведены следующие сравнительные данные о времени на перевалку и мелкий ремонт ручьевых поверхностей валков. Так, при переходе на прокатку труб другого размера, например по маршруту 18 ´ 3,2 - 8 ´ 1,2мм из нержавеющей аустенитной стали время на перевалку составляет 10 - 12мин. В известной клети, принятой в качестве прототипа, время перевалки составляет 40 - 45мин. Время, необходимое для удаления с ручьевых поверхностей валков нескольких (3 - 5) точечных налипаний, согласно изобретению, без демонтажа валков, составляет примерно 5 10мин. Применительно к известной клети, когда требуется предварительно извлечь из нее сепаратор с валками, время, необходимое для осуществления мелкого ремонта валков, составляет не менее 50мин.
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill of pilger tube rolling
Автори англійськоюPopov Marat Vasyliovych, Bildin Kostiantyn Mykhailovych, Khaustov Heorhii Yosypovych, Sandulskyi Borys Stepanovych, Chub Anatolii Vasyliovych, Ostrovskyi Ihor Petrovych, Volfovych Heorhii Volfovych, Alpatov Yevhenii Mykolaiovych, Vereschahin Oleksandr Davydovych, Chubar Alla Heorhiivna, Chekha Viktor Mykolaiovych, Borysenko Yurii Mykolaiovych, Isakov Yevhen Borysovych
Назва патенту російськоюКлеть стана пилигримовой прокатки труб
Автори російськоюПопов Марат Васильевич, Бильдин Константин Михайлович, Хаустов Георгий Иосифович, Сандульский Борис Степанович, Чуб Анатолий Васильевич, Островский Игорь Петрович, Вольфович Георгий Вольфович, Алпатов Евгений Николаевич, Верещагин Александр Давидович, Чубарь Алла Георгиевна, Чеха Виктор Николаевич, Борисенко Юрий Николаевич, Исаков Евгений Борисович
МПК / Мітки
МПК: B21B 21/00, B21B 13/18
Мітки: кліть, пілігримової, стана, труб, прокатки
Код посилання
<a href="https://ua.patents.su/3-17340-klit-stana-piligrimovo-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Кліть стана пілігримової прокатки труб</a>
Кліть стану пілігримової прокатки труб

Номер патенту: 10684
Опубліковано: 25.12.1996
Автори: Верещагін Олександр Давидович, Ісаков Євген Борисович, Більдін Костянтин Михайлович, Хаустов Георгій Йосипович, Чубарь Алла Георгівна, Попов Марат Васильович, Островський Ігор Петрович, Алпатов Євген Миколайович, Чеха Віктор Миколайович, Вольфович Георгій Вольфович, Чуб Анатолій Васильович, Борисенко Юрій Миколайович
МПК: B21B 13/18, B21B 21/00
Мітки: кліть, стану, прокатки, пілігримової, труб
Формула / Реферат:
Клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, отличающаяся тем, что цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от...
Привід валків рухомої кліті стана холодної прокатки труб

Номер патенту: 4810
Опубліковано: 28.12.1994
Автори: Головачов Володимир Якович, Третяк Володимир Якович, Яременко Микола Іванович, Лагутін Борис Миколайович, Самойленко Генадій Дмитрович, Король Радомір Миколайович, Соя Володимир Іванович, Куценко Олександр Іванович, Кекух Станіслав Миколайович, Король Микола Миколайович, Масошін Леонід Михайлович, Ткаченко Микола Володимирович, Цупкін Анатолій Вікторович, Літвін Григорій Дмитрович, Загребельний Віктор Терентійович
МПК: B21B 35/06, B21B 21/00
Мітки: труб, привід, рухомої, стана, валків, кліті, холодної, прокатки
Формула / Реферат:
Привод валков подвижной клети стана холодной прокатки труб, содержащий посаженные на шейках валков ведомые и ведущие шестерни, взаимодействующие с установленными в станине стана рейками, имеющими механизм для их продольного перемещения, отличающийся тем, что последний выполнен в виде двух винтов с упорами, каждая из реек выполнена с возможностью продольного, вертикального и поперечного перемещении и в виде балки Т-образного сечения, а...
Валок стана холодної прокатки труб
Номер патенту: 12727
Опубліковано: 28.02.1997
Автори: Король Микола Миколайович, Лозовий Віктор Іванович, Філатов Сергій Антонович, Каплун Марко Григорович, Кравченко Юрій Олексійович, Ковальов Володимир Григорович, Смолін Олексій Миколайович, Шелест Анатолій Герасимович, Живцов Сергій Павлович, Загребельний Віктор Терентійович
МПК: B21B 21/02, B21B 27/02
Мітки: прокатки, труб, валок, холодної, стана
Текст:
...клина 10 равен 3,0 град. Фиксирующий э лемент 8 установлен в пазах 13 и 15 соответс твенно калибра 4 и выемки вала 1 с зазором " а", а выс тупы 25 и 26 крепежного клина 10 также установлены в пазах 14 и 15 соответственно калибра 4 и выемки вала 1 с зазором - " б". Сборку предлагаемого валка осуществ ляют с ледующ им образом. Фикс ирующ ий элементе, выполненный в виде ш понки прямоугольной формы, устанавливают в паз 15 в контакте с его...
Спосіб прокатки труб на пільгерному стані з рухомою кліттю
Номер патенту: 12725
Опубліковано: 28.02.1997
Автори: Макаркін Ніколай Стєпановіч, Кириченко Віктор Васильович, Попов Марат Васильович, Фельдман Олександр Ісакович, Гамерштейн Володимир Аронович, Вольфович Валерій Вольфович, Вольфович Георгій Вольфович, Бондаренко Анатолій Петрович
МПК: B21B 21/00
Мітки: кліттю, стані, спосіб, труб, пільгерному, прокатки, рухомою
Формула / Реферат:
(57) Способ прокатки труб на пильгерном стане с подвижной клетью, включающий порционную подачу металла заготовки патроном подачи в валки, имеющие зоны редуцирования, обжатия и калибровки, деформацию ее на неподвижной оправке уменьшающегося сечения, извлечение оправки при остановленных валках при подходе патрона в крайнее его положение, отличающийся тем, что перед извлечением оправки порцию металла, поданную при подходе патрона в крайнее...
Прокатна кліть кварто
Номер патенту: 12965
Опубліковано: 28.02.1997
Автори: Литвинов Олександр Васильович, Волченков Іван Григорович
МПК: B21B 13/02
Мітки: кліть, прокатна, кварто
Формула / Реферат:
(57) Прокатная клеть кварто, преимущественно чистовой группы клетей широкополосного стана, содержащая станины и вставки с направляющими проемами, в которых размещены соответственно подушки опорных и рабочих валков, а также цилиндры уравновешивания рабочих валков, взаимодействующие с упорными выступами подушек рабочих валков, отлипающаяс я тем, что подушки рабочих валков по упорным выступам выполнены с шириной, соответствующей ширине...
Попередній патент: Гідропідживлювач для внесення рідких добрив з поливною водою
Наступний патент: Спосіб одержання 2-метил-4(5)-нітроімідазолу
Випадковий патент: Спосіб вимірювання кров'яного тиску