Спосіб гарячої пілігримової прокатки труб
Номер патенту: 18667
Опубліковано: 25.12.1997
Автори: Березовський Валентин Володимирович, Ващенко Олександр Костянтинович, Козловський Альфред Іванович, Чернявський Анатолій Олександрович, Угрюмов Юрій Дмитрович
Формула / Реферат
Способ горячей пилигримовой прокатки труб, включающий деформацию гильзы валками на дорне, фиксацию положения трубы, частичное извлечение дорна, принудительное охлаждение прокатанной части трубы, раскатку пилигримовой головки гильзы на свободном участке дорна, повторную фиксацию трубы и окончательное извлечение дорна, отличающийся тем, что D/S > 20, фиксацию трубы осуществляют обжатием ее диаметра матрицами, причем конец трубы, обжимаемый матрицами перед окончательным извлечением дорна, подстуживают.
Текст
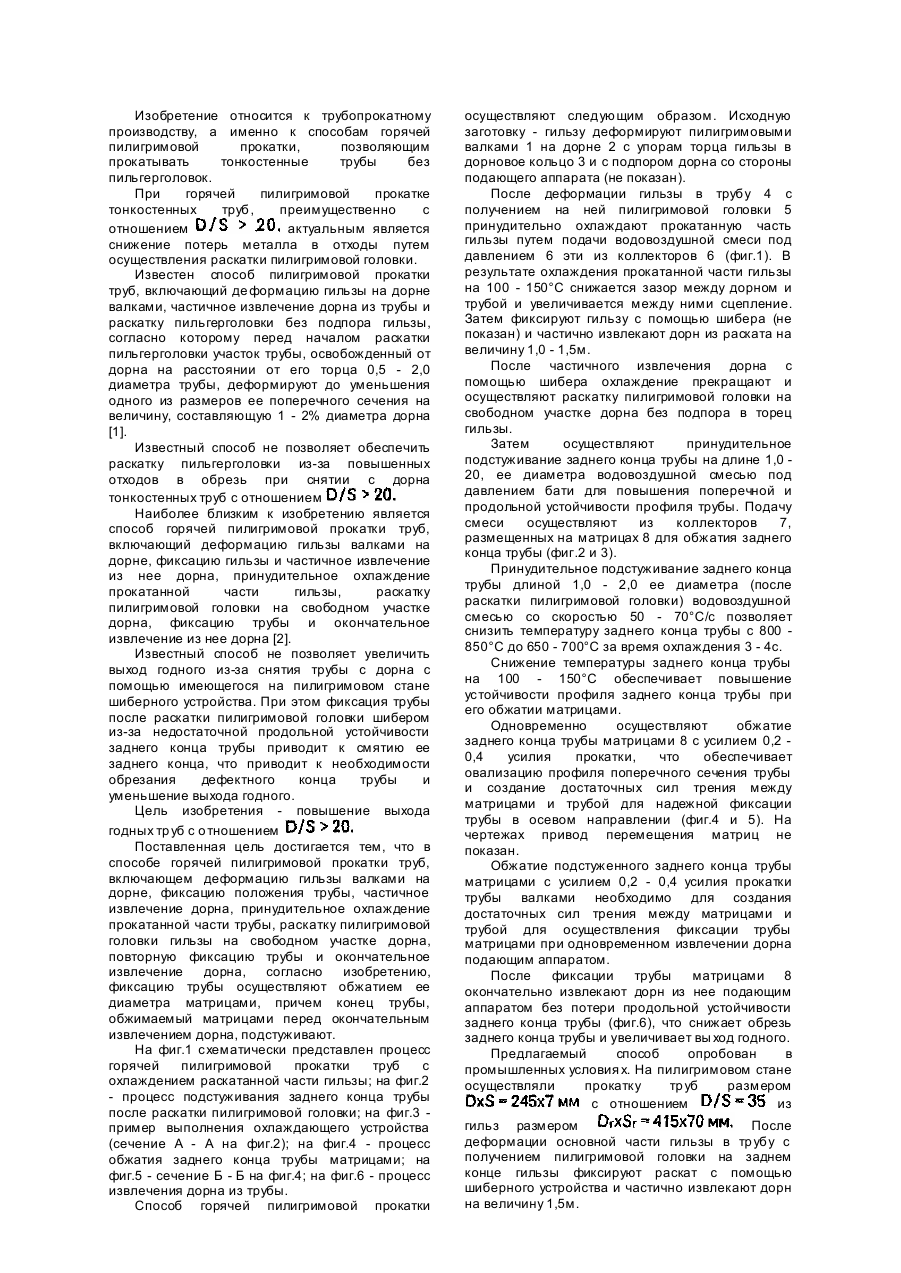
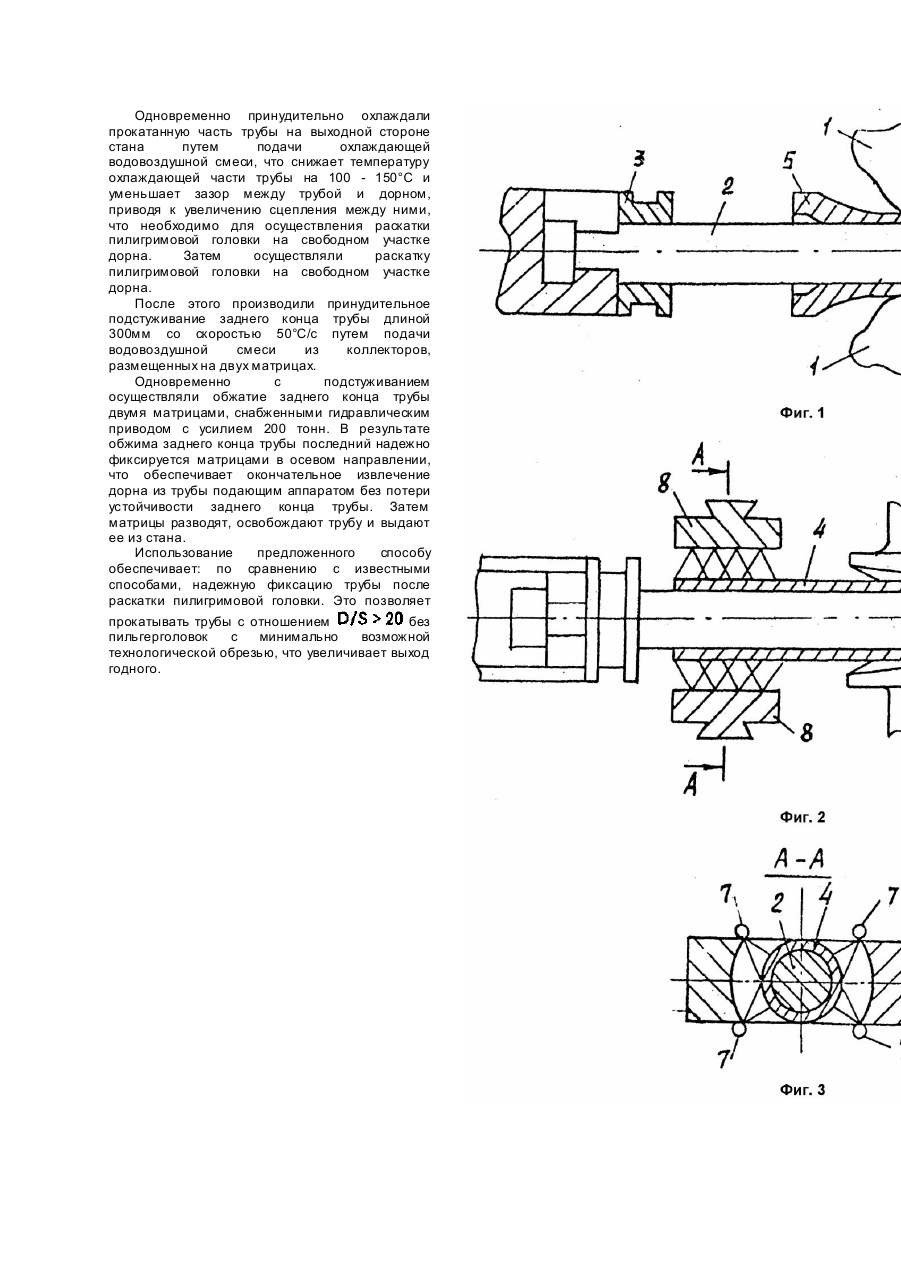
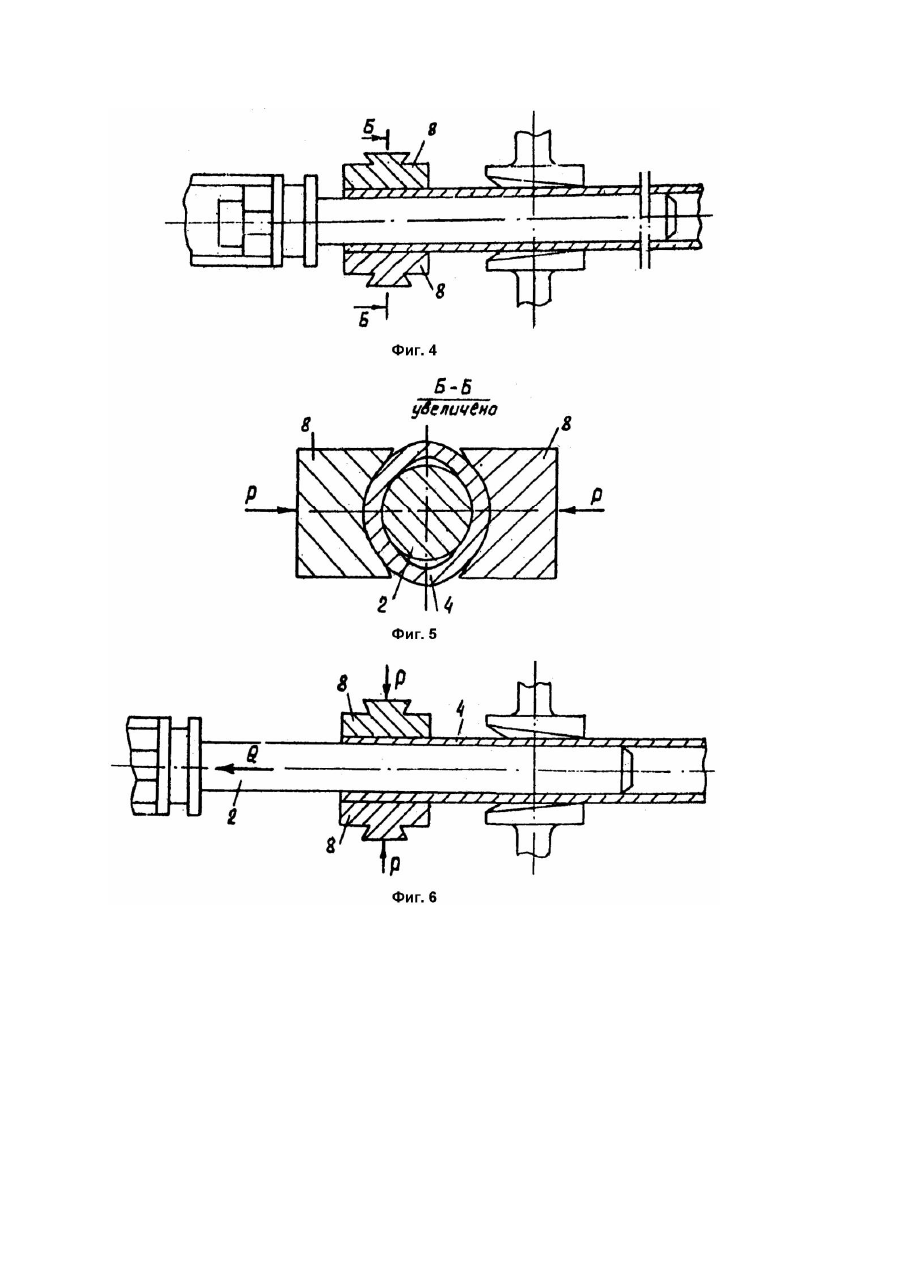
Изобретение относится к трубопрокатному производству, а именно к способам горячей пилигримовой прокатки, позволяющим прокатывать тонкостенные трубы без пильгерголовок. При горячей пилигримовой прокатке тонкостенных труб, преимущественно с отношением актуальным является снижение потерь металла в отходы путем осуществления раскатки пилигримовой головки. Известен способ пилигримовой прокатки труб, включающий де формацию гильзы на дорне валками, частичное извлечение дорна из трубы и раскатку пильгерголовки без подпора гильзы, согласно которому перед началом раскатки пильгерголовки участок трубы, освобожденный от дорна на расстоянии от его торца 0,5 - 2,0 диаметра трубы, деформируют до уменьшения одного из размеров ее поперечного сечения на величину, составляющую 1 - 2% диаметра дорна [1]. Известный способ не позволяет обеспечить раскатку пильгерголовки из-за повышенных отходов в обрезь при снятии с дорна тонкостенных труб с отношением Наиболее близким к изобретению является способ горячей пилигримовой прокатки труб, включающий деформацию гильзы валками на дорне, фиксацию гильзы и частичное извлечение из нее дорна, принудительное охлаждение прокатанной части гильзы, раскатку пилигримовой головки на свободном участке дорна, фиксацию трубы и окончательное извлечение из нее дорна [2]. Известный способ не позволяет увеличить выход годного из-за снятия трубы с дорна с помощью имеющегося на пилигримовом стане шиберного устройства. При этом фиксация трубы после раскатки пилигримовой головки шибером из-за недостаточной продольной устойчивости заднего конца трубы приводит к смятию ее заднего конца, что приводит к необходимости обрезания дефектного конца трубы и уменьшение выхода годного. Цель изобретения - повышение выхода годных тр уб с о тношением Поставленная цель достигается тем, что в способе горячей пилигримовой прокатки труб, включающем деформацию гильзы валками на дорне, фиксацию положения трубы, частичное извлечение дорна, принудительное охлаждение прокатанной части трубы, раскатку пилигримовой головки гильзы на свободном участке дорна, повторную фиксацию трубы и окончательное извлечение дорна, согласно изобретению, фиксацию трубы осуществляют обжатием ее диаметра матрицами, причем конец трубы, обжимаемый матрицами перед окончательным извлечением дорна, подстуживают. На фиг.1 схематически представлен процесс горячей пилигримовой прокатки труб с охлаждением раскатанной части гильзы; на фиг.2 - процесс подстуживания заднего конца трубы после раскатки пилигримовой головки; на фиг.3 пример выполнения охлаждающего устройства (сечение А - А на фиг.2); на фиг.4 - процесс обжатия заднего конца трубы матрицами; на фиг.5 - сечение Б - Б на фиг.4; на фиг.6 - процесс извлечения дорна из трубы. Способ горячей пилигримовой прокатки осуществляют следующим образом. Исходную заготовку - гильзу деформируют пилигримовыми валками 1 на дорне 2 с упорам торца гильзы в дорновое кольцо 3 и с подпором дорна со стороны подающего аппарата (не показан). После деформации гильзы в трубу 4 с получением на ней пилигримовой головки 5 принудительно охлаждают прокатанную часть гильзы путем подачи водовоздушной смеси под давлением 6 эти из коллекторов 6 (фиг.1). В результате охлаждения прокатанной части гильзы на 100 - 150°C снижается зазор между дорном и трубой и увеличивается между ними сцепление. Затем фиксируют гильзу с помощью шибера (не показан) и частично извлекают дорн из раската на величину 1,0 - 1,5м. После частичного извлечения дорна с помощью шибера охлаждение прекращают и осуществляют раскатку пилигримовой головки на свободном участке дорна без подпора в торец гильзы. Затем осуществляют принудительное подстуживание заднего конца трубы на длине 1,0 20, ее диаметра водовоздушной смесью под давлением бати для повышения поперечной и продольной устойчивости профиля трубы. Подачу смеси осуществляют из коллекторов 7, размещенных на матрицах 8 для обжатия заднего конца трубы (фиг.2 и 3). Принудительное подстуживание заднего конца трубы длиной 1,0 - 2,0 ее диаметра (после раскатки пилигримовой головки) водовоздушной смесью со скоростью 50 - 70°C/с позволяет снизить температуру заднего конца трубы с 800 850°C до 650 - 700°C за время охлаждения 3 - 4с. Снижение температуры заднего конца трубы на 100 - 150°C обеспечивает повышение устойчивости профиля заднего конца трубы при его обжатии матрицами. Одновременно осуществляют обжатие заднего конца трубы матрицами 8 с усилием 0,2 0,4 усилия прокатки, что обеспечивает овализацию профиля поперечного сечения трубы и создание достаточных сил трения между матрицами и трубой для надежной фиксации трубы в осевом направлении (фиг.4 и 5). На чертежах привод перемещения матриц не показан. Обжатие подстуженного заднего конца трубы матрицами с усилием 0,2 - 0,4 усилия прокатки трубы валками необходимо для создания достаточных сил трения между матрицами и трубой для осуществления фиксации трубы матрицами при одновременном извлечении дорна подающим аппаратом. После фиксации трубы матрицами 8 окончательно извлекают дорн из нее подающим аппаратом без потери продольной устойчивости заднего конца трубы (фиг.6), что снижает обрезь заднего конца трубы и увеличивает вы ход годного. Предлагаемый способ опробован в промышленных условия х. На пилигримовом стане осуществляли прокатку тр уб размером с отношением из гильз размером После деформации основной части гильзы в тр убу с получением пилигримовой головки на заднем конце гильзы фиксируют раскат с помощью шиберного устройства и частично извлекают дорн на величину 1,5м. Одновременно принудительно охлаждали прокатанную часть трубы на выходной стороне стана путем подачи охлаждающей водовоздушной смеси, что снижает температуру охлаждающей части трубы на 100 - 150°C и уменьшает зазор между трубой и дорном, приводя к увеличению сцепления между ними, что необходимо для осуществления раскатки пилигримовой головки на свободном участке дорна. Затем осуществляли раскатку пилигримовой головки на свободном участке дорна. После этого производили принудительное подстуживание заднего конца трубы длиной 300мм со скоростью 50°C/с путем подачи водовоздушной смеси из коллекторов, размещенных на двух матрицах. Одновременно с подстуживанием осуществляли обжатие заднего конца трубы двумя матрицами, снабженными гидравлическим приводом с усилием 200 тонн. В результате обжима заднего конца трубы последний надежно фиксируется матрицами в осевом направлении, что обеспечивает окончательное извлечение дорна из трубы подающим аппаратом без потери устойчивости заднего конца трубы. Затем матрицы разводят, освобождают трубу и выдают ее из стана. Использование предложенного способу обеспечивает: по сравнению с известными способами, надежную фиксацию трубы после раскатки пилигримовой головки. Это позволяет прокатывать трубы с отношением без пильгерголовок с минимально возможной технологической обрезью, что увеличивает выход годного.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hot pilger tube rolling
Автори англійськоюKozlovskyi Alfred Ivanovych, Berezovskyi Valentyn Volodymyrovych, Vaschenko Oleksandr Kostiantynovych, Uhriumov Yurii Dmytrovych, Cherniavskyi Anatolii Oleksandrovych
Назва патенту російськоюСпособ горячей пилигримовой прокатки труб
Автори російськоюКозловский Альфред Иванович, Березовский Валентин Владимирович, Ващенко Александр Константинович, Угрюмов Юрий Дмитриевич, Чернявский Анатолий Александрович
МПК / Мітки
МПК: B21B 21/00
Мітки: прокатки, спосіб, гарячої, пілігримової, труб
Код посилання
<a href="https://ua.patents.su/3-18667-sposib-garyacho-piligrimovo-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої пілігримової прокатки труб</a>
Спосіб гарячої прокатки труб з відцентроволитої порожнистої заготовки
Номер патенту: 20794
Опубліковано: 07.10.1997
Автори: Пахомов Геннадій Євдокимович, Данилова Олена Валентинівна, Крихта Валерій Петрович, Гутников Семен Піменович, Большаков Володимир Іванович, Сапогова Алла Євгенівна
МПК: B21B 23/00
Мітки: гарячої, прокатки, спосіб, заготовки, порожнистої, труб, відцентроволитої
Формула / Реферат:
Способ горячей прокатки труб из центробежнолитой полой заготовки, включающий нагрев заготовки, прокатку и раскатку, отличающийся тем, что раскатку на элонгаторе внутренней поверхности осуществляют с окружной скоростью 0,55-0,85 м/с и продольной подачей со скоростью 0,025-0,045 м/с.
Кліть стану пілігримової прокатки труб

Номер патенту: 10684
Опубліковано: 25.12.1996
Автори: Чуб Анатолій Васильович, Попов Марат Васильович, Борисенко Юрій Миколайович, Більдін Костянтин Михайлович, Вольфович Георгій Вольфович, Ісаков Євген Борисович, Чеха Віктор Миколайович, Алпатов Євген Миколайович, Верещагін Олександр Давидович, Чубарь Алла Георгівна, Хаустов Георгій Йосипович, Островський Ігор Петрович
МПК: B21B 21/00, B21B 13/18
Мітки: труб, пілігримової, кліть, стану, прокатки
Формула / Реферат:
Клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, отличающаяся тем, что цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от...
Кліть стана пілігримової прокатки труб

Номер патенту: 17340
Опубліковано: 01.04.1997
Автори: Вольфович Георгій Вольфович, Верещагін Олександр Давидович, Ісаков Євген Борисович, Чуб Анатолій Васильович, Островський Ігор Петрович, Хаустов Георгій Йосипович, Більдін Костянтин Михайлович, Чеха Віктор Миколайович, Борисенко Юрій Миколайович, Попов Марат Васильович, Чубарь Алла Георгівна, Сандульский Борис Степанович, Алпатов Євгеній Миколайович
МПК: B21B 13/18, B21B 21/00
Мітки: труб, прокатки, кліть, стана, пілігримової
Формула / Реферат:
Клеть стана холодной пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого размещен сепаратор с приводными валками, имеющими ручьи переменного сечения, отличающаяся тем, что сепаратор выполнен П-образным, на его вертикальной стенке с помощью планок закреплены разъемные подшипники, охватывающие опорные шейки валков, при атом в верхней части сепаратора и корпуса клети выполнены отверстия для...
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Качан Олександр Михайлович, Мовшович Вілорд Соломонович, Пінчук Віталій Іосифович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович, Піховкін Микола Миколайович, Трофімов Віталій Олександрович, Фішкін Ісаак Борисович, Ніколаєв Віктор Олександрович, Лівшиц Леонід Аркадійович, Штехно Олег Миколайович, Путнокі Олександр Юліусович, Клочков Володимир Васильович
МПК: B21B 1/22
Мітки: штаб, прокатки, гарячої, спосіб
Формула / Реферат:
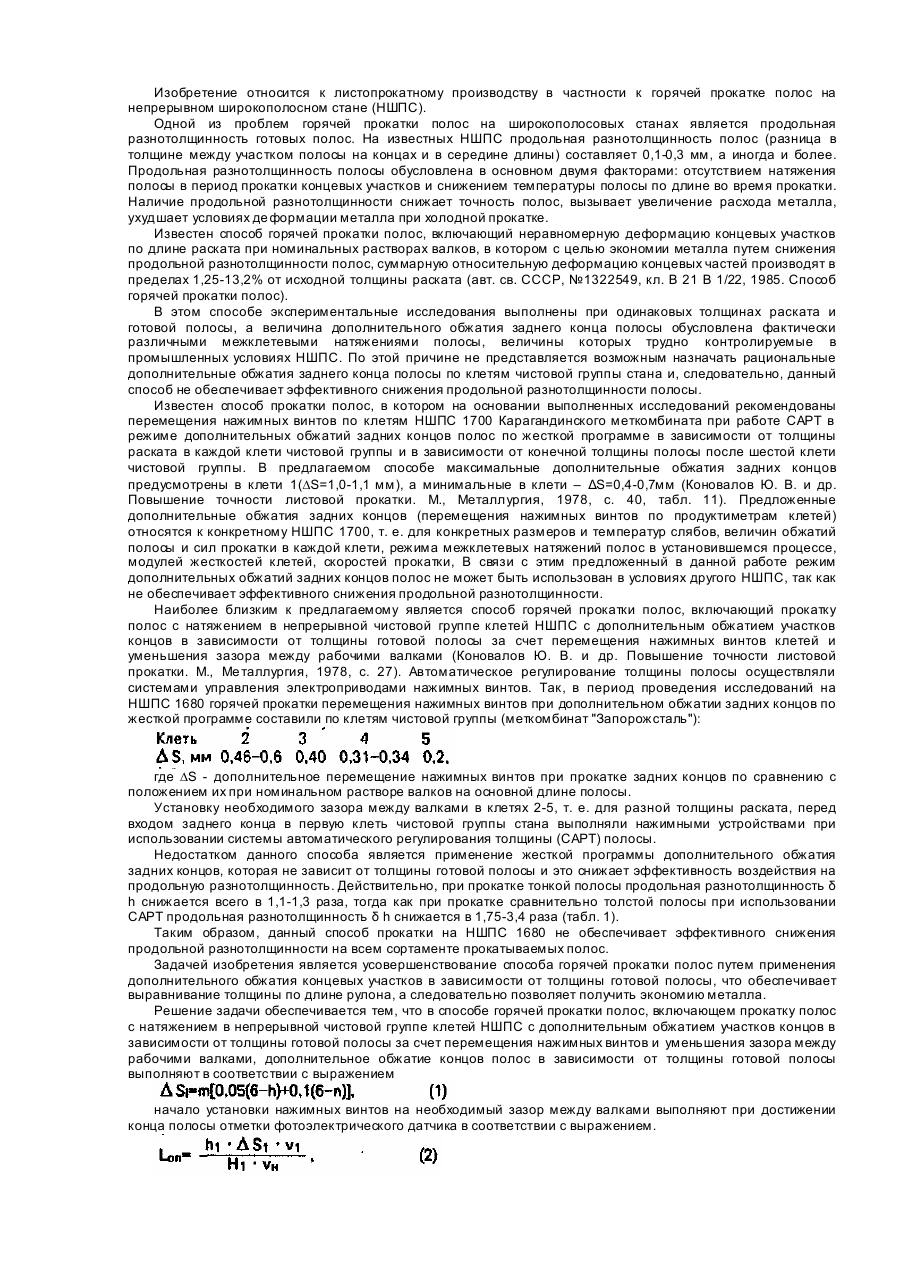
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Теплоізоляційний екран рольганга полосового стану гарячої прокатки
Номер патенту: 12793
Опубліковано: 28.02.1997
Автори: Бєлянскій Андрєй Дмітрієвіч, Стрєльніков Ніколай Ніколаєвіч, Коришев Анатолій Ніколаєвіч, Хлопонін Віктор Ніколаєвіч, Савченко Владімір Сєргєєвіч, Вівенцов Алєксандр Семьоновіч, Бєлобров Юрій Ніколаєвіч, Захаров Ігорь Юр'євіч, Фьодоров Анатолій Міхайловіч
МПК: B21B 1/26, F28F 9/00, B21B 45/02, F16L 59/08
Мітки: стану, екран, теплоізоляційний, прокатки, полосового, рольганга, гарячої
Формула / Реферат:
(57) Теплоизоляционный экран рольганга полосового стана горячей прокатки, содержащий установленную над рольгангом несущую конструкцию с закрепленными на ней экранирующими панелями, каждая из которых имеет корпус, закрепленную на нем мембрану в виде ряда расположенных вдоль рольганга составных труб, заполненных теплоизолятором и плотно набранных на поперечные, установленные в корпусе стержни, отличающийся тем, что каждая труба выполнена в виде...
Попередній патент: Вітроенергетична установка
Наступний патент: Спосіб волочіння труб
Випадковий патент: Спосіб безперервного розливання різних марок сталі